CrMoV钢简介及焊接工艺
CrMo钢管焊接工艺
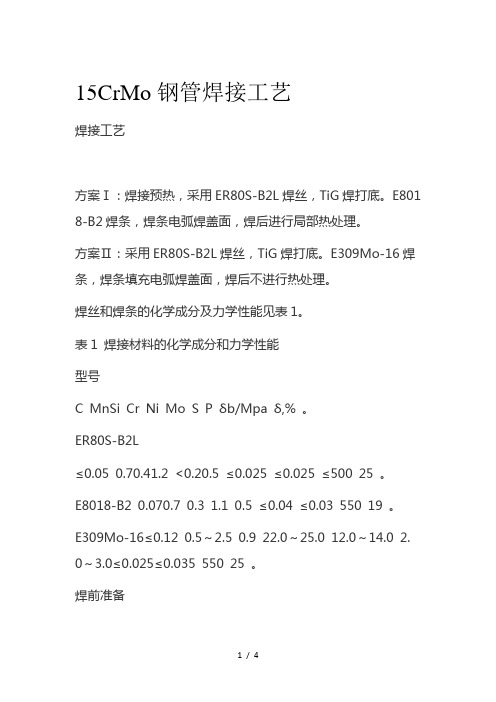
15CrMo钢管焊接工艺焊接工艺方案Ⅰ:焊接预热,采用ER80S-B2L焊丝,TiG焊打底。
E801 8-B2焊条,焊条电弧焊盖面,焊后进行局部热处理。
方案Ⅱ:采用ER80S-B2L焊丝,TiG焊打底。
E309Mo-16焊条,焊条填充电弧焊盖面,焊后不进行热处理。
焊丝和焊条的化学成分及力学性能见表1。
表1 焊接材料的化学成分和力学性能型号C MnSi Cr Ni Mo S P δb/Mpa δ,% 。
ER80S-B2L≤0.05 0.70.41.2 <0.20.5 ≤0.025 ≤0.025 ≤500 25 。
E8018-B2 0.070.7 0.3 1.1 0.5 ≤0.04 ≤0.03 550 19 。
E309Mo-16≤0.12 0.5~2.5 0.9 22.0~25.0 12.0~14.0 2. 0~3.0≤0.025≤0.035 550 25 。
焊前准备试件采用15CrMo钢管,规格为φ325×25,坡口型式及尺寸见图1。
焊前用角向磨光机将坡口内外及坡口边缘50mm范围内打磨至露出金属光泽,然后用丙酮清洗干净。
试件为水平固定位置,对口间隙为4mm,采用手工钨极氩弧焊沿园周均匀点焊六处,每处点固长度应不小于20mm。
焊条按表2的规范进行烘烤。
焊条烘烤规范焊条型号烘烤温度保温时间E8018-B2 300 ℃2hE309Mo-16 150 ℃1.5h工艺参数按方案Ⅰ焊前需进行预热,根据Tto-Bessyo等人提出的计算预热温度公式:To=350√[C]-0.25(℃)式中,To——预热温度,℃。
[C]=[C]x [C]p [C]p=0.005S[C]x[C]x=C (Mn Cr)/9 Ni/18 7Mo/90 式中,[C]x——成分碳当量;[C]p——尺寸碳当量;S——试件厚度(本文中S=25mm)。
[C]x=C (Mn Cr)/9 7/90Mo=0.361[C]p=0.045 则To=138℃因此预热温度选为150℃。
CrMoV合金结构钢
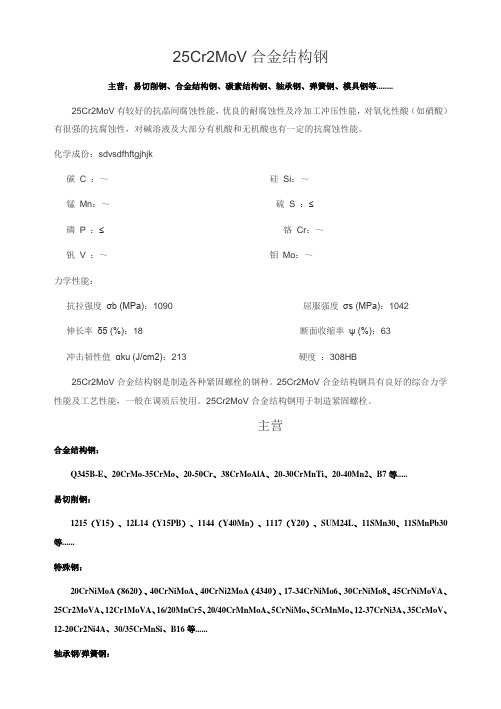
25Cr2MoV合金结构钢主营:易切削钢、合金结构钢、碳素结构钢、轴承钢、弹簧钢、模具钢等........25Cr2MoV有较好的抗晶间腐蚀性能,优良的耐腐蚀性及冷加工冲压性能,对氧化性酸(如硝酸)有很强的抗腐蚀性,对碱溶液及大部分有机酸和无机酸也有一定的抗腐蚀性能。
化学成份:sdvsdfhftgjhjk碳 C :~硅Si:~锰Mn:~硫S :≤磷P :≤铬Cr:~钒V :~钼Mo:~力学性能:抗拉强度σb (MPa):1090 屈服强度σs (MPa):1042伸长率δ5 (%):18 断面收缩率ψ (%):63冲击韧性值αku (J/cm2):213 硬度:308HB25Cr2MoV合金结构钢是制造各种紧固螺栓的钢种。
