45号钢焊接工艺
45#钢等焊接注意事项

35#钢焊接工艺:
1)选用抗裂性高的焊条2)工件焊前预热150~250℃,预热范围150~200mm。
焊后适当缓冷。
3)采用
小直径焊条和较小电流焊接。
16Mn钢焊接工艺:
1)碱性焊条。
2)焊前预热150~250℃。
3)焊后热处理。
45#钢:1)中碳钢预热有利于减低热影响区的最高硬度,
这是焊接中碳钢的主要工艺措施。
预热还能
改善接头塑性减少焊后残余应力。
通常35#
钢、45#钢预热温度150~250℃,含碳量再高
或因厚度和刚度很大,裂纹倾向大时可将预
热温度提高至250~400℃。
若焊件太大整体
预热有困难时可进行局部预热,加热范围为
焊口两侧各150~200mm。
2)焊条可优先选
用碱性焊条。
3)坡口应尽量开成U型。
4)
第一层焊缝应尽量采用小电流、慢速焊接以
减小母材熔深。
5)焊后热处理:焊后最好立
即进行消除应力热处理,特别是对大厚度、
高刚性及严厉条件下(动载荷)工件更应如
此。
消除应力回火温度600~650℃。
20号钢与45号钢焊接工艺的改进
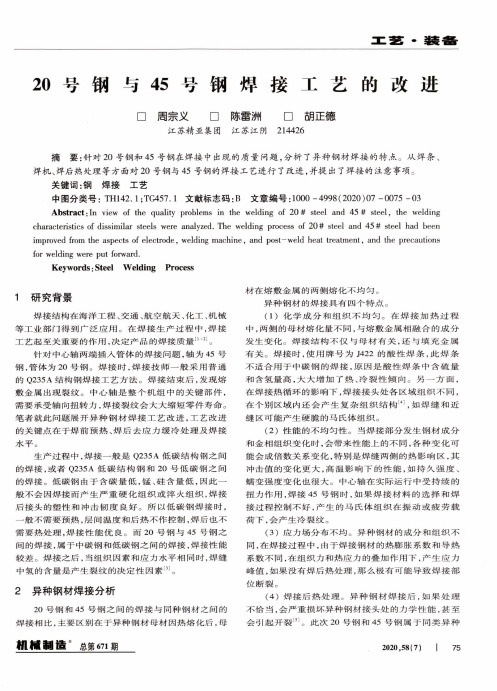
工艺•装备20号钢与45号钢焊接工艺的改进□周宗义□陈雷洲□胡正德江苏精亚集团江苏江阴214426摘要:针对20号钢和45号铜在焊接中出现的质量问题,分析了异种钢材焊接的特点。
从焊条、焊机、焊后热处理等方面对20号钢与45号钢的焊接工艺进行了改进,并提出了焊接的注意事项。
关键词:钢焊接工艺中图分类号:TH142. 1;T G457. 1 文献标志码:B 文章编号:1000 -4998(2020)07 -0075 -03Abstract: In view of the quality problems in the welding of 20 # steel and 45 # steel, the welding characteristics of dissimilar steels were analyzed. The welding process of 20# steel and 45# steel had been improved from the aspects of electrode, welding machine, and post-w eld heat treatment, and the precautions for welding were put forward.Keywords:Steel Welding Process1研究背景焊接结构在海洋工程、交通、航空航天、化工、机械等工业部门得到广泛应用。
在焊接生产过程中,焊接工艺起至关重要的作用,决定产品的焊接质量。
针对中心轴两端插人管体的焊接问题,轴为45号钢,管体为20号钢。
焊接时,焊接技师一般采用普通的Q235 A结构钢焊接工艺方法。
焊接结束后,发现熔敷金属出现裂纹。
中心轴是整个机组中的关键部件,需要承受轴向扭转力,焊接裂纹会大大缩短零件寿命。
笔者就此问题展开异种钢材焊接工艺改进,工艺改进的关键点在于焊前预热、焊后去应力缓冷处理及焊接水平。
45号钢埋弧焊堆焊工艺
45号钢埋弧焊堆焊工艺主要包括以下步骤:
准备材料:确保45号钢材料表面干净、无油污、锈迹和其他杂质。
预处理:对45号钢进行预处理,包括切割、打磨和坡口加工等,以准备焊接。
埋弧焊剂:选择合适的埋弧焊剂,根据工艺要求进行配制。
焊接参数设定:根据45号钢的特性和工艺要求,设定合适的焊接电流、电压、焊接速度等参数。
装配定位:将45号钢装配并固定在适当的位置,确保焊接过程中不会移动。
焊接操作:按照预定的焊接参数进行焊接,注意观察和控制熔池的形成,确保焊缝质量。
后处理:焊接完成后,清理焊缝表面的焊渣和飞溅物,并进行必要的检验和修整。
在实施堆焊工艺时,需要注意以下几点:
