手机作业指导书
移动手机触摸屏可靠性作业指导书
移动手机触摸屏可靠性作业指导书
1 、目的规范本公司触摸屏手机从设计到出货过程中的验证试验和监督试验
的操作程序,确保产品符合设计标准和满足客户的要求。
2 、范围适用于模拟型触摸屏手机。
3 、术语、定义
TP 是T ouch panel 触摸屏
FILM 是表面硬化处理并光滑防刮的PET 胶片
ITO 是氧化铟(导电层)
4 、试验仪器和设备恒温恒湿箱、冷热冲击箱、硬度测试夹具、磨擦寿命试
验机、触摸屏手写笔、按键寿命试验机、笔划寿命试验机、φ9mm 钢球、5X5cm 的橡皮
5 、触摸屏规格
6 可靠性试验6.1 试验项目分类。
手机平板电脑试产作业指导书
5.2旧材料替代、工艺改良及可靠性改良试产:
5.2.1由项目、工程、品质、采购等提出,部门以试产通知单的形式知会到各相关部门(项目、工程、品质、PMC、采购、制造部等)提出试产请求。
5.2.2若无需要安排排拉试产时,提出部门以试产会议通知的形势分发相关部门跟进,如只需外观确认由品质判定为主。
数量必须大于50pcs,订单PP试产按实际需求执行。
试产过程中,试产跟踪小组根据《产品工艺流程图》,作业指导书实施情况由IE成员具体牵头负责评估如下事项:
a.作业工序安排的合理性,及时做出调整。
b.生产设备及工装的适用性,是否需要改善。
c.规定产品加工过程中产品及过程的特性(组装的难易程度),并评估其对产品技术指标的影响程度。
5.1.6新产品试产评估:
试产跟踪小组根据新产品试产完成后,生产部、品质部各拉试产跟进负责人必须在一个工作日内,将品质部提供测试数据或检验报告协同《试产跟踪报告》结果交生产,工程部试产跟踪主责人,根据《试产跟踪报告》各问题点解决完成状况,由PIE以试产总结会议形式召集相关部门检讨《试产跟踪报告》的问题,会议结束后PIE在一个工作日内填写《新型号PP试产总结报告》交部门主管以上人员复核,在一个工作日内提出试产是否成功或不同意见呈报总经理批准。
各个部门指定其试产跟踪小组成员名单,组成试产跟踪小组。
生产部门主管以上必须列席、并提出参考意见。
PMC确定PP试产的时间,以利采购追踪原材料、PIE追踪工装治具的到位情况。
5.1.3新产品试产前准备:
项目部向相关部门提供新产品《试产BOM表》,《产品规格书》等技术资料。
生产工程部成员根据产品实物结构情况及项目技术资料制订产品试产《产品工艺流程图》,作业指导书等发放给相关部门,同时组织完成产品试产所需主要工装夹具如:(点胶工具、压TP夹具,加工定位夹具等)是否自制还是委外加工。
手机组装作业指导书样板

手机组装作业指导书样板一、引言手机是人们日常生活中不可或缺的通信工具。
随着科技的不断进步,手机的功能越来越强大,外形越来越华丽。
然而,对于普通用户来说,了解手机的内部组成与组装方式并不容易。
为了帮助大家更好地了解手机的组装过程,本文特别为大家提供了手机组装作业指导书样板。
二、准备工作在进行手机组装之前,我们需要做以下准备工作:1. 准备所需的手机零件,包括主板、屏幕、电池、摄像头等。
2. 准备组装所需的工具,如螺丝刀、开胶刀、钳子等。
3. 在清洁干净的工作台上摆放所需的工具和零件。
三、组装步骤1. 打开手机背板,将电池插入电池槽内,并确保电池与主板的接触良好。
2. 将主板放置在合适的位置上,并将其与电池连接。
