VERICUT方案
VERICUT的数控仿真加工及改进办法分析

VERICUT的数控仿真加工及改进办法分析
VERICUT是一种用于数控加工的仿真软件,它可以在机床上模拟和验证加工过程,并帮助用户优化加工程序和提高加工效率。
本文将对VERICUT的数控仿真加工及改进方法进行分析。
VERICUT的数控仿真加工可以帮助用户避免碰撞和轴向错误。
在加工过程中,机床等设备可能存在碰撞的风险,VERICUT可以通过模拟加工过程并检测碰撞来避免这种情况的发生。
它还可以检测轴向错误,例如在加工过程中轴向运动不正确或超出机床的工作范围等。
通过在VERICUT中进行仿真加工,用户可以及时发现和解决这些问题,从而避免因机床故障而导致的加工线下。
VERICUT还可以帮助用户优化加工程序。
加工程序是由一系列指令组成的,在实际加工过程中,可能存在一些冗余指令或者可以优化的部分。
使用VERICUT可以通过对加工程序的仿真来发现这些问题,并针对性地进行调整和优化。
可以通过减少冗余的插补指令来提高加工速度,或者调整切削参数来优化切削效果。
通过不断地进行仿真和优化,用户可以不断改进加工程序,提高加工效率和产品质量。
VERICUT还可以进行虚拟标定和工装验证。
在加工过程中,工装和机床的准确度和稳定性对加工结果有很大的影响。
通过在VERICUT中进行虚拟标定和工装验证,用户可以模拟实际的加工情况,检验工装的准确度和稳定性,并及时发现和解决问题。
可以通过调整工装的位置和角度来修正加工误差,或者优化夹具的设计来提高加工精度。
通过虚拟标定和工装验证,用户可以在实际加工之前预先解决这些问题,从而在加工过程中减少停机时间和减少废品率。
VERICUT的数控仿真加工及改进办法分析

VERICUT的数控仿真加工及改进办法分析1. 引言1.1 绪论随着制造业的不断发展,数控仿真加工也面临着一些问题和挑战。
在复杂零部件加工过程中,可能会出现碰撞或工艺分析不足的情况,影响加工效率和产品质量。
改进数控仿真加工的方法和技术显得尤为重要。
本文将对数控仿真加工的概念进行介绍,探讨VERICUT软件在实际应用中的优势,分析数控仿真加工面临的问题与挑战,并提出改进办法,旨在为制造企业提供更好的数控仿真加工解决方案。
通过对这一领域的研究和探讨,我们可以不断提升制造业的技术水平和竞争力,推动行业的持续发展与创新。
2. 正文2.1 数控仿真加工的概念数控仿真加工是指利用计算机软件模拟数控加工过程,通过虚拟的方式对实际加工过程进行模拟和验证。
它是数控加工的重要环节,可以帮助企业提高产品质量、提高生产效率、缩短产品研发周期。
数控仿真加工的过程主要包括建模、加工路径规划、刀具路径优化、仿真验证等环节。
在建模阶段,需要将产品模型导入软件中,并设置加工参数。
在加工路径规划阶段,软件会根据产品模型和加工参数生成最优的加工路径。
在刀具路径优化阶段,软件会对加工路径进行优化,以提高加工效率和质量。
在仿真验证阶段,软件会模拟实际加工过程,检查加工路径是否正确、避免碰撞等问题。
通过数控仿真加工,可以有效减少加工中的错误和风险,提高产品质量和生产效率。
还可以更好地利用刀具和机床资源,减少生产成本。
数控仿真加工在各种制造行业中得到广泛应用,并且随着技术的不断发展,其应用范围和功能也在不断扩展,为企业的发展提供了强大的支持。
2.2 VERICUT软件的应用VERICUT软件是一款专门用于数控机床仿真的软件,在制造业领域广泛应用。
其主要功能包括对数控程序进行模拟和验证,以确保加工过程中的安全性和效率性。
VERICUT软件可以帮助用户发现潜在的加工问题,并提供改进建议,从而降低生产成本和提高生产效率。
首先,VERICUT软件可以对数控程序进行精确的仿真,包括刀具路径、物料去除情况等。
机床仿真软件VERICUT说明书

VERICUT…中的三个坐标系
Model coordinate system
Tool Coordinate system
World Coordinate System