焊剂的选择:根据45号钢的化学成分和机械性能要求,选择合适的埋弧焊剂。
焊接参数的调整:根据实际情况对焊接电流、电压、焊接速度等参数进行调整,以达到最佳的焊接效果。
焊缝质量控制:注意观察和控制熔池的形成,确保焊缝质量符合要求。
安全操作:在焊接过程中,要注意安全操作,防止烫伤和电击等事故的发生。
以上是45号钢埋弧焊堆焊工艺的基本步骤和注意事项,供您参考。
具体操作可根据实际情况进行调整。
焊接工艺评定-Q235,Q345
2019/11/16
7
质量标准
《焊接材料质量管理规程》(JB/T3223-1996)
《焊接接头机械性能试验方法》(GB/T2649~2655-1989)
《金属熔化焊焊缝缺陷分类及说明》(GB/T6417-1986)
《焊缝符号表示方法》(GB/T324-1988)
《钢熔化焊对接接头射线照相和质量分级》(GB/T3323-
2019/11/16
28
JGJ81-2002焊缝外观技术要求
2019/11/16
29
JGJ81-2002焊缝外观技术要求
2019/11/16
30
JGJ81-2002焊缝外观技术要求
2019/11/16
31
建筑钢结构工艺评定报告格式
2019/11/16
32
建筑钢结构工艺评定报告格式
2019/11/16
E5003、E5001、E5015、E5016
气体保护焊
ER49-1(H08Mn2SiA)+CO2/80%Ar+20%CO2 药芯焊丝:E500T-1、 E500T-5等
埋弧焊
H08A/ H08MnA/H10Mn2/H10MnSi+HJ431
2019/11/16
38
5.Q235、Q345钢现行国家标准
组合焊缝全焊透时,可采用接头坡口形式和尺寸类同 的对接焊缝试件评定,也可采用组合焊缝试件加对接焊缝 试件评定。
组合焊缝不要求全焊透时,若坡口深度大于焊接中较 薄母材厚度的1/2时,按对接焊缝对待。若坡口深度小于 或等于焊件中较薄母材厚度的1/2时,按角焊缝对待。
2019/11/16
20
焊接工艺评定规则
JIS Z3040标准:适用于各类焊接结构产品。
45号钢液压缸MAG自动焊无预热焊接工艺

2 . 2 焊接 工艺参 数
对接 管定位 采 用 小 电流 均 匀 点 焊 4点 , 点 焊 后 立
即进 行第 1道 、 第 2道 焊 接 , 无 摆 动 。第 3道 填 充 加 1 . 5 m m 摆动 , 第 4道 盖 面 加 2 . 0 mm 摆 动 , 频率 为 5 Hz 。层 间温 度控 制 在 ( 2 0 0- 4 - 1 0 )℃ , 具 体 焊 接 参 数 见
高 的技术 要求 。由于其 筒 径 大 、 筒 壁厚 , 增加 了焊 接 难 度 。4 5号钢 焊接 时通 常 采 用 预热 、 焊 后 热 处 理 等工 艺 措施 以避 免产 生裂 纹 。试验 证 明 , MA G 自动 焊在 4 5号
钢液 压缸 筒 的 焊 接应 用 中 , 通 过 采 用 适 当 的焊 接 接 头 形式 和焊 接工 艺 , 不需 进行 焊 前 预 热及 焊 后 热 处理 , 不
中 图分 类 号 : r G 4 4 4+. 2
0 前
言
但 提高 了焊 接 生 产效 率 , 而 且 还保 证 了 焊 接 接 头 的 优
良性 能 。
1 试 验材 料及 方法
近年 来 , 随着 国 内工程 机 械 行业 的迅 猛 发 展 , 液 压
机较 传统 机 械 压 机具 有更 广 泛 的应 用 , 由于 其 具 有 传 动功 率范 围大 、 可 靠性 好 、 寿命长 、 噪音 低 、 机 械 效 率 高 及安 全 性 能 好 等 特 点 , 广 泛 地 应 用 于 冲 制 大 型 冲 压
表1 试验 用 4 5号 钢 的 钢 管 化 学 成 分 及 力 学 性 能
O. 0 9 0. 6 9 1 . 71 0 . 1 6 8 0 . 1 0 5 0 . 0 0 3 0 . 0 0 8 0. 2 9
