分模线-概念
模具的基本结构及相关概念
模具的基本结构及相关概念1、模胚即模架:MoldBase 模胚是整套模具的骨架,所有模具的零部件的制作均需考虑模胚的结构。
模胚的成本一般占整套模具的30%左右,模胚由专门的大型模胚厂制造,已标准化,各模具制造厂只需根据自身的需要向模胚厂定制即可。
模胚分为面板、A板(前模板)、B板(后模板)、C 板(方铁)、底板、顶针面板、顶针底板、司筒、导柱、回针、顶针、撑头、限位钉等。
目前珠三角区域规模较大的模胚厂商有龙记模胚(LKM)、鸿丰模胚、中华模胚等,其中又以LKM名气最大,其模胚广大模具制造厂普遍采用,品质、精度均有保障。
2、模仁又称型腔,即嵌入模胚模板内的成型模芯。
分为前模仁,后模仁,俗称前模(Cavity),后模(Core)。
为何要在模板内嵌入模仁呢?主要是为节约成本。
因为塑胶对模具的钢材特性有很高的要求,如硬度、耐腐蚀性、耐高温(热变形)等;而模胚的模板则无需太高的要求。
模仁硬度一般为45~65HRC,模胚的模板硬度30~45HRC;用作模仁的钢料每公斤可达RMB 200,而模胚的钢料一般只需RMB20~30元。
注:HRC为洛氏硬度。
3、唧嘴:Sprue。
注塑机炮筒的射胶嘴通过该装置将熔融的塑胶原料注入型腔。
4、滑块又称行位:Slider。
为顺利出模而必须使用的结构部件。
因为有些产品结构特殊,如有侧边有空,有倒扣(勾)等,需用行位才可出模。
5、斜顶:Angle-Lifter。
与行位相似,也是为顺利出模而必须使用的结构部件。
6、还有一些与模具有关的名词:分模线(P/L)、模具基准、缩水率(Shrinkage)、排位(Layout)、钢料、铜公(电极,其材质有铜、石墨等)、倒扣、运水、出模斜度(Draft angle)、冷料井、流道、注塑仿真、分模、出模、开&合模步骤、模号、抛光(省模)、软模、硬模、模具表面处理、试模(TEST MOLD)、改模、装模、交模等。
7、从上可看一套模具按其各部件的功能可细分为:流道系统、成型系统、温度调节系统、排气系统、顶出系统、开合模系统、复位系统。
塑胶模模仁的分模技术分析
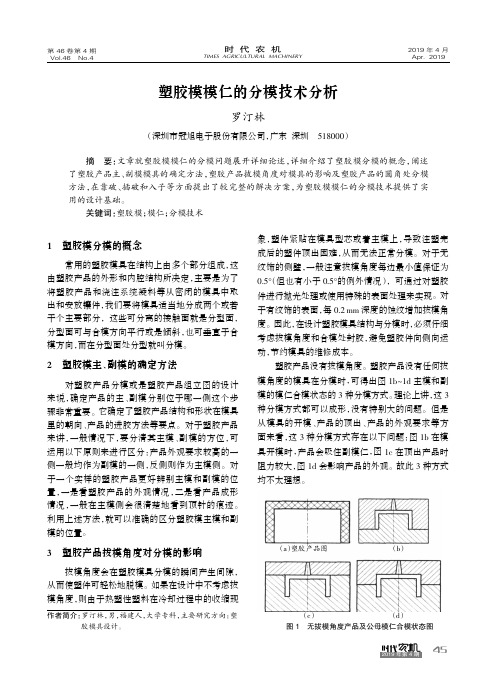
塑胶产品的通孔和盲孔一般用型芯来处理。型芯既 可与模仁合为一个整体,也可独立出来。独立出来 的型芯,称做“入子”。塑胶产品中通孔的成形有两 个专业术语,即“靠破”和“插破”可以看到公母模仁 有些部分是相互靠在一起的,没有拔模角度的相靠 称之为“靠破”,而有拔模角度的相靠称之为“插破”。 在有些制造领域也称没有拔模角度的靠破面为 0毅 靠破面。
第 46 卷第 4 期 Vol.46 No.4
时代农机
TIMES AGRICULTURAL MACHINERY
2019 年 4 月 Apr. 2019
塑胶模模仁的分模技术分析
罗汀林
(深圳市冠旭电子股份有限公司,广东 深圳 518000)
摘 要:文章就塑胶模模仁的分模问题展开详细论述,详细介绍了塑胶模分模的概念,阐述 了塑胶产品主、副模模具的确定方法,塑胶产品拔模角度对模具的影响及塑胶产品的圆角处分模 方法,在靠破、插破和入子等方面提出了较完整的解决方案,为塑胶模模仁的分模技术提供了实 用的设计基础。
3 塑胶产品拔模角度对分模的影响
拔模角度会在塑胶模具分模的瞬间产生间隙, 从而使塑件可轻松地脱模。如果在设计中不考虑拔 模角度,则由于热塑性塑料在冷却过程中的收缩现
作者简介:罗汀林,男,福建人,大学专科,主要研究方向:塑 胶模具设计。
catiav5使用教程(2024)

包括分析零件图纸、确定加工工艺、编写加工程序、调试程序和 首件试切等。
2024/1/29
24
catiav5数控编程功能介绍
2024/1/29
catiav5数控编程模块概述
catiav5提供了全面的数控编程模块,支持从简单的2轴加工 到复杂的5轴联动加工。
加工策略与刀具路径生成
catiav5提供了多种加工策略,可根据不同的加工需求生成 优化的刀具路径,提高加工效率和质量。
30
THANKS FOR WATCHING
感谢您的观看
2024/1/29
31
菜单栏
包含文件、编辑、视图、插入、格式、工具、 窗口和帮助等菜单项,用于执行各种操作。
工具栏
提供常用命令的快捷方式,如保存、撤销、重做 等。
2024/1/29
