服装生产工艺单模板
服装生产的工艺单

裁剪
面料容易滑动,裁剪在每层面料之间夹着一层纸
(2)各部位纱向按样板所示。
小烫
面料不耐高温,熨烫高温不易过高
(3)各部位钉眼、剪口按样板所示。
门襟
统一门襟2cm,为了防止宽窄不一样,门襟用模板制作
(4)推刀不允许走刀,不可偏斜。
前片
先育克链接,育克锁边
(5)钉眼位置准确,上、下层不得超过0.2cm。
For personal use only in study and research; not for commercial use.
Nur für den persönlichen für Studien, Forschung, zu kommerziellen Zwecken verwendet werden.
领面
3
袖克夫
5
门襟
2
主料
辅料要求
面料
蓝色格子布料(棉)
用线要求
明线用配色20/2牛仔线,其余部位均用本色40/2缝纫线
衬
有纺衬(门襟处)
针距要求
明线10合缝14针/3CM,锁边16针/3CM
扣子
透明白色扣子
机针型号
缝制用11号,较厚部位用12号机针
锁边
四线锁边,领边线宽0.5CM
裁剪工艺要求
注意事项
后片
无分割,注意省的缝合
(6)打号清晰,位置适宜,成品不得漏号。
扣眼
扣眼用套结机,大小0.5cm
缝纫工艺要求
袖克夫
袖克夫大小不一样
(1)各部位缝制线路整齐、齐固、平服。
袖口
袖口压明线,明线顺直,宽窄一致,接头在缝处
(2)上下线松紧适宜,无跳线、断线、起落针应有回针。
服装生产工艺单

手工部位
入, 不能起扭.
门襟纽扣及平眼扣钉法 : 六股四针绕四圈后打结 , 再倒回针
6领:上下领面里分别贴衬 , 上领略翻折量即可 . 上领一周切 0.12*0.6CM双线 . 上领下
两次 , 固定不散 . 反面加 0.9CM小垫扣
口修好 , 领座二片修剪大小一致 , 领座反面用回纹带 , 在装领线一周切 0.1CM,领座中间均
小计
30 30
60
1. 商标车于后中领里居中四周压 0.1CM; 2. 尺码标居中夹于商标下口。
3. 洗标对折订光车于左侧缝底边上 20CM倒, 向后身 , 成份朝上。
成品质量要求
1:成品规格符合工艺单要求。 2:成衣平整无极光,无死活线头,无污迹。 3:细部均以样板,实样为准。 4. 各标端正,各对称部位要对称。
36#
38#
40#
80.7
16- 米色
10
20
37.5
21- 黑色
10
20
98
85
123
合计:
0
20
40
62
17
13.1
41
特殊
16.5
部位
工艺
23.4
示图
23.2
33
36.6 特殊工艺备注说明
1. 所有面线倒针部位牢固,来回 3针,线头干净。 2. 所有接线须在同针同线上不易拉脱。 3. 所有拼缝拉伸时确保线迹不可断裂。
尺码标 *1 洗标 *1
第3/3 页
上 海YE 实 业 有 限 公 司
工厂产前样确认单
款号 :
品名:
主面料:
颜色:
工厂名称 :
