焊接工艺卡(WPS)
合集下载
WPS焊接工艺指导书

其他:/
编制
日期
审核
日期
批准
日期
120~140
10~14
钨极类型及直径铈钨或钍钨、 φ焊嘴直径(mm):φ18~φ20
熔滴过渡形式/焊丝送进速度(cm/min)/
技术措施:
摆动焊或不摆动焊:不摆动焊摆动参数:/
焊前清理和层间清理不锈钢丝刷 、丙酮背面清根方法:/
单道焊或多道焊(每面):多道焊单丝焊或多丝焊:单丝焊
导电嘴至工件距离(mm)/锤击:/
表1焊接工艺指导书
单位名称
焊接工艺指导书编号WPS-06-4日期焊接工艺评定报告PQR-06-4
焊接方法GTAW机械化程度(手工、半自动、自动) 手工
焊接接头: 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)
坡口形式:V形对接
衬垫(材料及规格)/
其他/
母材:
类别号P-No 44组别号/与类别号P-No 44组别号/相焊及
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
焊道/焊层
焊接方法
填充材料
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
线能量
(Kj/cm)
牌号
直径
极性
电流(A)பைடு நூலகம்
1
GTAW
ERNiMo-10
φ
DC+
85~100
10~14
/
/
≥2
GTAW
ERNiMo-10
φ
DC+
100~120
10~14
/
/
φ
DC+
/
焊材形号
/
/
焊材牌号
编制
日期
审核
日期
批准
日期
120~140
10~14
钨极类型及直径铈钨或钍钨、 φ焊嘴直径(mm):φ18~φ20
熔滴过渡形式/焊丝送进速度(cm/min)/
技术措施:
摆动焊或不摆动焊:不摆动焊摆动参数:/
焊前清理和层间清理不锈钢丝刷 、丙酮背面清根方法:/
单道焊或多道焊(每面):多道焊单丝焊或多丝焊:单丝焊
导电嘴至工件距离(mm)/锤击:/
表1焊接工艺指导书
单位名称
焊接工艺指导书编号WPS-06-4日期焊接工艺评定报告PQR-06-4
焊接方法GTAW机械化程度(手工、半自动、自动) 手工
焊接接头: 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)
坡口形式:V形对接
衬垫(材料及规格)/
其他/
母材:
类别号P-No 44组别号/与类别号P-No 44组别号/相焊及
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
焊道/焊层
焊接方法
填充材料
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
线能量
(Kj/cm)
牌号
直径
极性
电流(A)பைடு நூலகம்
1
GTAW
ERNiMo-10
φ
DC+
85~100
10~14
/
/
≥2
GTAW
ERNiMo-10
φ
DC+
100~120
10~14
/
/
φ
DC+
/
焊材形号
/
/
焊材牌号
焊接工艺设计卡(WPS)(070518)
艺
参
数
道
次
焊接
方法
焊丝
保护气
气流量(l/min)
电流(A)
电压
(V)
焊接速度(cm/min)
备注
牌号
¢(mm)
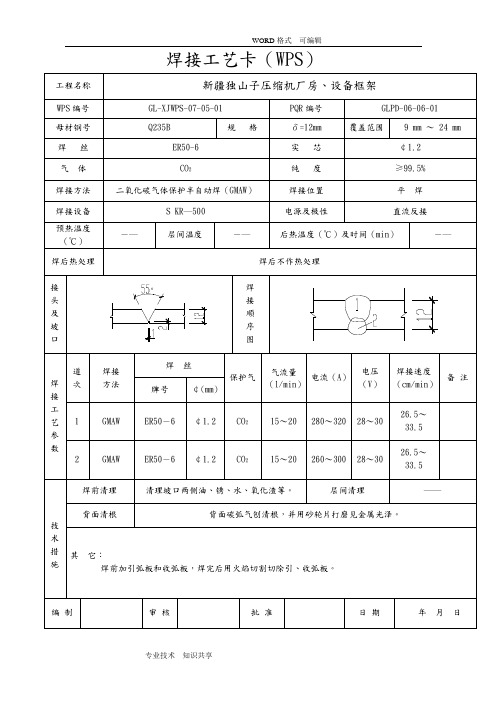
1
GMAW
ER50-6
¢1.2
CO2
15~20
260~300
28~30
26.5~33.5
2
GMAW
ER50-6
¢1.2
CO2
15~20
260~300
28~30
26.5~33.5
3
GMAW
ER50-6
CO2
15~20
280~320
28~30
26.5~33.5
2
GMAW
ER50-6
¢1.2
CO2
15~20
260~300
28~30
26.5~33.5
技术措施
焊前清理
清理坡口两侧油、锈、水、氧化渣等。
层间清理
――
背面清根
背面碳弧气刨清根,并用砂轮片打磨见金属光泽。
其它:
焊前加引弧板和收弧板,焊完后用火焰切割切除引、收弧板。
¢1.2
气体
CO2
纯度
≥99.5%
焊接方法
二氧化碳气体保护半自动焊(GMAW)
焊接位置
