德国STEINEL 2010 2310 等热风枪发热芯检测
散热片(heat sink)检验规范
散热片(heat sink)检验规范目的:此规范之目的用于判断Heat Sink产品外观之可接受及不可接受之标准。
适用范围:本规范适用于各种制程技术制作之Heat Sink外观检验。
(若客户的特殊要求时,以该合约要求之文件优先。
)规格文件优先权:当遇到不同规格文件冲突时,请依以下优先权3-1 针对限度样品或允收条件所订定之规格3-2 采购订单或指定之合约3-3 Delta工程图面及规格3-4 此份外观检验规范抽样标准:依据MIL – STD - 105E 收样表,一般检验水准Ⅱ,AQL 1.0 抽样标准实旋抽样检验。
检验环境条件、设备及表面等级:5-1 检验环境条件:5-1-1 温度及湿度:常温20℃±8℃、湿度:常湿45%~85%。
5-1-2 照明:400~500烛光之白色萤光性照明设备,眼睛与受检面成45°左右。
5-1-3 目视距离:表面Class A / B 45cm,Class C 60cm。
5-1-4 检验时间:表面Class A 10秒/面,Class B 5秒/面,Class C 3秒/面。
5-2 检验设备:透明塑胶尺、游标卡尺、高度规、工作平台、表同粗度计、投影仪等。
5-3 表面等级:Class A表面检视时必须翻转检视面以得到最大反射光线,Class B / C 表面检视时则不可翻转检视表面。
于检视表面时不可使用辅助之仪器将检视面放大,负责检视人员也必须经过适当这训练。
请依以下检视图示Class A (Viewing Conditions)Class B (Viewing Conditions)Class C (Viewing Conditions)检验标准:6-1 成品外观:依台达电子工程图面。
6-2 供应商提供相关品质证明文件:6-2-1 材质证明文件6-2-2 出货检验报告(EX:尺寸、拉拔力量测试数据、膜厚测定资料等。
)Heat Sink 种类及表面等级定义:7-1 Heat Sink 种类7-1-1 铝挤型(Extruded Heat Sink)7-1-2 铝压铸(Die-Casting Heat Sink)7-1-3 锻造(Forging Heat Sink)7-1-4 堆叠型(Stacked Heat Sink)7-1-5 折叠型(Folder Heat Sink)7-1-6 刨、削型(Skive Heat Sink)7-1-7 冲压型(Stamping Heat Sink)7-1-8 机械加工(Machining Heat Sink)7-2 Heat Sink 表面等级定义缺点类型:8-1 外观8-1-1 有感刮痕:一般露出底材或深度较深(大于0.25mm),用指甲可以感觉出来。
德国Textechno单丝强伸仪单纤维强力试验仪
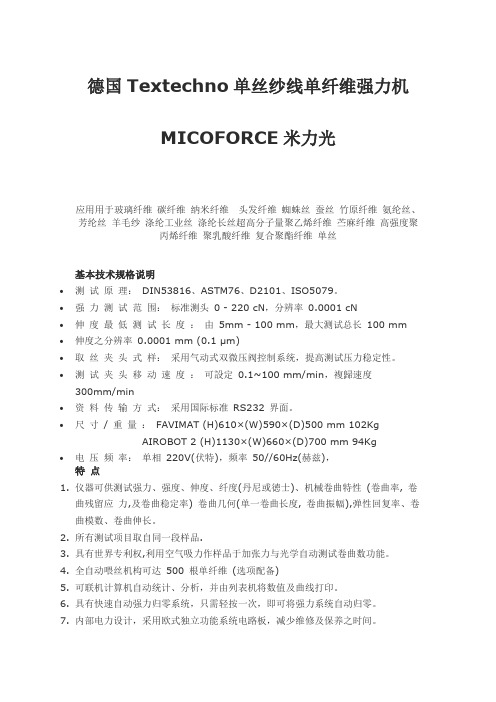
德国Textechno单丝纱线单纤维强力机MICOFORCE米力光应用用于玻璃纤维碳纤维纳米纤维头发纤维蜘蛛丝蚕丝竹原纤维氨纶丝、芳纶丝羊毛纱涤纶工业丝涤纶长丝超高分子量聚乙烯纤维苎麻纤维高强度聚丙烯纤维聚乳酸纤维复合聚酯纤维单丝基本技术规格说明∙测试原理:DIN53816、ASTM76、D2101、ISO5079。
∙强力测试范围:标准测头0 - 220 cN,分辨率0.0001 cN∙伸度最低测试长度:由5mm - 100 mm,最大测试总长100 mm ∙伸度之分辨率0.0001 mm (0.1 μm)∙取丝夹头式样:采用气动式双微压阀控制系统,提高测试压力稳定性。
