焊接工艺规程(WPS)
焊接工艺规程WPS-GTAW-1.4-605
ZJNS-QR-07-08-2015
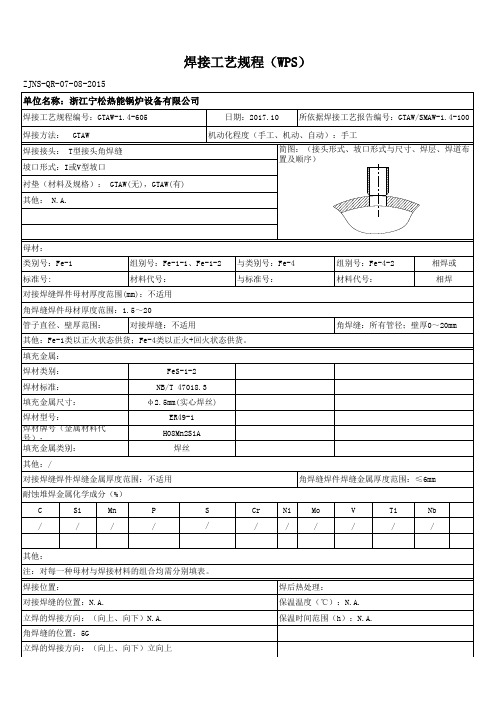
单位名称:浙江宁松热能锅炉设备有限公司
焊接工艺规程编号:GTAW-1.4-605
日期:2017.10 所依据焊接工艺报告编号:GTAW/SMAW-1.4-100
焊接方法: GTAW 焊接接头: T型接头角焊缝 坡口形式:I或V型坡口
机动化程度(手工、机动、自动):手工
编制
陈佩峰
日期
2017.10.30
审 核
日期 2017.10.30
焊后热处理: 保温温度(℃):N.A. 保温时间范围(h):N.A.
预热:
气体:
最小预热温度(℃):≥5℃
道间温度(℃):300
保护气
Ar
99.99
6~12
保持预热时间:N.A.
尾部保护气
N.A.
N.A.
N.A.
加热方式:N.A.
背面保护气
N.A.
N.A.
N.A.
电特性:
电流种类:
DC(直流),无脉冲(GTAW)
极性:
见下表
焊接电流范围(A): 见下表
电弧电压(V): 见下表
焊接速度(范围): 见下表
钨极类型及直径: 纯钨极或2%钍钨极/φ3mm
喷嘴直径(mm): φ9.0mm
焊接电弧种类(喷射弧、短路弧):N.A.
焊丝送进速度(m/min): N.A.
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
ER49-1 H08Mn2SiA
焊丝
其他:/
对接焊缝焊件焊缝金属厚度范围:不适用
角焊缝焊件焊缝金属厚度范围:≤6mm
耐蚀堆焊金属化学成分(%)
C
Si
WPS焊接工艺规程

Material thickness/outside diameter(mm): 20
焊材类别和牌号: ER70S-6
焊材特殊烘干规定: N/A
Filler metal classification and trade name:ER70S-6
Special baking or drying: N/A
(㎜/s)
热输入*
Heat input (KJ/mm)
Root 135
1.2
240-260 25-27
DCEP/+
/
5-6
0.72-1.27
fill
135
1.2
260-280 28-30
DCEP/+
/
5-6
0.87-0.91
cover 135
1.2
240-260 25-27
DCEP/+
/
5-6
0.72-1.27
Welding positions: PB
接头类型: 板 角焊缝
坡口制备和清理方法:N/A
Joint type: P FW
Method of preparation and cleaning: N/A
母材牌号及证书:GB/T1591 Q345B
母材厚度/规格(mm): 20
Parent material specification:
工艺编号:WPS-JH-MDX-01
工艺评定编号:PTC13.01682.5046
Welding procedure reference No.:WPS-JH-MDX-01 WPQR No. :PTC13.01682.5046
