金属线材反复弯曲试验机校验规范
CWJ-8金属线材反复弯曲机操作规程
CWJ-8金属线材反复弯曲机操作规程
1、使用前的准备工作
1.1、使用前,应根据试样的直径,参照《附件规格参数表》选用对应的导套和钳口,并调整好导套的高度。
1.2、检查弯板上不应有断裂的试样或其他能使弯板和主机壳体导通的金属,以免影响试验(现象是试样断裂后不停机)。
1.3、摆杆工作时,有180度的摆动范围,在此范围内,不得介入,以免造成伤害。
2、操作程序
2.1、接好电源线,合上总开关,电源指示灯亮;
2.2、将模拟开关置断开的位置;
2.3、若摆杆不在中间位置,可按“复位”键,使摆杆复位;
2.4、将试样从导套口穿入,用弹簧别住,转动丝杠手轮,将试样夹在钳口中间;
2.5、按“开始”键,试验开始,记录弯曲次数;
2.6、试样弯曲断裂后,电机自动停止,液晶表保持断裂弯曲次数;
2.7、将断裂的试样取出,按“复位”键,摆杆复位;
2.8、试验结束后关闭试验机电源即可。
金属材料 线材反复弯曲试验方法-济南腾捷

金属材料线材反复弯曲试验方法:
一:使用范围:
本机型适应于直径或厚度为0.3mm-10mm的金属线材的反复弯曲试验;检测在反复弯曲中承受塑性变形的能力。
反复弯曲试验是将试样一端固定,绕规定半径的圆柱支座弯曲90°,再沿相反方向弯曲的重复弯曲试验。
二:弯曲试样的工装参数选择:
三:试样的选择:
1、线材试样应尽可能平直。
但试验时,在其弯曲平面内允许有轻微的弯曲。
2、必要时试样可以用手矫直,在用手不能矫直时,可在木材、塑性材料或铜的
平面上用相同的材料的锤头矫直。
3、在矫直过程中,不得损伤线材表面,且试样也不得产生扭曲。
4、有局部硬弯的线材应不矫直。
四:试验程序和操作过程:
1、试验一般应在室温10℃-35℃内进行,对温度要求严格的试验,试验温度应为
23℃±5℃。
2、使弯曲臂处于垂直位置,将试样有拨杆孔插入,试样下端用夹紧块夹紧,并
使试样垂直于圆柱支座轴线。
3、弯曲试验室将试样弯曲90°,再向相反方向交替进行;将试样自由端弯曲
90°,再返回起始位置作为第一次弯曲。
4、弯曲操作应以每秒不超过一次的均匀速率平稳无冲击地进行,必要时,应降
低弯曲速率以确保试样产生的热不至于影响试验结果。
5、试验中为确保试样于圆柱支座圆弧面的连续接触,可以试样施加某种形式的
张紧力。
除非相关产品标准中另有规定,施加的张紧力不得超过试样公称抗拉强度相对应力力值的2%。
(此规定跟线材扭转试验的一样)
6、试样断裂的最后一次弯曲不计入弯曲次数。
五:弯曲试验机的技术参数:。
反复弯曲 国标
反复弯曲国标
反复弯曲的国标是指对金属线材进行反复弯曲的试验方法,用于检测金属材料在反复弯曲作用下的性能表现。
国标号为GB/T 238-2002,由国家质量监督检验检疫总局发布,并于2003年1月1日开始实施。
该标准规定了金属线材反复弯曲试验方法的原理、试验设备、试样制备、试验步骤和试验结果处理等方面的要求。
通过该试验,可以评价金属线材在反复弯曲作用下的柔软性、韧性、延展性和疲劳性能等方面的性能指标。
在进行反复弯曲试验时,需要使用专门的试验设备,试样制备应符合GB/T 238.1-2002的规定,试验步骤应按照标准规定进行操作。
试验结果可以通过表格记录并计算各个性能指标,以便于进行结果分析和材料比较。
需要注意的是,不同材料在反复弯曲试验中的性能表现会有所不同,因此该标准的具体实施应结合相关标准和材料的特性进行综合判断。
钢筋反复弯曲试验机操作规程

钢筋反复弯曲试验机
操作规程
一、在被检验的金属线材上截取长200-250mm的一段,进行矫直,并不得损伤线材表面。
二、将摇臂处于垂直位置,以此为试验的起始状态,将试样穿入两夹片底板的孔内,然后垂直向上从拔杆的下部穿过拔杆空再穿入上夹至顶部,转动上夹头手柄把线材上端夹紧。
三、用手把上夹头往下按15-25mm后稳住转动主夹片手柄将下端夹紧进行弯曲。
