WPS-埋弧焊焊接工艺评定
焊接工艺评定新pWPS表格格式

单位名称 pWPS 编号 焊接方法 焊接接头简图:
(pWPS)
日期 机动化程度 母材代号 标准号 母材类号 母材组号 对接 角接 规格 对接 角接
焊件母材 厚度范围
焊材类别 焊材标准 填充金属类别 焊接位置 最小预热温度(℃)
焊材型号/牌号
焊缝金属 厚度范围
最大道间温度(℃) 焊后热处理
热处理类别
保温温度(℃)
保温时间范围
冷却方式
其它
焊接用气体 气体 保护气 尾部保护气 背面保护气 气体种类 混合比 流量 L/min 喷嘴直径(mm)
焊接规范参数
焊道/ 焊层 焊接 方法 填充金属 牌号 直径 焊接电流 电压(V) 极性 电流(A) 焊速 (cm/min) 线能量 (kJ/cm)
技术措施:
摆动焊道或不摆动焊 焊前清理戓层间清理 每面单道焊或多道焊 导电嘴至工件距离(mm) 其它: 摆动参数 清根方法
编制 日期
审核 日期
批准 日期
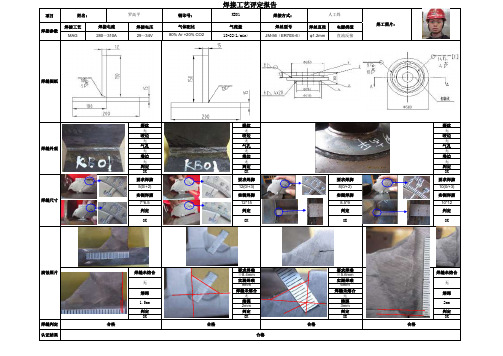
焊接工艺评定报告WPS(人工焊)
项目
姓名:
焊接参数
焊接工艺 MAG
焊接电流 280~310A
罗高平 焊接电压 29~34V
钢印号: 气体配比 80% Ar +20% CO2
焊接工艺评定报告
KB01
焊接方式:
人工焊
气流量 18-22(L/min)
焊丝型号 JM-56(ER70S-6)
焊丝直径 φ1.2mm
电源类型 直流反接
焊工照片:
焊缝图纸 焊缝外观 焊缝尺寸
裂纹 无
咬边 无
气孔 无
卷边 无
判定 OK
要求焊脚
5(0/+2)
实测焊脚
7*6.5
判定
OK
裂纹 无
咬ቤተ መጻሕፍቲ ባይዱ 无
气孔 无
卷边 无
判定 OK
要求焊脚
12(0/+3)
实测焊脚
12*15
判定
OK
要求焊脚 8(0/+2) 实测焊脚 8.5*9
判定
OK
裂纹 无
咬边 无
气孔 无
卷边 无
判定 OK
要求焊脚
10(0/+3)
实测焊脚
10*12
判定
OK
腐蚀照片
焊缝判定 认证结果
合格
焊缝未熔合
无
熔深
1.5mm 判定
OK
合格
要求焊喉 ≥8.4mm 实测焊喉
9mm 焊缝未熔合
无 熔深 2mm 判定
OK
合格
合格
要求焊喉 ≥5.6mm 实测焊喉
6mm 焊缝未熔合
无 熔深
3mm 判定
OK
合格
焊缝未熔合
无
熔深
2mm 判定
四步搞定焊接工艺评定(WPS)
四步搞定焊接工艺评定(WPS)01.什么是WPS★WPS (welding procedure specification)焊接工艺评定,是保证焊接质量的重要措施。
它能确认焊接工艺指导书的合理性和正确性,检验焊制接头的使用性能是否符合设计要求,并为正式制定焊接工艺指导书或焊接工艺卡提供可靠依据。
★02.编制WPS的四步流程★1确定标准体系,明确工作范围,权衡评定数量A、根据合同文件确定项目使用的规范、技术条款,确定WPS的标准体系。
B、研究图纸,确定项目使用材料的种类、等级、厚度范围以及焊接形式。
C、根据不同标准的具体要求,充分考虑其覆盖关系,尽可能减少WPS数量。
例如厚度覆盖英标中:国标中:不同标准对材料分组,等级覆盖,厚度范围等要求差异较多,其直接影响工艺评定的数量(1)*。
需要焊接工程师根据项目情况合理权衡。
2确定焊接方法,选择工具材料,确认焊接参数pWPS (preliminary welding procedure specfication),是针对具体焊接工艺的预编制,用来指导进行评定的焊工进行施焊,此时焊接工程师需要确定以下具体内容:A、焊接方法:药芯气保焊(FCAW),实心气保焊(GMAW),手工焊(MMA),埋弧焊(SAW)……B、焊接方法的选择:焊材、焊机、气体等;C、焊接过程:焊接过程的电流、电压,气体速度,焊接速度,摆幅宽度,层间温度等;并计算预计热输入值,氢含量,以及材料碳当量,确定预热温度。
在BS EN 1011-1标准中,根据pWPS的预计热输入,确定预热温度:pWPS实际仅在停留理论阶段,其意义在于根据要求确定实际焊接的操作依据,圈定实际的焊接的可操作范围。
