EN 连续热浸镀钢带产品标准
EN 10327-2004 中文版 冷成形低碳钢持续热浸涂覆讲解

欧洲标准 EN103272004.6ICS 77.140.50; 77.140.10 替代 EN 10142:2000EN 10154:2002EN 10214:1995EN 10215:1995 冷成形用连续热浸镀低碳钢钢板和钢带——交货技术条件CEN欧洲标准化委员会1 范围1.1 本标准规定了厚度在0.35mm~3.0mm(除非另有协议,见1.2的连续热浸镀低碳钢镀锌(Z、镀锌铁合金(ZF、镀锌铝合金(ZA、镀铝锌合金(AZ和镀铝硅合金(AS(见表1的钢板和钢带的交货技术要求。
这里的厚度是指交货产品镀层后的最终厚度。
本标准适用于所有宽度的钢带和从宽度≥600mm的钢带剪切而成的钢板及从宽度<600mm的钢带剪切而成的定尺产品。
1.2 如果在询价和订货时有协议,本标准也适用于厚度>3.0mm的连续热浸镀镀层扁平材产品。
在这种情况下,产品的力学性能、镀层附着性和表面质量要求都应在订货或询价时进行协商。
1.3 本标准规定的产品主要用于那些将冷成形性和耐腐蚀性作为重要参考因素的场合下。
合金的耐腐蚀性与镀层厚度成正比(见7.3.2。
1.4 本标准不适用于:• 结构用热浸镀镀层扁平材产品(见EN10326;• 冷轧电镀扁平材钢产品(见EN 10152;• 连续有机镀层(涂层带卷扁平材钢产品(见EN 10169-1、EN 10169-2和EN 10169-3• 冷成形用较高屈服强度的连续热浸镀涂层钢板和钢带(见EN 10292。
2 引用标准下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,仅该版本适用于本标准。
凡是不注日期的引用文件,其最新版本适用于本标准(包括修改单。
EN 10002-1 金属材料-拉伸试验-第1部分:室温实验方法EN 10020:2000 钢牌号定义和分类EN 10021:1993 钢及钢产品交货一般技术要求EN 10027-1 钢代号体系—第1部分:钢名称、基本符号EN 10027-2 钢代号体系—第2部分:数字代号体系EN 10079 钢产品分类EN 10143 连续热浸镀金属镀层钢板和钢带—尺寸外形及允许偏差EN 10204 金属产品—检验文件的类型EN 10113 金属材料—钢板和钢带—塑性应变比的测定EN 10275金属材料—钢板和钢带—拉伸应变硬化指数的测定EN 10260 钢代号体系—补充符号3 术语和定义本标准除采用EN 10020:2000、EN 10021:1993、EN 10079:1992、EN 10204:1991中的术语和定义外,还采用如下术语和定义:注1 钢铁的防护一般导则见EN ISO 14713.注2 连续热浸镀钢带镀层的成分见3.1到3.4。
EN 10142译文

(见 7.4.2)。
表 3 锌铁合金镀层的光洁度及表面质量(ZF)
光洁度(R)
钢级
涂层代号 a
表面质量
全部
100
140
a.见 7.2.2 节
A
B
C
×
×
×
×
×
—
7.5 表面处理(表面防护) 7.5.1 总则
热镀锌扁平材产品一般生产厂可进行表面防护,见 7.5.2~7.5.6 节中的规定。 承受防护的期限取决于环境条件。 7.5.2 化学钝化处理(C) 化学钝化处理可以防止表面在运输和贮存期间受潮,降低形成“白锈”的危险。这种处理允许局部 脱色,不会损害表面质量。 7.5.3 涂油(O) 这种处理可以降低表面腐蚀的危险。 可以采用不损害锌镀层的适当脱油剂去除油层。 7.5.4 化学钝化和涂油(CO) 如果需要增加防“白锈”,那么应对这种表面处理达成协议。 7.5.5 漆封(S) 应采用一种重量约为 1g / m2 的透明有机膜保护。 这种处理可以提供附加腐蚀保护,特别是可以防指纹,它可以提高成型加工中的滑动性,并可作为 以后喷漆的一层底漆。 7.5.6 磷化(P) 加工厂通过这项处理可以提高锌层的附着和防护作用,还可以降低运输和贮存过程中出现腐蚀的危 险。磷化处理,并采用适合的润滑剂以提高加工性能。 7.5.7 未经处理(U) 符合本标准要求热镀锌扁平材产品只有在用户表示自己负责的情况下方可不经表面处理供货。在这 种情况下,会增加腐蚀的危险。
