普通浇注系统设计
浇注系统设计

浇注系统设计
喷淋灌溉系统的设计包括雨水收集装置、水泵、水管、周围地面坡度等,可划分为如下几个部分:
(1)雨水收集装置:用于收集雨水,收集到的雨水将用于浇灌。
可以使用雨水收集沟、雨水收集箱、小池等装置。
(2)水泵:用于将收集的雨水输送到地表浇灌系统,如果有交流电源的可以采用电动水泵,如果没有可以采用手动水泵。
(3)水管:将水从水泵输送到灌溉区域所需的水管,一般选用硬管或软管。
(4)地表坡度:定义地表坡度和浇灌方向,确保喷淋能够有效地浇灌作物。
(5)安装滴灌装置:滴灌管,在水管上安装滴灌装置,可以将水均匀地流入灌溉区域。
第8章浇注系统设计
第8章浇注系统设计8.1概述1.浇注系统的组成浇注系统是指模具中由注射机喷嘴到型腔之间的进料通道。
它的设计对塑件的性能、外观、成形难易程度有很大的影响。
分为普通浇注系统和无流道浇注系统。
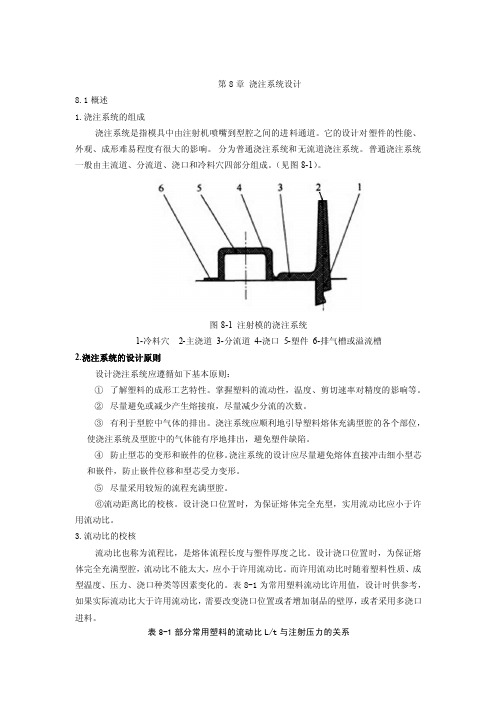
普通浇注系统一般由主流道、分流道、浇口和冷料穴四部分组成。
(见图8-1)。
图8-1 注射模的浇注系统1-冷料穴2-主浇道3-分流道4-浇口5-塑件6-排气槽或溢流槽2.浇注系统的设计原则设计浇注系统应遵循如下基本原则:①了解塑料的成形工艺特性。
掌握塑料的流动性,温度、剪切速率对精度的影响等。
②尽量避免或减少产生熔接痕,尽量减少分流的次数。
③有利于型腔中气体的排出。
浇注系统应顺利地引导塑料熔体充满型腔的各个部位,使浇注系统及型腔中的气体能有序地排出,避免塑件缺陷。
④防止型芯的变形和嵌件的位移。
浇注系统的设计应尽量避免熔体直接冲击细小型芯和嵌件,防止嵌件位移和型芯受力变形。
⑤尽量采用较短的流程充满型腔。
⑥流动距离比的校核。
设计浇口位置时,为保证熔体完全充型,实用流动比应小于许用流动比。
3.流动比的校核流动比也称为流程比,是熔体流程长度与塑件厚度之比。
设计浇口位置时,为保证熔体完全充满型腔,流动比不能太大,应小于许用流动比。
而许用流动比时随着塑料性质、成型温度、压力、浇口种类等因素变化的。
表8-1为常用塑料流动比许用值,设计时供参考,如果实际流动比大于许用流动比,需要改变浇口位置或者增加制品的壁厚,或者采用多浇口进料。
表8-1部分常用塑料的流动比L/t与注射压力的关系8.2主流道设计主流道是指浇注系统中从注射机喷嘴与模具接触处开始到分流道为止的塑料熔体的流动通道。
在模具工作时,由于主流道部分的小端入口及注射机喷嘴与具有一定温度、压力的塑料熔体会冷热交替地反复接触,比较容易受损,只有在小批量生产时,主流道才在注射模上直接加工,大部分注射模设计时,主流道通常设计成可拆卸、可更换的浇口套(见图8-2),延长模具的使用寿命。
浇口套(或主流道)尺寸要求:(1)主流道通常设计成圆锥形,其锥角α=2~6˚,内壁表面粗糙度一般为Ra=0.63μm。
浇注系统设计

基本组元的作用:
④ 横浇道 向内浇道分配洁净的金属液; 储留最初浇入的低温金属液和渣液; 使金属液平稳流动,阻渣浮气。
浇注系统设计
基本组元的作用:
⑤ 内浇道 控制金属液的充型速度和方向; 合理分配金属液; 调解铸件各部位的温度和凝固顺序。
浇注系统设计
3.1.2 浇注系统中液体金属的流动状态
各类灰口和球墨铸铁件