焊接方法:半自动 MAG/135
焊接工艺规程
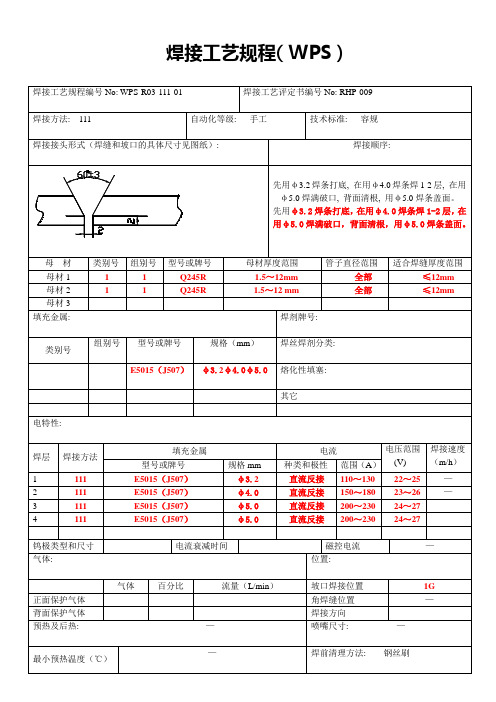
执行标准: JB/T4730-2005
操作技术要求
1.焊前坡口两侧需要清理油锈、污物并露出金属光泽;可用砂轮或钢丝刷;
2、焊丝焊前要除去油锈,焊条焊前经350~400℃/ 2h烘干;
3.焊接用直道或摆动焊方法;
4、焊后要求进行外观检查,不许存在咬边、气孔、弧坑等超标缺陷;
类别号
组别号
型号或牌号
规格(mm)
焊丝焊剂分类:
E5015(J507)
φ3.2φ4.0φ5.0
熔化性填塞:
其它
电特性:
焊层
焊接方法
填充金属
电流
电压范围
(V)
焊接速度
(m/h)
型号或牌号
规格mm
种类和极性
范围(A)
1
111
E5015(J507)
φ4.0
直流反接
150~180
23~26
—
—
—
钨极类型和尺寸
母材
类别号
组别号
型号或牌号
母材厚度范围
管子直径范围
适合焊缝厚度范围
母材1
1
1
Q245R
1.5~12mm
全部
≤12mm
母材2
1
1
Q245R
1.5~12 mm
全部
≤12mm
母材3
填充金属:
焊剂牌号:
类别号
组别号
型号或牌号
规格(mm)
焊丝焊剂分类:
E5015(J507)
φ3.2φ4.0φ5.0
熔化性填塞:
2、焊丝焊前要除去油锈,焊条焊前经350~400℃/ 2h烘干;
3.焊接用直道或摆动焊方法;
焊接工艺规程WPS模版

类型号 P—No. 组号 Group No. 1 取类型号 to P—No. 组号 Group No. 1 相焊, 或者 or
钢号/等第为 Specification Type and Grade St52-3 取钢号/等第为 to Specification Type and GradeSt52-3 相焊, 或者 or
焊 接 工 艺 规 程 (WPS)之阳早格格创做
WELDING PROCEDURE SPECIFICATION WPS No.: WPS-H005 PAGE 1 OF 3
DATE 200
公司称呼 Company Name
依据的 PQR 编号 Supporting PQR No.PQR-07 签名人 BY(QA DIRECTOR) 死效日期 Date
时间范畴 Time Range
气体 GAS 百分组成 Percent Composition
气体 Gas(es) 混同剂(Mixture)流量 Flow Rate
最大层间温度 Inter pass Temp. Max.300℃
呵护气 Shielding 两氧化碳+氩气 18/82 15-25L/min
喷孔或者喷嘴尺寸 Orifice or Gas Cup Size NA
焊 接 工 艺 规 程 (WPS) WELDING PROCEDURE SPECIFICATION WPS No.: WPS-H005 PAGE 3 OF 3
DATE 200
挨底及中间焊讲的浑理要领(刷理或者挨磨等) Initial and Inter pass Cleaning(Brushing.Grinding.etc.) Grinding 磨
