无损探伤申请表
无损探伤申请

河口采油厂项目监理部
以下焊口焊接已完,完成时间为2014年4月20日17时,外观检查合格,现申请对以下焊口进行无损探伤。
焊口号:
CWH-01+Z01-H04 CWH-01+Z02-H04 CWH-01+Z03-H04 CWH-01+Z04-H04
CWH-01+Z05-H04 CWH-01+Z06-H04 CWH-01+Z07-H04 CWH-01+Z08-H04
焊口号:
CWH-01+Z01-H04 CWH-01+Z02-H04 CWH-01+Z03-H04 CWH-01+Z04-H04
CWH-01+Z05-H04 CWH-01+Z06-H04 CWH-01+Z07-H04 CWH-01+Z08-H04
CWH-01+Z09-H04 CWH-01+Z10-H04 CWH-01+Z11-H04 CWH-01+Z12-H04
监理签收: 日期: 年 月 日
施工单位:
本表由施工单位向监理部填报,一式两份,施工单位、监理单位各一份。
无损探伤申请单
工程名称: 编号:02
分部工程
管线安装
分部工程编号
分项工程
无损检测
施工机组号
申请人
卞月强
申请时间
2014年4月21日
材料规格 直径:Φ159 壁厚:6mm 材质:20#
桩号位置
定向穿越四河段
CWH-01+Z09-H04 CWH-01+Z10-H04 CWH-01+Z11-H04 CWH-01+Z12-H04
超声波探伤证注册表

超声波探伤证注册表摘要:1.超声波探伤证的概述2.超声波探伤证的注册流程3.超声波探伤证的注册表格内容4.超声波探伤证的注意事项正文:超声波探伤证是一种通过超声波技术检测材料内部缺陷的证书,它在工程、制造业等领域具有很高的实用价值。
为了获得这个证书,需要进行一系列的注册流程,并填写超声波探伤证注册表格。
下面,我们将详细介绍超声波探伤证的注册流程和注册表格的内容,以及一些注意事项。
首先,我们来了解超声波探伤证的概述。
超声波探伤是一种无损检测技术,它可以在不破坏材料的情况下,通过超声波的传播和反射特性,检测出材料内部的缺陷、裂纹等。
超声波探伤证是证明持有者具备超声波探伤技能的证书,它在工程、制造业等领域具有很高的实用价值。
接下来,我们来了解超声波探伤证的注册流程。
一般来说,超声波探伤证的注册流程包括以下几个步骤:1.申请:申请人需要向注册机构提交申请表,并附上相关材料,如身份证复印件、学历证明等。
2.审核:注册机构会对申请人提交的申请材料进行审核,确认申请人是否符合注册条件。
3.考试:申请人需要参加由注册机构组织的超声波探伤证考试。
考试通常分为理论知识和实际操作两个部分。
4.颁发证书:如果申请人通过了考试,注册机构将为其颁发超声波探伤证。
再来看看超声波探伤证的注册表格内容。
超声波探伤证注册表格通常包括以下几个部分:1.申请人基本信息:包括姓名、性别、出生日期、身份证号码等。
2.申请人联系方式:包括电话、邮箱等。
3.申请人教育背景:包括学历、专业、毕业院校等。
4.申请人工作经历:包括工作时间、工作单位、工作岗位等。
5.申请人超声波探伤相关培训经历:包括培训时间、培训地点、培训课程等。
最后,我们来谈谈超声波探伤证的注意事项。
在申请超声波探伤证的过程中,申请人需要注意以下几点:1.确保申请材料真实有效,如有虚假信息,将会影响注册结果。
2.认真备考,加强理论与实际操作的学习,以提高考试通过率。
3.在注册表格中,务必填写完整、准确的信息,以避免因信息不全或错误导致注册失败。
无损探伤申请1