World Coordinate System: base coordinate system for VERICUT Tool Coordinate System: tool path coordinate system (刀轨坐标系) Model Coordinate System: model coordinate system (one set of axes
仿真中的信息设置
点击Status对话框中的设置(configure…)该对话框出现, 用户可根据需要增加或减少Status栏中的显示内容。
模型(Model)
定义毛坯(Model definition) Model Model definition 在Model Type 中用户可以定 义毛坯(stock)、 设计模型 (Design solid) 、 卡具(Fixture) 及设计表面 (design surface)和设计点(design Point)等
VERICUT启动界面
VERICUT…
Machine Simulation…
VERICUT的两个组成部分
VERICUT…部分的概述 Machine Simulation…部分的概述
VERICUT…概述
VERICUT…的简介 VERICUT…的界面及菜单选项 VERICUT…的用户操作指南
出现对话框出现对话框可指定相关的可指定相关的jobjob文件文件ctlctl文件文件mchmch文文件及程控方法件及程控方法programmingprogrammingmethodmethod指定刀轨方向指定刀轨方向在定刀轨方向对话框中用户可指定多个在定刀轨方向对话框中用户可指定多个刀轨方向刀轨方向刀具控制刀具控制toolcontroltoolcontrol操作者可以设臵刀具在切削仿真中的显示情况及选择刀库刀库管理刀库管理toolmanagertoolmanager点击点击toolstoolstoolmanagertoolmanager用户可以创建一个与用户可以创建一个与ncnc加工相关的刀具加工相关的刀具根据实际的根据实际的加工情况添加加工情况添加刀具定义刀具刀具定义刀具参数参数刀具描述刀具描述定义刀具的参数定义刀具的参数根据实际情况根据实际情况定义刀具类型定义刀具类型描述刀具参数描述刀具参数及属性及属性定义刀柄及刀夹定义刀柄及刀夹完整的刀具由以下几部分组成如图
VERICUT的数控仿真加工及改进办法分析

VERICUT的数控仿真加工及改进办法分析我们可以了解一下VERICUT这款软件。
VERICUT是CGTech公司开发的一款专门用于数控加工仿真的软件,它可以在电脑上模拟数控机床的运行过程,通过模拟刀具的运动轨迹和材料去除情况来检查加工过程中是否存在碰撞、程序错误、刀具磨损等问题。
通过VERICUT的仿真,可以提前发现并避免加工过程中的错误和问题,从而节省生产时间和成本。
VERICUT被广泛应用于航空航天、汽车、船舶、模具、医疗器械等高端制造领域。
在数控仿真加工过程中,VERICUT的应用可以带来许多好处。
它可以确保产品质量。
通过仿真加工,可以及时发现加工过程中的错误和问题,从而保证产品的精度和质量;它可以提高生产效率。
通过仿真加工,可以避免因错误程序和碰撞而导致的生产中断,提高生产效率;它可以降低生产成本。
通过提前发现问题并进行改进,可以减少因错误加工导致的浪费,降低生产成本。
VERICUT的数控仿真加工技术在现代制造业中具有非常重要的意义。
目前VERICUT的数控仿真加工技术还存在着一些问题和不足。
最突出的问题就是仿真精度不够高。
目前,VERICUT的仿真精度主要取决于数学建模和运算的精度,而这种精度对于一些高精度加工来说还不够。
VERICUT的仿真速度也比较慢,无法完全满足现代制造业对于高效生产的需求。
有必要对VERICUT进行改进,提高其数控仿真加工的精度和速度。
针对VERICUT的数控仿真加工技术存在的问题和不足,可以提出一些改进方案。
可以利用人工智能技术来提高仿真精度。