∙测试夹头移动速度:可設定0.1~100 mm/min,複歸速度300mm/min∙资料传输方式:采用国际标准RS232 界面。
∙尺寸/ 重量:FAVIMAT (H)610×(W)590×(D)500 mm 102KgAIROBOT 2 (H)1130×(W)660×(D)700 mm 94Kg∙电压频率:单相220V(伏特),频率50//60Hz(赫兹),特点1.仪器可供测试强力、强度、伸度、纤度(丹尼或徳士)、机械卷曲特性(卷曲率, 卷曲残留应力,及卷曲稳定率) 卷曲几何(单一卷曲长度, 卷曲振幅),弹性回复率、卷曲模数、卷曲伸长。
2.所有测试项目取自同一段样品.3.具有世界专利权,利用空气吸力作样品于加张力与光学自动测试卷曲数功能。
4.全自动喂丝机构可达500 根单纤维(选项配备)5.可联机计算机自动统计、分析,并由列表机将数值及曲线打印。
6.具有快速自动强力归零系统,只需轻按一次,即可将强力系统自动归零。
7.内部电力设计,采用欧式独立功能系统电路板,减少维修及保养之时间。
8.可依不同纤维种类侧测试之需要,设定断点伸度之百分比(%),配合制程分析之用。
9.可设定参考强度及伸度点,并自动打印测试,及设定曲线中之杨氏系数(Modulus%)配合制程分析之用,亦可设定管制强伸度上下限功能。
防静电双合一拆焊台使用说明书

一、产品特点
852/902系列
1、采用传统高精度热点偶测温电路,双运算放大器控制,确保工作稳定。功率大,升温迅速,温 度精确稳定,不受出⻛量影响,真正实现无铅拆焊。 2、发热芯采用最新工艺(⻣架式)、高品质发热体制作,大大的提高了稳定度和可靠性能,及 进一步提高避震和抗打击性能(传统工艺采用石英玻璃制造,承受不了掉落和重震,在运输 和使用过程中非常容易损坏),且工作寿命比传统型⻓很多。 3、同时因发热体采用新工艺,使⻛枪的出⻛方式将气泵和⻛机两种出⻛方式完美结合。当使 用大喷嘴时出⻛气流为柔和螺旋⻛,当使用小喷嘴时出⻛气流为强劲旋转⻛,并气流量均 匀可调,可以适应多种用途。 4、手柄(⻛机型)装有感应开关,只要手握手柄,系统即可迅速进入工作模式;手柄放回手柄架, 系统便会进入待机状态,实时操作方便,同时可延⻓发热体寿命。 5、采用无刷⻛机/气泵作为⻛源,寿命⻓、噪音小。 6、烙铁部分采用优质发热体,升温迅速,使用寿命⻓;防静电设计,防止静电损坏娇嫩的SMD 元件。
706/852D+/862/872/952系列
1、706/852D+/862/872/952系列集成852系列的所有有点,采用最新微电脑处理器PID程控 技术,精确的数码显示⻛枪和烙铁温度。功率大,升温迅速,不受出⻛量影响,实现真正的无 铅拆焊。程序以毫秒为单位高速跟踪⻛枪和烙铁实际温度,神奇的温度补偿速度进一步加 强了温度的稳定性,温度稳态误差小,温度补偿快,能适应各种恶劣环境。 2、⻛枪型采用独有的安全防护,开机自动检测手柄是否在手柄架,防范因手柄掉落引起的安 全隐患。机器各部分器件还设有全面自我检测功能,全智能的超温、短路、开路、过载等故障 显示和保护功能。 3、人性化设计。862系列⻛枪手柄设有手动/自动功能,可根据使用环境情况进行设置。在频繁 使用⻛枪时可选择手动,省去反复升温的时间,方便快捷,提高工作效率! 4、706/872系列产品根据不同地区的市场需要,特设有华氏/摄氏温度精确显示转换,可根据 个人习惯爱好选择显示方式。 5、内部采用微电脑处理器,外围元器件极少,加上最新的SMT工艺制造,整机信号流向清晰明 了,机器稳定和安全性能进一步提高。 6、烙铁部分根据不同需要和要求,可定制国产优质发热芯手柄和大功率进口芯手柄两种手柄!