需要有经验焊接工程师进行编制。
3制备工艺试件,邀请三方见证,交送加工实验WPQR(welding procedure qualification record)焊接工艺评定过程记录,是评定工作的主体,是理论与实际的结合,需要一名有经验的焊工将pWPS的内容予以实施。
焊接工艺评定简称

焊接工艺评定简称
WPS
一、概述
焊接工艺评定简称WPS,是指对于特定的焊接材料、设备和工艺条件,经过试验和分析所制定的一种规范文件。
WPS是保证焊接质量的重要手段之一,也是符合ISO9001等质量体系要求的必备文件之一。
二、制定步骤
1.确定焊接材料和规格:包括母材、填充材料等;
2.确定焊接工艺参数:包括电流、电压、速度等;
3.进行试验:在实际生产中进行试验,检测焊缝质量;
4.分析结果:根据试验结果进行分析,确定最佳的焊接工艺参数;
5.编写WPS:将最佳的焊接工艺参数整理成规范文件。
三、WPS内容
1.标题:包括公司名称、项目名称和WPS编号;
2.范围:指明适用范围,包括母材种类、厚度范围以及填充材料种类等;
3.程序描述:详细描述焊接过程中需要注意的事项,包括预热温度、间隙尺寸等;
4.设备清单:列出必须使用的设备清单,包括焊接机、电源等;
5.焊接参数表:列出具体的焊接参数,包括电流、电压、速度等;
6.检测方法:列出检测方法和标准,包括X射线、超声波等;
7.质量要求:列出焊缝的质量要求,包括缺陷类型和数量等;
8.审批签字:由相关人员签字确认WPS的有效性。
四、WPS的应用
1.生产过程中必须严格按照WPS执行;
2.在进行新产品开发时,需要制定新的WPS,并进行试验验证;
3.在进行设备维护时,需要根据实际情况更新WPS。
五、总结
WPS是保证焊接质量的重要手段之一,在实际生产中必须严格按照WPS执行。
制定WPS需要经过试验和分析,确保最佳的焊接工艺参数。
同时,在进行新产品开发和设备维护时也需要根据实际情况更新WPS。
WPS焊接工艺评定

WPS焊接工艺评定ASME BPV规范第IX卷在 SMAW、SAW、GMAW和GTAW工艺评定中的具体应用(节选) Application of ASME BPV Code Section IX for Procedure Qualification of SMAW、SAW、GMAW and GTAW赵孟显Zhao Mengxian 前言:在看这些例子前,首先要说明对于某种焊接方法或工艺,这里介绍的分析方法的第一步是先要将第IX卷第II章中有关规定该焊接方法或工艺其各类变素的表格找出来,对于大多数焊接方法,有二张表,第一张表是用于常规焊接方法的,第二张表是用于该焊接方法的表面堆焊工艺的。
如对于SMAW,QW-253是用于常规焊接方法的,QW-253.1则是用于该焊接方法的表面堆焊工艺的,对于可以应用于表面堆焊工艺的有关焊接方法,都是如此。
这些表格请参见第IX卷原文,本文不再重复。
在这些表格中,规定了该焊接方法的各类变素,并有每个变素的简要叙述,由于最近几年已经连续讲过几次第IX卷的工艺评定,关于变素的详细内容,除非有必要,一般不再在这里重复。
如需要了解每个变素的详细内容,可以直接去查阅第IX卷原文。
这里介绍的分析方法的第二步是从有关WPS和PQR的编号、日期及修改号开始进行分析;方法的第三步是按变素的类别依次对每个所举例子从QW-402到QW-410对每个有关的WPS和PQR进行分析。
最后是对有关的PQR的试验结果进行分析。
还需要说明的是,我们分析依据的是2007版的第IX卷(包括07、08、09增补),但即使2010版有修改,按照QW-100.3的规定,这些文件仍然有效。
现在按此方法对所举例子分析如下:一、例1、2:SMAW这里举了两个例子,第一个例子是不要求冲击韧性的,见表1(WPS)和表2(PQR);第二个例子是要求冲击韧性的,见表3(WPS)和表4、5及6(PQR)。
先看例1-表1(WPS)和表2(PQR):1)表1的 WPS的编号为W02,日期为2009.11.03,修改号为0,其引用的PQR 编号为P04。
WPS 焊接工艺评定 (浅析)