平焊,试板与水平面成
45°角,焊缝轴线水平
焊接设备
S KR―500
电源及极性
直流反接
预热温度(℃)
――
层间温度
低于150℃
后热温度(℃)及时间(min)
――
焊后热处理
焊后不作热处理
接
参
数
道
次
焊接
方法
焊丝
保护气
气流量(l/min)
电流(A)
电压
(V)
焊接速度(cm/min)
备注
牌号
¢(mm)
1
GMAW
ER50-6
¢1.2
CO2
15~20
260~300
28~30
26.5~33.5
2
GMAW
ER50-6
¢1.2
CO2
15~20
260~300
28~30
26.5~33.5
3
GMAW
ER50-6
CO2
15~20
280~320
28~30
26.5~33.5
2
GMAW
ER50-6
¢1.2
CO2
15~20
260~300
28~30
26.5~33.5
技术措施
焊前清理
清理坡口两侧油、锈、水、氧化渣等。
层间清理
――
背面清根
背面碳弧气刨清根,并用砂轮片打磨见金属光泽。
其它:
焊前加引弧板和收弧板,焊完后用火焰切割切除引、收弧板。
¢1.2
气体
CO2
纯度
≥99.5%
焊接方法
二氧化碳气体保护半自动焊(GMAW)
焊接位置
平焊,试板与水平面成
45°角,焊缝轴线水平
焊接设备
S KR―500
电源及极性
直流反接
预热温度(℃)
――
层间温度
低于150℃
后热温度(℃)及时间(min)
――
焊后热处理
焊后不作热处理
接
焊接工艺设计卡(WPS)(070518)

260~300
28~30
26.5~33.5
3
SAW
H08A
¢5.0
HJ431
500~600
38~40
35~45
4
SAW
H08A
¢5.0
HJ431
500~600
38~40
35~45
技术措施
焊前清理
清理坡口两侧油、锈、氧化渣等。
层间清理
层间用砂轮片打磨,见金属光泽
背面清根
――
其它:
焊前必须加引弧板和收弧板,焊完后用火焰切割切除引、收弧板。
CO2
15~20
280~320
28~30
26.5~33.5
2
GMAW
ER50-6
¢1.2
CO2
15~20
260~300
28~30
26.5~33.5
技术措施
焊前清理
清理坡口两侧油、锈、水、氧化渣等。
层间清理
――
背面清根
背面碳弧气刨清根,并用砂轮片打磨见金属光泽。
其它:
焊前加引弧板和收弧板,焊完后用火焰切割切除引、收弧板。
其它:
焊前必须加引弧板和收弧板,焊完后用火焰切割切除引、收弧板。
编制
审核
批准
日期
年月日
焊接工艺卡(WPS)
工程名称
新疆独山子压缩机厂房、设备框架
WPS编号
GL-XJWPS-07-05-05
PQR编号
GLPD-06-06-09
母材钢号
Q235B
规格
δ=25mm
覆盖范围
19~50mm
焊丝
ER50-6
实芯
接
头
28~30
26.5~33.5
3
SAW
H08A
¢5.0
HJ431
500~600
38~40
35~45
4
SAW
H08A
¢5.0
HJ431
500~600
38~40
35~45
技术措施
焊前清理
清理坡口两侧油、锈、氧化渣等。
层间清理
层间用砂轮片打磨,见金属光泽
背面清根
――
其它:
焊前必须加引弧板和收弧板,焊完后用火焰切割切除引、收弧板。
CO2
15~20
280~320
28~30
26.5~33.5
2
GMAW
ER50-6
¢1.2
CO2
15~20
260~300
28~30
26.5~33.5
技术措施
焊前清理
清理坡口两侧油、锈、水、氧化渣等。
层间清理
――
背面清根
背面碳弧气刨清根,并用砂轮片打磨见金属光泽。
其它:
焊前加引弧板和收弧板,焊完后用火焰切割切除引、收弧板。
其它:
焊前必须加引弧板和收弧板,焊完后用火焰切割切除引、收弧板。
编制
审核
批准
日期
年月日
焊接工艺卡(WPS)
工程名称
新疆独山子压缩机厂房、设备框架
WPS编号
GL-XJWPS-07-05-05
PQR编号
GLPD-06-06-09
母材钢号
Q235B
规格
δ=25mm
覆盖范围
19~50mm
焊丝
ER50-6
实芯
接
头
WPS焊接工艺指导书

WPS焊接工艺指导书
表1焊接工艺指导书
单位名称
焊接工艺指导书编号WPS-06-4日期焊接工艺评定报告PQR-06-4