化教身分/力教本能为 Chem.Analysis and Mech. Prop.取化教身分战力教本能为 to Chem.Analysis and Mech. Prop.相焊
焊接工艺规程 (WPS)-FW

焊接速度 Travel speed (mm/s)
DCEP
/
3-4
热输入*Head input(KJ/MM)
0.39-0.597
保护气体/焊剂 Gas/Flus
衬垫保护情况:/
预热温度:/ 焊后热 处理:/ 其它说 明焊:丝/干伸长度:8-
12mm
电弧保护Shielding
Ar82-78%+22-18%CO2 ISO14175 M21
焊接工艺参数
焊道 Run
焊材规格 焊接方法 Sizeof Process fillermetal
mm
电流A Current
(A)
1
MAG
Ф0.8
65-70
电弧电压V Voltage(v)
30-32
Welding details
电流种类/极 性
Type of current Polarity
送丝速度 Wirefeed (mm/s)
15-25
flow rate
(L/min) 根部保护Backing
/
层间前期处理和层间处 Inter layer processing
理:/
and inter layer
层间温度:/
Interpass tempature:/
加热和冷却速度:/
Heating and cooling rates:/
摆动(焊道最大宽度) Weaving(maximum width of
(mm):/
run)(mm):/
工艺评定编号:PTC15.02532.5046
WPQR:PTC15.02532.5046
焊接位置:平角焊 Welding positions :PB 坡口制备和清理方式:/ 打磨 Method of preparation and cleanig:
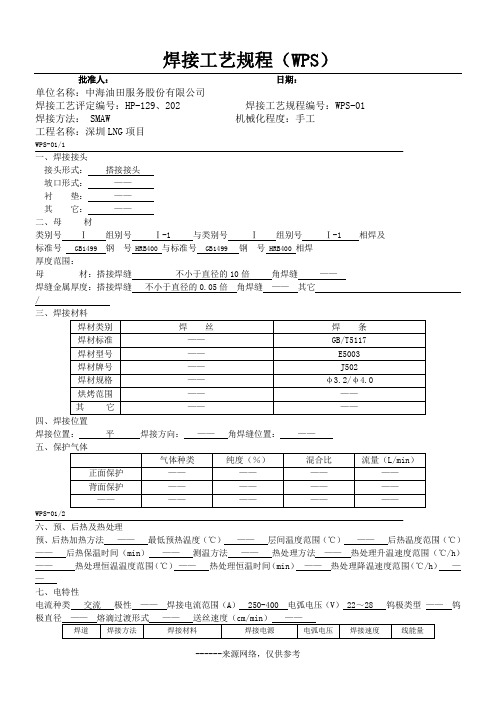
焊接工艺规程(WPS)
焊接工艺规程(WPS)
批准人:日期:
单位名称:中海油田服务股份有限公司
焊接工艺评定编号:HP-129、202 焊接工艺规程编号:WPS-01
焊接方法: SMAW 机械化程度:手工
工程名称:深圳LNG项目
WPS-01/1
一、焊接接头
接头形式:搭接接头
坡口形式:——
WPS-01/2
六、预、后热及热处理
预、后热加热方法——最低预热温度(℃)——层间温度范围(℃)——后热温度范围(℃)——后热保温时间(min)——测温方法——热处理方法——热处理升温速度范围(℃/h)——热处理恒温温度范围(℃)——热处理恒温时间(min)——热处理降温速度范围(℃/h)——
七、电特性
电流种类交流极性——焊接电流范围(A) 250-400 电弧电压(V) 22~28 钨极类型——钨
------来源网络,仅供参考
八、技术、质量要求:
1.钢筋笼焊接前,必须先进行钢筋材质及焊接质量送检,合格后,方可进行钢筋笼加工制作。
2.钢筋笼制作是在现场特制平台上进行的,钢筋笼平台是用120mm工字钢焊成的平面框架结构。
其纵横垂直,
周正水平,整体稳固。
3.50%。
或者
5.
6.
7.
8.
9.
10.
11.