25Cr2MoV合金结构钢具有良好的综合力学性能及工艺性能,一般在调质后使用。
25Cr2MoV合金结构钢用于制造紧固螺栓。
主营合金结构钢:Q345B-E、20CrMo-35CrMo、20-50Cr、38CrMoAlA、20-30CrMnTi、20-40Mn2、B7等.....易切削钢:1215(Y15)、12L14(Y15PB)、1144(Y40Mn)、1117(Y20)、SUM24L、11SMn30、11SMnPb30等......特殊钢:20CrNiMoA(8620)、40CrNiMoA、40CrNi2MoA(4340)、17-34CrNiMo6、30CrNiMo8、45CrNiMoVA、25Cr2MoVA、12Cr1MoVA、16/20MnCr5、20/40CrMnMoA、5CrNiMo、5CrMnMo、12-37CrNi3A、35CrMoV、12-20Cr2Ni4A、30/35CrMnSi、B16等......轴承钢/弹簧钢:GCr15、GCr15SiMn、GCr15SiMo、G20CrNiMoA、9Cr18、65Mn、60Si2Mn、60Si2CrV、50CrV等.... 模具钢:H13、H14、Cr12、Cr12MoV、Cr8、CrWMn、4Cr13、SKD11、D2、DC53、Cr5。
浅谈大厚度铬钼钢管道的焊接工艺
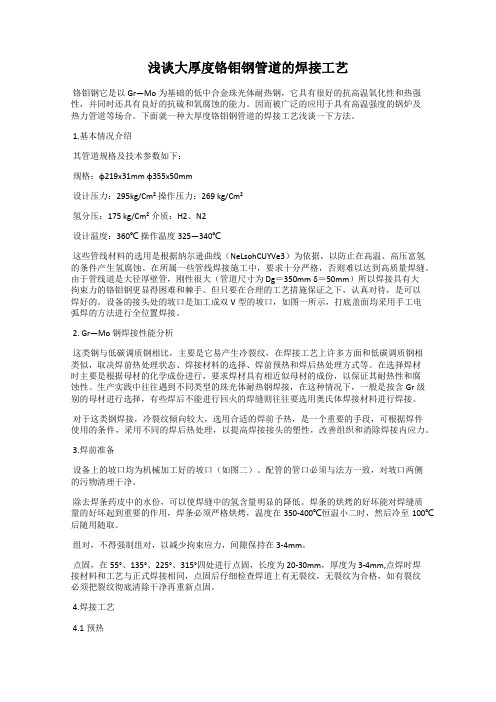
浅谈大厚度铬钼钢管道的焊接工艺铬钼钢它是以Gr—Mo为基础的低中合金珠光体耐热钢,它具有很好的抗高温氧化性和热强性,并同时还具有良好的抗硫和氧腐蚀的能力。
因而被广泛的应用于具有高温强度的锅炉及热力管道等场合。
下面就一种大厚度铬钼钢管道的焊接工艺浅谈一下方法。
1.基本情况介绍其管道规格及技术参数如下:规格:φ219x31mm φ355x50mm设计压力:295kg/Cm²操作压力:269 kg/Cm²氢分压:175 kg/Cm²介质:H2、N2设计温度:360℃操作温度325—340℃这些管线材料的选用是根据纳尔逊曲线(NeLsohCUYVe3)为依据,以防止在高温、高压富氢的条件产生氢腐蚀。
在所属一些管线焊接施工中,要求十分严格,否则难以达到高质量焊缝。
由于管线道是大径厚壁管,刚性很大(管道尺寸为Dg=350mm δ=50mm)所以焊接具有大拘束力的铬钼钢更显得困难和棘手。
但只要在合理的工艺措施保证之下,认真对待,是可以焊好的。
设备的接头处的坡口是加工成双V型的坡口,如图一所示,打底盖面均采用手工电弧焊的方法进行全位置焊接。
2. Gr—Mo钢焊接性能分析这类钢与低碳调质钢相比,主要是它易产生冷裂纹,在焊接工艺上许多方面和低碳调质钢相类似,取决焊前热处理状态、焊接材料的选择、焊前预热和焊后热处理方式等。
在选择焊材时主要是根据母材的化学成份进行,要求焊材具有相近似母材的成份,以保证其耐热性和腐蚀性。
生产实践中往往遇到不同类型的珠光体耐热钢焊接,在这种情况下,一般是按含Gr级别的母材进行选择,有些焊后不能进行回火的焊缝则往往要选用奥氏体焊接材料进行焊接。
