智能型高精度闭环张力控制器TC-608F
宇电AI-716_716P型精密人工智能工业调节器 S082-10

AI-716/716P型精密人工智能工业调节器使用说明书(V8.3)目录1概述 (1)1.1主要特点 (1)1.2型号定义 (2)1.3模块使用 (5)1.3.1模块插座功能定义 (5)1.3.2常用模块型号 (6)1.3.3模块安装更换 (8)1.3.4模块的电气隔离 (8)1.3.5部分模块应用说明 (9)1.4技术规格 (10)1.5节能与环保的设计 (12)1.6接线方法 (13)2显示及操作 (21)2.1面板说明 (21)2.2参数设置流程 (22)2.3程序设置流程 (23)2.4操作方法 (24)2.4.1设置参数 (24)2.4.2快捷操作功能 (24)3参数功能 (27)3.1自定义现场参数 (27)3.2完整参数表 (28)3.3特殊功能补充说明 (38)3.3.1单相移相触发输出 (38)3.3.2上电时免除报警功能 (38)3.3.3通讯功能 (38)3.3.4温度变送器/程序给定发生器 (39)3.3.5精细控制 (39)3.3.6自定义输入规格 (40)4程序控制(仅适用AI-716P型) (41)4.1功能及概念 (41)4.2程序编排 (43)4.2.1斜率模式 (43)4.2.2平台模式 (44)4.2.3设置程序给定值及时间 (45)4.2.4运行多条曲线时程序的编排方法 (46)1概述1.1主要特点●输入可自由选择热电偶、热电阻、电压、电流并可扩充输入及自定义非线性校正表格。
●高精度、低温漂,热电偶冷端除自动补偿外可支持Cu50铜电阻或冰点等高精度补偿模式。
●采用先进的AI人工智能PID调节算法,无超调,具备自整定(AT)功能及全新的精细控制模式。
●采用先进的模块化结构,提供丰富的输出规格,能广泛满足各种应用场合的需要,交货迅速且维护方便。
●重视节能与环保的设计理念,采用高品质元件实现低功耗与低温漂,有效节约客户能源。
●每秒12.5次测量采样数率,最小控制周期达0.24秒,能适应快速变化对象的控制精度。
张力纠偏控制器说明书TCEPC

用户手册User ManualTHIS INSTRUCTIONS1 TCEPC 张力纠偏控制器集手动张力控制和自动纠偏控制于一身。
手动张力控制部分采用工业级大容量开关电源构成,能精确调节0-24V /4A输出,控制磁粉离合器/制动器。
自动纠偏控制部分由大规模工业集成电路组成,抗干扰能力强,可靠性高,使用寿命长,能跟踪工作材料的边缘或对印刷线条进行高准确度的差动和摆动纠偏。
本系统广泛应用于塑料薄膜分切机、特种材料分切机、涂布机、印刷机、复合机等设备上。
系统性能参数:张力控制部分:输入电源: AC85V-264V 50/60Hz 输出: 0-4.00A DC24V超载及短路保护,并可外部0-10VDC信号控制。
实时显示输出电流纠偏控制部分:可手动/自动工作可工作于对边,对线方式单/双电眼输入响应速度可调带限位输入纠偏精度≤1mm233.1.张力控制旋动面板上按钮(如左图所示),即可调节输出电压从0-24之间线性变化。
控制器面板上方数码屏会实时显示输出电流值。
3.2.纠偏控制3.2.1运行前准备(一)外部接线,连接电源、电机电源线、限位开关线,按颜色和 编号对号接线。
(二)光电检测材料位置 对材料必须要注意,材料为反射光类(如薄膜、铝箔等),则衬底(如传动辊)应为吸光线漫反射材料(如橡胶辊、布料等)材料颜色差异越大越好,最宜于相色,材料边缘尽量移到中间位置,线条也应在二只光电头光斑中央位置。
(三)电机方向极性确定 按MAN/AUTO键 选择应处于手动状态,按方向左按键则电机运转,材料活动架往左移动,按方向右按键,则电机反将活动架右移动。