• 在焊接工艺评定试验的基础上,针对焊接工艺评定试验所代表的所有规格、条 件,制定详细的焊接工艺规程,指导实际生产。
• 焊接工艺评定同时又是对焊接生产单位实际焊接生产能力、焊制焊接接头的使 用性能符合设计要求的能力的评估。因此,焊接工艺评定试验不允许袭用外单 位试验结果,一般由本单位,或在其他机构的指导下,独立完成。
• 此外,由于工程中的焊接接头不可能现场实物取样,进行破坏性检验,构件制 作前进行的焊接工艺评定,也是对不需要制作焊接见证试板的接头性能的旁证 。
• 所以,焊接工艺评定,既是对企业焊接工艺,乃至焊接生产和管理体系的考核 ,又是焊接产品质量的保证。
b
4
焊接工艺规 程流程图
否
A
要求使用WPS?
是
B
有可使用的WPS(PQR)?
• 按照批准确定的焊接工艺WPS,进行焊工考试取证;
• 按照批准确定的焊接工艺WPS,实施焊接生产 。
b
9
C.1预定焊接工艺(pWPS 焊接评定试验指导书
b
10
焊接指导书内容
1 焊接方法 应指明是使用手工焊、半自动焊或自动焊,或它们的任何组合方法。 2 管子及管件材料 应指明工艺规程所适用的管子和管件材料范围。API Spec 5L标准,及 ASTM标准中的管子和管件材料可进行分组,见5.4.2.2。评定试验应选 择该组材料中规定最小屈服强度最高的材料进行。 3直径和壁厚 应确定焊接工艺规程适用的直径和壁厚范围,其分组见6.2.2中的d) 和e)。 4接头设计 应画出接头的简图。简图应指明坡口角度,钝边尺寸和根部间隙。填 角焊缝应指明形 状和尺寸。如使用背部垫板时,还须指明其形式。 5填充金属和焊道数 应指明填充金属的种类和规格,焊缝最少层数及焊道顺序。
四步搞定焊接工艺评定(WPS)

四步搞定焊接工艺评定(WPS)01.什么是WPSWPS (welding procedure specification)焊接工艺评定,是保证焊接质量的重要措施。
它能确认焊接工艺指导书的合理性和正确性,检验焊制接头的使用性能是否符合设计要求,并为正式制定焊接工艺指导书或焊接工艺卡提供可靠依据。
02.编制WPS的四步流程1确定标准体系,明确工作范围,权衡评定数量A、根据合同文件确定项目使用的规范、技术条款,确定WPS的标准体系。
B、研究图纸,确定项目使用材料的种类、等级、厚度范围以及焊接形式。
C、根据不同标准的具体要求,充分考虑其覆盖关系,尽可能减少WPS数量。
例如厚度覆盖英标中:国标中:不同标准对材料分组,等级覆盖,厚度范围等要求差异较多,其直接影响工艺评定的数量(1)*。
需要焊接工程师根据项目情况合理权衡。
2确定焊接方法,选择工具材料,确认焊接参数pWPS (preliminary welding procedure specfication),是针对具体焊接工艺的预编制,用来指导进行评定的焊工进行施焊,此时焊接工程师需要确定以下具体内容:A、焊接方法:药芯气保焊(FCAW),实心气保焊(GMAW),手工焊(MMA),埋弧焊(SAW)……B、焊接方法的选择:焊材、焊机、气体等;C、焊接过程:焊接过程的电流、电压,气体速度,焊接速度,摆幅宽度,层间温度等;并计算预计热输入值,氢含量,以及材料碳当量,确定预热温度。
在BS EN 1011-1标准中,根据pWPS的预计热输入,确定预热温度:pWPS实际仅在停留理论阶段,其意义在于根据要求确定实际焊接的操作依据,圈定实际的焊接的可操作范围。
需要有经验焊接工程师进行编制。
3制备工艺试件,邀请三方见证,交送加工实验WPQR(welding procedure qualification record)焊接工艺评定过程记录,是评定工作的主体,是理论与实际的结合,需要一名有经验的焊工将pWPS的内容予以实施。
埋弧焊焊接工艺评定报告
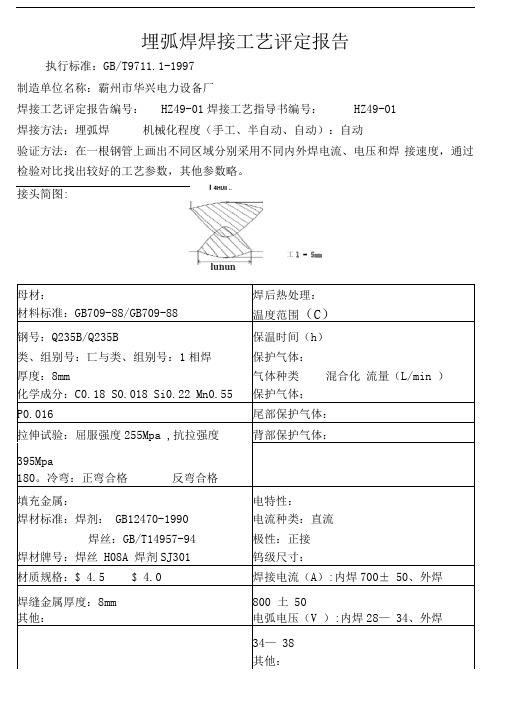
埋弧焊焊接工艺评定报告执行标准:GB/T9711.1-1997 制造单位名称:霸州市华兴电力设备厂焊接工艺评定报告编号: HZ49-01焊接工艺指导书编号: HZ49-01焊接方法:埋弧焊机械化程度(手工、半自动、自动):自动验证方法:在一根钢管上画出不同区域分别采用不同内外焊电流、电压和焊 接速度,通过检验对比找出较好的工艺参数,其他参数略。