对于这类钢焊接,冷裂纹倾向较大,选用合适的焊前予热,是一个重要的手段,可根据焊件使用的条件,采用不同的焊后热处理,以提高焊接接头的塑性,改善组织和消除焊接内应力。
3.焊前准备设备上的坡口均为机械加工好的坡口(如图二)。
配管的管口必须与法方一致,对坡口两侧的污物清理干净。
12CrMoV钢焊接工艺
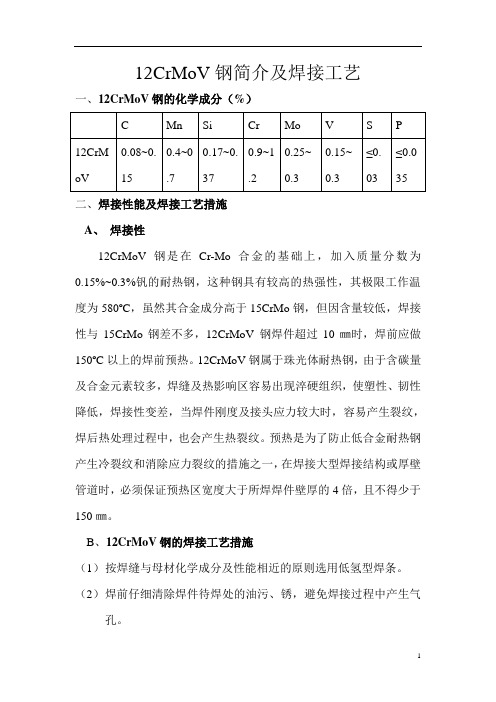
12CrMoV钢简介及焊接工艺一、12CrMoV钢的化学成分(%)二、焊接性能及焊接工艺措施A、焊接性12CrMoV钢是在Cr-Mo合金的基础上,加入质量分数为0.15%~0.3%钒的耐热钢,这种钢具有较高的热强性,其极限工作温度为580ºC,虽然其合金成分高于15CrMo钢,但因含量较低,焊接性与15CrMo钢差不多,12CrMoV 钢焊件超过10㎜时,焊前应做150ºC以上的焊前预热。
12CrMoV钢属于珠光体耐热钢,由于含碳量及合金元素较多,焊缝及热影响区容易出现淬硬组织,使塑性、韧性降低,焊接性变差,当焊件刚度及接头应力较大时,容易产生裂纹,焊后热处理过程中,也会产生热裂纹。
预热是为了防止低合金耐热钢产生冷裂纹和消除应力裂纹的措施之一,在焊接大型焊接结构或厚壁管道时,必须保证预热区宽度大于所焊焊件壁厚的4倍,且不得少于150㎜。
B、12CrMoV钢的焊接工艺措施(1)按焊缝与母材化学成分及性能相近的原则选用低氢型焊条。
(2)焊前仔细清除焊件待焊处的油污、锈,避免焊接过程中产生气孔。
(3)焊件焊前需要预热,包括装配定位焊前的预热,避免重新生焊接时产生再热裂纹。
(4)焊接过程中,层间温度应不低于焊接前的预热温度。
(5)焊接过程中避免中断,尽量一次性连续焊完。
(6)焊后应缓慢冷却,为了消除应力,焊后需要时行高温回火。
(7)焊件、焊条应严格保持低氢状态下进行焊接。
三、12CrMoV钢的焊接材料选用及焊接材料的烘干制度鉴于12CrMoV钢属珠光体耐热钢,以焊接性及其合金化学成分考虑,12CrMoV钢焊条可选用E5515-B2-V(R317)。
埋弧焊时可选用H08CrMoV焊丝配HJ350焊剂,气体保护焊时可采用H08CrMnSiMoV 焊丝和富氩混合气体(80%Ar220%C02),焊条和焊剂必须严格烘干,并保持低氢的焊接状态,焊条高温烘干后保证随用随取。
采用氩弧焊打底工艺,可以得到优质的焊接接头。
蒸汽管道12CrlMoV钢的焊接工艺
蒸汽管道12CrlMoV钢的焊接工艺摘要:针对中煤集团鄂尔多斯图克化肥项目2×40000m3/h空分装置中蒸汽管道12Cr1MoV珠光体耐热钢的焊接问题,通过对12Cr1MoV钢焊接性能分析,制定了合理的焊接施工工艺。
经过相应检测手段证明,采用该焊接施工工艺完成的焊缝质量可靠,符合相关标准要求,能够保证蒸汽管道的安全运行。
该焊接施工工艺为今后类似的管道焊接工作提供参考价值。
关键词:12Cr1MoV钢焊接工艺蒸汽管道热处理中煤集团鄂尔多斯图克化肥项目2×40000m3/h空分装置采用内压缩流程,每套空分装置中分别配置有两台不同型号的汽轮机。