拆焊台核查方法

拆焊台核查方法我一开始弄这个拆焊台核查呀,真的是一头雾水,就是瞎摸索。
我试过不少方法,现在多多少少有点经验了,就跟你唠唠。
首先呢,你得看看拆焊台的外观。
我就有一次,拿到拆焊台,只顾着检查功能,结果差点犯了大错。
这外观就像是人的衣服,你得看看有没有裂缝啊,破损啊啥的。
要是有裂缝,就可能影响内部构造,就好比衣服破了个洞,风可能就直接灌进去了是一个道理。
然后就是电源部分,这可是拆焊台的动力源泉。
我一开始总是忽略这个,结果有一次怎么都没法正常工作,才发现是电源线有点松动,接触不良。
你可以把电源线摇一摇,拽一拽,按照我自己的这种土办法,要是它时好时坏,那肯定这儿有问题。
这就像水龙头,有时候出水断断续续,那肯定是水管子哪里出故障了。
再说说那个加热头。
我之前对这个加热头啊,不知道怎么去判断好坏。
我就自己想办法,我把它加热到一定温度,然后用个小锡丝去接触,要是锡丝很快就熔化了,说明加热头能正常发热。
就好比炒菜的时候,你看锅够不够热,往锅里滴一滴水,要是“呲啦”一声很快就变成水汽了,那锅就热了。
要是锡丝半天都没反应,那就可能加热头有问题。
还有个温度调节的功能。
这个我开始的时候理解错了。
我以为只要能加热就行,只要把温度调高就肯定能工作。
可是有一次处理一个特别精细的焊点,我把温度调得太高,差点把周围的元件都弄坏了。
所以呢,你要把温度调到不同的数值,看看拆焊台的反应是不是正常。
比如说从低温到高温慢慢调,看看加热头的加热速度是不是均匀的变化。
还有那个拆焊台的支架,这东西看似不重要,我之前也不当回事儿。
结果有次在工作过程中,发现没有个稳固的支架,整个拆焊台摇摇晃晃的,就像一个人站在软绵绵的地上一样不平衡。
这样的话根本没法好好工作。
所以一定要检查支架是不是牢固,有没有变形之类的。
还有些拆焊台可能有一些特殊功能,像有的有个什么智能休眠功能。
这个我当时不确定怎么检测。
后来我就长时间不操作它,然后再按照说明书上的方法去唤醒它,看它能不能正常被唤醒。
怎么鉴别1321进口发热芯
怎么鉴别1321进口发热芯国内陆续出现了几家企业生产的A1321发热芯,虽然价格便宜,但由于国内技术标准不统一等各方面原因造成质量参差不齐,有的厂家使用了国产的A1321发热芯后出现了变压器烧毁、温度失控等不正常现象,还有存在焊台温度与烙铁头实际温度出现较大偏差等情况,大大增加了焊台的返修率;从成本上来说国产发热芯目前的价格在10-16元/只左右,进口的在23-25元左右,但如果出现了返修,就有些得不偿失了。
为确保国产A1321发热芯的质量,保障客户利益,赛光烙铁头厂根据实际客户应用反馈经验,总结了如下几点经验供大家参考以区别发热芯的质量。
根据市场上流通的发热芯质量,具体将发热芯分为A级,B级,C级不合格产品,具体分级标准如下(温度误差均比对传感器电阻为50欧姆的白光A1321)A级传感器内含铂金材料,传感器阻值45-55欧姆温度误差+15℃,线性区域250--530℃。
B级传感器不含铂金材料,传感器阻值54-57欧姆产品,线性区域250--430℃,温度+50℃,430℃以上易出现温度失控。
C级传感器内不含铂金材料54欧姆以下、57欧姆以上温度误差50℃-180产品线性差,极易出现高温失控,烧毁焊台电子零件。
注:线性度就是温度的升高度数与传感器电阻变大的对应值,通常线性是越大越好,越大说明能控制的温度能力越强判断A级发热芯的标准:1、发热芯电阻的判断;2、引脚焊接牢固度;3、发热芯的升温线性4、高温控温能力第一点:也是非常重要又非常容易区别的一点——发热芯的电阻值;A1321总共有4条电极,其中上面两条电极(绝缘管颜色为蓝色)是感温电阻线,用来测量发热芯的温度;下面两条电极(绝缘管颜色为红色)为加热电极,用来提供发热芯加温所需的电源。
A级发热芯的感温线电阻都在45-55欧姆范围内,也就是日本进口的发热芯的感温电阻线最集中的范围;国产A级以下发热芯为控制温度,将感温电阻都控制在50-60欧姆范围内,具体的原因就是A级以下发热芯的电阻随温度升高的变化值不够,必须增加5个欧姆来改善,但是还是容易出现高温失控和线性不好的现象。
烙铁、风枪温度点检规范

烙铁、风枪温度点检规范1.目的:规范生产制程正确使用烙铁、风枪,IPQC检测烙铁、风枪温度之依据,所检测电烙铁、风枪温度参数与SOP 规定要求相符,以保证产品品质.2.范围:本规范适用于规则XX公司内所有的焊接工位。