接头简图:母材:焊后热处理: 材料标准:GB709-88/GB709-88 温度范围(C ) 钢号:Q235B/Q235B保温时间(h ) 类、组别号:匸与类、组别号:1相焊 保护气体: 厚度:8mm气体种类 混合化 流量(L/min )化学成分:C0.18 S0.018 Si0.22 Mn0.55保护气体: P0.016尾部保护气体: 拉伸试验:屈服强度255Mpa ,抗拉强度背部保护气体:395Mpa180。
冷弯:正弯合格反弯合格填充金属:电特性: 焊材标准:焊剂: GB12470-1990电流种类:直流 焊丝:GB/T14957-94极性:正接 焊材牌号:焊丝 H08A 焊剂SJ301 钨级尺寸:材质规格:$ 4.5 $ 4.0焊接电流(A ):内焊700± 50、外焊焊缝金属厚度:8mm 800 土 50其他:电弧电压(V ):内焊28— 34、外焊 34— 38其他:工1 - 5mmlununI 4HUII ..焊缝拉伸试验试验报告编号:07-01-01拉伸试样弯曲试验试验报告编号:07-01-02冲击试验试验报告编号:07-01-03金相检验:根部:(焊透、未焊透)焊缝:(溶合、未溶合)焊缝、热影响区:(有裂纹、无裂纹) 酸洗:酸洗样块要求达到硬度检验: 布氏硬度指:略 无损检验:RT: 合格UT : 合格MT: ——PT:――其他:一一结论:本评定按 GB/T9711.1-1997规定焊接试件、检验试样、测定性能、确 认试验记录正确1. 焊缝外形尺寸:焊缝余高0-4mm ,焊缝宽度:内焊10mm ,外焊12mm 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
WELDING PROCEDURE SPECIFICATION(WPS)焊接工艺规程Yes[√] PREQUALIFIED免除评定QUALIFEID BY TESTING试验评定√or PROCEDURE QUALIFICATION RECORDS或工艺评定记录(PQR)Yes[ ]焊接方法welding process焊接方法welding process:自动埋弧焊(SAW)预热Preheat预热温度Preheat Temp.Min手工/机械manual/machine 自动/半自动: /semi-auto接头形式j oint type 机械machine自动auto层间温度Interpass Temp 加热方法Preheat Process::---焊接位置p osition接头joint type:Butt (25+25)mm衬垫backing: ---根部间隙Root opening: 0~1 mm背部清根B ack gouging: 6~8mm母材B ase material母材牌号m aterial spec: Q345B执行标准standard : GB/T 1591 -2008厚度thickness: 25mm焊丝welding wire牌号spec: EM13KAWS级别c lass:AWS A5.17焊丝直径welding wire spec Φ4 mm 焊接位置welding position: 1G角焊缝f illet weld:立焊方向v ertical progression: ---电特性e lectrical characteristics电流类型current type:DC极性power source:: EP过渡形式transfer mode: ---焊接技巧t echnique焊接层数welding layer: 5~6摆动方式weave bead:String 焊丝数量n umber of electrodes: 1焊丝间距electrode spacing:焊剂F lux c:焊丝伸出长度:wire extension20 mm牌号spec: F7AO-EH14(SJ101) AWS级别c lass:AWS