目前,人工智能技术在模拟仿真领域已经取得了一定成绩,可以通过机器学习和深度学习的方法来提高仿真模型的精度,以更准确地模拟加工过程中的情况。
可以利用并行计算技术来提高仿真速度。
随着计算机硬件的不断发展,利用并行计算技术可以大幅提高仿真的速度,从而满足现代制造业对于高效生产的需求。
还可以加强对软件算法的优化,提高其运算效率和速度。
VERICUT使用说明书_轨迹优化

通过轨迹优化管理器建立轨迹优化库本节是利用轨迹优化管理器OptiPath Manager优化加工材料为H13 tool steel (硬度大约为200 HB),并将优化的记录保存在轨迹优化库文件中,The following session (Optimize T ool Path Feedrates via OptiPath tool list method)demonstrates how to configure VERICUT for optimizing a G-code tool path file, including using the OptiPath Library created during this session.操作步骤:定义优化轨迹记录1. 开始新的用户文件(英制)∙打开文件File > Properties∙单位Default Units=Inch, OK∙新建File > New Session2. 使用轨迹优化管理器OptiPath Manager∙打开菜单OptiPath > Manager根据刀具执行功能的不同来确定不同的优化设置。
例如,刀具轨迹文件"op_mold.mcd"中用到的刀具:刀具1 (T1):描述: 直径0.625 4齿硬质合金平铣刀用途: 深度小于0.5,转速小于1200 RPM 的平面铣削刀具2 (T2):描述:直径0.75 dia. 4 齿硬质合金球铣刀用途: 外形半精铣削(仿行铣)配置直径0.625平铣刀最优化设置:3. 添加一个新的轨迹优化记录:材料= H13 工具钢,机床=三轴铣床,刀具类型=直径0.625,长1.50 硬质合金平铣刀齿数为4∙点击添加Add∙点击材料标题"Material"下表格,键入:H13 T ool Steel∙在机床Machine下键入: 3ax Mill∙在刀具类型下T ool Description 键入:.625D 1.50H FEM, Carbide∙在齿数T eeth type下键入:4∙点击优化轨迹刀具形状OptiPath Cutter Shape∙选择平铣刀∙输入直径Diameter(D)=.625, 高度Height(H)=1.5∙OK4.为刀具配置已知的成功切削条件∙轴向深度Axial Depth=.3∙有效半径宽度Radial Width=.625∙进给速率(/分)Feed Per Minute=8∙主轴转速Spindle Speed=1200在这种条件下,材料去除速率Volume Removal为每分钟1.5 立方英才cubic in. per minute.∙选择Volume Removal∙Clear Air Cut Feed Rate: "Default"∙改变默认空切削方式,输入空切削速度Air Cut Feed Rate=150∙打开设置标签Settings T ab∙选择增加切削次数方式Add More Cuts∙改变4处默认的选项重新定义∙最小转化速率Minimum Feedrate Change=3∙修整进刀速度Clean-up Feedrate=85∙最小切削进刀速度Minimum Cut Feedrate=1∙最大切削进刀速度Maximum Cut Feedrate=80∙圆弧进刀速度Circle Feedrate=Optimize∙打开切入/切出标签Entry/Exit T ab∙切入速度Entry Feedrate=Feed/Minute: 8∙刀距Clearance Distance= .1∙切削间隙Cut Distance=.1∙应用Apply5.