过盈连接组件超声辅助压装减摩分析
工业过盈配合方法研究报告

工业过盈配合方法研究报告工业过盈配合方法研究报告摘要:本研究旨在探究工业过盈配合方法,通过实验研究和数据分析,对工业中常用的过盈配合方法进行了评估和比较。
本次研究采用了两种过盈配合方法,分别是压配合和热装配合,通过实验测量了两种方法下的受力性能和装配过程中的变形情况。
研究结果表明,压配合适用于轴承装配,能够获得更好的受力性能,而热装配合适用于大型零部件的装配,能够减少变形情况。
本研究为工业过盈配合方法的选择和应用提供了参考依据。
1. 引言工业过盈配合是指在装配过程中,零部件的尺寸有意选择偏大,使其与配合零件之间产生一定的压力或热膨胀,以增加连接力的一种装配方法。
过盈装配常用于要求较高的齿轮、轴承、钻头等工业零部件的装配。
工业过盈配合方法的选择和应用对于确保装配质量、提高产品性能至关重要。
本研究旨在探究工业过盈配合方法的优缺点及适用范围,为工业装配提供科学依据。
2. 材料与方法2.1 实验材料本次研究采用了两种材料进行实验:钢轴和铝套。
2.2 过盈配合方法2.2.1 压配合压配合是指在装配过程中,通过外力的施加,使零件获得一定的弹性变形,从而通过零件的弹性恢复力实现装配。
本次实验中,采用了逐渐增加的压力将钢轴装配到铝套中。
2.2.2 热装配合热装配合是指在装配过程中,通过加热使零件产生热膨胀,以降低装配阻力并实现装配。
本次实验中,钢轴通过加热至一定温度,然后装配到铝套中。
3. 结果与讨论3.1 受力性能对比通过受力测试仪测量,对比了压配合和热装配合下零部件的受力性能。
结果显示,压配合下的受力性能更好,会产生更大的连接力,相比之下,热装配合的受力性能较差。
这是因为压配合在装配过程中会产生大的弹性变形,形成良好的连接,而热装配合则依赖于热膨胀,连接力较小。
3.2 装配过程中的变形情况通过显微镜观察和测量,对比了压配合和热装配合下零件在装配过程中的变形情况。
结果显示,压配合过程中,钢轴和铝套之间出现了明显的变形,但变形范围可接受。
最大过盈0.005 -回复

最大过盈0.005 -回复1. 什么是过盈?过盈是指在装配过程中,配合件之间存在一定的间隙,这个间隙一般是一种负公差,使得两个配合件能够紧密排列在一起。
过盈是为了确保配合件之间的稳定性和紧密度,从而实现更好的工作效果和使用寿命。
2. 为什么需要过盈?过盈的主要作用是确保配合件的连接性能和精度,从而提高装配件的可靠性和稳定性。
具体来说,过盈的好处有以下几点:首先,过盈可以消除零件之间的间隙,确保零件之间的接触面是紧密的,从而提高传递力和传导效率,减少能量损失。
其次,过盈可以增加连接的刚度和稳定性,提高装配件的抗震性和抗变形能力,使其在工作过程中更加稳定可靠。
再次,过盈还可以减少噪声和振动,改善工作环境,提高产品的舒适性和使用寿命。
3. 什么是最大过盈?最大过盈是指在装配过程中,允许的最大配合间隙。
通常以小数形式表示,如0.005。
最大过盈值的选择取决于实际需求,不同的应用领域和工作条件对于过盈的要求会有所不同。
根据最大过盈值的选择,可以确定配合件的尺寸和公差范围。
如果超过最大过盈值,可能会导致装配件无法正常工作,甚至出现失效。
4. 如何控制最大过盈?控制最大过盈需要从设计和制造两个方面入手。
在设计方面,需要根据实际应用要求和工作条件来确定最大过盈值。
例如,对于要求紧密连接的高精度仪器,最大过盈值可能会比较小,以确保尺寸和公差的精确性。
而对于一些机械装配件,最大过盈值可以适当放宽。
在制造方面,需要通过控制加工工艺和采用适当的公差控制方法来控制最大过盈。
加工工艺的控制包括机械加工、热处理、表面处理等,以确保零件的尺寸和形状精确度。
公差控制方法包括选用适当的公差等级、采用渐进公差和承接原则等,以确保配合件的匹配性和稳定性。
此外,还需要根据实际情况进行装配试验和验证,及时调整和优化最大过盈值,以确保最终产品的性能和可靠性。
总结:过盈是配合件装配过程中的一种负公差,它能够确保配合件之间的紧密度和稳定性。
最大过盈是指在装配过程中允许的最大配合间隙,它的好处包括提高连接性能和精度、增加刚度和稳定性、减少噪声和振动等。
挤压机挤压筒过盈配合接触问题的有限元分析