单位: CM
服装全套工艺单模板
工艺单
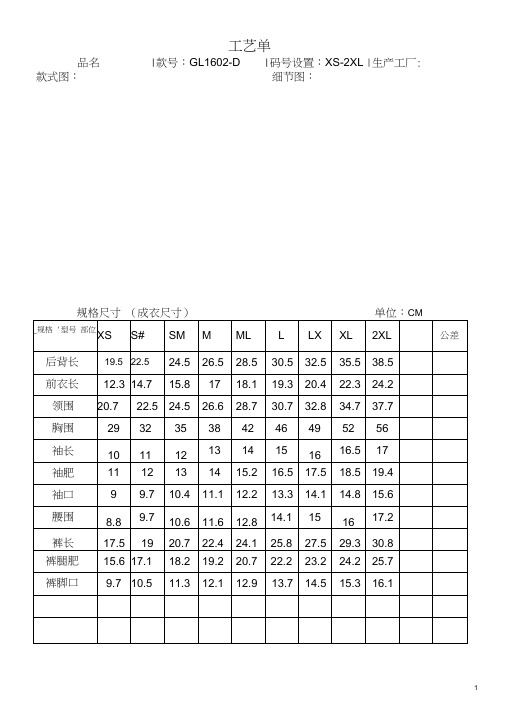
品名|款号:GL1602-D |码号设置:XS-2XL |生产工厂: 款式图:细节图:
规格尺寸(成衣尺寸)单位:CM
面料、里料料率:
裁剪比例
辅料用料:
裁剪要求:
1、裁剪前面料、里料及配料提前24小时开卷醒料,检验面料有无原残、色差、纬斜、粗纱、跳纱、污点、短码及幅宽等
问题,如有问题不得自行处理,应及时与跟单员联系,待确定解决方案后方可下裁;
2、根据生产通知的料率、规格、号型、数量进行裁剪;
3、裁剪前要先验板、核对板数(样板与样衣核对),避免画皮时丢片、漏片,严格按照样版标明的纱向裁剪(如遇样衣和
样板纱向不一致时应及时与跟单员或公司联系),如遇倒顺绒面料;所有裁片要按公司要求而定;如遇格子面料应横向对格、竖向对称;如有款式需要则先把裁片荒裁;
4、铺料时各层松紧要一致,推刀时不能跑刀、重刀、漏刀,上下皮误差不超过0.3CM。
刀口不超过0.3CM (来去
缝除外)刀口齐全,针眼须先试打,不能使面料抽纱,成品针眼不外漏,打号字迹清楚,号印齐全不外露;
5、粘衬要顺色(特殊要求除外),根据面料调整温度,压力以不开胶、不起泡、不损坏面料质地、使衣服不起皱为原则;
6、裁剪中有一些样板是多号共用,有一些样板是面衬共用,敬请留意,并请保证样板的原貌。
缝纫工艺说明。
秦唐公司服装生产工艺单

秦唐公司服装生产工艺单款号:3675裁剪和配色要求熨烫和包装要求面料辅料用量1、请妥善保管纸样,不得擅自修改或损坏纸样,纸样与样衣及成品一并交还。
纸样必须按样片分开原样交回。
2、分包时,必须分层以件编号。
3、黑色和降红色:均配本色扣子,黑色织带,黑色花边,亮白色半圆扣,本色里料,黑色衬。
4、5、注意:1,扣眼要打圆头拖凤尾(共3个扣眼,与样衣不同)。
2,花边有正反面,注意一致正确。
3领花边与驳头叉角处的花边宽窄要一致(缝份1cm);下摆花边与袖口花边宽窄一样。
(缝份做到最小)1、部位整烫平服,无极光,无水花,无烫焦和烫黄现象,线头剪干净。
2、装成品上不得有水迹、油渍。
3、服装成品整烫平整晾干。
4、成品服装待委托加工方检验员检验合格后方可包装。
5、用透明塑料袋包装,包装要平整。
6、条形码贴在包装袋正面右下方,条形码不能贴错,条形码不能歪斜。
货号项目单位数量E00020 阳离子弹力色丁M 2.93Q00001 6.5cm宽蕾丝花边M 10.7P00006内径2.5cm铁半圆扣副8K00007190T涤塔夫里料M 1.29R00001 2.5CM宽双面涤纶织带M 6.2L00011中厚弹力有纺衬M 0.88O00013 2.5cm平圆扣颗 4L00005 1CM直纹棉牵条50M/卷N M 3.2V000018平形商标chicstar个 1W000018透明包装袋35X50N个 13675 样板(每个码均为26片样板)套 1缝纫要求尺寸表单位:厘米1、整件衣服粘衬部位按样板说明,后片画线部位要求粘衬,2、门襟、前后领、前后袖窿拉牵带固定。