45钢焊接方法

45#(中碳钢)焊接⑴预热预热有利于减低中碳钢热影响区的最高硬度,防止产生冷裂纹,这是焊接中碳钢的主要工艺措施,预热还能改善接头塑性,减小焊后残余应力。
通常,35和45钢的预热温度为150~250℃含碳量再高或者因厚度和刚度很大,裂纹倾向大时,可将预热温度提高至250~400℃。
若焊件太大,整体预热有困难时,可进行局部预热,局部预热的加热范围为焊口两侧各150~200mm。
⑵焊条条件许可时优先选用碱性焊条。
⑶坡口形式将焊件尽量开成U形坡口式进行焊接。
如果是铸件缺陷,铲挖出的坡口外形应圆滑,其目的是减少母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。
⑷焊接工艺参数由于母材熔化到第一层焊缝金属中的比例最高达30%左右,所以第一层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小母材的熔深。
⑸焊后热处理焊后最好对焊件立即进行消除应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下(动载荷或冲击载荷)工作的焊件更应如此。
消除应力的回火温度为600~650℃。
若焊后(即温度≮200℃时)不能进行消除应力热处理,应立即进行后热处理(即消氢处理,一般加热温度约为150℃保温2h缓冷)。
焊接工艺基础知识焊接是通过加热、加压,或两者并用,使两工件产生原子间结合的加工工艺和联接方式。
焊接应用广泛,既可用于金属,也可用于非金属。
金属焊接方法有40种以上,主要分为熔焊、压焊和钎焊三大类。
熔焊是在焊接过程中将工件接口加热至熔化状态,不加压力完成焊接的方法。
熔焊时,热源将待焊两工件接口处迅速加热熔化,形成熔池。
熔池随热源向前移动,冷却后形成连续焊缝而将两工件连接成为一体。
在熔焊过程中,如果大气与高温的熔池直接接触,大气中的氧就会氧化金属和各种合金元素。
大气中的氮、水蒸汽等进入熔池,还会在随后冷却过程中在焊缝中形成气孔、夹渣、裂纹等缺陷,恶化焊缝的质量和性能。
为了提高焊接质量,人们研究出了各种保护方法。
例如,气体保护电弧焊就是用氩、二氧化碳等气体隔绝大气,以保护焊接时的电弧和熔池率;又如钢材焊接时,在焊条药皮中加入对氧亲和力大的钛铁粉进行脱氧,就可以保护焊条中有益元素锰、硅等免于氧化而进入熔池,冷却后获得优质焊缝。
钢结构立柱45度焊接

钢结构立柱45度焊接钢结构立柱是建筑中重要的构件之一,它承受着楼层荷载的重量,并通过焊接连接着不同部位的钢构件。
45度焊接是一种常见的焊接方式,其特点是焊缝斜角为45度,适用于连接两个相交面呈45度夹角的工件。
下面是关于钢结构立柱45度焊接的相关参考内容。
一、焊接材料及工艺要求:1. 焊接材料:一般采用E70系列焊条,如E7018焊条,具有较高的强度和良好的塑性。
同时,还需选择合适的焊剂。
2. 焊接工艺:采用手工电弧焊接,焊接方法一般是垂直向下焊接。
二、焊接设备及工具:1. 焊机:选择适合焊接电流和电压的焊机,确保焊接过程中电弧稳定,焊缝质量良好。
2. 焊接电缆:使用足够长度的焊接电缆,使焊工操作方便,并保证电缆质量良好,能承受焊接电流。
3. 手工工具:焊接过程中需要使用锤子、扳手、刷子等工具,以进行对焊缝的治理和清理。
三、焊接准备工作:1. 清洁工作区域:将焊接区域周围的灰尘、油污等杂物清除干净,以确保焊接区域干净,有利于焊接质量的保证。
2. 都市准备:根据焊接材料和焊接工艺的要求,选择合适的焊丝直径,将焊丝装入焊条芯部分。
3. 焊接位置确认:进行焊接前,首先确认焊接位置,确保焊接方向正确,并进行相应的标记。
四、焊接操作步骤:1. 焊条预热:将焊条在火焰下加热至均匀红色,使焊条表面达到适宜的燃烧温度。
2. 焊接位置确认:将预热好的焊条放在焊接位置上,确认焊接角度与预定的焊接角度相符,并加以固定。