挤压机挤压筒过盈配合接触问题的有限元分析作者:李永亮,高素荷来源:《科技创新与生产力》 2015年第7期李永亮,高素荷(太原重工股份有限公司技术中心,山西太原 030024)收稿日期:2015-02-09;修回日期:2015-05-09作者简介:李永亮(1982-),男,山西代县人,工程师,主要从事机械产品CAE仿真、分析及优化设计研究,E-mail:jszxcaelyl@。
在工程实际中,常遇到工作需要求解过盈配合接触问题而有限元分析软件却不具有接触分析功能的情况,使结构分析工作者和设计人员感到束手无策,无法求解,陷入尴尬境地。
文章旨在通过对求解大型挤压机扁孔挤压筒过盈配合接触问题的工作实践对这一问题进行研究和探索,介绍一种应用力法原理求解过盈配合接触问题的方法。
挤压筒是挤压机设备中的重要部件之一,是主要受力部件。
它的工作原理是在挤压机工作时,挤压筒因挤压杆压缩筒内的工作液体而产生高压,使坯料经模子挤压成型。
在大型挤压机设备设计时,一般采用过盈配合的预应力组合筒,以减小应力峰值,提高筒体承受内压的能力。
对于一般的圆孔挤压筒,在进行其力学特性分析时可以简化为厚壁筒,应用弹性理论直接求解。
而对于图1所示的扁孔挤压筒,由于其过盈配合面上的接触压力在不同的弧段,值也不同,因而很难用手工算法求解。
为了更好地掌握扁孔挤压筒的应力应变规律,根据力法原理,应用CAD/CAE/CAM集成软件UG中的GFEM PLUS模块,对这种采用过盈配合的预应力扁孔组合筒进行了有限元分析研究,并应用MSC.MARC程序对计算结果进行了校核验证。
1 力学模型的建立此次计算的挤压机挤压筒为过盈配合的预应力组合筒,内筒与外筒结构见图1。
由于挤压筒属于厚壁筒,其约束和工作载荷也是对称分布,故可取1/4结构按平面应变问题求解。
在建立力学模型时,选取UG软件中QUAD/4单元为基本单元,约束其平面法向位移和平面对称轴线上切向位移,将工作载荷均匀作用在内筒内壁上。
连杆疲劳试验小头孔过盈装配受力分析及对试验的影响
前 言
连杆 开 发和生 产 过程 中 ,需 对连 杆 进行 疲劳
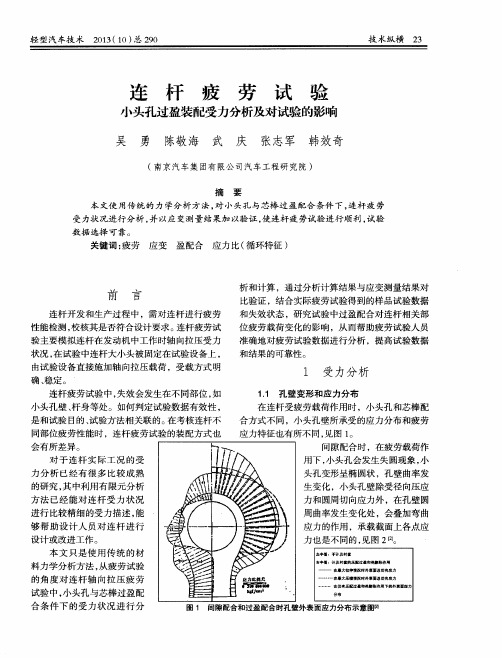
析和 计算 ,通 过分 析计算 结果 与应 变测 量结 果对 比验 证 ,结合 实 际疲劳试 验得 到 的样 品试 验数据 和失 效状 态 ,研究试 验 中过盈 配合 对 连杆 相关部
n: 孑 L 壁周向拉力
图 3 过盈配合, 在拉 力 载 荷 作 用下 , 孔 壁 不 失 圆的 状 态
1 . 3 . 1 过盈 8时, 孔壁 产生 的周 向变 形 L . 和
应变 s 计 算
f, o
1 . 2 受力分 析
厶 窭
百 + + ;
( 1 )
、
s
式中
位疲 劳载 荷变 化 的影响 ,从 而帮 助疲 劳试 验人 员
性能 检测 , 校核其 是 否符合设 计要 求 。 连杆疲 劳试 验 主要模 拟 连杆在 发 动机 中工作 时轴 向拉压 受力 状况 , 在试 验 中连 杆 大小头 被 固定在 试验 设备 上 , 由试 验设 备 直接施 加 轴 向拉 压 载荷 ,受 载方 式 明
。孺 蜀 匹
t , a
l ,
x / "
( 、 2) ,
I 一 小 头孔薄壁 部分 的初 始长度 ( mm)
L — —小 头孔薄壁 部分 的伸长量( mm )
h — —小头孔 薄壁 部分 的原 始厚度 ( mm ) d —— 小头 芯棒和小 头孔 的公 称尺 寸( mm 1
圆周方 向均 匀分布 , 孑 L 壁 周 向拉 应力 在 B 角 度 区 域 内呈 近似均匀 分布 ( 在 B 角度 区域 内连杆 小头
组件产品过盈配合分析讲解

? 过盈配合理论压入力的计算 :F=Pfmax∏dfLfμ ? 式中 F——压入力(N) ? Pfmax——结合表面承受的最大单位压力( N/m㎡) ? df——结合直径( mm) Lf——结合长度( mm) ? μ——结合表面磨擦系数 (0.07-0.15)
? 实际有效配合长度 Lf=2.68 δmax ——最大过盈量
δmax=0.017
? δmin——最小过盈量 δmin=0.004 ? μ——结合表面磨擦系数 (0.10-0.20) 钢—软钢 ? Ca=2.2868 Ci=1.68 ? 理论最大压入力 :Fmax=721.27N ( μ=0.10)
或前盖外径增加容屑槽) 实际事例:0040047、0280009止口件外径设计环