(四)限位开关控制马达停止方向确定 *投入电源开关ON *操作手动状态工作(MAN),按手动方向键,电机运转,然后在活动架移动向的限位开关,用螺丝刀之类的工具,碰上限位开关,电机运转停止,则表示限位有效,反之用螺丝刀碰上另一端限位开关,电机运转停止,则表示限位开关接线相反,必须给予调换。
TC-608 张力控制器操作说明书
迴授式張力控制器盤面型TC-608P(內建LOAD CELL 放大檢出)(具通訊功能)使用操作說明書目錄1〃前言2〃注意事項3〃TC-608P原理介紹4〃TC-608P特點介紹5〃應用流程i.放料ii.收料6〃產品檢查i.迴授式張力控制器外觀ii.控制器外觀尺寸iii.控制器面板顯示及操作說明1.LED燈號說明2.按鍵操作說明7〃操作TC-608P簡介8〃安裝i.標準規格ii.控制器側邊固定、以及端子安裝方式及盤面安裝尺寸9〃配線i.端子功能說明ii.端子配置圖10〃參數說明11〃參數一覽表12〃通訊數一參覽表13〃出力狀態表示14〃迴授設備15〃控制設備16〃試車注意事項17〃故障排除1.前言非常感謝您採用本公司開發TC-608P迴授式張力控制器(以下簡稱608P)。
在使用608P之前,為了充分地發揮608P的功能,以及確保使用者的安全,請先閱讀本說明書,以利方便日後的配線設計,參數設定及了解異常現象發生的原因與處理方法,請妥善保管本說明書。
當您使用中出現任何疑點本手冊無法提供您解決方案時,請您與本公司連絡,我們將竭誠為您服務,並請您繼續採用本公司的產品以及批評指教。
2.注意事項:〃不可在送電中實施配線、或拆裝608P控制器的連接器。
〃608P控制器的端子均為控制器的迴授信號與輸出信號接點,請勿作為他用。
〃608P控制器的輸出端絕對不可連接至AC電源,及異電壓進入。
〃請勿拆卸控制器外殼及做控制器零件的耐壓測試。
〃電源是否為AC 220V ±10%輸入608P端子1,2接點。
3.TC-608P原理介紹本控制器是依據生產線上使用之條件設定捲取或放料,依據物料生產所需的張力值做高精度張力控制,TC-608P會依設定以及LOAD CELL所傳回的感測值作比較值,計算後修正輸出指令,以改變剎車力或捲取扭力的大小,自動達成實際張力和設定需求張力相同的高精度張力控制系統。
4.特點介紹:〃高精度,高可靠性。
复卷机张力自动控制研究
复卷机张力自动控制研究摘要:复卷机张力控制是为了保证生产质量的达标,控制的要求包括避免纸卷出现褶皱、紧密度不足以及卷边不齐等问题。
本文通过分析复卷机运行的工艺原理,进一步分析了复卷机张力自动控制系统的具体设计。
关键词:自动控制系统;复卷机;张力调节引言:在复卷机设备运行时,其张力参数会受到多种因素影响,但若是张力产生较大偏差或波动,都会给设备运行带来不良影响,因此需加强张力的精准控制,保证参数达到要求。
1.复卷机运行的工艺原理复卷机设备是用作纸张、云母带等开展复卷分切的主要设备,该设备在运行时,退纸辊结构会将纸幅引出,通过其中两个随动辊后再经过张力传感器辊后,再通过另外两个随动辊就能够达到卷纸辊部分,其中前两个随动辊与后两个随动辊间设置纠偏用传感器装置,且卷纸辊和退纸辊也安装了纠偏装置,保证同步参数运行。
复卷机张力控制是影响生产工作的关键内容,其控制的主要部位就是退纸辊,借助于张力传感器来控制对应参数,由随动辊做引导[1]。
2.复卷机张力控制各部分方法的选取对复卷机设备实现张力控制时,多采用闭环控制形式,即由传感器装置将纸幅实时张力数据检测获取,再调节其与退纸辊之间形成闭环结构并予以控制,张力传感器检测到的参数可以发送给控制器实现反馈,随后控制器会对退纸辊进行控制,调节其电磁力矩,进而调节纸幅的张力值。
此外,对退纸辊电磁力矩把控过程中,也应保证卷纸辊速度和退纸辊速度相同(指线速度),否则张力的控制将会不够稳定。
2.1控制退纸辊张力的方法将设定好的纸幅张力参数和传感器检测到的实际纸幅张力数据做对比分析,存在的差值可以让控制器通过调节磁粉制动器的电磁力矩来进行补偿,进而使实际纸幅张力达到预先设定的值。