以存在。
7.4.2 改善的表面(B)
通过表面光整可以获得表面质量 B。
这种表面允许存在拉矫纹、表面光整轧痕、划痕、压痕、星花和锌流波痕以及轻钝化痕这类小缺陷。
7.4.3 最佳质量表面(C)
通过光整可以获得表面质量 C。
欧盟EN10327标准
EN10327-1-欧洲标准 EN103272004.6ICS 77.140.50; 77.140.10 替代 EN 10142:2000EN 10154:2002EN 10214:1995EN 10215:1995冷成形用连续热浸镀低碳钢钢板和钢带——交货技术条件CEN欧洲标准化委员会EN10327-2-1 范围1.1 本标准规定了厚度在0.35mm~3.0mm(除非另有协议,见1.2)的连续热浸镀低碳钢镀锌(Z)、镀锌铁合金(ZF)、镀锌铝合金(ZA)、镀铝锌合金(AZ)和镀铝硅合金(AS)(见表1)的钢板和钢带的交货技术要求。
这里的厚度是指交货产品镀层后的最终厚度。
本标准适用于所有宽度的钢带和从宽度≥600mm 的钢带剪切而成的钢板及从宽度<600mm 的钢带剪切而成的定尺产品。
1.2 如果在询价和订货时有协议,本标准也适用于厚度>3.0mm 的连续热浸镀镀层扁平材产品。
在这种情况下,产品的力学性能、镀层附着性和表面质量要求都应在订货或询价时进行协商。
1.3 本标准规定的产品主要用于那些将冷成形性和耐腐蚀性作为重要参考因素的场合下。
合金的耐腐蚀性与镀层厚度成正比(见7.3.2)。
1.4 本标准不适用于:• 结构用热浸镀镀层扁平材产品(见EN10326);• 冷轧电镀扁平材钢产品(见EN 10152);• 连续有机镀层(涂层带卷)扁平材钢产品(见EN 10169-1、EN 10169-2 和EN 10169-3)• 冷成形用较高屈服强度的连续热浸镀涂层钢板和钢带(见EN 10292)。
2 引用标准下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,仅该版本适用于本标准。
凡是不注日期的引用文件,其最新版本适用于本标准(包括修改单)。
EN 10002-1 金属材料-拉伸试验-第1部分:室温实验方法EN 10020:2000 钢牌号定义和分类EN 10021:1993 钢及钢产品交货一般技术要求EN 10027-1 钢代号体系—第1部分:钢名称、基本符号EN 10027-2 钢代号体系—第2部分:数字代号体系EN 10079 钢产品分类EN 10143 连续热浸镀金属镀层钢板和钢带—尺寸外形及允许偏差EN 10204 金属产品—检验文件的类型EN 10113 金属材料—钢板和钢带—塑性应变比的测定EN 10275金属材料—钢板和钢带—拉伸应变硬化指数的测定EN 10260 钢代号体系—补充符号3 术语和定义本标准除采用EN 10020:2000、EN 10021:1993、EN 10079:1992、EN 10204:1991中的术语和定义外,还采用如下术语和定义:注1 钢铁的防护一般导则见EN ISO 14713.注2 连续热浸镀钢带镀层的成分见3.1到3.4。
连续热镀锌钢板产品主要性能指标
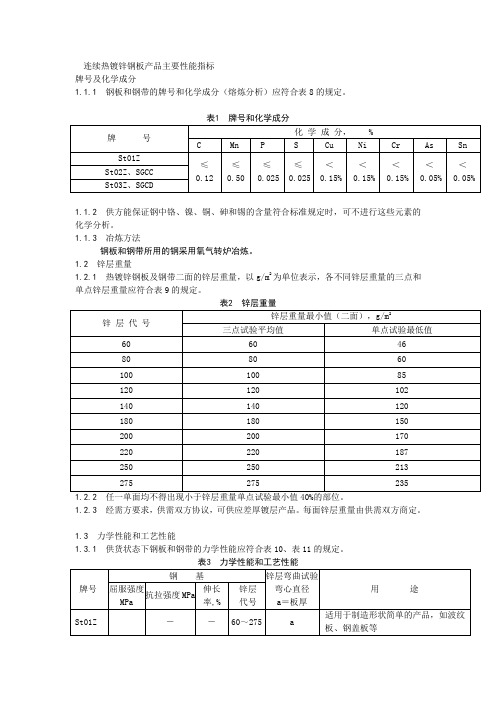
连续热镀锌钢板产品主要性能指标牌号及化学成分1.1.1 钢板和钢带的牌号和化学成分(熔炼分析)应符合表8的规定。