同理配置直径0.750球铣刀最优化设置:材料= H13 工具钢,机床=三轴铣床,刀具类型=直径0.750,长1.50 硬质合金球铣刀齿数为4Axial Depth=1 Radial Width=.125 Feed Per Minute=12 Spindle Speed=1200Volume Removal 1.5 Chip Thickness 0.0019 Settings T ab(同上)6.保存设置好的轨迹优化库文件命名为"optipath.olb"∙在管理器窗口打开菜单: File > Save As∙Shortcut=Working Directory∙输入文件名File Name=optipath.olb, Save下面分别介绍两种不同的方法实现G代码轨迹的优化一.通过轨迹优化库文件的方法1. 打开用户文件"op_r"2. 通过轨迹优化控制器OptiPath Control 引用前面定义的轨迹优化库文件"optipath.olb" ,并指定材料和机床∙打开菜单OptiPath > 控制器Control∙在OptiPath Library后点击浏览 Browse∙Shortcut=Working Directory∙选择文件名optipath.olb, Open, (如果找不到"optipath.olb" ,则选择"op_mold.olb")∙OK∙输入材料Material= H13 tool Steel∙机床Machine=3 ax mill∙OK3. 通过刀具管理器Tool Manager 连接已定义优化参数记录修改刀具1和刀具2 的优化属性:在优化设置OP Setting标题下分别输入:1——0.625D 1.50H FEM, Carbide (4)2——0.750D 1.50H BEM, Carbide (4)4. 保存到新的刀具库文件"optipath.tls"5. 通过轨迹优化管理器生成优化的刀具轨迹文件"op_mold.opti"∙打开轨迹优化控制器OptiPath >Control∙定义优化的轨迹文件格式Optimized File=*.opti∙打开优化模式OptiPath Mode=On∙OK (这时VERICUT主窗口下的指示灯"OptiPath" 亮)6. 打开状态窗口,设置显示优化的速率、切削时间∙打开菜单Info > 性质状态Status∙配置Configure∙选中OP Time和OP Feedrate以及Tool Use Graph∙输入时间间隔Time interval=60 (minutes)∙OK7. 切削模型仿真∙点击8. 打开日志文件检查轨迹优化摘要"OptiPath Summary"∙打开菜单Info > 日志文件VERICUT Log∙找到"OptiPath Summary"∙关闭日志文件窗口二.通过优化轨迹刀具列表的方法1. 打开用户文件"op_r"2. 引用轨迹优化库文件"optipath.olb"同上3. 通过刀具列表tool list 连接已定义的轨迹优化参数记录∙打开菜单Setup > Toolpath∙选择刀具通过列表来改变Tool Change By=List∙点击使用列表Use Tool list∙清除"Prompt for Optipath settings while building"∙建立刀具列表Build Tool List在优化设置OptiPath Setting标题下分别输入:∙1: 0.625D 1.5H FEM, Carbide (4)∙2: 0.750D 1.5H BEM, Carbide (4)∙OK∙OK4. 保存到新的刀具库文件"optipath.tls"5. 通过轨迹优化管理器生成优化的刀具轨迹文件"op_mold.opti"∙打开轨迹优化控制器OptiPath >Control∙定义优化的轨迹文件格式Optimized File=*.opti∙打开优化模式OptiPath Mode=On∙OK (这时VERICUT主窗口下的指示灯"OptiPath" 亮)6. 打开状态窗口,设置显示优化的速率、切削时间∙打开菜单Info > 性质状态Status∙配置Configure∙选中OP Time和OP Feedrate以及Tool Use Graph∙输入时间间隔Time interval=60 (minutes)∙OK7. 切削模型仿真∙点击8. 打开日志文件检查轨迹优化摘要"OptiPath Summary"∙打开菜单Info > 日志文件VERICUT Log∙找到"OptiPath Summary"。