3、后片按刀眼放半圆扣,夹扣的织带要求做到最窄0.4cm,做到每个一致。
4、前后下摆上层花边的上口及袖口上口均密拷,后下摆花边要有一定的吃势量,花边不能紧。
按样板位置压在里料上,位置不可偏。
左右要对称。
5、领子按净样板做,左右角对称。
领上口花边长度按尺寸表剪,抽成净样尺寸。
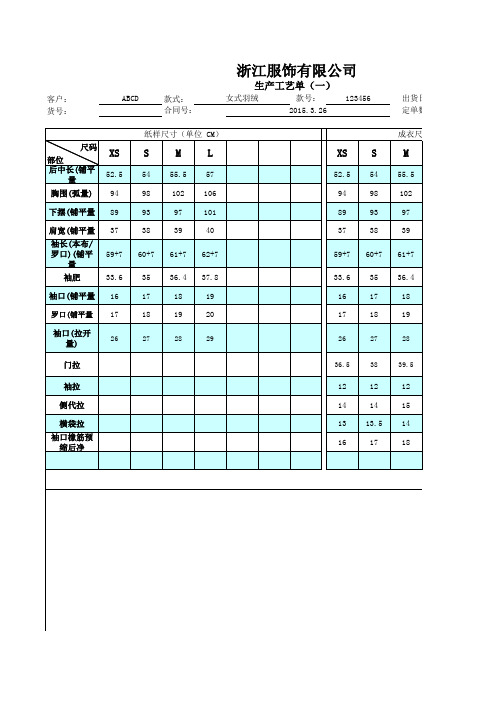
女西装生产工艺单1

女西装生产制造通知单
合同号款号款式数量交货期制表期
刀背女西装1000件2013-12-30 2013-6-14 规格尺寸(厘米)款式图
部位S M L 档差
衣长66 68 70 2
胸围92 96 100 4
腰围76 80 84 4
臀围100 104 108 4
肩宽38 39 40 1
领大35 36 37 1
袖长52.5 54 55.5 1.5
袖口13.5 14 14.5 0.5
腰节39 40 41 1
袋盖宽 5 5 5 0
颜色/尺码分配
颜色S M L 总数
白色60 340 600 1000
面辅料耗用
名称规格颜色数量使用部位备注
双面呢 1.44米(幅宽)白色 1.6米大身、袖子、领子、袋盖
舒美绸 1.44米(幅宽)白色 1.5米大身、袖子里布
有纺衬 1.44米(幅宽)白色1米前身,挂面,底边,袋盖面,袖口
无纺衬0.5米腰袋嵌线,领面里,开袋位
口袋布白色口袋
车缝线白色1500米全部车缝线
垫肩1副肩部
牵带2米
纽扣22mm 古铜色4个前门襟
袖山条1副袖山
主唛白底黑字1个车于后中距领边向下5厘米
洗唛连尺码白底黑字1个车于右袖窿里向下5cm
吊牌1个前中第一只纽眼上
胶袋1个一件入一胶袋
纸箱
制单:审核:。
羽绒服工艺单
如有发现边差,段差请及时反映技术科!!
单件用料:面料:3.4米/件
颜色
英文颜色
大身颜色
桔红 军绿
胆料:2.25米/件 面料撞色:0.5米
色号
XS
S
M
68
83
45
65
79
50
弹力布:0.15米 规格/配比
L 4 6
合计
133 162
95
10
0
CLN122-TC 超细尼龙 侧里*2 侧片*2 侧下*2 侧下里*2 大袖*2 大袖里*2 防风贴*4 挂耳*1 后侧下*2 后片*2 后上里*1 后下里*1
面料 后中下*2 肩贴*2 里禁下*2 前侧下下*4 前里*2 前片*2 前下*2 前下大袋布*2 前下代布小*2 前下里*2 上领
下代布大贴*2 下代布小*2 下代布小贴*2 下领*2 小袖*2 小袖里*2 袖口贴*2 左袖代布大*1 左袖代布小*1 左袖代唇*1 300T涤纶胆布胆料
胆料 侧片胆*4 侧下胆*4 大袖胆*4 后侧下胆*4 后片胆*4 后中下胆*2 肩贴胆*4 里禁下*2 前侧下下胆*4 前片胆*
置横切2条绗绒线穿面底.装领.三眼对准
势均匀 刀口对齐.车明线一条.重线要好. 间距1cm 门禁底同样衣拷明拷扣4副.闭合要好 .