1.1.2 供方能保证钢中铬、镍、铜、砷和锡的含量符合标准规定时,可不进行这些元素的化学分析。
1.1.3 冶炼方法钢板和钢带所用的钢采用氧气转炉冶炼。
1.2 锌层重量1.2.1 热镀锌钢板及钢带二面的锌层重量,以g/m2为单位表示,各不同锌层重量的三点和单点锌层重量应符合表9的规定。
1.2.3 经需方要求,供需双方协议,可供应差厚镀层产品。
每面锌层重量由供需双方商定。
1.3 力学性能和工艺性能1.3.1 供货状态下钢板和钢带的力学性能应符合表10、表11的规定。
1.3.2 锌层弯曲试验试样可取自纵向或横向,按表 10、表11所列弯心直径,任意方向弯曲180度后,试样外表面不得出现锌层脱落,锌层的裂痕是允许的(试样边部起5mm内的锌层脱落不计)。
1.3.3 SGCD2镀锌板、带在供货6个月内加工时应不产生滑移线。
1.4 表面结构热镀锌钢板及钢带的表面结构按表12的规定。
表5 表面结构1.5 表面处理热镀锌钢板和钢带的表面通常进行以下表面处理。
1.5.1 铬酸钝化处理(L)铬酸钝化处理是为了防止产品在运输和贮存期产生白锈而进行的化学处理。
允许由于钝化处理在表面上出现的局部变色。
1.5.2 涂油处理(Y)钢板和钢带涂油也是为了防止产品在运输和贮存期产生白锈。
用合适的脱脂溶剂应能去掉所涂油层且不会损害镀锌层。
1.5.3 铬酸钝化加涂油处理(LY)为了进一步避免产生白锈在产品表面进行铬酸钝化后进一步进行涂油处理。
1.6 表面质量1.6.1 热镀锌钢板和钢带的表面质量应符合表14规定。
表6 表面质量1.6.2 除供需双方特殊协议外,表面质量为Ⅱ级的仅检查一面。
1.6.3 不切边钢板和钢带边部允许存在微小锌层裂纹。
1.6.4 在连续生产过程中,钢带表面的局部缺陷不易发现和难以去除,因此,钢带允许带缺陷交货,但有缺陷的部分不得超过每卷总长度的4%。
EN_10327_2004

EN 10020:2000、EN 10021:1993、EN 10079:1992、EN 10204:1991 中 规定的和如下的概念和以下的定义都适用于本标准的应用。 注释 1:钢铁保护的一般规则包括 EN ISO 14713。 注释 2:在现实处理的情况下,可有 3.1~3.4 中规定的成分在一个熔池里为宽钢 带连续热浸镀。 3.1 热浸镀锌(Z)
4.1 分类 根据 EN 10020,本标准的钢类属于质量级钢。按其冷成型性的顺序如下分
类(见表 1)。 DX51D:力学弯曲试验质量; DX52D:拉拔质量; DX53D:深冲质量; DX54D:特种深冲质量; DX55D:特种深冲质量(仅+AS),耐热达 800℃; DX56D:专用深冲质量; DX57D:超深冲质量。
范例: 按EN 10143 极限尺寸供货的钢板,公称厚度 0.80mm,限制极限尺寸(S),
公称宽度 1200mm,限制极限尺寸(S),公称长度 2500m m,按EN 10327 标准, 钢DX53D+ZF(1.0355+ZF)的限制平整度公差(FS),镀层量 100g/m2(100),施 以镀层R,表面种类B,表面涂油处理(O):
4.2 名称 4.2.1 缩写名称
对于本标准中包括的钢种而言,表 1 中规定的缩写按 EN 10027-1 和 CR 10260 构成。 4.1.2 材料编号
对于本标准中包括的钢种,表 1 中规定的材料编号按 EN 10027-1 构成。
5 订货说明
5.1 有约束力的说明。 订购方在咨询订购时必须做如下说明: (1)供货数量; (2)产品形状名称(板、带、条状带); (3)尺寸标准编码(EN 10143); (4)尺寸、极限尺寸和形状偏差,如适宜,说明特殊的极限偏差的标记字
连续热镀锌钢板及钢带实用标准130912
脱落,但允许表面出现不露钢基的锌层裂纹,锌铁合金(ZF)镀层允许有裂纹、变粗和出现粉末。
表 10
பைடு நூலகம்
弯心直径(D)