A5.17保护气体Shielding gas类型:type ---混合比例composition: ---流量flow rate;焊枪角度w eld gun angle:86°焊丝角度wire angle: °焊后热处理p ostweld treatment 温度Temp.: ---加热方式h eat process: ---时间time: ---焊角Fillet weldlegmm焊道/层数Bead/layer焊接电流current焊接电压voltageV焊接速度welding接头详图Joint details送丝速度speedcm/min电流currentAcm/min255~6600~68036~4254~58speedWELDING PROCEDURE SPECIFICATION(WPS)焊接工艺规程Yes[ ] PREQUALIFIED免除评定QUALIFEID BY TESTING试验评定√or PROCEDURE QUALIFICATION RECORDS或工艺评定记录(PQR)Yes [√]Company Name公司名称:****钢结构股份有限公司Welding Precess(es) 焊接方法SAW Supporting PQR No辅助文件号HNJH-WPS-2014-005 JOINT DESIGN USED采用的接头设计Type类型: buttSingle weld单面焊缝[ ] Double weld双面焊缝[ X ] Backing衬垫: Yes用[ ] No不用[ X ]Backing Material衬垫材料:Root Opening根部间隙:1mmRoot face Dimension钝边尺寸5mmGroove Angle坡口角度: 50+-5°Radius (J-U)半径Back Gouging背部清根:Yes用[X ] No不用[ ] Method方法:气刨+ 磨光机BASE MATERIAL母材Material Spec材料规格. GB/T1591-2008Type or Grade类型或级别Q345BThickness厚度: 25mm+25mmGroove坡口Fillet角焊缝N/A Daimeter直径(Pipe管材) N/AFILLER METALS填充金属AWS SpecificationAWS规定A5.17AWS Classification类别EM13K Size尺寸φ4mm SHIELDING保护FluX焊剂F7AO-EH14(SJ101)Gas气体N/AComposition组分N/A Electrode-Flux(Class) Flow Rate Identification标示编号# HNJH-WPS-2014-005Revision修改0 Date日期5-1-2014 By修改人N/A Authorized by批准人Date日期Type类型–Manual手工[ ] Semi-Automatic半自动[ ] Machine机械[X ] Automatic自动[X ] POSITION位置Position of Groove坡口位置:1G Fillet角焊缝: Vertical Progression立焊方向:Up上行[ ] Down下行[ ] ELECTRICAL CHARACTERISTICS电特性Transfer Mode过度形式(GMAW)Short-Circuiting短路[ ] Globular熔滴[ ] Spray喷射[ ] Current电流:AC交流[ ]DCEP直流反转[X] DCEN直流正接[ ] Pulsed脉冲[ ]Power Source电源CC[ ] CV [X ]Other其他Tungsten Electrode钨极(GTAW)Size尺寸: N/AType类型:N/ATECHNIQUE技术Stringer or Weave Bead直线或横向摆动焊道: Stringer Multi-Pass or Single Pass (per side)多道或单道(每边):Single-passNumber of Electrodes焊丝数:1Electrode