3. 使用螺丝刀将主板固定在手机壳上,确保紧固螺丝的力度适中。
4. 将屏幕连接线插入主板相应的插槽上,注意接线的正确性。
5. 轻轻放置屏幕在手机壳上,并确保与主板的连接稳固。
6. 插入摄像头线,并将摄像头固定在屏幕上相应的位置上。
7. 安装其他必要的零件,如扬声器、麦克风等,并确保它们的连接牢固。
8. 关闭手机壳,确保所有螺丝紧固,手机外观完整。
四、注意事项1. 在组装前,确保自己有足够的时间和耐心进行操作,不要心急操之过急。
2. 在操作过程中,尽量避免与手机内部的电路板接触,以免发生静电损害。
3. 在组装过程中,注意正确连接各种线缆和插槽,以免导致组装失败或使用中出现问题。
4. 在组装过程中,如果遇到任何困难或问题,可以寻求专业人士的帮助。
五、总结手机组装是一项需要技巧和耐心的工作,但是通过正确的步骤和方法,我们也可以成功地完成手机组装的任务。
本文提供的手机组装作业指导书样板,希望能够为大家提供一些帮助和指导。
当然,组装手机这样的操作需要具备一定的专业知识和经验,如果您不具备相关知识和技能,建议您寻求专业人士的帮助,以免造成无法修复的损坏。
祝大家在手机组装中取得良好的效果!。
手机可靠性试验作业指导书
1.附着力≥4B为合格; 恒温恒湿 0 2.产品表面无变色、褪色、剥落 箱 、起泡、腐蚀、斑点等不良。
6
1.附着力≥4B为合格; 恒温恒湿 0 2.产品表面无变色、褪色、剥落 箱 、起泡、腐蚀、斑点等不良。
2
手机金属件可靠性试验作业指导书
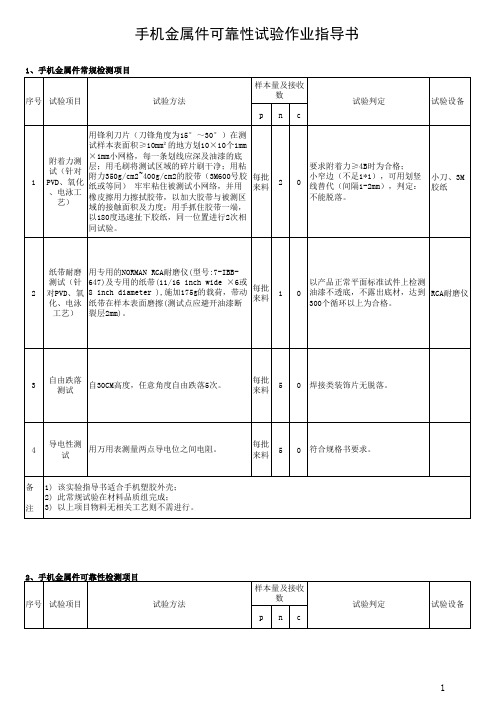
1、手机金属件常规检测项目
7
将样品放入温度冲击试验箱中;先在-30℃ ±2℃的低温环境下保持1h,在5min内将温 冷热冲击 度切换到+60℃±2℃的高温环境下并保持 1h,共做24个循环(48h).试验完成后,检 查产品的外观,并测试油漆的附着力。
1.附着力≥4B为合格; 0 2.产品表面无变色、褪色、剥落 低温箱 、起泡、腐蚀、斑点等不良。
4
首次 10/ /每 2 月
1.附着力≥4B为合格; 0 2.产品表面无变色、褪色、剥落 高温箱 、起泡、腐蚀、斑点等不良。
5
在温度(55±2℃),湿度95%RH条件下,存 首次 放72小时后,样品在正常大气条件下(25℃ 10/ 高温高湿 /每 ±5℃,65±10%RH)恢复12小时,进行外观 2 月 检验,并测试油漆的附着力。 把样品放放温度+55℃,25%RH的箱中保持1 小时,然后降低到35℃,90%RH保持1小时, 接着调整箱中的温度到一30℃保持1小时后 首次 升温到25℃,50%RH保持1小时,以这样为一 10/ 温度循环 /每 个周期循环,共进行27个周期物质循环。然 2 月 后在25℃,50%RH状态下取出试验样品,再 在常温下恢复两小时一进行外观检验,并测 试油漆的附着力。
首次 10/ /每 2 月
1.附着力≥4B为合格; 0 2.产品表面无变色、褪色、剥落 冲击箱 、起泡、腐蚀、斑点等不良。
8
手机组装作业指导书
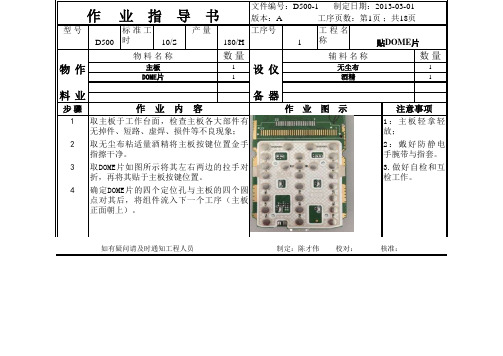
型号D500标准工时10/S产量180/H工序号1工程名称数量数量1111步骤1 2 3 41:主板轻拿轻放;2:戴好防静电手腕带与指套。