性能级别
320、
01-06
220
250
280
350
板厚 a/mm
各种厚 < ≥ < ≥ < ≥ 各种
度
3.0 3.0 3.0 3.0 3.0 3.0 厚度
Z275、Z180 及以下
0
镀
Z350
钢产品镀锌层质试验方法 连续热镀锌钢板和钢带
GB/T2975-1998 钢及钢产品力学性能试验取样位置及试样制备
GB/T4156-1984 金属杯突试验方法
GB/T5027-1999 金属薄板塑性应变比(r 值)试验方法
GB/T5028-1999 金属薄板拉伸应变硬化指标(n 值)试验方法
GB/T10125-1997 人造气氛腐蚀试验 盐雾试验
表9
化 学 成 分 % ,≤
Mn
P
0.50
0.035
0.45 0.40
0.030 0.020
S 0.035 0.035 0.030
7.2 钢中残余化学成分按下列规定:
Cu≤0.15%、 Ni≤0.15%、 Cr≤0.15%、 As≤0.05%、 Sn≤0.05%。
7.3 镀层附着性
镀层附着性应按照表 10 规定的直径进行锌层 180°弯曲试验。距试样弯曲处 5mm 以外不允许有锌层
DIN EN10142-2000 连续热镀锌低碳钢冷轧钢带和薄板供货技术条件
JIS G 3302-1998 热镀锌薄钢板和钢带
Q/BQB400-2003 Q/BQB420-2003
DINEN10327中文

DIN冷成形用低碳钢连续热浸镀带钢和钢板交货技术条件DIN EN 10327:2004等同采用EN 10327:2004冷成形用低碳钢连续热浸镀带钢和钢板交货技术条件1 范围本标准规定了对用于冷成形的低碳钢连续热浸镀产品的要求,镀层包括锌(Z)、锌铁合金(ZF)、锌铝合金(ZA)、铝锌合金(AZ)和铝硅合金(AS)(见表1);厚度0.35mm~3.0mm,除非另有协议(见1.2),厚度是指镀后交货成品的最终厚度。
本标准适用于所有宽度的带钢及其切成的钢板(宽度≥600mm)和定尺长度(宽度<600mm)。
如果在询洽和订合同时达成一致,本标准也可以适用于厚度>3.0mm 的连续热浸镀扁平轧材。
在这种情况下,机械性能、镀层附着力和表面条件的要求也应在询洽和订合同时商定。
本标准涉及的产品主要用于以冷成形和耐腐蚀性为主的情形,产品的耐腐蚀性与镀层厚度、即镀层重量(参见7.3.2)成正比。
本标准不适用于:-结构钢连续热浸镀扁平轧材(参见EN 10326)-电镀锌冷轧扁平轧材(参见EN 10152)-连续有机涂层(彩涂)扁平轧材(参见EN 10169-1、ENV 10169-2 和EN 10169-3)-冷成形高强钢连续热浸镀带钢和钢板(参见EN 10292)2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
EN 10002-1 金属材料—拉伸试验—第一部分:室温下的试验方法EN 10020:2000 钢种定义和分类EN 10021:1993 钢和钢材通用交货技术条件EN 10027-1 钢命名体系—第一部分:钢的名字,主要标记EN 10027-2 钢命名体系—第一部分:数字表达体系EN 10079:1992 钢材的定义EN 10143 连续热浸镀钢板和钢带—尺寸和形状公差EN 10204:1991 金属产品—检查文件的类型ISO 10113 金属材料—板带—测定塑性应变比ISO 10275 金属材料—板带—测定拉伸应变硬化指数CR 10260 钢命名体系—附加标记3 术语和定义EN 10020:2000、EN 10021:1993、EN 10079:1992 和EN 10204:1991 等给出的下列术语和定义适用于本标准要求。
钢卷 en 标准

钢卷 en 标准
"钢卷"的英文翻译是"Steel Coil",它是一种卷曲成卷状的钢板,广泛应用于建筑、制造和其他行业。