VERICUT的数控仿真加工及改进办法分析

VERICUT的数控仿真加工及改进办法分析VERICUT是一种广泛使用的数控仿真软件,用于模拟和验证数控编程的加工过程。
它能够帮助制造商避免机床碰撞、振动、变形等问题,提高加工效率和质量。
本文将从数控仿真加工和改进办法两个方面对VERICUT进行分析。
一、数控仿真加工1. 碰撞检测:VERICUT可以模拟机床的加工过程,并检测加工过程中是否发生碰撞。
它能检测到夹具、工具和零件之间的碰撞,并及时提醒用户进行调整和修改。
2. 振动分析:VERICUT还可以模拟机床在加工过程中的振动情况。
通过模拟机床的振动特性,可以预测出加工过程中可能出现的问题,比如刀具振动、加工表面质量不好等情况,从而进行相应的改进。
3. 变形分析:在加工过程中,机床和夹具可能会发生一定程度的变形。
VERICUT可以模拟机床和夹具在加工过程中的变形情况,并帮助用户预测加工精度是否受到影响,从而采取相应措施进行改进。
4. 加工优化:VERICUT还可以通过优化算法对加工过程进行优化。
通过模拟不同的加工策略、刀具路径和切割参数,可以找到最佳的加工方案,提高加工效率和降低成本。
二、改进办法1. 数据准备:为了进行准确的数控仿真加工,首先需要准备正确的数据。
包括机床的几何信息、刀具的参数、切削力数据等。
在准备数据时,需要确保数据的准确性和全面性。
2. 模型准备:对于要进行仿真加工的零件模型,需要进行准确的几何建模和网格生成。
几何建模和网格生成的精度和质量,会影响到后续仿真加工的准确性。
3. 加工策略优化:在进行加工策略的选择时,需要根据零件的特点和加工要求,选择合适的加工策略。
可以通过VERICUT的优化算法,对加工策略进行优化,使得加工效率和质量达到最佳。
4. 刀具路径优化:刀具路径的选择和优化对加工效果有很大影响。
在进行刀具路径的选择时,需要考虑刀具和零件的几何特性、工艺要求等因素,同时可以通过VERICUT的路径优化功能,找到最佳的刀具路径。
VERICUT的数控仿真加工及改进办法分析

VERICUT的数控仿真加工及改进办法分析随着机器人和自动化技术的不断发展,数控仿真加工在现代工程和制造过程中变得越来越重要。
VERICUT是一种广泛使用的数控仿真软件,它可以有效地模拟加工过程,提高生产效率,减少误差和损失,同时改进过程。
本文将分析VERICUT的数控仿真加工及其改进方法。
VERICUT是一种广泛使用的面向制造的模拟软件,可以模拟各种数控加工机床,在仿真中检查NC程序,以避免在实际生产中出现问题。
VERICUT能够以准确的方式模拟加工过程,并提供详细的报告,使制造商和工程师能够更好地理解加工过程中的每一个步骤,以便在实际加工中避免出现问题。
VERICUT可以通过简单的操作创建和编辑几何图形,然后根据加工路径生成NC程序,导入到VERICUT中进行仿真。
在仿真过程中,VERICUT可以检查NC代码的语法和逻辑错误,并以三维图形和工具路径来显示加工过程。
此外,VERICUT还可以数学精度高、性能优异的数学引擎来计算机床/机器人的运动和物体之间的交互力,以更真实地模拟加工过程。
尽管VERICUT已经是一种非常优秀的数控仿真软件,但仍有很多改进方案可以使其更加完善。
以下是几种可能的方法:1. 更好的用户界面VERICUT的用户界面已经比较容易使用,但仍有些用户可能会发现一些流程不够直观。
为了提高用户的体验,可以对用户界面进行改进,使其变得更加简单和直观。