焊接方法GTAW机械化程度(手工、半自动、自动) 手工
焊接接头: 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)
坡口形式:V形对接
衬ቤተ መጻሕፍቲ ባይዱ(材料及规格)/
其他/
母材:
类别号P-No 44组别号/与类别号P-No 44组别号/相焊及
/
焊材形号
/
/
焊材牌号
ERNiMo-10
/
其他
/
/
耐蚀堆焊金属化学成分(%)(此项内容不要求)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
/
/
/
/
/
/
/
/
/
/
/
其他:无
注:对每一种母材与焊接材料的组合均需分别填表。
表B1(完)
焊接位置:
对接焊缝的位置1G
焊接方向:立向上
角焊缝位置不限
焊接方向:不限
焊后热处理:
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
焊道/焊层
焊接方法
填充材料
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
线能量
(Kj/cm)
牌号
直径
极性
电流(A)
1
GTAW
ERNiMo-10
φ
DC+
85~100
10~14
/
/
≥2
GTAW
ERNiMo-10
表1焊接工艺指导书
单位名称
焊接工艺指导书编号WPS-06-4日期焊接工艺评定报告PQR-06-4
焊接方法GTAW机械化程度(手工、半自动、自动) 手工
焊接接头: 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)
坡口形式:V形对接
衬ቤተ መጻሕፍቲ ባይዱ(材料及规格)/
其他/
母材:
类别号P-No 44组别号/与类别号P-No 44组别号/相焊及
/
焊材形号
/
/
焊材牌号
ERNiMo-10
/
其他
/
/
耐蚀堆焊金属化学成分(%)(此项内容不要求)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
/
/
/
/
/
/
/
/
/
/
/
其他:无
注:对每一种母材与焊接材料的组合均需分别填表。
表B1(完)
焊接位置:
对接焊缝的位置1G
焊接方向:立向上
角焊缝位置不限
焊接方向:不限
焊后热处理:
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
焊道/焊层
焊接方法
填充材料
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
线能量
(Kj/cm)
牌号
直径
极性
电流(A)
1
GTAW
ERNiMo-10
φ
DC+
85~100
10~14
/
/
≥2
GTAW
ERNiMo-10
工艺卡说明
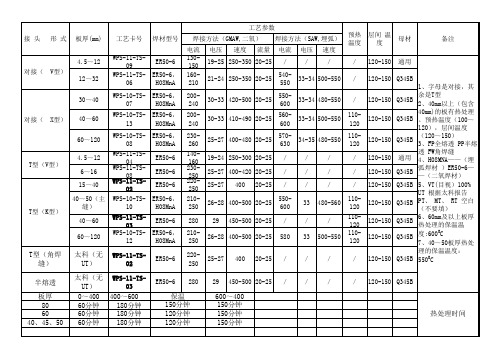
600~400 150分钟 150分钟 150分钟
热处理时间
140-160 19-24 250-300 20-25 230-250 25-27 400-420 20-25 220-250 25-27
T型(V型)
/ / /
/ / / 33 / 33 / /
/ / /
/ / /
120-150
通用
120-150 Q345B 120-150 Q345B
400
20-25
工艺参数 接 头 形 式 板厚(mm) 工艺卡号 焊材型号 焊接方法(GMAW,二氧) 电流 4.5~12 对接( V型) 12~32 30~40 对接( X型) 40~60 60~120 4.5~12 6~16 15~40
WPS-11-TS-06 WPS-10-TS-07 WPS-10-TS-13 WPS-10-TS-08 WPS-11-TS-04 WPS-11-TS-08
T型(K型)
40~50(主 ER50-6, 210-250 26-28 400-500 20-25 550-600 WPS-10-TS-10 缝) H08MnA 40~60 60~120
WPS-11-TS-03
480-560 110-120 120-150 Q345B /
110-120 120-150 Q345B