关于"钢卷"的EN 标准,具体的标准可能会因国家、地区或行业而有所不同。
以下是一些常见的与钢卷相关的EN 标准:
1. EN 10025-2:这是欧洲标准中关于结构钢的一部分,包括了热轧非合金结构钢和合金结构钢的技术要求。
2. EN 10162:这是欧洲标准中关于冷弯型钢的一部分,包括了冷弯成型的钢板和钢带的技术要求。
3. EN 10219-1:这是欧洲标准中关于冷加工非合金和低合金钢板和钢带的一部分,包括了冷加工钢卷的技术要求。
4. EN 10346:这是欧洲标准中关于连续热浸镀钢板和钢带的一部分,包括了热浸镀钢卷的技术要求。
这些标准规定了钢卷的化学成分、机械性能、尺寸和形状、表面质量、检验方法等方面的要求,以确保钢卷的质量和安全性能。
在选择和使用钢卷时,应根据具体的应用需求和相关标准进行选择,并遵循相关的安全操作和质量控制要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
欧洲标准EN10346EN 10346 连续热浸镀钢带产品技术交货条件CEN欧洲标准化委员会1.范围本标准规定了厚度在0.35-3.0mm(除非另有协议)的冷成型用低碳钢、建筑用钢、冷成型用高强钢连续热浸镀纯锌镀层(Z)、锌铁合金镀层(ZF)、锌铝合金镀层(ZA)、铝锌合金镀层(AZ)以及铝硅镀层产品(AS)和冷成型用多相钢连续热浸镀纯锌镀层(Z)、锌铁合金镀层(ZF)、锌铝合金镀层(ZA)产品交货技术条件。
这里厚度指涂镀后交货产品的最终厚度。
本标准适用于所有宽度的钢带和宽度≥600mm的钢带剪切而成的钢板及宽度<600mm 的钢带剪切而成的定尺产品。
注1:镀(纯)铝产品可以接受,但不在本标准规定范围之内。
注2:如果在询价和订货时有协议,本标准也适用于厚度<0.35mm和>3.0mm 的连续热浸镀镀层扁平材产品。
在这种情况下,产品的力学性能、镀层附着性和表面质量要求都应在订货或询价时进行协商。
注3:本标准规定的产品主要用于那些对冷成形性能、高强度、低屈服强度以及耐蚀性能要求较高的场合。
产品的耐蚀性与镀层厚度即镀层重量有关(见7.3.2)。
本标准规定的产品可用于EN 10169-1、EN10169-2、EN10169-3中规定的用于建筑和一般工程用的有机涂层钢带的基板。
注4:如果在询价和订货时有协议,本标准也适用于其他连续热浸镀热轧钢带产品(与EN10149-2一致)。
2.引用标准下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件仅该版本适用于本标准。
凡是不注日期的引用文件,其最新版本适用于本标准(包括修改单)。
EN 10002-1 金属材料-拉伸试验-第1部分:室温实验方法EN 10020:2000 钢牌号定义和分类EN 10021:2006 钢及钢产品交货一般技术要求EN 10049 金属板带产品表面粗糙度平均值Ra和峰数Rpc的测量。
EN 10079 钢产品分类EN 10143 连续热浸镀金属镀层钢板和钢带—尺寸外形及允许偏差EN 10204:2004 金属产品—检验文件的类型EN 10325 钢-热处理效应屈服强度增加的测定(烘烤硬化系数)ISO 10013 金属材料-钢板和钢带-塑性应变比的测定ISO 10275 金属材料-钢板和钢带-拉伸应变硬化系数的测定3.术语和定义本标准除采用EN 10020:2000、EN 10021:2006、EN 10079:2007、EN 10204:2004中的术语和定义外,还采用如下术语和定义:注钢铁防护的一般导则见EN ISO 14713.3.1 热浸镀锌镀层(Z)将经过预处理的钢带浸入到熔融的锌液中获得的锌镀层,熔融锌液中锌含量应不小于99%。
(另见7.4.2)。
3.2 热浸镀锌-铁合金镀层(ZF)将经过预处理的钢带浸入到熔融的锌液中获得的锌镀层,熔融锌液中锌含量应不小于99%。