形槽 内孔锥度不良 顺锥度:适当减小有效配合长度,增加前盖压入端
倒角长度 倒锥度:适当增大前盖外径尺寸以增加有效过盈量
实际计算事例:( 0040022插芯压制)
? 压块按XT-0040022-01-02(1.2 版)加工检测合格 ,与插芯
前盖外径¢2.932(+0.003^-0) 的配合 压制类 组件
以下资料中:D—孔径尺寸 d—轴径尺寸
δ(过盈量大小)=d(轴径实际尺寸)-D(孔 径实际尺寸)
δmax=dmax-Dmin δmin=dmin-Dmax
影响组件压入力的主要因素
? 有效配合长度——Lf
孔深尺寸减去孔口及轴配合端倒角长度 Lf↑ F ↑
影响组件压入力的主要因素
? 配合零部件形位公差(重点是压块内孔) ? 圆度/圆柱度
基于超声振动的轴上过盈配合零件拆卸系统设计与试验

基于超声振动的轴上过盈配合零件拆卸系统设计与试验付玄;刘自成;叶本远;徐广庆;杨光【摘要】针对采用传统工艺方法在拆卸轴上过盈配合零件时费时费力且易对配合面造成损伤等问题,根据超声振动的功率、传递等相关特性,设计了1种新型拆卸系统,其工作时过盈配合零件在轴向作用力和高频轴向振动的共同作用下从轴件上分解下来.该系统设计主要利用传输矩阵法对系统的振动子进行设计建模,通过振动拆卸对比试验,从拆卸压力峰值、试验件表面温度和表面质量等方面对拆卸效果进行验证,试验结果表明:超声振动能有效减小分解时所需的轴向拆卸力,提高轴上过盈配合零件的拆卸效率,且不会对配合面造成损伤.【期刊名称】《航空发动机》【年(卷),期】2018(044)006【总页数】6页(P97-102)【关键词】超声振动;过盈配合;摩擦力;传输矩阵法;拆卸系统;航空发动机【作者】付玄;刘自成;叶本远;徐广庆;杨光【作者单位】中国航发四川燃气涡轮研究院,四川绵阳621000;中国航发四川燃气涡轮研究院,四川绵阳621000;中国航发四川燃气涡轮研究院,四川绵阳621000;中国航发四川燃气涡轮研究院,四川绵阳621000;中国航发四川燃气涡轮研究院,四川绵阳621000【正文语种】中文【中图分类】V236.20 引言过盈配合因其定位精度高、承载能力强、结构简单可靠,在航空机械结构的轴类组件中广泛应用。
过盈配合一般采用热压合法进行装配,但拆卸过盈配合零件时则相对困难,目前常用的机械拔具拆卸法易对零组件配合面造成损伤,而温差拆卸法存在操作风险较高且等待时间较长等问题,2种操作方法均费时费力,严重影响了轴上过盈配合零件拆卸的质量和效率。
为解决上述问题,本文根据超声振动的功率、传递等相关特性,拟将超声振动应用于轴上过盈配合零件的拆卸领域。
尽管目前超声振动在机械加工方面已广泛应用[1-2],但将其应用于零部件的装配及拆卸操作中的相关研究鲜见报道,而对这类振动拆卸工艺方法的探索及研究将具有十分重要的理论意义和实际应用价值。
一种维修现场的过盈配合装配工艺
一种维修现场的过盈配合装配工艺发布时间:2021-09-06T11:24:54.153Z 来源:《科学与技术》2021年4月11期作者:文道海[导读] 电铲是我矿的主要生产设备,该设备在维修过程中经常遇到孔、文道海龙煤鹤岗分公司新岭煤矿,黑龙江鹤岗 154106摘要:电铲是我矿的主要生产设备,该设备在维修过程中经常遇到孔、套类零件的过盈装配,由于维修现场没有现代化装配的设备,以往一直采用依靠人力进行冲击的压入装配方式,为了减轻维修工的作业强度,改进装配工艺,提高装配效率,设计制作了一种可以用于维修现场进行过盈装配的压力机。
关键词:压装压力机铜套维修引言wk-4型电铲是我矿露天剥岩使用的主要设备,采用履带式行走机构,该设备的行走运转机构多采用整体圆柱滑动轴承,材质主要为青铜。
在生产工作中铜套的摩损较快,每个检修期基本都需更换。
铜套与被包容件之间为过盈配合,过去装配铜套一直采用人工压装的方式,为了降低维修工的劳动强度,提高装配效率,缩短检修工期,通过仔细研究装配工艺,利用中空液压千斤顶设计制作了一台压力机,可用于现场检修的铜套装配系统。
1装配方法的选用(1)热装。
因为包容件多为设备大部件,如电铲履带架、底盘等,体积大、附带结构多,无法对其进行均匀加热,难以控制加热温度,部分机构也不能进行高温加热,所以不能采用加热装配法的装配方法。
(2)冷装。