例如,可以添加更多的工具提示和快捷键,让用户可以更轻松、快速地操作程序。
2. 增强多轴加工的仿真功能目前,VERICUT已经可以模拟多轴加工,但在某些情况下,其仿真模型可能不够准确。
因此,可以尝试增强VERICUT的多轴加工仿真功能,使其能够更准确地模拟复杂的加工过程。
机器人在制造和生产中的应用越来越普遍,因此VERICUT也需要增强其机器人仿真功能。
一些功能改进可以包括增加机器人的动力学计算和路径规划能力,以及对机器人的精细控制和避障功能进行改进,以更好地模拟机器人的动作和行为。
最新VERICUT刀具补偿设置(半径、长度)
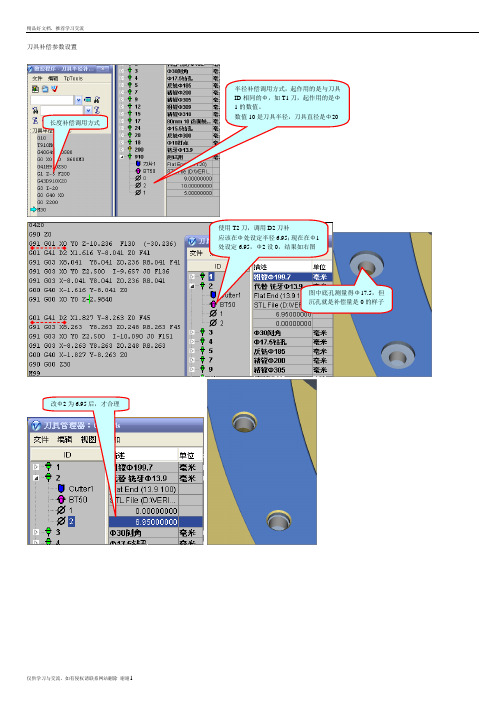
刀具补偿参数设置
长度补偿调用方式
半径补偿调用方式,起作用的是与刀具
ID相同的Φ,如T1刀,起作用的是Φ
1的数值。
数值10是刀具半径,刀具直径是Φ20
使用T2刀,调用D2刀补
应该在Φ处设定半径6.95;现在在Φ1
处设定6.95,Φ2设0,结果如右图
图中底孔测量得Φ17.5,但
沉孔就是补偿量是0的样子
改Φ2为6.95后,才合理
调整Φ2、Φ910都没有变化,调Φ1时才变化(D=2*(C+A-B))
半径补偿调用错误
序刀具半径A 刀补号值B 程序半径C 实测直径D
1 10 Φ1 1 20 Φ58
10 Φ1 2 20 Φ56
2 10 Φ1 5 20Φ50
3 10 Φ1 10 20Φ40
4 10 Φ1 1
5 20Φ30
5 10 Φ1 20 20Φ10(半径为零)
结论:每个ID刀具的Φ1才是半径补偿值这样调用半径补偿的错误
正确
项目名称
安全生产费用使用计划
单位名称2018年*月*日。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
VERICUT6.0.4软件软件模块结构:各模块详细功能介绍:(一)验证模块(V erification Module)(1)验证模块具有仿真和验证三轴铣和两轴车削所需的所有功能,用来检测错误,比如: 编程不精确快速移动时接触材料错误的走刀路径与装夹具发生的碰撞图纸或读图错误刀具和刀柄的碰撞CAD/CAM和后处理器错误按用户要求拟和刀具路径,生成新的G代码(2)精确的错误检测及报告经过十几年的开发,VERICUT的错误检测已经非常精确了。
错误会以你所选的颜色显示出来,只须点击错误处即可看到相关的刀具路径记录。
所有错误都记录在一个结果文件中。
你可以在批处理模式下运行仿真功能并设置VERICUT将所有错误的瞬态记录下来。
(3)毛坯及刀具仿真你可以在VERICUT中定义毛坯模型或从CAD系统输入毛坯模型。
VERICUT可为多步或分阶段安装提供多个独立运动的毛坯模型提供支持。
VERICUT可仿真多个同步运动的刀具。
它带有一套完整的Ingersoll公司的刀库。
如果您所用刀具不在此刀库里,你可以修正或定义你自己的刀具。
刀杆可被指定为刀具的“非切削”部分,用来检查碰撞。
VERICUT支持凹面或非中心切削端铣刀,例如:硬质合金端铣刀,你可以充分利用设备而无须担心由于错误的摆动损坏工件或切刀。
(4)模型处理及分析你可以平移、缩放、翻转及旋转切削模型。
你可在任何方向作剖面视图,查看那些原本无法看到的区域(例如钻孔的截面)。
X-CaliperTM工具能提供详细的测量结果,例如:毛坯厚度、体积、深度、间隙、距离、角度、孔径、转角半径、刀痕间的残留高度等等。
(5)用FastMill TM加速验证FastMill切削模式可快速处理大型NC程序,对模具制造商特别有用。
FastMill可完全控制速度、精度和模型质量。
(6)VERICUT支持绝大多数常用功能,例如:转轴转动中心·预知或三维刀具补偿·刀尖的编程和刀具长度补偿·主轴转动点编程·封闭循环和夹具偏置·变量、子程序和宏指令·子程序,循环或分支逻辑你也可以灵活地修改控制系统。
使用下拉对话框,将G代码字符和数字定义为逻辑“字/地址”格式,然后配置并调入模拟控制功能的CGTech执行宏指令。