然后通过退火形成锌铁镀层,合金镀层铁含量通常为8-12%。
(另见7.4.3)。
3.3 热浸镀锌铝合金镀层(ZA)将经过预处理的钢带浸入到含有大约5%铝的熔融的锌液中获得的锌铝合金镀层(另见7.4.4)。
3.4 热浸镀铝锌合金镀层(AZ)将经过预处理的钢带浸入到含有大约55%铝、1.6%硅的熔融的锌液中获得的铝锌合金镀层(另见7.4.5)。
3.5 热浸镀铝硅合金镀层(AS)将经过预处理的钢带浸入到含有大约8%~11%硅的熔融的铝液中获得的铝硅合金镀层(另见7.4.6)。
3.6 烘烤硬化钢(B)1)这类钢在170℃附近加热20min后,弹性极限提高。
注:本钢种具有很好的冷成型性能、抗塑性弯曲性能(工件热处理后提高)和抗凹陷性。
3.7 复相钢CP钢钢的显微组织为铁素体或贝氏体基体上分布少量马氏体、残余奥氏体和珠光体组织。
通过添加微合金元素延迟再结晶或沉淀析出,获得极细的晶粒。
3.8 双相钢DP钢钢的显微组织为铁素体基体上分布有岛状马氏体并或者贝氏体。
注:与相同强度等级的钢相比,双相钢具有低屈强比和高的加工硬化系数。
3.9 铁素体-贝氏体钢FB钢钢的显微组织为铁素体或者强化的铁素体基体上分布有贝氏体或者强化的贝氏体。
注:基体的强化是由于高位错、晶粒细化或者微合金元素的沉淀析出造成的。
3.10 无间隙原子钢IF钢(Y)1)这类钢通过控制化学成分可以获得高n值和r值。
注:由于析出强化和不含有间隙原子,本钢种具有高强度和极好的冷成型性能。
3.11 低合金/微合金钢(LA)1)这类钢通过单一或复合添加Nb、Ti、V元素,获得要求的强度等级。
注:通过析出强化和细晶强化可以获得更高的强度等级而同时降低合金元素的含量。
3.12 马氏体钢MS钢这类钢通过控制轧制,得到的显微组织为马氏体基体上分布有少量铁素体或贝氏体。
注:在多相钢中MS钢具有最高的强度等级3.13 应变诱导塑性钢TRIP钢钢的显微组织为铁素体基体上分布有残余奥氏体,在成型过程中,残余奥氏体转变为马氏体(TRIP效应)。
注:由于加工硬化系数高,可以同时获得高的均匀延伸率和高的强度等级。
3.14 镀层重量镀层重量(用g/m2表示)为产品两个面的镀层总重量(见7.9)。
注:结合不同镀层类型的符号(Z、ZF、ZA、AZ、AS),采用公称镀层重量表示。
1):钢名称符号(见表3)4.分类和代号4.1 分类4.1.1 一般定义依据EN 10020可以分为合金钢(见表1、3、4)与非合金钢(见表2)4.1.2 下列牌号按照其冷成形性能的递增进行分类(见表6)。
DX51D:弯曲和成形级;DX52D:冲压级;DX53D:深冲级:DX54D:特殊深冲级;DX55D:特殊深冲级,(仅AS);DX56D:特优深冲级;DX57D:超深冲级。
4.1.3 建筑用钢根据其规定非比例延伸强度Rp0.2下限的增加划分强度等级(见表7)4.1.4 冷成型用高强钢根据其规定非比例延伸强度Rp0.2下限的增加划分强度等级(见表8)4.1.5 冷成型用多相钢根据其抗拉强度R m下限的增加划分强度等级(见表8)4.2 代号4.2.1 钢名称本标准包括的钢牌号按照EN 10027-1命名。
4.2.2 钢的数字代号本标准包括的钢牌号按照EN 10027-2命名数字代号。
5.需方应提供的信息5.1 必要信息需方应在询价和订货时提供以下信息:a)交货数量;b)产品类型(钢板、钢带、定尺);c)尺寸标准代号(EN 10143);d)公称尺寸和尺寸外形允许偏差,相关特殊偏差的符号(如果有);e)术语“钢”;f)本标准号(EN 10346);g)钢名称或钢数字代号和表1-表4中的热浸镀镀层符号;h)镀层公称重量代号(例如275=275g/m2,两面,见表11);i)镀层表面结构代号(N、M或R,见7.4和表12~表14);j)表面质量代号(A、B或C,见7.5);k)表面处理代号(C、O、CO、S、P、PO,见7.6)。