冷装对于冷缩时间有着要求,且冷缩所需要的干冰或者液氮等介质,不易储存,被包容件冷缩时的尺寸也不易测量,装配过程要求较为严格,必须一次装配到位。
而检修现场的条件较为复杂,难以保证达到冷装的装配工艺要求,排除冷装方法。
(3)压装。
压装一般采用人工压装或压力机压装,即冲击压入和压力机压入人工压装即在铜套端面垫软金属垫,人力用手锤或者重物进行冲击装配,这种装配方法虽然简便,但导向性不易控制,易出现歪斜,且需要耗费大量人力,维修工的劳动强度大,效率低,铜套也可能因为冲击而发生变形,装配完成后还要进行处理。
转炉倾动机大齿轮过盈连接设计及有限元分析
3.3 结果分析 (1)过盈连接
板的位置,压力在辐板范围内较大,在两端较小, 总体上呈现倒 U型分布。有限元仿真分析与理 论计算相比考虑了辐板的影响,且两辐板间范围 内轮毂轴径要比两端轴径大,理论计算时是直接 按最大轮毂直径计算的,因而有限元仿真应力分 布更 真 实。从 图 5中 可 以 看 出,过 盈 量 分 别 为 13mm、16mm、19mm 时,轮 毂 结 合 面 最 大 压 力 分别为 657MPa、811MPa和 965MPa。表 2中 理论 计 算 过 盈 量 分 别 为 13mm、16mm、19mm 时 过 盈 装 配 的 拆 装 压 力 值 分 别 为 734MPa, 8998MPa和 1065MPa,比仿真结果略大。考虑 到理论计算拆装压力时上文式(6)计算取了 11 的系数,因而可认为理论计算和仿真计算压力值 比较接近,理论计算的结合压力可用于指导过盈 连接的液压装配。
可计算过盈连接安装时结合面所需的压力及轴向
压入力,分别如式(6)、(7):
( ) px
= 11 × ( [δmax]
dm
Ca +Ci Ea Ei
( )d
2
))
dm
pxi =pxπdmlf(μ1 +C2)
+ EXmax(1 - 2d (6) (7)
式(6)、(7)中 δmax为中间套与轮毂间的最大 过盈量,过盈量按 13mm、16mm、19mm分别计
HuangJun1 LuChungang2 YaoJuan1 SongXiaoyan1
(1:WISDRIEngineering& ResearchIncorporationLimited,SteelmakingBranch,Wuhan430223; 2:JiangsuLihuaiSteelCo.,Ltd.,TechnicaltransformationDivision,Huai’an223001)
一种过盈压装装配工序的过程监测系统
一种过盈压装装配工序的过程监测系统周铨【摘要】过盈装配是一种常见的装配方式.论文提出了一种用于过盈压装产线的生产过程监测系统,通过对产线各阶段实时监测,在装配过程中进行质量控制和数据采集,于不同安装阶段排查不合格产品并进行针对性处理.同时采集的数据将进行汇总、整理、分析,生成综合数据报告,用于各生产部门间交流,最终实现产品从研发设计到生产加工等过程中的最优结果.%Interference assembly is a common methodof assembly. In this paper, a monitoring system for surplus pressure production line is presented. Through real-time monitoring of production lines, quality control and data collection during assembly process, we check the unqualified products in different installation stages and conduct targeted treatment. At the same time, the collected data will be aggregated, sorted, analyzed, generated comprehensive data report, used for communication between production departments, and ultimately achieve the optimal results from product R & D to production and processing.【期刊名称】《机电产品开发与创新》【年(卷),期】2018(031)003【总页数】3页(P84-86)【关键词】过盈配合;实时检测;尺寸测量;质量监控;信息综合【作者】周铨【作者单位】南京中车浦镇海泰制动设备有限公司,江苏南京 211800【正文语种】中文【中图分类】TH60 引言压装配合是通过压力机,对尺寸关系为过盈关系的配合零件进行压接,不同于其他装配方式,压装配合多用于流水式生产,以压装机为核心,布置相关组件产线,在压装前进行预配合,完成后通过压装机进行装配。