其中一台汽轮机拖动空压机机及增压机,另一台汽轮机拖动氮压机,四台汽轮机气源都由厂区锅炉提供高压过热蒸汽,且主蒸汽管道的计温度540℃,设计压力10.3MpaG。
这种设计就使得空分装置现场焊接涉及到大量蒸汽管道的焊接,而蒸汽管道的材质选用的是12Cr1MoV珠光体耐热钢。
由于其负载压力大,介质温度高,工作条件复杂,所以该类型的管道焊接工艺及质量控制措施是现场焊接质量控制的关键点。
其中,Ф159以上焊口总数达300个,最大规格尺寸为Ф500×45mm。
由于该工程工期紧、技术要求高,因此制定合理的焊接工艺,对保证焊接质量同时控制施工进度非常重要。
1 12Cr1MoV钢的焊接性能分析12Cr1MoV钢属于低合金珠光体耐热钢,其化学成份及机械性能见表1[1]。
按国际焊接学会(ⅡW)碳当量公式计算12Cr1MoV钢的碳当量,元素含量在一定范围内的取中间值[2]:根据现场的实际经验,当Ceq>0.4时,焊接接头淬硬倾向大,可能出现冷裂纹。
而通过计算得到的12Cr1MoV钢Ceq值达0.527%,故证明12Cr1MoV钢的冷裂敏感性很大,可焊接性较差,再考虑到实际管道直径最大为Ф500,焊缝较长,构件刚性较大。
所以为保证焊接施工质量,必须制定合理的焊接方法,采取控制管道组对及坡口清理、焊前预热、保证层间温度、焊后热处理等工艺措施。
CrMo钢管焊接工艺
15CrMo钢管焊接工艺焊接工艺方案Ⅰ:焊接预热,采用ER80S-B2L焊丝,TiG焊打底。
E801 8-B2焊条,焊条电弧焊盖面,焊后进行局部热处理。
方案Ⅱ:采用ER80S-B2L焊丝,TiG焊打底。
E309Mo-16焊条,焊条填充电弧焊盖面,焊后不进行热处理。
焊丝和焊条的化学成分及力学性能见表1。
表1 焊接材料的化学成分和力学性能型号C MnSi Cr Ni Mo S P δb/Mpa δ,% 。
ER80S-B2L≤0.05 0.70.41.2 <0.20.5 ≤0.025 ≤0.025 ≤500 25 。
E8018-B2 0.070.7 0.3 1.1 0.5 ≤0.04 ≤0.03 550 19 。
E309Mo-16≤0.12 0.5~2.5 0.9 22.0~25.0 12.0~14.0 2. 0~3.0≤0.025≤0.035 550 25 。
焊前准备试件采用15CrMo钢管,规格为φ325×25,坡口型式及尺寸见图1。
焊前用角向磨光机将坡口内外及坡口边缘50mm范围内打磨至露出金属光泽,然后用丙酮清洗干净。
试件为水平固定位置,对口间隙为4mm,采用手工钨极氩弧焊沿园周均匀点焊六处,每处点固长度应不小于20mm。
焊条按表2的规范进行烘烤。
焊条烘烤规范焊条型号烘烤温度保温时间E8018-B2 300 ℃2hE309Mo-16 150 ℃1.5h工艺参数按方案Ⅰ焊前需进行预热,根据Tto-Bessyo等人提出的计算预热温度公式:To=350√[C]-0.25(℃)式中,To——预热温度,℃。