此方法过程运用到的分析参数包括张力传感器检测反馈值、张力设定值、张力偏差值以及电磁力矩调节量。
2.2控制复卷机速度的方法复卷机速度控制会影响到张力控制效果,具体来说需保证卷纸辊和退纸辊速度相同。
在本次研究当中,对复卷机速度进行控制的方法是基于PI控制算法,对卷纸辊和退纸辊安装相应编码器,对实时线速度数据加以采集,并与设定值进行对比分析,存在的速度差会被PI控制算法补偿处理,进而调节电机,使双方速度维持恒定状态。
楚鹰科技张力控制器ST6400说明书
1第一章 产品概述……………………………………………………1.1 概述…………………………………………………………1.2 功能特点…………………………………………………… 1.3 面板图及按键操作说明……………………………………第二章 控制器的安装与端子排的连线……………………………2.1 控制器的外形尺寸…………………………………………2.2 控制器的安装………………………………………………2.3 端子排的电气连接………………………………………………2.3.1 连接注意事项………………………………………2.3.2 端子排电气连接图………………………………………2.3.3 连接端子说明………………………………………第三章 菜单操作……………………………………………………3.1 画面与菜单结构……………………………………………3.2 主要画面介绍………………………………………3.3 参数画面………………………………………3.4 参数说明……………………………………………………第四章 传感器的安装与注意事项…………………………………4.1 张力传感器的作用…………………………………………4.2 张力传感器的安装…………………………………………4.3 张力传感器安装、使用的注意事项………………………4.4 接近开关的作用……………………………………………4.5 接近开关的选择……………………………………………4.6 接近开关的安装……………………………………………4.7 接近开关安装、使用的注意事项…………………………第五章 张力控制器的操作使用……………………………………5.1 控制器使用及调机的原则与步骤…………………5.2 信号量程范围的选择……………………………………5.3 初始类参数的设置………………………………5.4 去皮调零与定标……………………………………………5.4.1 去皮调零………………………………………………5.4.2 张力定标……………………………………………5.5 调试运行…………………………………………5.5.1 手动控制张力………………………………………5.5.2 自动控制张力………………………………………5.5.3 控制器的启动与停机………………………………………5.5.4 PID调节参数的设置………………………………………5.5.6 双轴切换及预加速………………………………………5.5.7 加速/减速控制………………………………………第六章 其它功能…………………………………………6.1 语言选择…………………………………………6.2 零张力报警…………………………………6.3 键锁功能………………………………………6.4 参数备份………………………………………6.5 恢复出厂值………………………………………6.6 错误提示………………………………………5.6.3 双轴切换及切换前的预加速………………………5.6.4 锥度张力控制………………………………………第七章 故障排除及维护……………………………………………目 录3第一章产品概述1.1 概述ST-6400型张力控制器是一种全数字式、自动控制卷材张力的高精度仪器,它采用图形液晶显示器及LED双重显示,界面友好,式样新颖。