接。
WPS-2/3
九、焊接接头简图
编制:日期审核:日期
WPS-3/3
------来源网络,仅供参考。
焊接工艺设计规程WPS

√
修改人 日期 半自动 [√] 自动 [ ]
位置 坡口位置: 角焊缝 立焊方向:上行 [ ] 下行 [ ] 电特性 过渡形式(GMAW) 电流:交流 [ [ ] 其他 钨极(GTAW) 短路 [ ] 熔滴 [√ ] 喷射 [ ] ] 直流反接 [ ]直流正接 [√ ] 脉冲
7பைடு நூலகம்
尺寸: 类型: 技术 直线或横向摆动焊道 横向摆动 多道或单道(每边) 单道 焊丝数 1 焊丝间隔 纵向 横向 角度 导电嘴到工件距离 20mm 锤击 √ 道间清理 √ 焊后热处理 温度 时间 焊接工艺
√
修改人 日期 半自动 [√] 自动 [ ]
位置 坡口位置: 角焊缝 立焊方向:上行 [ ] 下行 [√ ] 电特性 过渡形式(GMAW) 电流:交流[ [ ] 其他 钨极(GTAW) 短路 [√ ] 熔滴 [ ] 喷射 [ ] ]直流反接 [√ ]直流正接[ ] 脉冲
角焊缝
7
尺寸: 类型: 技术 直线或横向摆动焊道 多道或单道(每边) 焊丝数 1 焊丝间隔 纵向 横向 角度 导电嘴到工件距离 锤击 √ 道间清理 √ 焊后热处理 温度 时间 焊接工艺
J507 Φ3.2 焊条
横向摆动 单道
气体 组分 流率 气体喷嘴尺寸
预热 预热温度,最低 道间温度,最低
350-400℃
专业知识分享
WORD 格式
编辑整理
焊道 或 焊层 1 2
填充金属 方法 SMAW 等 级 直径 Ф3.2
电流 类型和极 性 直流 安培数或 送丝速度 120~140A 伏特 18-22 焊接速度 5-8m/h 接头详图
焊接工艺规程(WPS) 是[√] 免除评定 试验评定 或工艺评定记录(PQR) 是[ ] 标识编号 A004 修改 日期 公司名称 武汉江汉石油机械有限公司 焊接方法 SMAW PQR 辅助文件号 B004 采用的接头设计 类型 ⊥ 单面焊缝 [ ] 双面焊缝 [√] 衬垫:用 [ ] 不用 [√ ] 衬垫材料: 根部间隙 钝边尺寸 坡口角度 半径(J-U) 背部清根:用 [ ] 不用 [√ ] 方法 母材规格 Φ120/45 圆钢 类型或级别 厚度: 坡口 直径(圆管) 填充金属 AWS 规定 AWS 类别 保护 焊剂 焊丝-焊剂(等级) t10 板/Q235B 角焊缝 6- 7 批准人 类型—手工 [√] 机械 [ ]
焊接工艺规程FCAW (WPS)

文件编号WPS08—021 起草人:史珂发行版本 B 气体保护电弧焊焊接工艺规程(WPS) 审核人:陈有滨修订状态0 批准人:陈庆实施日期2008-3-10 共2页第1页依据的焊接工艺评定KR/HJ-HP-002(FCA W)接头简图接头接头形式:I形坡口对接(1G)衬垫(有):(无)无垫块(有)(无)无垫衬材料(型号)[ ]金属[ ]非金属[ ]不熔化金属[ ]其它母材类别号组号与类别号组号相焊;或标准号GB700-88 钢号Q235B 与标准号GB700-88 钢号Q235B 相焊厚度范围:[母材]:坡口焊6~20mm 角焊[管径范围]:坡口焊角焊其它:填充金属型号(牌号/标准号)填充金属尺寸Φ1.2mm熔敷(焊缝)金属厚度范围对接焊缝最大20mm 角焊缝焊丝-焊剂型号/牌号/标准号ER49-6GB/T8110-95 焊剂商标熔化型嵌条焊接位置焊接位置:平焊(1G)焊接方向:向上:向下:角焊缝位置:焊后热处理温度范围:时间范围:加热速度:冷却速度:保温时间:预热最小预热温度:5℃最大层间温度:200 ℃预热保持方式:气体气体混合比流量保护气CO2100% 5~10L/min 尾部保护气背面保护气电特性直流反接或直流:直流极性:反接电源(焊机)型号:NBC-200电流(范围):见焊接参数表电压(范围):见焊接参数表钨极类型:钨极尺寸:金属过渡方式(射流或短路等):短路过渡送丝速度范围:施焊顺序1.焊前清理:坡口面及两侧20mm范围内可见金属光泽2.装配与定位焊:按装配图要求装配工件,点固焊缝不大于40mm。