3.职责:3.1 PIE:根据产品实际生产焊接过程、焊接环境、制程类别、在SOP中定义电烙铁焊接温度参数.3.2 IPQC:按照SOP内定义的烙铁温度值对相应焊接工位电烙铁实测实际温度值是否符合要求3.3 焊接人员作业:使用的电烙铁需要配合IPQC做点检测试,测试完毕后不可随意更该.4.名词释义:无5.作业流程:5.1 PIE在SOP内定义烙铁温度值:5.1.1PIE需要根据产品实际生产焊接过程是密脚拖焊或是单脚点焊考虑制定温度,密脚拖焊热量不集中,焊接连续散热快及助焊剂因素等定义温度相对于单点焊接要高,需要结合实际验证数据制定.5.1.2PIE需要根据产品实际焊接环境是单层板或是多层板、焊盘大小考虑定义电烙铁温度.多层板或较大连接点,设定为360℃±20℃5.1.3PIE需要根据产品实际焊接制程是有铅或无铅考虑定义电烙铁温度,无铅的锡为225°~235°,理论上焊接温度高于熔点30℃左右即可,但手工焊接中操作时间短,要求高效,故为了得到相当的热输入量而提高温度,一般高于熔点150℃5.1.4PIE需要根据产品实际焊接零件是否为热敏感元件考虑定义电烙铁温度,对热敏感元件设定为360℃,电子装配中最高使用380℃.5.1.5PIE定义烙铁温度考虑以上因素同时需要结合实际考虑焊时间(例无铅PCBA板焊接咪头,烙铁温度定义为350±20℃)单点焊接时间须在3秒内完成,如无法一次性完成焊接则需待焊点冷却后重焊.SOP定义焊接温度及焊接时间后如发现现场焊接操作性有不妥之处,PIE有责任根据实际再次验证进行适当调整5.2IPQC检测烙铁温度值:5.2.1IPQC检测电烙铁温度时首先需要参照相应工位SOP所定义温度值及其公差值确定对应温度范围(例焊咪头工位360±20℃)对应温度值范围即为340-380℃.SOP-TD-C-012 A REV.0-2018.03.225.2.2确认温度测试仪的电池电量以及显示效果,将温度测试仪的开关拔到“ON”位,开启电源,观察数显屏幕显示的数值是否清晰可见,将温度测试仪置于室温下约3分钟,观察数显屏幕所显示的温度数值,然后与室内温度计的温度值进行对比,如果数值差别在±3℃以内,判定温度测试仪OK,可以用于检测烙铁温度。
施泰纳电子热风枪-hg 3002 lcd 说明书

Products > Heat Guns Heat Guns Glue Guns Exterior Lights Sensors Voltage Testers ELECTRONIC HEAT GUNSSTEINEL Electronic Heat Guns are ideal for applications requiring precisetemperature control such as shrink tubing or welding plastics. Electronic control makes itpossible to restrict airflow through pin-point reduction nozzles used for soldering sink wireconnectors, de-soldering circuit boards, shrinking small diameter tubes. Also can be used toweld with narrow-slit nozzles.Electronic thermo couple control is what sets these heat guns apart. This feature continuousmonitors and adjusts output to maintain a consistant temperature and avoid overheating.You can count on STEINELheat guns for precision, durability and long life.Roofing Welding PlasticMaterialsButt-weldingPVCSoldering &De-solderingShaping Plastic Sealing VinylFlooringApplying ShTubesHG 3002 LCDElectronically monitored heat gun with variable airflow and digital temperaturedisplay for precise control.Temperature Continuously variable 120°F – 1100°F.Airflow