连杆小头孔衬套压装质量控制的研究
收 稿 日期 :0 1—1 21 1—1 修 回 日期 :0 1 1— 0 6; 2 1 —1 3
作 者简 介 : 正 德 ( 95 ) 男 , 海人 , 众 动力 总 成 ( 海 ) 限 公 司 教授 级 高 级 工 程 师 , 究 领 域 为计 量 与 检 测 , E —m i zeg e zu 朱 14 一 , 上 大 上 有 研 ( al h nd .h )
述 连杆 小 头孔 衬 套 组 件 , 的 就是 其 在 工 况 下 的可 指
靠性、 即抵 御衬 套从 连杆 小头 孔 中脱 出 的能 力 。 本 文研 究对 象 是某 系 列 小 排量 汽 油 发 动 机 的连
过检 测 某 项 相 关 参 数 来 实 现 对 压 装 工 艺 过 程 的 监
@ V — p we t i . o 。 W o rr n t m a
・
3 8・
组合机 床 与 自动 化加 工技术
第 2期
在本 文后 面再谈 。
最大 , 由前 面分 析可 知 , 这 时 的轴 向摩 擦 力 为最 大 即 值 F。 。
2 连 杆 小 头 孔 衬 套 压 装 的机 理 分 析
Ta n o r c ia x mpl nd t v l tn o c u i n t sa tce p e e t h ei b e m eh o a — kig f rp a t le a c e a he e auai g c n l so hi ril r s n st e r la l t od t s s r u l y ofpr s o t u e q a i e sm un i t ng.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
代
制
造
、工
艺
装 备
Equipment
l 2018年第4期
过盈 连 接 组 件超 声 辅 助压 装减 摩 分 析
张 伟 超 ,娄 志 峰 ,王 兴 远 学院 ,辽 宁 大连 116000)
摘 要 :过 盈连接组件采用传统压入 式方法装 配 时,由于组件界 面 间摩擦 力较 大 ,造 成磨损 严重 ,装 配后连接 力降
symmetr ic f inite element model of interference joints is buih by ABAQUS software.And under the uhrasonic vibration,the
interfacial friction behavior in different interference amount is discussed.The friction force calculated by simulation was COB- pared with the measured value. rhe results show that the simulation values are consistent with the measured values.Then the model is used to simulate the relationship between amplitude,f requency,press — f itting speed,interference am ount,f riction coeficient and friction reduction rate during ultrasonic assisted press—f itting.The simulation resuhs show that the vibration frequency