3. 焊接开始:将焊条贴近焊缝起始处,点燃火焰,开始焊接。
焊条与焊缝之间的角度为45度,保持均匀前进的速度。
4. 焊接连续:焊接时,焊工需保持坚定的手臂姿势,通过手腕的转动实现焊条与焊缝之间的角度控制。
焊接过程中,焊缝左右方向的速度应保持一致。
5. 焊接结束:在将焊条移出焊缝末端时,缓慢熄灭焊条的火焰,使焊接结束。
然后迅速用锤子将焊缝敲平,并使用扳手进行检查和扭转。
以上是关于钢结构立柱45度焊接的相关参考内容。
45号钢和硬质合金刀片焊接方法
45号钢和硬质合金刀片焊接方法45号钢和硬质合金刀片的焊接方法一般可以分为电弧焊接和激光焊接两种。
下面将详细介绍这两种焊接方法的原理、工艺、优缺点等。
1.电弧焊接方法:电弧焊接采用电弧加热的方式将45号钢和硬质合金刀片连接在一起。
其工艺流程包括准备工作、预热、焊接、冷却等环节。
(1)准备工作:首先要对焊接材料进行清洁处理,去除表面的油污、锈蚀等杂质,以保证焊接的牢固性。
同时,还需对工作地点进行准备,确保焊接区域的无尘、无风等条件。
(2)预热:在焊接前需对45号钢和硬质合金刀片进行预热,这是为了减少焊接时的热应力,提高焊缝质量。
一般采用气体火焰或电阻加热的方式进行预热。
(3)焊接:焊接过程中可以选择手工电弧焊、氩弧焊或者自动焊接等方式。
其中,手工电弧焊常用于小批量生产,氩弧焊用于对焊接质量要求较高的工作环境,而自动焊接则适用于大规模连续焊接。
(4)冷却:焊接完成后,需要对焊接的部位进行冷却处理,以保证焊接接头的结构和性能。
常见的冷却方式有自然冷却和水冷却等,具体选择根据焊接材料和工艺要求而定。
电弧焊接的优点是工艺成熟,设备简单,适用于不同规格和材质的焊接。
但其缺点是焊接过程中产生的热应力较大,容易引起变形和裂纹。
2.激光焊接方法:激光焊接是利用激光束在焊接部位产生高浓度的热量,使45号钢和硬质合金刀片瞬间熔化并连接在一起。
其工艺流程包括材料准备、光束对准、焊接、检测等环节。
(1)材料准备:与电弧焊接相似,首先需要对焊接材料进行清洁处理,确保焊接接头的质量。
同时,还需根据焊接要求选择合适的激光器和配套设备。
(2)光束对准:采用激光束对准技术,将激光束精确对准焊接位置,确保焊接的准确性和稳定性。
(3)焊接:激光焊接时,激光束作为热源,瞬间加热焊接部位,使45号钢和硬质合金刀片瞬间熔化并连接。
焊接过程中要控制激光的功率、聚焦深度和焊接速度等参数,以获得理想的焊接接头。
(4)检测:焊接后需要进行焊缝检测和焊接接头的质量评估。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
45号钢焊接工艺
一、所用焊材:J507
二、焊接要注意:
⑴、预热预热有利于减低中碳钢热影响区的最高硬度,防止产生冷裂纹,这是焊接中碳钢的主要工艺措施,预热还能改善接头塑性,减小焊后残余应力。
通常,35和45钢的预热温度为150~250℃含碳量再高或者因厚度和刚度很大,裂纹倾向大时,可将预热温度提高至250~400℃。
若焊件太大,整体预热有困难时,可进行局部预热,局部预热的加热范围为焊口两侧各150~200mm。
⑵、坡口形式将焊件尽量开成U形坡口式进行焊接。
如果是铸件缺陷,铲挖出的坡口外形应圆滑,其目的是减少母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。
⑶、焊接工艺参数由于母材熔化到第一层焊缝金属中的比例最高达30%左右,所以第一层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小母材的熔深。
⑷、焊后热处理焊后最好对焊件立即进行消除应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下(动载荷或冲击载荷)工作的焊件更应如此。
消除应力的回火温度为600~650℃。