Continuously variable up to 17.6 cfm with selectablecool air stage.LCD Displays temperature output in 10°F increments.Double Insulated Power Cord Rubber construction for increased safety.Output1,500 watts.Voltage120 VAC / 60 Hz.Certifications UL / CSA.Full One Year Warranty Refer to owner's manual for details.AccessoriesAccepts a full range of nozzles and accessories.HG 2002 LEElectronically monitored heat gun with 3-stage airflow and LED temperature rangeindicator.Temperature Continuously variable 120°F – 1100°F.3-Stage Airflow Stage 1: cool air at 17.6 cfmStage 2: 9.5 cfmStage 3: 17.6 cfmLED Display Diodes indicate temperature range selected. Double Insulated Power Cord Rubber construction for increased saftey.Output1,500 watts.Voltage120 VAC / 60 Hz.Certifications UL / CSA.Full One Year Warranty Refer to owner's manual for details. AccessoriesAccepts a full range of nozzles and accessories.HG 2000 EElectronically controlled heat gun with constant air flow.Lightweight , ergonomically designed.Temperature Continuously variable 120°F – 1100°F.Constant Airflow14.8 cfm.Ergonomic Design Lightweight (21.7 oz.) and easy to use, even in tightquarters.Double Insulated Power Cord Rubber construction for increased saftey.Output1,500 watts.Voltage120 VAC / 60 Hz.Certifications UL / CSA.Full One Year Warranty Refer to owner's manual for details. AccessoriesAccepts a full range of nozzles and accessories.HG 1802 EElectronically monitored heat gun with variable temperature and 3 stage airflow. Temperature Continuously variable 120°F – 1100°F.3 Stage Airflow Stage 1: cool air at 17.6 cfmStage 2: 9.5 cfmStage 3: 17.6 cfmDouble Insulated Power Cord Rubber construction for increased safety.Output1,500 watts.Voltage120 VAC / 60 Hz.Certifications UL / CSA.Full One Year Warranty Refer to owner's manual for details. AccessoriesAccepts a full range of nozzles and accessories.。
西威变频器调试资料-中文版
西威变频器调试资料一. 变频器线路说明1。