尺码 .洗麦订于左侧缝底净上10cm 事项在下面.长度一致平铺车
绗绒线一定要对齐
牵带净1.5cm 整之后再装与衣身上。
所订位置 5cm .一圈车0.1线 .下口居中夹尺码 0cm 处开始往上订.洗麦正面居中夹订尺码;
.
李厂
第一页
规格/配比
小计 200 200
400
下*2 后片*2 后上里*1 后下里*1 布*2 前下代布小*2 前下里*2 上领*1 *2 左袖代布大*1 左袖代布小*1
服装工艺单模板(女装)
品名
规格
数量
使用部位
部位
颜色
编号
辅料
塑料袋
1个
原料颜色编号
面
商标
1个
洗涤
1个
尺码号
1个
里
吊牌
1个
吊牌坠
1个
嵌条
0.5cm
20cm
衬
装饰钻
1付
辅料
部位
纱向
数量
部位
纱向
数量
部位
纱向
数量
裁剪详情
前面
直
1
前领贴衬
横
1
后面
直
1
袖面
直
2
前领贴
横
1
后领贴
横
1
领口花边
横
1
子口花边
横
4
粘衬处必须放荒、根据面料性质决定醒料时间
8、包缝线整齐,宽窄一致,不能接线,线迹美观。
9、平整时不能拉抻,确保成衣规格。
外观要求
领口园顺,上袖子园顺,产品外观整洁,确保成衣规格。
垫肩
无
包装
平装
注意
事项
1、领口园顺、平服。
2、上袖子园顺左右对称。
3、平整时注意不要拉抻。
4、严格按工艺要求制作,确保成衣规格。
制表人:X X X审核人:X X X日期:X X X X年X X月X X日
商标
订在后领贴正中。
洗涤
夹缝在左侧缝距下摆10cm处。
吊牌
拴在尺码标处。
洗涤方法
水洗。
缝纫方法
缝纫面
1、合肩缝直顺,双包后倒缝烫平,小肩规格左右对称。
2、领口夹缝本料花边,抽花边褶量均匀宽窄一致。花边净宽:1.5cm,勾领口园顺里面平服。
服装生产工艺单
制单: 叶 师傅
审核:
第2/3页
款号: 成品色 颜色1
面料:
上海YE服饰有限公司
面辅料样卡
配料1:
面料贴样
配料2:
里料1:
贴样
颜色2
面料:
配料1:
配料2:
里料1:
贴样
洗唛
面料成份:
配料成份: 配料成份: 里料成份: 里料成份:
执行标准:
安全类别:GB18401 B 类
水洗方法 40℃以下水温轻柔手洗
不可漂白 阴凉处悬挂晾干 熨斗底最高温度110度
缓和干洗 与其他衣物分开洗涤 勿接触酸碱性物质
制单:叶 师傅
名称: 编号: 颜色: 用量: 部位: 名称: 编号: 颜色: 用量: 部位: 名称: 编号: 颜色: 用量: 部位:
辅料明细
名称: 编号: 颜色: 用量: 部位: 名称: 编号: 颜色: 用量: 部位: 名称: 编号: 颜色: 用量: 部位:
内,然后拼挂面,缝朝侧缝倒.
套结/锁眼部位 门襟
规格 圆头眼*2CM
4摆缝:拼缝包边滚,缝朝后倒. 5袖子:①大小袖拼缝包边滚,缝两边朝大袖倒.②袖口:折边卷光切2.5CM一周.③装袖:
前育克/后育克
竖打0.6CM(按样板位打) 圆装吃势均匀,两袖前后一致,内缝修至0.8CM然后包边滚0.5CM,滚边分缝包,不能塞
工厂在封样时一定按样板和工艺要求裁剪。工艺参照样衣和工艺单要求缝制。如 果在封样中有遇到问题请用书面文字表达出来。以备大货好操作。谢谢!