浇注系统设计
3.2.1 按组元的断面比例关系分类
④ 封闭开放式浇注系统 F阻 = F横
浇注系统的阻流段为横浇道或横浇道上设置的阻流装置。
形式:
F杯孔 ≥ F直 > F横 < F内
在这种浇注系统中,浇注时金属液是先封闭后开放。
浇注系统设计
浇注系统设计
3.2.1 按组元的断面比例关系分类
⑤ 结构和分布要便于造型和清理,节约金属。
浇注系统设计
2.5.2 机械加工余量
机械加工余量按GB/T6414-1999 确定。
国家标准GB/T6414-1999 中规定,机械加工余量代号为RMA, 等级由精到粗分为A、B、C、D、E、F、G、H、J 、K 10个 等级。
浇注系统设计
浇注系统设计
浇注系统设计
形式:
F杯孔 ≤ F直 < F横 < F内
在这种浇注系统中,浇注时金属液一般是非充满状态。
浇注系统设计
3.2.1 按组元的断面比例关系分类
② 开放式浇注系统(非充满式)
特点: 阻渣效果差,易卷气;
充型平稳,金属氧化轻。
适用: 有色件、球铁件
漏包浇注的铸钢件
浇注系统设计
3.2.1 按组元的断面比例关系分类
③ 半封闭式浇注系统 F阻 = F内
10浇注系统设计
锥度对于流动性差的塑料 可取到6度。
主流道大端尺寸D:
Q1 D 2( )3(cm)
其中: D:大端直径,cm; Q:流经该流道的熔体的体积流率,cm3/s; γ:熔体在该流道的剪切速率,1/s;主流道: 5x103。
29.09.2020
目的与要求: 1.掌握浇注系统设计原则,组成、作用。 2.掌握主流道的作用、设计要点。 3.掌握分流道的作用、类型,设计要点。 重点与难点: 难点:浇注系统尺寸分析 重点:浇注系统各部分尺寸设计
29.09.2020
一、普通浇注系统的组成及设计原则 (一)浇注系统的概念
浇注系统:指由注射机喷嘴中喷出的塑料熔体进入型腔的流动 通道。 作用:使塑料熔体平稳有序地填充型腔,并在填充和凝固过程 中把注射压力充分传递到各个部分,以获得组织致密的塑件。
29.09.2020
29.09.2020
4.在多腔模中,各个型腔浇口方位必须保持一致
29.09.2020
5.减少熔结痕和提高熔结痕的强度
29.09.2020
6.浇口位置应使浇口便于修整
29.09.2020
29.09.2020
7.防止料流将型芯或嵌件挤歪变形
29.09.2020
(二)浇注系统平衡 计算多型腔模具各浇口的BGV值,同一塑件的多腔 模各浇口BGV值相同,不同塑件的多腔模各浇口的 BGV值与塑件质量成正比
29.09.2020
29.09.2020
主浇道穿过两块模板时应呈阶梯状,或采用浇口套
保证顺利拔出
H7/m6(过渡)、H7/n6(过盈)
浇注系统的设计

浇注系统设计1 浇注系统的设计要求浇注系统是指在模具中,从注射机喷嘴进人模具处开始到型腔为止的塑料熔体流动通道,分为普通浇注系统和无流道浇注系统。
浇注系统的作用是使塑料熔体平稳有序地填充到型腔中,并在塑料填充和凝固的过程中,把注射压力充分传递到型腔的各个部位,以获得组织致密、外形清晰的塑件。
普通浇注系统(下称浇注系统)一般由主流道、分流道、浇口、冷料井4 部分组成。
单型腔模具有时可省去分流道和冷料井,只有圆锥形的主流道通过浇口和塑件相连。