同步变频器选型方法2。
与常见微机板匹配注意事项(蓝光、新时达、中秀、奔克、里霸)3。
与常用曳引机匹配注意事项(蓝光、欣达、孚信、阿尔法、蒙特纳利、威特)4。
端子与接线说明二。
外部部件说明与选配1。
制动电阻选型2. 滤波器选型3. 编码器与分频卡海德汉hipeface内密控4. 旋转变压器与RES卡三。
操作说明1。
面板操作说明2。
参数修改步骤3。
参数保存方法四。
参数设置表及简要说明五. 变频器自学习调试1。
电流自学习2. 无齿定位自学习六。
速度曲线与时序的说明七. 舒适感调试说明1。
PI调节2。
预转矩调试八。
常见显示错误与处理方法1. 报警清除方法2。
软件报错的说明3。
硬件故障处理方法九。
3.5与3.4新增、改变内容对照表十。
附录1 3.5版本说明十一。
反馈表一。
变频器线路说明1。
同步变频器选型方法当永磁同步无齿曳引机选配变频器型号时,除了要符合曳引机的铭牌参数外,一般还需要满足1.6 Ib>2。
0Ij,的电流公式。
Ib:变频器的额定电流。
Ij:曳引机的额定电流。
2. 与常见微机板匹配注意事项(蓝光、新时达、中秀、奔克、里霸)(未完善)因西威变频器软件系统比较强大,启动时比一般变频器要慢.在电梯系统上电后,变频器正常信号给的比较慢,新时达微机板等会不断的断合变频器电源,从而无法正常运行运行。
具体处理方法:将变频4060号参数置1(反),微机板中Drive OK输入端设为常闭有效。
3。
与常用曳引机匹配注意事项(蓝光、欣达、孚信、阿尔法、蒙特纳利、威特)(未完善) 进口曳引机参数不详,,具体参数要向曳引机销售方咨询。
4. 端子与接线说明(详细参见说明书P50)a、主线路注意事项制动电阻应接在BR1和C之间,不能接在C和D或者D和BR1之间,如果接错会损坏变频器"主线路端子在接线时要拧紧,不然会影响变频器和电机性能,容易产生故障"b、控制线路注意事项采用变频器内部24V时,需要将变频器18、19端子接入回路。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
德國STEINEL司登利
HG-2310LCD熱風槍维修检测
德國STEINEL司登利HG-2310LCD熱風槍维修检测
注意: 在進行維修檢測前,必須先將電源切斷.並由合格電器技師操作.
德國STEINEL司登利HG-2310LCD熱風槍维修检测
(一)卸下出風口保護罩,防滑手柄及螺絲,打開外
殼. 將各部件移出機殼進行檢測.
(二)檢查各部件(發熱芯、摩打、電路板、開關制、電
源線)是否短路,如短路,先行處理.
(三)參照電路連接圖,測量下列各部件線端的參數.如
需更換新的部件,注意各線端的正確接駁位.
德國STEINEL司登利HG-2310LCD熱風槍维修检测
<I> 發熱芯部份:
使用萬用表"Ω"檔測量電阻值,並記錄結果:
第一步驟:
(A) #1 (橙色線) 與#5 (棕色線) 正常電阻值範圍:
410-490 Ω.
(B)#4 (黑色線) 與#5 (棕色線) 正常電阻值範圍:
25-40 Ω.
(C) #1 (橙色線) 與#4 (黑色線) 正常電阻值範圍:
430-600 Ω.
(D) #2 (綠色線) 與#3 (紅色線) 正常電阻值範圍:
0.1-4.0 Ω.
(E)#11 (灰色線) 與#12 (灰色線) 正常電阻值範圍:
20-100 KΩ.
如上述(B) (D) (E) 三項各組的電阻值必須在正常範圍內爲之合格.如有任何一組不符,即表示
發熱芯已損壞,需要更換.
第二步驟:
<1>如: (A)與(B)測出的電阻值為“∞”, (C)測出的電阻值是正常範圍時,表示晶體管(#32)損壞,需更換.
<2>如: (A)與(C)測出的電阻值為“∞”, (B)測出的電阻值是正常的範圍時,表示啟動線(#33)損壞,需修好.
<3>如需進行<1>或<2>的更換、修復,按如下方法:卸下發熱芯及塑
膠部份上的4個螺絲,將發熱部件由金屬筒內慢慢取出,查看:
(a)加熱絲(#31)﹑測量點(#34)是否短路,陶瓷部份(#35)是否
嚴重破碎,如有上述任何一种情形,表示發熱芯無法修復,需
更換.
(b)更換晶體管(#32)的步驟: [ 晶體管規格為:( 230AV 240℃
熱保護管) ] .
(1)將晶體管(#32)尾部的管腳〔連接啟動絲(#33)〕靠晶
體管邊剪斷.
(2)將金屬三葉片(#37)用尖咀鉗拉直,並保留鐵片及隔熱
片,以便還原時裝上.
(3)將黑色固定膠殼(#36)的安裝位置記下後卸下備用,如
已溶化及嚴重破裂,需更換.