四、弯曲试样时,应使用较均匀的速度。
五、弯曲记数从起始位置向右弯曲90度,返回至起始位置为一次,向左同样的情况为第二次,至试样折断为止,最后一次不计。
六、长期使用后夹片的表面若出现压伤之痕迹应更换夹片,油杯及有相对滑动处应经常加油,保持润滑,使用后应擦拭干净并涂上防锈油。
123项行业计量技术规范编号、名称、主要内容等一览表 (1)
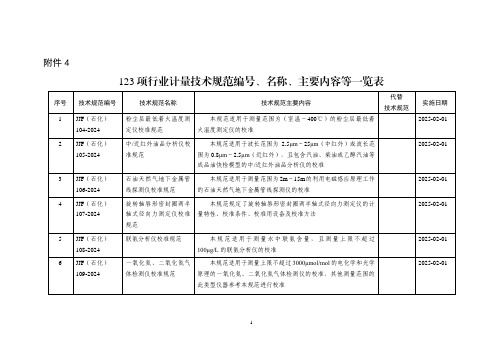
10
JJF(石化)113-2024
落砂耐磨试验仪校准规范
本规范适用于以落砂法进行耐磨性测定的落砂耐磨试验仪的校准
2025-02-01
11
JJF(石化)114-2024
润滑脂宽温滴点测定仪校准规范
本规范的校准方法适用于温度范围(0~400)℃的润滑脂滴点测定仪的校准
2025-02-01
2025-02-01
39
JJF(建材)223-2024
钢筋弯曲试验机校准规范
本规范适用于钢筋弯曲试验机的校准
2025-02-01
40
JJF(建材)224-2024
陶瓷板表面平整度测试仪校准规范
本规范适用于大规格陶瓷板、陶瓷岩板表面平整度测试仪的校准
2025-02-01
41
JJF(建材)225-2024
2025-02-01
14
JJF(石化)117-2024
多试样橡胶脆性温度试验机校准规范
本规范规定了多试样橡胶脆性温度试验机的计量特性、校准条件、校准用设备及校准方法
2025-02-01
15
JJF(有色金属)0024-2024
落球冲击试验机校准规范
本规范适用于A类和B类落球冲击试验机的校准,该规范涉及重锤质量示值误差、导管刻度示值误差和冲击深度的校准
2025-02-01
4
JJF(石化)107-2024
旋转轴唇形密封圈两半轴式径向力测定仪校准规范
本规范规定了旋转轴唇形密封圈两半轴式径向力测定仪的计量特性、校准条件、校准用设备及校准方法
2025-02-01
5
JJF(石化)108-2024
联氨分析仪校准规范
本规范适用于测量水中联氨含量,且测量上限不超过100μg/L的联氨分析仪的校准
金属线材扭转试验机检定规程
金属线材扭转试验机检定规程
金属线材扭转试验机检定规程金属线材扭转试验机是金属行业检测试验中常用的设备,其准确性和稳定性对金属材料的检测精度有着非常重要的影响。
为了保证金属线材扭转试验机能够正常工作,可靠地提供检测数据,国家有关部门制定了金属线材扭转试验机检定规程。
金属线材扭转试验机检定规程主要有以下几个方面:
1、精度检定:在检定时,要求金属线材扭转试验机的读数与标准值的差值符合国家标准要求,确保测量精度。
2、可靠性检定:在检定时,要求金属线材扭转试验机的可靠性,确保金属线材扭转试验机能够正常工作,提供准确的测量数据。
3、稳定性检定:在检定时,要求金属线材扭转试验机的稳定性,确保金属线材扭转试验机在一定的环境条件下,能够提供持久的准确的检测数据。
金属线材扭转试验机检定规程旨在保证金属线材扭转试验机正常工作,提供准确可靠的检测数据,以确保金属材料检测精度。
根据国家标准,检定周期一般设定为一年,一般由专业机构或者相关部门负责检定。
在检定过程中,应注意仪器的保护和使用,避免损坏或污染仪器,以保证金属线材扭转试验机能够正常工作,提供准确的检测数据。
钢筋反复弯曲试验机的试验方法 弯曲试验机操作规程

钢筋反复弯曲试验机的试验方法弯曲试验机操作规程钢筋反复弯曲试验机是按国家标准《金属弯曲试验方法》(GB232—88)的规定而研制的,其结构性能完全符合试验规范要求,具有两支承辊,支辊间距离可以调整,钢筋反复弯曲试验机是按国家标准《金属弯曲试验方法》(GB232—88)的规定而研制的,其结构性能完全符合试验规范要求,具有两支承辊,支辊间距离可以调整,可配备不同直径的弯心,该仪器工作牢靠,操作便利。
钢筋反复弯曲试验机的试验方法:1、从被检验的金属线材上截取200-250mm的这段,进行校正,矫直时不得损伤线材表面。