ER50-6, 200-240 30-33 410-490 20-25 560-600 33-34 500-550 110-120 120-150 Q345B H08MnA ER50-6, 230-260 25-27 400-480 20-25 570-630 34-35 480-550 110-120 120-150 Q345B H08MnA ER50-6 ER50-6 ER50-6
WPS焊接工艺指导书

单位名称焊接工艺指导书编号WPS-06-4焊接方法GTAW衬垫(材料及规格)—其他/母材:类别号P-No44组别号/与类别号P-No44组别号/相焊及标准号ASTMB619钢号BMN10625)与标准号ASTMB619钢号B3(N10675)相焊厚度范围: 母材:板对接焊缝/角焊缝/管子直径、厚度范围:对接焊缝1.5mm 〜11mm 角焊缝不限 焊缝金属厚度范围:对接焊缝W11mm 角焊缝不限 其他/ 焊接材料: 焊材类别 焊丝/ 焊材标准 AWSA5.14/ 填充金属尺寸 @1.6、@2.4、@3.0/ 焊材形号 // 焊材牌号 ERNiMo-10 / 其他//耐蚀堆焊金属化学成分(%)(此项内容不要求)C Si Mn P S Cr Ni Mo V Ti Nb ///////////其他:无注:对每一种母材与焊接材料的组合均需分别填表。
表1焊接工艺指导书焊接接头:坡口形式:V 形对接 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)日期_焊接工艺评定报告PQR-06-4 机械化程度(手工、半自动、自动)手工管内充氩气保护表B1(完)表B2焊接工艺评定报告单位名称:中国化学工程第十一建设公司大庆项目部焊接工艺评定报告编号:PQR-庆-06-4焊接工艺指导书编号:WPS-庆-06-4 焊接方法:GTAW 机械化程度:(手工、半自动、自动)手工接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)管内充氩气保焊评试验施焊记录表PQR--06-4。
焊接工艺评定及规程表卡

冲击吸收功 J
侧向膨胀量 mm
备注
表 F.2(续)
金相检验(角焊缝) : 根部(焊透、未焊透) 焊缝、热影响区(有裂纹、无裂纹) ,焊缝(熔合、未熔合)
检验截面 焊脚差(mm)
Ⅰ
Ⅱ
Ⅲ
Ⅳ
Ⅴ
无损检验: RT MT 其他 UT PT
耐蚀堆焊金属化学成分(重量,%) C Si Mn P S Cr Ni Mo V Ti Nb
表 F.1 预焊接工艺规程(pWPS)
单位名称 预焊接工艺规程编号 焊接方法 日期 所依据焊接工艺评定报告编号
机动化程度(手工、机动、自动)
焊接接头: 坡口形势: 衬垫(材料及规格) 其它
简图: (接头形式、坡口形式与尺寸、焊层、焊道布置及 顺序)
母材: 类别号 标准号 组别号 材料代号 与类别号 与标准号 组别号 材料代号 相焊或 相焊
焊接速度 (cm/min)
线能量 (kJ/cm)
技术措施: 摆动焊或不摆动焊 焊前清理和层间清理 单道焊或多道焊(每面) 导电嘴至工件距离(mm) 其他: 摆动参数 背面清根方法 单丝焊或多丝焊 锤击
编制
日期
审核
日期
批准
日期
表 F.2 焊接工艺评定报告
单位名称 焊接工艺评定报告编号 焊接方法 预焊接工艺规程编号: 机动化程度: (手工、机动、自动)
表 F.2(续)
拉伸试验
试验报告编号:
试样编号
试样宽度 mm
试样厚度 mm
横截面积 mm2
最大载荷 kN
抗拉强度 MPa
断裂部位和特征
弯曲试验
试验报告编号:
试样编号
试样类型
试样厚度 mm
弯心直径 mm
WPS焊接工艺指导书

其他:/
编制
日期
审核
日期
批准
日期
表1焊接工艺指导书
单位名称
焊接工艺指导书编号WPS-06-4日期焊接工艺评定报告PQR-06-4
焊接方法GTAW机械化程度(手工、半自动、自动) 手工
焊接接头: 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)
坡口形式:V形对接
衬垫(材料及规格)/
其他/
母材:
类别号P-No 44组别号/与类别号P-No 44组别号/相焊及
120~140
10~14
钨极类型及直径铈钨或钍钨、 φ焊嘴直径(mm):φ18~φ20