3.焊接:1)按规定参数调节焊接规范2)施焊正面焊道3)清理工件表面4)施焊背面焊道5)清理工件表面4.焊后清理方法:手动工具(渣锤、扁錾、角向磨光机等5.交检:工件表面无明显缺陷,清理彻底文件编号WPS08—022 山东科瑞石油装备有限公司起草人:史珂发行版本 B 气体保护电弧焊焊接工艺规程(WPS) 审核人:陈有滨修订状态0 批准人:陈庆实施日期2008-3-10 共2页第1页依据的焊接工艺评定KR/HJ-HP-002(FCA W)接头简图接头接头形式:V形坡口对接衬垫(有):(无)无垫块(有)(无)无垫衬材料(型号)[]金属[ ]非金属[ ]不熔化金属[ ]其它母材类别号组号与类别号组号相焊;或标准号钢号与标准号钢号相焊厚度范围[母材]:坡口焊不限角焊[管径范围]:坡口焊角焊其它:填充金属型号(牌号/标准号)填充金属尺寸Φ1.2mm熔敷(焊缝)金属厚度范围对接焊缝不限角焊缝焊丝-焊剂型号/牌号/标准号ER49-6 GB8110-95 焊剂商标熔化型嵌条其它焊接位置焊接位置:平焊(1G)焊接方向:向上:向下:角焊缝位置:焊后热处理温度范围:时间范围:加热速度:冷却速度:保温时间:预热最小预热温度: 5 ℃最大层间温度:200 ℃预热保持方式:气体气体混合比流量保护气CO2100% 5~10L/min 尾部保护气背面保护气电特性直流或直流:直流极性:反接电源(焊机)型号:NBC-200电流(范围):见焊接参数表电压(范围):见焊接参数表钨极类型:钨极尺寸:金属过渡方式(射流或短路等):送丝速度范围:施焊顺序1.焊前清理:坡口面及两侧20mm范围内可见金属光泽2.装配与定位焊:按装配图要求装配工件,点固焊缝不大于40mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FORM:WPS
CCS-WPS Rev.1.1/20080515-1/1 焊接工艺规程(WPS)
工作控制号:SH09OS00231-2-1
焊接工艺名称及编号脱氧钢板氩弧焊焊接工艺WPS09-09-02-1 制造厂名称及地址申佳船厂上海市浦东新区浦东大道2311号适用板材(钢管)规格/材质:厚度1.25~5mm/TU2
焊接方法:GTAW 接头型式:对接单道焊□X
多道焊□一
组合焊□一单面焊□X 双面焊□一背面清根□一
焊接位置:1G 焊接顺序:
母材牌号/级别/交货状态:TU2 焊接设备的型号和主要性能参数:500GP 母材板厚:2mm 是否带车间底漆:否气体种类:Ar 管子外径尺寸:焊道布置和焊接顺序(草图)坡口设计、加工要求和衬垫型式(草图)
焊接参数
焊接次序焊接方法焊材直径
(mm)
电流种类和
极性
焊接电流
(A)
电弧电压
(V)
焊接速度
(cm/min)
单产/多
道
热输入*
[KJ/cm]
气体流量
(1/min)
1 氩弧焊Φ1.
2 直流
正接
170-190 25-30 8-15 单道10-15
*如有必要时
焊接材料(型号/规格/等级):S221/Φ1.2
衬垫材料:施焊环境:车间
焊前预热温度(℃)道闸温度(℃)焊后热处理:
最低值最低值最高值150
其它有关特殊要求:
签名:
制造厂代表(SunXingbao) 日期2014年04月18日CCS验船师(ZhuZhenggang) 日期2014年04月21日
0.5-2。