2、依照参数表中线材直径大小选择夹片圆弧半径r,夹片圆弧顶部至拨杆底面的距离b,以及拔杆孔φ,每付夹片上部都打印了圆弧半径数字以供选择,距离b是通过摇臂上的三个孔调整拨杆的位置得到的,以下往上依次为35、50、75、拨杆孔φ可依据拨杆四周打印的数字辨别。
3、主拨杆上有相互垂直的四个孔,调整拨杆的方向可得到所需要的孔位,当使用有螺纹一端的孔时,应将轴套套上,使用另一个端孔时,则应将轴套取下,以保证线材处于弯曲中心线上。
4、将摇臂处于垂直位置,并以此来作为试验的起始状态,将试样先穿入两夹片中底板的孔内,然后垂直向从拨杆的下部穿过拨杆孔再穿入上夹头至顶部,转动上夹头手柄把线材上端加紧。
5、用手把上夹头往下按15-25mm后稳住,(粗的线材距离应长些使线材具有15-25公斤左右拉力)转动主夹片手柄将线材下端夹紧,进行弯曲。
6、弯曲试验时,应使用较均匀的速度(约1次/秒)。
7、弯曲计数是从起始位置向右弯曲90度,试样返回至起始位置为第一次,再向左弯曲90度,试样再返回起始位置为第二次,以此类推至试样折断为止,试样折断后的最后一次弯曲不计。
8、长期使用后夹片的圆弧表面若显现压伤之痕迹应更换夹片。
9、油杯及有相对润滑处应常常擦油,保持润滑。
—专业分析仪器服务平台,试验室仪器设备交易网,仪器行业专业网络宣扬媒体。
金属线材反复弯曲

金属线材反复弯曲
依据标准:GB/T238-20139(金属材料线材反复弯曲试验方法),
YB/T5249-2009(一般用途低碳钢丝)
反复弯曲试验,是检验金属材料的耐反复弯曲性能,并显示其缺陷的一种方法。
适用于截面小于120mm2的线材,条材和厚度小于5mm的带材及板材。
试验仪器:钢筋反复弯曲机
试验室要求:温度10~35℃如果对温度要求严格的话温度应为23±5℃。
试验方法:
将试样垂直夹紧于仪器夹中,在与仪器夹口相互接触线成垂直的平面上,沿左右方向90°反复弯曲,其速度不超过60次/min,必要时应降低弯曲速率以确保试样产生的热量不至影响试验结果。
试样断裂的最后一次不计入弯曲次数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金属线材反复弯曲试验机校验规范
1范围
本方法适用于新购和使用中及检修后的金属线材反复弯曲试验机的校验。
2技术要求
2.1反复弯曲试验机为金属制成,应牢固地固定在台座上。
2.2反复弯曲试验机上应有固定钳口的槽,并有顶紧钳口螺杆。
2.3反复弯曲试验机上的摇把应能左右90°摇摆自如。
2.4 摇把下端距钳口60mm处应有固定钢丝眼的定位座。
2.5 备有孔径分为
3.5mm、
4.5mm、
5.5mm、
6.5mm、
7.5mm的钢丝眼各一个,且要求钢丝眼内壁光滑。
2.6 备有上端半径分别为7.5mm、10mm、20mm,长45mm、宽20mm、高35mm的钳口块各一对,要求表面光滑、平直。
3校验项目
3.1外观。
3.2各部位尺寸。
4环境条件及校验用标准器具
4.1环境条件
温度20℃±10℃,环境湿度不大于85%,校验现场周围应清洁,无影响工作的振动和腐蚀性气体存在。
4.2校验用标准器具
4.2.1 钢直尺:量程300mm,分度值1mm。
4.2.2 游标卡尺:量程300mm,分度值0.02mm。
4.2.3 弧度板。
5校验方法
5.1目测钢丝眼内壁是否光滑,目测和手摸钳口是否光滑、平直。
5.2 检查反复弯曲试验机与台座是否牢固固定,摇把能否左右90°摇摆自如,钳口、钢丝眼装卸是否方便,顶紧后是否松动。
5.3 用钢直尺测量各部位长、宽、高。
5.4 用游标卡尺测量各钢丝眼内径。
5.5 用弧度板测量各钳口半径。
6校验结果处理
6.1全部校验项目均符合技术要求为合格。
6.2 校验周期为12个月。
7校验记录
7.1金属线材反复弯曲试验机校验记录。
金属线材反复弯曲试验机校验记录
校验编号:。