无损探伤申请报告单位工程名称:寿阳白家庄调压站工程工程编号:SYTYZ本表由施工单位填报所在监理部,一式两份,施工单位、监理单位各一份。
单位工程名称:寿阳白家庄调压站工程工程编号:SYTYZ本表由施工单位填报所在监理部,一式两份,施工单位、监理单位各一份。
单位工程名称:寿阳白家庄调压站工程工程编号:SYTYZ本表由施工单位填报所在监理部,一式两份,施工单位、监理单位各一份。
单位工程名称:寿阳白家庄调压站工程工程编号:SYTYZ本表由施工单位填报所在监理部,一式两份,施工单位、监理单位各一份。
单位工程名称:寿阳白家庄调压站工程工程编号:SYTYZ本表由施工单位填报所在监理部,一式两份,施工单位、监理单位各一份。
单位工程名称:寿阳白家庄调压站工程工程编号:SYTYZ本表由施工单位填报所在监理部,一式两份,施工单位、监理单位各一份。
单位工程名称:寿阳白家庄调压站工程工程编号:SYTYZ本表由施工单位填报所在监理部,一式两份,施工单位、监理单位各一份。
单位工程名称:寿阳白家庄调压站工程工程编号:SYTYZ本表由施工单位填报所在监理部,一式两份,施工单位、监理单位各一份。
单位工程名称:寿阳白家庄调压站工程工程编号:SYTYZ本表由施工单位填报所在监理部,一式两份,施工单位、监理单位各一份。
单位工程名称:寿阳白家庄调压站工程工程编号:SYTYZ本表由施工单位填报所在监理部,一式两份,施工单位、监理单位各一份。
单位工程名称:寿阳白家庄调压站工程工程编号:SYTYZ本表由施工单位填报所在监理部,一式两份,施工单位、监理单位各一份。
单位工程名称:寿阳白家庄调压站工程工程编号:SYTYZ本表由施工单位填报所在监理部,一式两份,施工单位、监理单位各一份。
无损探伤申请报告单位工程名称:寿阳白家庄调压站工程工程编号:SYTYZ本表由施工单位填报所在监理部,一式两份,施工单位、监理单位各一份。
无损探伤申请报告单位工程名称:寿阳白家庄调压站工程工程编号:SYTYZ本表由施工单位填报所在监理部,一式两份,施工单位、监理单位各一份。
射线探伤申请表

射线探伤申请单
申请单位作业人员现场安全监护
探伤日期具体时间影响区域(请附图)
射线种类仪器名称规定安全距离
具体安全措施:
1-必须指派探伤专业人员进行操作。
2-划定安全距离和安全区域。
3-通知各承包商及可能受影响的周边单位。
4-设置禁入区域并设警示围栏及显著警示牌。
5-安排安全监护人员,此人员不能离开作业现场 。
6-根据现场的实际情况,采取各种防护措施,确保人员安全。
7-作业开始前必须取得经普莱克斯安全经理批准的《施工现场危险工作许可》。
申请人/日期施工经理/日期PRAXAIR批准人/日期
注:1-此申请单必须首先得到普莱克斯现场质量控制人员批准。
2-经批准的申请单,示意图及待批准的许可证必须在中午12时交至普莱克斯。
3-申请单位负责书面通知各承包商及受影响的周边单位并在15时前将签好字的通知单交至
普莱克斯现场安全人员。
Safety Form-11。
无损探伤申请
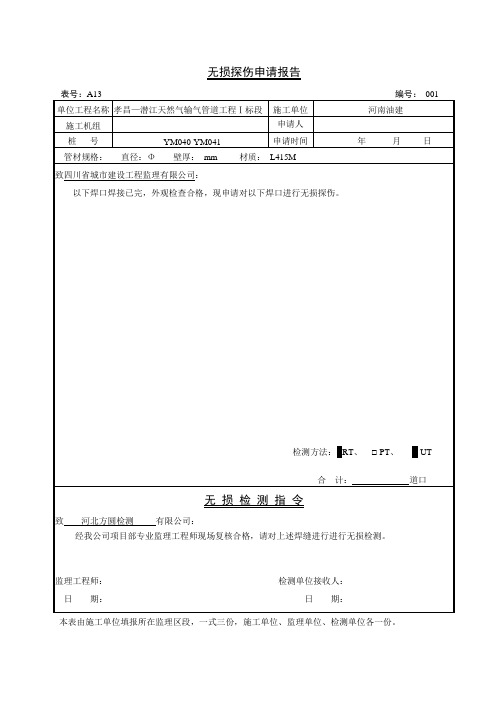
表号:A13编号:001
单位工程名称
孝昌—潜江天然气输气管道工程Ⅰ标段
施工单位
河南油建
施工机组
申请人
桩号
YM040-YM041
申请时间
年月日
管材规格:直径:Φ壁厚:mm材质:L415M
致四川省城市建设工程监理有限公司:
以下焊口焊接已完,外观检查合格,现申请对以下焊口进行无损探伤。
致河北方圆检测有限公司:
经我公司项目部专业监理工程师现场复核合格,请对上述焊缝进行进行无损检测。
监理工程师:检测单位接收人:
日期:日期:
本表由施工单位填报所在监理区段,一式三份,施工单位、监理单位、检测单位各一份。
NANDTB-CN无损检测人员资格鉴定申请表

NANDTB-CN无损检测人员资格鉴定申请表NANDTB-CN无损检测人员资格鉴定申请表(背面)Application Form of Aerospace NDT Personnel for Qualification(the back side)Annex including:ID Card / Vision / NDT Certificate / Academic qualifications of Copies and 2(2 inch)photos (Use A4 paper)(此表复印有效the copy of this form is also valid)DiNDT-R02-F1NANDTB-CN无损检测人员资格更新申请表Application Form of Aerospace NDT Personnel for RecertificationNANDTB-CN无损检测人员资格更新申请表(背面)Application Form of Aerospace NDT Personnel for Recertification(the back side)Annex including:ID Card / Vision / NDT Certificate of Copies and 2(2 inch)photos (Use A4 paper)(此表复印有效the copy of this form is also valid)DiNDT-R02-F3NANDTB-CN无损检测人员补充考试申请表(此表复印有效the copy of this form is also valid)DiNDT-R02-F2NANDTB-CNⅢ级人员资格更新信誉积分制申请表证书编号:姓名:积分证明相关附件如下:(每页右下角统一编写页码)NANDTB-CN考试项目分类表注:只可选择一个项目,不可多选,如有特殊需求选择其他并说明具体内容。
无损探伤申请表