and press— f itting speed have no effect on the f riction reduction rate.In general,the factors that cause fr iction in- crease will reduce t he frietion reduction rate.W hen other factors a re constant,the friction reduction rate wi11 increase,with the increase of amplitude. K eyw ords:ultrasonic assisted press— fitting,interference,antifriction,f inite elem ent
力增大 的因素 (过 盈量增加、摩擦 系数 增加)都会使减摩 率降低 ;其 它因素不 变时,压头振幅增加 ,减摩 率增加。
关键词 :超 声辅助压装 过盈 减摩 有 限元
中 图 分 类 号 :TG375.9
文 献 标 识 码 :A
文 章 编 号 :1002—6886(2018)04—0001—05
Abstract:when the interference joints is assembled by traditional press—fitting method,the weal"is ser ious,and the connec-
tion force iS reduced after assembly because of the greater friction foroe between the interface of the parts.In order to reduce the fr iction force of interference assembly,an ultrasonic assisted press— fitting technology is proposed.It is observed experi— m entally that interfacial friction can be reduced significantly if axial ultrasonic vibration is imposed to indenter.And the smaller the interference amount.the more obvious the antifriction effect of the ultrasonic vibration.When the inter ference a— mount is 141xm ,the fr iction force after introduction of ultrasonic assisted press—f itting can be reduced by 29.12% .2D axi-
R esearch on friction reduction of ultrasonic assisted press——fitting of interference fitting parts ZHANG W eichao,LOU Zhifeng,W ANG Xingyuan,W ANG Xiaodong
低 。为 了减 小过盈连接组件压 装时的摩擦 力 ,提 出一种 超声辅助压装技术 。试验表 明,在 压头上施加轴 向超声振 动
可 以显著 降低组件压 装过 程 中的界 面摩擦力 。实验结果 显示 ,过 盈量越 小,超 声振 动 冲击带来的减摩 效果越 明显 。
当过盈量 为 14恤m 时,引入 超声振 动冲击后的摩擦 力可减 小 29.12%。采用 Abaqus软件建 立过盈连接 组件二 维轴
对称有 限元模型 ,探 讨不 同过盈量的过盈组件在超 声振 动冲 击影响下 的界 面摩擦行 为。将仿真 计算得到 的摩擦 力
与 实测值进行 比较 ,仿真值与 实验测量值相符 ,模型合理 。然后 利用该模 型仿 真分析超声压装过程 中的振 幅、频 率、
压装速度 、过盈量、摩擦 系数 和减摩 率的关 系,结果表 明 :压 头振 动频率 和压装速度 对减摩 率无影响 ;一般 引起摩擦