浇注系统的设计非常重要,设计合理与否对塑件的内在性能质量、尺寸精度、外观质量以及模具结构、成型效率、塑料利用率等都有较大影响。
浇注系统进行设计时,一般应遵循以下基本原则。
( l )适应塑料的成型工艺性能。
了解塑料的成型工艺性能,如塑料熔体的流动特性,温度、剪切速度对猫度的影响,型腔内的压力周期等,使浇注系统适应于所用塑料的成型特性要求,以保证塑件质量。
( 2 )结合型腔布局考虑。
尽可能保证在同一时间内塑料熔体充满各型腔,为此,尽最采用平衡式布局.以便设置平衡式分流道;型腔布t 和浇口开设部位力求沿模具轴线对称,避免在模具的单面开设浇口,以防止模具承受偏载而产生溢料现象;使型腔及浇注系统在分型面上投影的中心与注射机锁模机构的锁模力作用中心相重合.以使锁模可靠、锁模机构受力均匀;型腔排列尽可能紧凑,以减小模具外形尺寸。
( 3 )热量及压力损失要小。
应该尽量缩短浇注系统的流程,特别是对于较大的模具型腔,增加断面尺寸,尽量减少弯折,控制表面粗糙度。
( 4 )有利于型腔中气体的排出。
浇注系统应能顺利地引导塑料熔体充满型腔的各个角落,使型腔及浇注系统中的气体有序排出,保证在充填过程中不产生紊流,避免因气体积存而引起凹陷、气泡、烧焦等塑件成型缺陷。
( 5 )防止型芯变形和嵌件位移。
应尽量避免塑料熔体直接冲击细小型芯和嵌件,以防止熔体冲击力使细小型芯变形,使嵌件位移。
( 6 )保证塑件外观质量。
塑料件模具设计--浇注系统设计

(6)轮辐式浇口
轮辐式浇口的适用范围类似 于盘形浇口,带有矩形内 孔的塑件也适用,但是它 将整个周边进料改成了几 小段直线进料。这种浇口 切除方便,流道凝料少, 型芯上部得到定位而增加 了型芯的稳定性。
31
(7)护耳式浇口
它在型腔侧面开设耳槽,熔体通过浇口冲击在 耳槽侧面上,经调整方向和速度后再进入型 腔,因此可以防止喷射现象,是一种典型的 冲击性浇口,它可减少浇口附近的内应力, 对于流动性差的塑料极为有效,浇口应设置 在塑件的厚壁处。
这种浇口的去除比较 困难,痕迹大
32
(8)点浇口
点浇口又称针点浇口或菱形浇口,是一 种截面尺寸很小的浇口,俗称小浇口。 这类浇口由于前后两端存在较大的压力 差,能较大地增大塑料熔体的剪切速率 并产生较大的剪切热,从而导致熔体的 表观粘度下降,流动性增加,有利于型 腔的充填。
33
(8)点浇口的设计形式
图a所示为直接式,直径为d的圆锥形的小端直接与塑件相 连。
图b所示为圆锥形的小端有一段直径为d、长度为l的点浇口 与塑件相连。这种形式的浇口直径d不能太小,浇口长度l 不能大长,否则脱模时浇口凝料会断裂而堵塞住浇口,影 响注射的正常进行。上述两种形式的点浇口制造方便,但 去除浇口时容易相伤塑件,浇口也容易磨损,仅适于批量 不大的塑件成型和流动性好的塑料。
非限制性浇口是整个浇口系统中截面尺寸最大的部位,它主 要对中大型筒类、壳类塑件型腔起引料和进料后的施压作用。
21
1、浇口的类型
(1)直接浇口(又称主流道形浇口)
在单型腔模中,熔体直接流入型腔,因 而压力损失小,进料速度快,成型比 较容易,对各种塑料都能适用。它传 递压力好,保压补缩作用强,模具结 构简单紧凑,制造方便。
4、浇注系统设计 PPT课件
右图为点浇口进料塑件的流动距离比:
= ห้องสมุดไป่ตู้1 L2 L3 L4 L5 L6 t1 t2 t3 t4 t5 t6