熔滴过渡形式/焊丝送进速度(cm/min)/
技术措施:
摆动焊或不摆动焊:不摆动焊摆动参数:/
焊前清理和层间清理不锈钢丝刷 、丙酮背面清根方法:/
单道焊或多道焊(每面):多道焊单丝焊或多丝焊:单丝焊
导电嘴至工件距离(mm)/锤击:/
标准号ASTM B619钢 号B3(N10675)与标准号ASTMB619钢 号B3(N10675)相焊
厚度范围:
母材: 板对接焊缝/角焊缝/
管子直径、厚度范围:对接焊缝~11mm角焊缝不限
焊缝金属厚度范围:对接焊缝≤11㎜角焊缝不限
其他/
焊接材料:
焊材类别
焊丝
/
焊材标准
AWS
/
填充金属尺寸
φ、φ、φ
/
焊材形号
/
/
焊材牌号
ERNiMo-10
/
其他
/
/
耐蚀堆焊金属化学成分(%)(此项内容不要求)
C
Si
Mn
P
S
Cr
Ni
编制
日期
审核
日期
批准
日期
表1焊接工艺指导书
单位名称
焊接工艺指导书编号WPS-06-4日期焊接工艺评定报告PQR-06-4
焊接方法GTAW机械化程度(手工、半自动、自动) 手工
焊接接头: 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)
坡口形式:V形对接
衬垫(材料及规格)/
其他/
母材:
类别号P-No 44组别号/与类别号P-No 44组别号/相焊及
120~140
10~14
钨极类型及直径铈钨或钍钨、 φ焊嘴直径(mm):φ18~φ20
熔滴过渡形式/焊丝送进速度(cm/min)/
技术措施:
摆动焊或不摆动焊:不摆动焊摆动参数:/
焊前清理和层间清理不锈钢丝刷 、丙酮背面清根方法:/
单道焊或多道焊(每面):多道焊单丝焊或多丝焊:单丝焊
导电嘴至工件距离(mm)/锤击:/
标准号ASTM B619钢 号B3(N10675)与标准号ASTMB619钢 号B3(N10675)相焊
厚度范围:
母材: 板对接焊缝/角焊缝/
管子直径、厚度范围:对接焊缝~11mm角焊缝不限
焊缝金属厚度范围:对接焊缝≤11㎜角焊缝不限
其他/
焊接材料:
焊材类别
焊丝
/
焊材标准
AWS
/
填充金属尺寸
φ、φ、φ
/
焊材形号
/
/
焊材牌号
ERNiMo-10
/
其他
/
/
耐蚀堆焊金属化学成分(%)(此项内容不要求)
C
Si
Mn
P
S
Cr
Ni
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目前只用平焊、平角焊
间隙 :0-1mm 钝边 : 0mm
A 板:6063T6/5754H111/6061T6/5083/6082 B 板:6063T6/5754H111/6061T6/5083/6082 mm mm mm 保护气体: 99.99% 氩气 气体流量: 10-15 l/min
焊接耗材及焊接参数 焊道 面 耗材 焊层 1(MIG) ER5356
焊接工艺卡 (中文) Welding Procedure Specification
文件编号
日期:
版次: 1
支持的 WPQ NæSBY MASKINFABRIK A/S – A/S
NMF-WPS-019 18.04.2011 简图 :
焊接位置 : PA PB PF 连接方式 : 角焊缝 坡口角度 焊接方法 : GMAW pulse arc + GTAW 母材规格 : 铝材代码 资格范围 : 管子的外径 : to 板子的厚度 A: 3 to 12 B: 3 to 12 耗材等级: AWS A5.10 ER5356
制作厂商(有责任的焊接协调员) 我们确定此焊接规程是适合生产 并履行EN 1090-3 标准 12.4 部分 要求和客户的叙述。 日期和签字处
主考官或检验员 日期和签字处
n(TIG) -ቤተ መጻሕፍቲ ባይዱ
直径 Wfs. 额定 电压 (mm) 1.2 2.4 -
电流 (A)
150-200
电压 电源 焊接速度 热输入量 (V) 极性 (mm/min) (Kj/mm) 25-31 DCEP 450-600 0.3-0.7 -
ER5356
150-180
AC
80-130
0.9-2.7
预热方法: 气体 (如果需要) 预热最小.: 10℃ 层间温度最大.: 100℃ 其他通知: 焊前用钢丝刷清理待焊区域。清理后4个小时内必须焊接。用工业酒精去除表面油脂。