3.做好自检和互检工作。
取主板于工作台面,检查主板各大部件有无掉件、短路、虚焊、损件等不良现象;取无尘布粘适量酒精将主板按键位置金手指擦干净。
取DOME片如图所示将其左右两边的拉手对折,再将其贴于主板按键位置。
确定DOME片的四个定位孔与主板的四个圆点对其后,将组件流入下一个工序(主板正面朝上)。
DOME片酒精作业内容作业图示注意事项作业指导书文件编号:D500-1 制定日期:2013-03-01版本:A 工序页数:第1页;共18页贴DOME片作业物料物料名称仪器设备辅料名称主板无尘布型号D500标准工时8/S产量180/H工序号2工程名称数量数量111步骤1 2 3 41:主板轻拿轻放;2:戴好防静电手腕带。
3:做好自检和互检工作。
4:注意正负极之分5:焊点不能有拉尖和连锡现象。
取主板于工作台面上。
取锡线,将咪头焊点加入适量锡线。
取咪头将其焊接在主板上。
焊锡线检查焊点有无假焊或虚焊现象,咪头正负极方向必须正确,确定无误后将主板组件流入下一工序。
(咪头正左负右)作业内容作业图示注意事项作业指导书文件编号:D500-1 制定日期:2013-03-01版本:A 工序页数:第2页;共18页焊接咪头(麦克风)作业物料物料名称仪器设备辅料名称咪头烙铁文件编号:D500-1 制定日期:2013-03-01D500时20/S125/H 3称数 量数 量211步 骤12346.做好自检和互检工作。
7.焊点不能有拉尖和连锡现象。
作 业 指 导 书文件编号:D500-1 制定日期:2013-03-01检查两处焊点和周边元器件是否有短路,LED 灯焊点是否假焊和虚焊现象,正负极性是否正确,检查合格后,将组件流入下一工序。
1:温度设定320℃-350℃ 。
2:每个焊接时间不可超过3秒。
某公司手机装配作业指导书(PPT21张)

注意: A. 电动起子扭矩应于每班开班前用校准仪校准一次;
校准后用胶带封好,并填写校准记录;
B. 打螺钉置具上严禁有散落的螺钉,以免划伤外壳;
C. 锁附时电动起子须垂直作业。
元件名称
Assy, Slide PCBA 01-10130A000 1
注 : 为Bracket 上的定位柱
文字说明
5.2 前滑盖组装
(1). 取一Receiver,以侧面的定位柱进行定位,将其安装到前 滑盖上;
(2). 取一键盘,以前滑盖上的定位柱进行定位,将其安装到 前滑盖上;
(3). 揭去Lens的内保护膜,后使用离子风枪及专用的Lens 清 洁 纸将Lens内表面的异物除去;
⑴Assy ,Lens (2)Front Slide (3) Receiver ⑴Slide PCBA (2) Motor (3) Speaker (4) LCM ⑴Rear Slide ⑵ Gasket
⑴ Antenna (2) Microphone (3) Rear Housing (4) Side key
(1) Assy Front Slide (2) Assy Key Pad Slide (3) Meide PCBA (5) Assy Rear Slide (6) Screw Slide*4 (7) Screw Cover Slide ⑴ Assy Front Housing (2) Key Pad, Digit (3) Metal Dome,Digit (4) Main PCBA (5) Assy Rear Housing (6) Screws Base*4