TC-02A张力说明书.pdf

2.2 安装
TC-02A张力控制器可采用水平安装、立面安装或屏式开孔安装方式:
123
自动运行 设定值 10 .0Kg 实际值 10 .0Kg 输出值 50 .0%
168
4-M4*12
安装螺钉
256 水平安装
172.5 立面安装
2~4mm 140
屏式开孔安装
4-M4 244+-0.5
进入零张力标定界面。
小提示:如果传感器发生了零点飘移(即无张力时,测量张力不为0),则应进行零张力标定,此时可进入818菜 单 选 择 “ 零 张 力 标 定 ” 或 在 主 界 面 长 按[ E s c键] 3秒 , 快 速 进 入 零 张 力 标 定 界 面 。
2. 自动/手动切换键及指示灯 按此键可实现自动控制模式和手动控制模式的双向无扰切换。
数值设定旋钮
Set:确认键 Esc:取消键
▲+ :递增键/菜单向上键 ▼- :递减键/菜单向下键
OUTA:A轴输出指示灯 OUTB:B轴输出指示灯 ALM: 张力报警指示灯 COM: 通讯指示灯
1. Set/Esc 键: 用这两个键可以进行各种菜单的选择或设定的确认。 [Set键]: 进入下级菜单或确认执行。 [Esc键]: 返回上级菜单或确认返回。在主界面(即"手动控制"或"自动控制"画面),长按住3秒,可快速
TC-02A接收到上位机发送的有效命令,应答回送数据时COM灯点亮。
4
TENSION CONTROLLER TC-02A
第二章 安装与电气连接
2 实际值 10 .0Kg 输出值 50 .0%
154
60 147
228 245
单位:mm
KTC828AF-V2浮辊张力

TCK-1B型张力控制器使用说明书
TCK-1B型张力控制器使用说明书一.特点TCK-1B张力控制器是专为线材卷绕行业控制线材卷绕张力的开环型半自动张力控制器。
通过检测传感器送来的信号由微机自动进行计算,得出设备工作时张力的变化曲线,实时输出控制信号,实现对各类生产、加工线材等产品的设备上收、放卷张力控制,广泛应用于包装、冶金、纺织、橡胶塑料、线材拉丝等各种行业的各类设备。
张力控制器可控制力矩电机控制器、直流电机调速器、变频器等驱动装置也可直接驱动磁粉制动器/磁粉离合器等执行装置。
二.主要技术参数1.电源电压:AC220V±10%,50Hz2.传感器信号:NPN输出型接近开关,光电开关等3.输入脉冲响应频率:≤1KHz4.输出:控制输出:DC0V~DC10V ≤10mA功率输出:DC24V 1A 2A 3A可选5.供外部传感器电源:+12V ≤50mA6.简易PLC控制输入三.使用环境:1.海拔高度:<1000M2.环境温度:0~45℃环境要求:无腐蚀性气体3.相对湿度:<85%四.安装尺寸及方法开孔尺寸:230×149安装体积:245×155×155安装方法:嵌入式安装、台式安装。
本张力控制器有功率输出,安装时应与其他装置之间水平方向和垂直方向至少留有10cm空间,以充分散热。
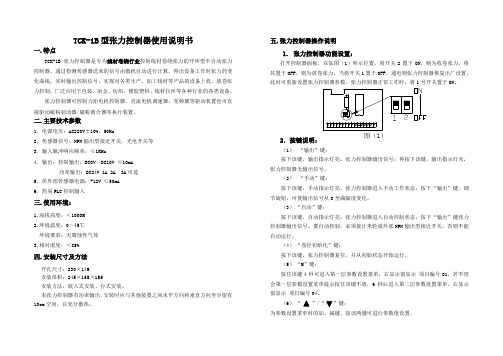
五.张力控制器操作说明1.张力控制器功能设置:打开控制器面板,在如图(1)所示位置,将开关2置于ON,则为收卷张力,将其置于OFF,则为放卷张力。
当将开关1置于OFF,通电则张力控制器恢复出厂设置,此时可重新设置张力控制器参数,张力控制器正常工作时,将1号开关置于ON。
2.按键说明:(1)“输出”键:按下该键,输出指示灯亮,张力控制器输出信号;再按下该键,输出指示灯灭,张力控制器无输出信号。
(2)“手动”键:按下该键,手动指示灯亮,张力控制器进入手动工作状态,按下“输出”键,调节旋钮,可使输出信号从0至满幅度变化。
(3)“自动”键:按下该键,自动指示灯亮,张力控制器进入自动控制状态,按下“输出”键张力控制器输出信号。