YE伊舍:/
商标、尺标 、水洗标定 商标编号: B0227228014
尺码标编号:B0227309016
上海YE服饰有限公司
生产工艺制作单
5261大工艺单表
左前胸 前身 标订法图解 后肩拼缝上,后肩克拼缝上各切0.1切线.后肩克上有间距3.5竖向行棉切线. 后身
隆(郯城) 单( 东 隆(郯城)服 装 公 司 工 艺 单(一)
合 同 业务员 用线 针脚密度 款式简图1 款式简图2 闫怡 注:大货结束,纸板归还技术科,纸板每码 张 交货日期: 工 艺 说 明 布鲁克斯 5261 客 户 款 号 1195件 品 名 男羽绒服背心 数 量 面料正反: 毛向正确 注意事项: 注意胆布软硬 裁剪
下摆面里套光向内折进净5贴边,贴边上有5条等分橡筋切线 下线
锁订 毛皮 手工
整理
后整理衣服不能有线头,粉印,污渍,油渍。 包装 制作: 复核: 制作日期:
隆(郯城) 单( 东 隆(郯城)服 装 公 司 工 艺 单(二)
合同: 客户: 款号: 品名: 业务员: 交货日期:
规
规格 部位
格
表
规格 名称
辅
单耗
料
表
羽绒成分: d
注 意 事 项
总克数 制作:
复核:
制作日期:
(完整版)服装工艺单模版
XXX服饰生 客户名称:XXX公司款号:M LMM0286 客户款号:图 纸 说 明半 成 品 操 作 工 艺 要 求1.主唛订于领托领下净3cm,黑色透明丝线0.2装领0.8cm缝位,刀眼对准,封领面里领三角针车订,面料做领挂 0.6cm*5cm.夹于后领缝居中,不可错位.洗唛车于左里袋贴下居中,距外框线0.2cm.字朝上. 6.装拉链领下10cm 处面略紧挂面略松,保持袋贴压0.1cm明线。
自然外翻,右前中拼皮2cm宽。
右门襟距领缝2.面加棉,大身加100G仿丝棉,袖加80G仿丝棉,面线左门襟宽度按版,长度按成衣门襟长度。
上距210D丝线,明线11针/3cm,暗线13针/3cm。
领缝0.7cm。
合齿门襟不可顶住领缝。
门襟3.前袋袋唇为对折皮料,四周压线0.1cm,转角方正,不起扭,拉链不可起浪。
车门襟夹皮料支线。
袋布在门襟处带条固定,袋布装饰线按版点位,线距7.袖片按版点位车装饰线,袖叉双支线宽1.60.8cm。
胸袋双支线拉链袋,上支线为皮,袋口宽1.4cm, 压线0.1cm,克夫按版,拉链保留封口铁和缝拉链露齿0.2cm,合齿后拉头朝前中.袋口前中处车双层8.订肩袢按版点位,装面袖肩点前后各4cm处三角皮,大小按版,左右对称。
前袋、胸袋装饰线按版点位, 山略拨开。
注意肩点处不可出现凹三角现象车转角圆顺.线距0.8cm。
肩袢扣起后有0.3cm松量,袖山袖腋各加一直4.前担干拼接夹皮料支线,皮外露0.2cm. 明线 纤条与里袖固定,松量1.5cm.0.1cm+0.6cm压上段.后担干按版点位车省,下垫里料。
省尖不可9.袖前缝夹皮料支线。
左袖底缝留口翻衣8cm起窝,止口向下压0.1cm+0.6cm明线,左右长短一致。
顺色线封口压0.1cm明线,线头清理干净。
后侧片按版点位车装饰线,线距同前片.拼侧片上下同10.整件明线不重针不接线,所有线头打结拉步无吃势.0.1cm+0.6cm明线压大片.拼后担干下段不11、内里:挂面夹支线,距离止口2mm打三角可有松量,夹皮料支线,皮外露0.2cm.上段压 0.1cm+0.6cm12、腰节断缝夹织带,织带净宽0.5cm,明线.顺直不起扭。