例如:1按EN 10346 制造的DX53D+ZF(1.0355+ZF),镀层重量100g/m2,表面质量B,表面涂油(O),尺寸允许偏差按EN 10143的要求,公称厚度为0.80mm的钢板,要求特殊厚度允许偏差(S),公称宽度1200mm,要求特殊宽度允许偏差(S),公称长度2500mm,要求特殊不平度(FS)。
1 薄板EN 10143-0.80S×1200S×2500FS钢EN 10346-DX53D+ZF100-B-O或者:1 薄板EN 10143-0.80S×1200S×2500FS钢EN 10346- 1.0355+ZF100-B-O5.2 可选要求本标准中列出如下可选要求。
如果需方没有明确提出如下要求,产品按基本要求供货(见5.1)。
1)产品交货厚度超出标准规定范围(例如厚度小于0.35mm或大于3mm,见第1节注释2);2)超出本标准的规定范围的热轧产品(见第1节注释4)3)对产品成份进行确认(见7.1.2);4)产品冷成型时不出现滑移线的保证期(见7.2.1.3)5)产品以制造某种具体部件的要求来供货(见7.2.2.2和7.2.4.2);6)表9和表10中的数据应用于横向试样的说明。
7)镀层重量不在表11的规定范围或有差厚镀层的特殊要求(见7.3.2);8)特殊镀层或表面质量(见表12、14脚注a)9)大锌花热镀锌板(见7.4.2.1或7.4.5)10)在进行铝硅镀层时,对铝铁硅合金层最大重量有特殊要求(见7.4.6);11)对热浸镀铝硅合金镀层产品要求以光亮表面交货(B型表面,见7.5.2.2标注);12)表面粗糙度的定义及范围(见7.5.3)13)选择防锈油(见7.6.1)14)S类镀层(见7.6.6);15)无开卷破裂(见7.7.1)16)产品每个表面镀层重量的最大值与最小值(见7.9)17)检验类型,如果可能,提供检验文件(见8.1.2);18)通过计算确定拉伸性能、烘烤硬化系数BH2以及镀层重量(见8.3);19)对检验面进行说明(上表面或下表面)(见8.5.4.2);20)采用产品的商标进行标识(见9.2);21)包装要求(见10)。
6.制造工艺6.1 制造除非有钢种限制(见表4脚注a),否则炼钢和产品制造工艺由生产厂决定。
6.2 工艺流程6.2.1 时效由于时效作用,所有产品的成型性能都会降低,加工过程中可能会出现卷裂或皱边。
尤其是对于厚度大于0.9mm的产品,随着储存时间的延长,发生卷裂的可能性会增大。
使用方收到产品后应尽快进行加工(见7.2.1.3)。
6.2.2 镀层性能由于氧化作用镀层表面会发生变化,产生黑斑。
由于镀层的时效作用,加工过程中表面可能产生裂纹,影响抗磨蚀性能。
使用方应熟悉这些特性。
6.2.3 表面的保护关于运输和储存过程中的表面保护,以下两方面需要注意。
--任何保护措施只能在运输和储存过程中起到临时性作用,表面可能会产生颜色变化。
--特别需要注意的是,涂油的保护作用与储存时间有关。
随储存时间的延长油膜会越来越不均匀,甚至会产生漏涂油点。
不同类型的油保护作用不同。
7.要求7.1 化学成分7.1.1 钢的化学成分(熔炼分析)应符合表1-表4的规定。
7.1.2 如果询价和订货时达成协议进行成品分析,则与表1-表4 熔炼分析成分的偏差值应符合表5 规定。
表2 建筑用钢化学成分(熔炼分析)表5成品分析相对于表1-表4 规定的熔炼分析的允许偏差7.2 力学性能7.2.1 一般要求7.2.1.1 拉伸试验的数据适用于表6-表8以及7.2.5.2或7.2.5.3中的规定的试验方向,并与试样横截面有无镀层有关。
7.2.1.2 测定塑性应变比r值(见表6)和加工硬化系数n值时(见表6和表8-表10)应该取均匀延伸段,应变范围10%-20%。