(2). 检查前、后滑盖之间缝隙是否符合标准,键盘所有 的按键弹性是否良好。
注意: A. 在安装过程中,防止后滑盖变形; B. 在装配过程中,避免强行弯折FPC软缆。
手机外场测试作业指导书
拟制 谢土生 审核 曾聪文 标准化 张彦强 批准
张昌燕
标题
东莞欧珀移动通信有限公司
试验指导书 手机外场测试作业指导书
文件编号 文件版本 生效日期 页次
SYS-M004
0.0 2008 年 03 月 11 日
第 3 页 共 17页
高速铁路(动车组)上的通信效果(东莞.长安、深圳、广州地区外场测试) GPRS 上网的速度、成功率 EDGE 上网的速度、成功率(仅针对支持 EDGE 的手机) OPPO 乐园 上 WAP-移动梦网( ) 弱信号环境下手机电池低电量时的通话效果 正常信号环境下 3 小时的长时间通话 手机从有信号区进入无信号区,然后从无信号区进入有信号区后的测试 USSD 与小灵通、CDMA 之间相互通话、接收、发送短消息
第 6 页 共 17页
品质部外场测试 QE 外场测试评分记录表
人口、高楼 密集区测试
高速铁路测 品质部外场测试 QE 外场测试评塔附近 测试
品质部外场测试 QE 品质部外场测试 QE
外场测试评分记录表 外场测试评分记录表
电梯中的测 品质部外场测试 QE 外场测试评分记录表
每个测试手机呼入和呼出各 10 次以判断其呼通率、通话音质,通话时间保持 30S 以上。 被测手机分别处于先挂机(前 5 次)、后挂机(后 5 次)两种情况。
若有死机或重启等其他异常现象,必须记录下来,记录表格参考《低电量测试记录表》。 电池电压范围:3.6V~3.2V 5.2.4 手机从有信号区进入无信号区,然后回到有信号区测试
测试方法描述: 1、外场测试中手机出现掉线、断续(short mute)、掉话(long mute)、掉网、 单通、呼入/呼出成功率、回音、声音失真等以及上 WAP 成功率等现 象很难判断一台手机的好坏或是否合格,而且很多场测发现问题与网 络有关,一时难于判断是手机问题还是网络问题,所有测试过程都必 须采用参考手机直接对比,通过对比来判定样机的好坏或是否合格。 2、测试时测试人员左手拿测试机,右手拿参考机,保证测试机与参考同 时进行通话,且测试机与参考机须使用相同运营商的 SIM 卡。 3、测试过程中若出现问题,须再次回到相同的地点使用数数的方法确认 如读数字 1、2、3、4、、、、、、 4、外场测试时需分别在中国移动和中国联通网络环境下进行测试。 5、必要时使用 Trace 工具抓取 log。
OPPO手机产品试产流程作业指导书
更改记录1 目的规范新机型试产的流程,明确试产过程中各职能块的工作职责及相互的协作关系,保证试产过程能有序和高效地进行,达到试产的目的。
2 范围适用于公司自主研发及合作开发(ODM)的新产品试产的全过程。
3 权责3.1 研发部:项目经理:负责对整个项目工作进度、试产时间进行总协调和确认;负责每周一次呈报《项目时间进度表》,按《新品资源检查表》提供试产资源;负责在试产前发布《试产申请单》,对试产过程的整体资源进行协调;组织项目成员在试产前两天召开试产产前沟通会,试产结束后2-3个工作日内召开试产总结沟通会;若试产计划变更或调整须及时通知相关人员。