控制逻辑还支持有条件的能改变字/地址解释方式的检查(块中的其他代码,当前变量值,机床状态等)。
(7)转换NC数据VERICUT可将后置NC程序(G代码程序或通用程序)转换成APT或其他格式。
使用VERICUT,旧的或不兼容的NC程序可被循环利用或修正后在各类机床上运行。
(8)模型转换工具…IGES转换器将IGES模型转换为STL和VERICUT模型。
输入铸件、夹具、夹装和设计模型。
将IGES 实体、曲面(纵倾的,NURBS、参数的、规则的)、曲线和矩阵实体转换为二进制或ASCII 格式的STL和VERICUT模型。
输出模型的精度可以由人控制。
二进制APT-CL转换器大多数CAM系统均可创建通用的NC指令——二进制CL数据或ASCII可读数据(适应APT)。
二进制APT-CL转换器读取不同类型的二进制CL文件并输出ASCII格式的“简单APT”译本。
曲面到实体用将敞开的曲面投影到平面上的方法,从曲面的STL和VERICUT模型中创建实体模型。
可以偏置曲面从而创建出材料的精确图象(例如:铸件或锻件)。
特别是对模具/冲模非常有用,比如:一个用铸件加工大型压模的汽车公司,他们可以从“最终的”或精加工的表面创建实体。
(多样修正)PolyFixTM修复错误的和不合理的曲面法线。
当你输入某一错误的STL或VERICUT文件时,PolyFix 可以修复此文件并输出正确的STL模型。
(二)机床仿真模块(Machine Simulation Module)仿真CNC机床机床仿真模块可帮助你完成整个CNC机床的真实三维仿真,就好像车间实际生产一样,同时它还具有最精确的碰撞检测功能。
本软件会检测所有机床零件如轴滑块、轴头、回转头、旋转工作台、主轴、刀具变换器、夹具、工作和切削刀具及其他用户定义对象之间碰撞和接近碰撞的情况。
你可以在零件周围设置一个“临近碰撞区域”检测周围的临界碰撞状态。
其中包括精选的机床范例。
可以人为修改这些机床,与车间中的实际机床一样。
包括以下机床:·Bohle ·Kuraki·Bostomatic ·Maho·Cincinnati Milacron ·Makino·Droop & Rein ·Mazak·Fadal ·Mitsui Seikii·Fidia ·Okuma·Forrest ·Shin Nippon Kok(SNK)·Kearney & Trecker ·Sundstrand·Giddings & Lewis ·Toyoda·Ingersoll Milling ·Tsugami建立和修正CNC机床你可以建立整个CNC机床和单个零件(机床轴类零件,旋转工作台,主轴,夹具,夹钳等等)的模型。
你可以输入IGES、STL和VERICUT模型文件,并在VERICUT中定义块状、柱面或锥形模型。
用组件树将模型组合在一起,组件树可以控制零件的连接方式,比如哪个零件上安装哪个零件上。
组件树在一个固定的基准之上逐步建立其余的机床零件。
如果夹有工件的夹具移动到了另一个位置,工件也随之移动。
用VERICUT保护你的铣、车削加工VERICUT支持铣、车类机加工操作,包括不同主轴和工件上的同步铣和车。
你可以在任何工件组合中以任何顺序成功地仿真铣/车加工操作。
与机床主轴相连的所有机床零件均可自动跟随旋转。
因此,当启动主轴时,不对称零件例如:三爪卡盘,夹具和不对称毛坯会变成“离心铸造”模式。
车削操作可动态地更新铣成的毛坯,铣操作可更新车削的“旋转”毛坯。
这将提供非常真实的仿真和碰撞检测。
此程序支持大多数CNC控制车削和螺纹车削操作过程和复杂的刀具结构,包括刀具转换器、转塔、分度头等等。
你也可以仿真辅助设备,例如:尾杆、固定支架、零件稳定装置和拉杆等等。
你甚至可以仿真工件被转移到捡出器或辅助轴的自动传输过程。
(三)多轴模块(Multi-Axis Module):随着零件和机加工操作变得越来越复杂,出现错误的机会也随之增加。
不要拿刀具路径的精度、零件质量和机床及机械工人的安全去冒险。