(4)將舊有晶體管另一端(前端),卸除收縮管,及與棕色線
(#5)的連接, 在將新的晶體管前端用金屬卡扣接好棕
色線(#5),在收縮管內包好
(5)把前端已接好棕色線(#5)的新晶體管尾端,用金屬卡
扣連接舊有晶體管尾部〔連接啟動絲(#33)〕的管腳,
並用無鉛焊錫焊好.
(6)還原各部件.
(c)修復啟動絲(#33)的步驟:
(1)將卸下的發熱部件陶瓷(#35)口部朝上[黑色固定膠
殼(#36)朝下] 拿著.
(2)用萬用錶設於“Ω”檔上,一端固定處於棕色線(#5)的焊
接點,另一端逐層測量啟動絲的電阻值.正常電阻值為:
410-490Ω.超出正常電阻值的一層即是損壞層.用彎頭
攝子輕觸損壞層,找出斷口并重新接駁斷口; 左上邊的
斷口接駁下邊層, 或右邊的斷口接駁上邊層,接駁要
緊密纏線5圈,再將剩餘接頭部份剪掉.
(3)用萬用表“Ω”檔測量(A)項,查看電阻值是否正常; 否,
則重複(2) .
註:啟動絲修復最多3個斷口.
(d)清除塵埃,復原各部件.
德國STEINEL司登利HG-2310LCD熱風槍维修检测
<II> 摩打部份:
第一步驟:轉動電機與膠殼,檢查兩者之間是否有鬆脫現象;如有,需更換摩打.并查找螺絲.
第二步驟:先解除摩打與電路板焊接點(#21與#22 )的連接,將
兩者分離,方便進行檢測.
使用直流電源器測量電流值:(留意摩打正負極的正確接觸點!)
(A)正極接#22(紅色線),負極接#21(藍色線).爲摩打提供35
V 電壓, 接通後摩打風葉是處於轉
動狀態,檢測其電流值. 正常電流值範圍是: 0.30-0.49A
(B)繼續供電給摩打,使它的風葉處於轉動狀態,用手拿起摩
打朝上下左右擺動.
檢查風葉是否仍然暢順,及是否有雜音、異響或振動,有則
需更換摩打.
檢測上述(A)與(B)兩項,確定是否需更換摩打.
德國STEINEL司登利HG-2310LCD熱風槍维修检测
<III> 開關制部份:
使用萬用表“Ω”檔測量電阻值:
(A)把開關制置於#1 檔(參閱圖--正面),#1與#2導通
後測量其電阻值(參閱圖--反面),
正常電阻值範圍是0-2.0Ω.
(B)把開關制置於#2 檔(參閱圖--正面),#1與#2及#3與
#4導通後測量其電阻值(參閱圖--反面), 正常電阻值範
圍是0-2.0Ω.
(C)把開關制置於#3 檔(參閱圖--正面),#1與#2、#3與
#4及#5與#6導通後測量其電阻值
(參閱圖--反面), 正常電阻值範圍是0-2.0Ω.
上述(A)與(B) 兩項各組的電阻值必須在正常範圍內爲之合格.如有任何一組測出的電阻值
爲"∞",即表示開關制損壞,須作更換.
德國STEINEL司登利HG-2310LCD熱風槍维修检测
<IV> 電源線部份:
把開關制置於“0” 檔(參閱開關制圖--正面)
使用萬用表"Ω"檔, 二對二交替測量是否短路或斷路.
如出現上述情形,將電源線卸下,找出其損壞位置, 清除後用線卡或焊接方法固定電源線線端,再接駁於固定端上.
提示: 出現損壞處,一般在距離固定端10公分處.
德國STEINEL司登利HG-2310LCD熱風槍维修检测
<V> 電路板及顯示器部份:
在確定上述各部件正常而熱風槍仍不能正常工作時,或顯示器不能夠正常顯示時,
是電路板損壞, 須更換電路板.
(一)要求: 在對熱風槍進行維修檢測,更換完零配
件後,應對機殼內部、外殼及入風口進行除塵除汚工作. 還原各部件後,再啟動並由低溫開始作調溫. 查看其是否正常運作.。