§7.4 浇注系统设计
若流动比超过允许值时,会出现充型不足的现象, 常用塑料的极限流动比见下表
§7.4 浇注系统设计
Z形冷料穴:最常用
倒锥形冷料穴
圆环形冷料穴
§7.4 浇注系统设计
特点:
①开模时起拉凝料作用,推出时将凝料自动推出 ②拉料杆固定在推杆固定板上
作用:
①开模时起“拉主流道凝料”作用; ②推出时拉料杆将凝料自动推出。
应用:推杆、推管推出机构中
§7.4 浇注系统设计
底部不带推出的冷料穴
球头形,常用形式
§7.4 浇注系统设计
浇口设计
作用
浇口是连接分流道和型腔的进料通道,是浇 注系统的最远端
分类
限制性浇口 非限制性浇口
§7.4 浇注系统设计
限制性浇口
限制性浇口是指分流道与型腔间采用一段距离很短、截面 很小的流道。
作用:
(1) 通过截面的突然变化,使塑料熔体流速增加,摩擦加剧,温度 升高,黏度降低,提高流动性,有利于填充型腔; (2) 对多型腔模具,可调节浇口截面尺寸,以保证非平衡布置的型 腔同时充满; (3) 型腔充满后,熔体在浇口处首先凝固,防止熔体倒流,保证型 腔内熔料自由收缩固化成形,减小塑件内残余应力; (4) 便于浇注系统与塑件的分离,塑件上残留痕迹小。 但浇口尺寸过小会使压力损失增大,冷凝加快,补缩困难。
热流道
§7.4 浇注系统设计
普通浇注系统的组成
主流道 分流道 冷料穴 浇口
第五讲 浇注系统的设计

分流 道冷 料井
小水口 冷料井
大水口 冷料井
6 主流道
• 主流道是指连接注塑机喷嘴与分流道的通
道。
1.垂直式主流道的设计。 d: 主流道小端的直径。 d=注塑机喷嘴 孔+(0.5~1MM) L: 主流道的长度。 a:主流道的锥度。 L根据模具的 体结构来定。 a=一般在2~4度 范围内选取, 对粘度大的塑胶, 可以取到3~6度。 但由于受锥度铰刀的 限制,应尽 量选用标 准锥度值,或选用标 准唧嘴。
5 分流道
• 对分流道的要求
1.塑胶流经分流道时的压力损失及温度损失要小。 2.分流道的固化时间应稍后于制品的固化时间, 以利于压 力的传递及保压。 3.保证塑胶迅速而均匀的进入各个型腔。 4.分流道的长度应尽可能的短,其容积要小。 5.要便于加工及刀具选择。
• 分流道的截面分析
1.圆形截面分流道如图。圆形截面分流道的优点是表面积与体 积之比值为最小,在容积相同的分流道中,圆形截面积分流 道中的塑胶与模具的接触面积为最小,因此其压力损失及温 度损失小,有利于塑胶的流动及压力传递。其缺点是圆形截 面分流道必须在动模及定模上分别加工两个半圆,因此加工 量大。 2.U形截面分流道如图。其截面接近圆形截面,同时这种截面 的分流道只在模具的一面加工,因此是一种常用的形式。其 缺点是与圆形流道相比,热损失大,流道废料较多。 3.梯形流截面积分流道如图。此种截面是U形流道的变形,与 以上两种截面相比,热损失较大,但便于分流道的加工及刀 具的选择,因此也是常用的一种流道。 4.半圆形截面和矩形截面的分流道较以上三种次之,在能够选 择以上三种的情况下最好不要选取这两种。
第五讲
浇注系统 的设计
一.浇注系统的 组成及功能
• 浇注系统由主流道 分流道 浇口及冷料穴组成。 • 浇注系统的功能,就是将熔融的塑料,经过注塑机喷嘴,在高 •