[C]=[C]x [C]p [C]p=0.005S[C]x[C]x=C (Mn Cr)/9 Ni/18 7Mo/90 式中,[C]x——成分碳当量;[C]p——尺寸碳当量;S——试件厚度(本文中S=25mm)。
[C]x=C (Mn Cr)/9 7/90Mo=0.361[C]p=0.045 则To=138℃因此预热温度选为150℃。
CrMoV焊接施工方案及热处理
CrMoV焊接施工方案及热处理C r M o V焊接施工方案及热处理(总9页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除鞍钢凌钢朝阳100万t/a焦化项目煤气净化及公辅设施安装工程12CrMoV焊接及热处理施工方案编制:审核:批准:日期:12CrMoV压力管道焊接及热处理施工方案一、工程概况鞍钢凌钢100万t/a焦化工程,由干熄焦沿外线管廊到焦化边界接点的中压过热蒸汽管道。
工艺管道材质为12CrMoV,规格Φ245*18mm;计划开工时间:2008年8月12日开工,2008年10月30日竣工;总工期:80天。
二、编制依据1.《压力管道安全管理与监察规定》〔劳部1996-140号〕2.《工业金属管道工程施工及验收规范》〔GB50235–97〕3.《工业金属管道工程质量检验评定标准》〔GB50184–93〕4.《现场设备、工业管道焊接工程施工及验收规范》〔GB50236-98〕5.《压力容器无损检测》〔JB/T4730–2005〕6.管道施工图三、焊接材料及管理1.焊条、焊丝、等均应有制造厂的质量合格证或质保书。
凡无合格证或质保书及对其质量有怀疑时,应按焊材批号抽查试验合格后方可使用。
2.施工现场应设置焊材二级库,并由专人负责焊材的管理,做好焊材的烘干、发放、回收工作并做好烘干、发放、回收记录。
3.焊材应存放在干燥通风良好的库房内。
各种型号、规格的焊材应分类堆放防止混淆。
4.焊条使用前应按焊条使用说明书的要求进行烘干,焊条重复烘干不应超过两次。
5.焊条使用时应装入100~125℃的保温桶内随取随用,桶内焊条不应超过半个工时。
6.氩弧焊所采用的氩气应符合现行国家标准《氩气》GB4842的规定,且纯度不应低于99.96﹪。
7.手工钨极氩弧焊,宜采用铈钨极或钍钨极。
8.焊材的领用、发放,管理人员应根据焊接工艺卡或工艺指导书所制定的工艺要求执行,不得随意更改,以免错误使用焊材造成质量事故。
CrMoV热处理工艺
CrMoV热处理工艺Cr12MoV冷作模热处理工艺及注意事项热处理工艺图如下图:说明:一、淬火在实际热处理中,第一次预热温度:650℃,升温时间30分钟,保温时间 2 小时第二次预热温度:850℃,升温时间20分钟,保温时间 2 小时第三次升温温度:1030℃,升温时间20分钟,保温时间1.5小时冷却:冷却方式:油冷。
冷却至油温。
然后及时进行第一次回火二、回火根据所要求的硬度,来确定回火温度。
50-55HRC 回火温度530℃55-60HRC 回火温度520℃>60HRC 回火温度<180℃回火后空冷(加风扇)至室温即可。