铣铣刀定位对四轴和五轴铣来说是至关重要的,这更增加了进行精确NC刀具路径验证的重要性。
多轴模块可以仿真和验证四轴和五轴铣或镗的加工过程。
车多轴模块可仿真并验证多个刀具的四轴同步(混合)的车削操作。
VERICUT使用独有的高精度车削成形技术,当启动主轴时,它可以自动地带动所有与车床主轴相连的机床组件(例如夹具、夹钳和卡盘)及工件一起旋转。
(四)AUTO-DIFF模块当准备开始加工零件时,零件的设计已经过许多人、部门、公司和CAD/CAM系统的修改了,到最后已很难判断刀具路径是否准确地反映了设计者的真实意图。
而用AUTO-DIFF模块,你可以做到心中有数。
它能把设计模型和“与实际加工一样的”模型作比较,从而检测出擦伤和残余材料。
实体、曲面和点的比较AUTO-DIFF模块支持大部分CAD/CAM系统的实体模型,你可以把一个表面、一组表面或一个实体模型的外壳与被仿真零件进行比较。
当无法使用实体或表面数据时,你可以用从CMM或手工方法得出的三维点来检测错误或超出公差范围的情况。
AUTO-DIFF模块的交互式擦伤检测功能是通过将设计模型嵌入毛坯材料中实现的。
如果刀具切入到嵌入的设计模型中,VERICUT会突出显示擦伤并记录下错误。
为了更容易地辨别出擦伤、碰撞或残余的材料,你可以为设计模型、毛坯和错误指定不同的颜色。
用模型输出模块,你可以输出AUTO-DIFF结果作为IGES表面模型。
(五)优化路径模块(OptiPath Module)优化路径模块可基于切削条件和需切削的材料量自动修正进给率。
优化路径模块可大量节省加工零件的时间并提高车间生产率(和利润率)!(1)随着当前切削刀具、材料和刀具路径自动生成软件的发展,在刀具路径中对每一次切削使用合适的进给率就变得越来越重要了。
但在确定和设置最佳进给率时会出现很多问题。
错误的估计会导致切刀折断,夹具损坏或划伤零件。
因此通常只使用一种或两种保守的进给率。
通常,所选进给率是在考虑刀具寿命、周期时间和所能出现的最差切削条件之后确定的。
当切削材料的最大切削量或遇到最恶劣的切削条件时,使用这些“最差条件”下的进给率非常适合。
遣憾的是,这种缓慢、难于控制的进给速度不但浪费时间、增加成本,还会在零件上别的地方形成恶劣的切削条件。
即使你知道每次切削的最佳进给率,将它们插入刀具路径程序还是很费时间,而且容易出错。
切削大量材料时,刀具进给率降低;切削少量材料时,进给率相应地提高。
根据每部分需要切削的材料量的不同,优化路径模块可以自动计算并在需要的地方插入改进后的进给率。
无需改变轨迹,优化路径模块即可为新的刀具路径更新进给率。
(2)优化路径模块的工作原理优化路径模块读入NC刀具路径文件并把动作分为若干个小部分。
在需要时,它可根据每部分切削材料量的不同,为每种切削条件指定最佳进给率。
然后输出新的刀具路径,除进给率提高了之外,其余均与原来的路径相同。
它不改变刀具轨迹。
你可为一系列预先设定好的机加工条件输入理想的进给率。
优化路径模块会自动将它们与以下因素相结合,例如:机床性能(功率、主轴类型、快速横动速度、冷却液等等)、夹具刚度、切削刀具类型(材料、设计、齿数、长度等)以确定每部分切削的最佳进给率。
优化路径模块还考虑到了那些随刀具路径特性而定的因素,例如:·切削深度·体积切削率·输入进给率·切削宽度·刀具磨损·切削角度这个解决方法是自动生成的,它能在程序安装到机床之前确定最佳进给率。
它还利用NC程序员和机加工人的专业经验来决定特殊切削条件下的最佳进给率。
(3)优化路径库(The OptiPath Library)你可以在中心数据库中存储关于各种切削刀具、材料和切削条件的信息,例如进给率和表面速度。
所有项目都以类型划分(不同切削刀具、CNC机床等)。
由于每个人都可以从库中读取相同信息,因此它是一个非常好的工具,可以在不同的操作者、机床和班次之间达到更为一致的加工结果。
这个库里包含了关于Ingersoll刀具公司生产的所有端铣刀和平面铣刀进给率和速度的信息,对确定用于特殊加工条件、刀具形状和工件材料的最佳进给率和速度非常有用。