Spacing焊丝间隔Longitudinal纵向N/ALateral横向N/AAngle角度N/AContact Tuble to Work Distance导电嘴到工件距离20mm Peening 锤击焊丝焊剂(等级)流率N/AGas Cup Size气体喷嘴尺寸N/AInterpass Cleaning道间清理POSTWELD HEAT TREAMENT焊后热处理PREHEAT预热Preheat Temp预热温度Min最低--- Max最高Interpass Temp道间温度Min最低--- Max最高---Temp温度Time时间WELDING PROCEDURE焊接工艺Pass or Weld Layer(s)焊道或焊层Pross方法Filler Metals填充金属Current电流Volts伏特Travel Speed焊接速度Joint Details接头详图Class等级Diam.直径Type&Polarity类型和极性(Amps)or Wire FeedSpeed安培数或送丝速度1SAW EM13Kφ4mm DCEP600-680A36-4254~58c m/m inProcedure Qualification Record (PQR)工艺评定记录(PQR)编号HNJH-WPS-2014-005Test Result试验结果VISUAL INSPECTION目检Appearance外观Undercut咬边acceptable Radiographic-ultrasonic examination射线-超声波检查acceptable RT report no 报告号: Result结果Piping Porosity管状气孔none UT report no报告号: Report :HT1401002CH00Result结果pass Convexity凸度none FILLET WELD TEST RESULTS角焊缝试验结果Test Date试验日期14-1-2014 Minimum size multiple pass Maximum size single pass Witnessed by见证人姜瑞龙最小尺寸多道最大尺寸单道Other Tests 其他试验Macroetch宏观腐蚀Macroetch宏观腐蚀1. 3. 1. 3.2. 2.All-weld-metal tension test全焊缝金属拉伸试验Tensile strength,拉伸强度psiYield point/strength屈服点/强度,psiElongation in 2in的伸长率, %Laboratory test no实验室编号.Welder`s name焊工姓名CA Clock no记时号. Stamp no印章号. T430321************Tests conducted by进行试验的实验室Guangdong JY Inspection Technology CO.,LtdTest number试验号HT1401002CH003Per经手人Tao Wang (***)We, the undersigned, certify that the statements in this record are correct and that the test welds were prepared, welded,and tested in accordance with the requirements of section 4of ANS/AWS D1.1/D1.1M, ( 2010(year)) Structural Welding Code-Steel.我们签字人,证明本记录所载正确无误,试验焊缝的制备、焊接和试验符合AWS D1.1M(2010年版)钢结构焊接规范第四章要求Signed签字Hunan Jinhai Steel Structure Co.,LtdManufacturer or Contactor制造商或承包商By 签署人Title职称Date日期QC.Manager 14-1-2014附检测报告。