说明:回火一次后,出炉冷却,然后继续回火。
重复回火三次,达到要求硬度即可。
如不能达到要求的硬度可经讨论后适量微调回火温度及回火次数。
保温时间一般为每次回火保温6个小时,可视工件大小来做具体调整。
以上热处理过程均在真空热处理炉内进行。
三、注意事项:1、具体预热温度,保温时间要根据工件的大小、厚度、形状复杂程度等稍作调整,不宜有过大的跨度。
2、装炉前清洁工件各个部位。
3、工件上的一些容易变形的型面、内孔应尽量加固、填充或用其它合适的方法做优化。
如凹模两侧面在热处理后容易产生变形,应焊接固定板固定,一些螺孔拧入螺丝等。
4、工件的摆放要科学合理,工件之间应避开相互大面积的接触,小工件用铁丝相互固定在一起。
大工件如不可避免接触,应用特制工具隔离开叠加放置。
5、注意炉筐重量的平衡性,如两侧的重量不一致,务必重量更大的一侧朝向炉口,防止出炉时因模具重量过大导致的支架不能抬起炉筐,而无法出炉的情况。
6、在合理的一炉最大重量内,应尽量装入多的待加工工件,合理摆放,充分利用空间,节省资源。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
12CrMoV钢简介及焊接工艺
一、12CrMoV钢的化学成分(%)
二、焊接性能及焊接工艺措施
A、焊接性
12CrMoV钢是在Cr-Mo合金的基础上,加入质量分数为%~%钒的耐热钢,这种钢具有较高的热强性,其极限工作温度为580ºC,虽然其合金成分高于15CrMo钢,但因含量较低,焊接性与15CrMo钢差不多,12CrMoV 钢焊件超过10㎜时,焊前应做150ºC以上的焊前预热。
12CrMoV钢属于珠光体耐热钢,由于含碳量及合金元素较多,焊缝及热影响区容易出现淬硬组织,使塑性、韧性降低,焊接性变差,当焊件刚度及接头应力较大时,容易产生裂纹,焊后热处理过程中,也会产生热裂纹。
预热是为了防止低合金耐热钢产生冷裂纹和消除应力裂纹的措施之一,在焊接大型焊接结构或厚壁管道时,必须保证预热区宽度大于所焊焊件壁厚的4倍,且不得少于150㎜。
B、12CrMoV钢的焊接工艺措施
(1)按焊缝与母材化学成分及性能相近的原则选用低氢型焊条。
(2)焊前仔细清除焊件待焊处的油污、锈,避免焊接过程中产生气孔。
(3)焊件焊前需要预热,包括装配定位焊前的预热,避免重新生焊接时产生再热裂纹。
(4)焊接过程中,层间温度应不低于焊接前的预热温度。
(5)焊接过程中避免中断,尽量一次性连续焊完。
(6)焊后应缓慢冷却,为了消除应力,焊后需要时行高温回火。
(7)焊件、焊条应严格保持低氢状态下进行焊接。
三、12CrMoV钢的焊接材料选用及焊接材料的烘干制度
鉴于12CrMoV钢属珠光体耐热钢,以焊接性及其合金化学成分考虑,12CrMoV钢焊条可选用E5515-B2-V(R317)。
埋弧焊时可选用H08CrMoV焊丝配HJ350焊剂,气体保护焊时可采用H08CrMnSiMoV 焊丝和富氩混合气体(80%Ar220%C02),焊条和焊剂必须严格烘干,并保持低氢的焊接状态,焊条高温烘干后保证随用随取。