并负责试产问题的跟踪落实工作。
研发项目组成员:项目成员如结构工程师、硬件工程师、软件工程师等根据各试产阶段的需求,负责提供如白油图、钢网文件、原理图、2D/3D图等生产技术工艺文件;试产当天负责到现场协助项目PE进行技术指导或确认;负责提供试产故障机分析、异常分析等必要的技术支持工作。
3.2 PMC部:PMC负责人:根据新机型的品质问题及工程准备情况确定具体试产日期,并在试产前两天发出新品试产时间安排以提醒相关人员;根据试产申请单合理安排试产计划,若试产计划变更需及时调整并通知相关人员;负责试产物料的跟进,确保试产所需的物料提前齐套;负责物料接收、备料、发料;负责在试产生产结束后统计公布尾料信息,并按试产总结会的物料处理方案对尾料及时进行处理。
3.3 工程部:项目PE:负责新品试产从准备工作、SMT、总装到试产总结等一系列试产全过程的主导。
依据《试产申请单》及时将试产要求通知到各生产相关人员,整体协调并提前确保试产各方面资源的提供到位。
负责跟踪落实外协SMT的试产准备情况,跟踪发现SMT试产问题并推动研发改善,完成SMT部分的试产总结报告。
负责在总装线试产前确认(临时)SOP、测试方案、工装治具、测试软硬件等,并组织生产成员参加产前准备沟通会。
在试产当天及时发现问题,收集试产相关信息数据;试产结束后及时整合试产问题点完成生产方面的试产总结报告;制定新品周报,推动跟踪试产问题的改善与落实;同时将试产中的工艺问题编入工程文件中,以进一步提高工程整体水平。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
符号 *
工序名称 写SN号
选择COM口
作业指导书
版本次
页码
V1.0
2/4
操作步骤: 1.在桌面找到
发布日期 2010.2.5
动作说明
图标,打开应用程序,见图一;
选择Data Base文件
2.检查DataBase是否与手机主板SN号上的软件一致;
3.将SN号贴在主板如图二位置; 4.用条码枪扫主板上的SN号,将待测PCBA平放在夹具上,轻轻压下夹具
拟定:
审核:
核准:
文件编号 Smart-WI-125 明 应用程序,见图一; 软件一致; 平放在夹具上,轻轻压下夹具 入下一工位;
项 指套(静电环要可靠接地); ; 次性拿多块主板和叠板,以防撞件; 保持工作台面干净整洁; 本工位操作过程中有无损件。
适用机型 奇领Z670
工时 (秒) 15
制程参数 ⒈交流电压范围:220V±20V ⒉直流电压范围:4.01
工具、设备、辅料名称 下载线 直流电源 条形码 电脑 记号笔 静电环 指套 下载夹具
扫描枪
用量 1 1 1
1 1 1 10 1
1
制程特性
1.重要点:表示客户要 求管的制点
开始写号,写号完成后,作好标识,流入下一工位;
5.检查主板上的 SN号与写入主板 的SN号是否一 致; 6.重复4步进行下一台机测试。
(图一) (图二)
点击开始
注意事项 1.作业时要穿静电衣,静电鞋,戴静电环及指套(静电环要可靠接地); 2.检查电源电压是否在4.0V±0.2V范围内; 3.操作过程中主板应轻拿轻放,不允许一次性拿多块主板和叠板,以防撞 4.良品与不良品标示清楚分开放置,随时保持工作台面干净整洁; 5.作业前认真阅读作业指导书,自检互检本工位操作过程中有无损件。