单位工程名称:供热管理处添运新区供热设施配套工程
施工单位:建设集团市政建设工程处编号:TYGR-01
本表一式两份,监理单位、施工单位各一份。
单位工程名称:供热管理处添运新区供热设施配套工程
施工单位:建设集团市政建设工程处编号:TYGR-02
本表一式两份,监理单位、施工单位各一份。
单位工程名称:供热管理处添运新区供热设施配套工程
施工单位:建设集团市政建设工程处编号:TYGR-03
本表一式两份,监理单位、施工单位各一份。
单位工程名称:供热管理处添运新区供热设施配套工程
施工单位:建设集团市政建设工程处编号:TYGR-04
本表一式两份,监理单位、施工单位各一份。
无损检测人员资格鉴定申请表
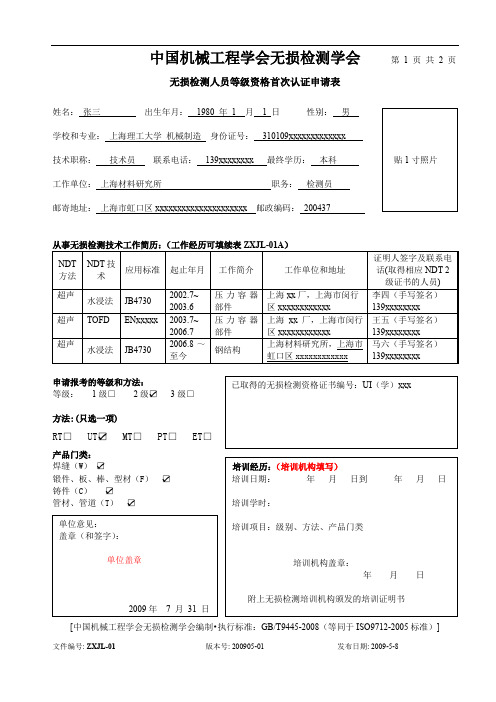
[中国机械工程学会无损检测学会编制•执行标准:GB/T9445-2008(等同于ISO9712-2005标准)]
中国机械工程学会无损检测学会 第 1 页 共 2 页
无损检测人员等级资格首次认证申请表
姓名: 张三 出生年月: 1980 年 1 月 1 日 性别: 男
学校和专业: 上海理工大学 机械制造 身份证号: 310109xxxxxxxxxxxxx
技术职称: 技术员 联系电话: 139xxxxxxxx 最终学历: 本科
工作单位: 上海材料研究所 职务: 检测员
邮寄地址: 上海市虹口区xxxxxxxxxxxxxxxxxxxxx 邮政编码: 200437
申请报考的等级和方法:
等级: 1级□ 2级☑ 3级□
方法:(只选一项)
RT □ UT ☑ MT □ PT □ ET □
产品门类:
焊缝(W ) ☑ 锻件、板、棒、型材(F ) ☑铸件(C ) ☑管材、管道(T ) ☑
第2 页共2 页
申请人认可考试合法性申明:
1、我保证在此申请表上填写的资料都是真实的,符合我申请的证书,方法和产品门类。
2、我知道假如我提供了不真实的资料,我的考试和证书都将无效。
雇主或资助人未帮我支付考试费用时,
我会支付我的考试费用。
3、我同意我提供的个人资料将由中国机械工程学会无损检测学会认证机构予以保管。
报考人员签字:____张三(手写签名)___
2009年7 月31 日以下栏目NDT等级资格申请人员不填写
[中国机械工程学会无损检测学会编制•执行标准:GB/T9445-2008(等同于ISO9712-2005标准)]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无损探伤申请表
单位工程名称:供热管理处添运新区供热设施配套工程
施工单位:建设集团市政建设工程处编号:TYGR-01
本表一式两份,监理单位、施工单位各一份。
无损探伤申请表
单位工程名称:供热管理处添运新区供热设施配套工程
施工单位:建设集团市政建设工程处编号:TYGR-02
本表一式两份,监理单位、施工单位各一份。
无损探伤申请表
单位工程名称:供热管理处添运新区供热设施配套工程
施工单位:建设集团市政建设工程处编号:TYGR-03
本表一式两份,监理单位、施工单位各一份。
无损探伤申请表
单位工程名称:供热管理处添运新区供热设施配套工程
施工单位:建设集团市政建设工程处编号:TYGR-04
本表一式两份,监理单位、施工单位各一份。