绘图区
用于显示和编辑图形的主要区域。
状态栏
显示当前光标位置、图层、颜色等信息。
命令窗口
显示和输入命令的地方,可以执行各种操作。
9
自定义界面风格与快捷键设置
2024/1/29
创建基础特征
在钣金设计模块中,可以使用“草图”工具创建基础特征 ,如矩形、圆形等。通过定义草图的尺寸和位置,可以生 成钣金件的基础形状。
完成钣金件创建
在完成基础特征和折弯特征的创建后,可以使用“完成” 命令来结束钣金件的创建过程。此时,可以对钣金件进行 进一步的编辑和优化。
16
折弯、展开等钣金操作演示
2024/1/29
3
软件背景及发展历程
CATIA(Computer Aided Three-dimensional Interactive Application)是法国达索公司开发的一款高端CAD/CAE/CAM一体化软 件。
[整理]模具英语专业术语
![[整理]模具英语专业术语](https://img.taocdn.com/s3/m/f66e4f1e773231126edb6f1aff00bed5b9f373e7.png)
模具(MOULD/MOLD,TOOL):CAVITY:前模CORE:后模(定模)DIMENSION:寸法GATE:浇口/水口/入水口PIN GATE:点水口/点浇入水SIDE GATE:边水口/侧浇入水/大水口APPERANCE SURFACE:体裁面WARPAGE DIRECTION:变形方向DRAFT ANGEL:脱模斜度PARTING LINE/P。
L:分模线EJECT PIN/E。
P:注塑顶针BLAST/TEXTURE:喷啥,蚀纹MIRROR FINISH:镜面(抛光)处理POLISH:抛光EMD:放电加工WELD:熔接加工(烧焊)LATHE:车床MILLING CUTTER:铣刀MILLING MACHINE:铣床WIRE CUT:线切割CNC:主加工中心POWER DRILL:电钻DRILLING:钻孔FRITING:烧结ANNEALING:淬火注塑术语(INJECTION)SCREW:螺杆WELD LINE:熔接线SINK MARK:缩水DRAG MARK:脱花BURR:批锋FLOW MARK:流纹SHADOW MARK/GLOSS DIFFERENCE:光影SHORT:缺胶INJECTION CYCLE:成型周期注塑英语型厚大小Thick size锁模结构(机绞/直压)Mode locking structure(machine twists/straight pressure)最大开模距离The biggest die sinking is away from动模板最大模具重量Moves the template maximum mold weight哥林柱间距Elder brother forest column spacing顶出形式(电动五点,油压五点,油压十三点)Goes against the form (electrically operated five spots, flowing tubing head pressure five spots, flowing tubing head pressure 13 spots)顶出长度Goes against the length顶棍孔直径Goes against the stick hole diameter顶棍孔中心矩Goes against the stick hole central moment螺杆材质(合金)Screw rod material quality (alloy)螺杆转速Screw rod rotational speed最大射出体积Projects the volume most greatly最大射出量Projects the quantity most greatly射出率Ejection rate每10mm射出量(理论)Each 10mm projects the quantity (theory)射咀直径Shoots ju the diameter射咀R值Shoots ju the R value射咀空径Shoots ju the spatial diameter定位环直径Locating ring diameter溶胶能力Sol ability驱动方式(全自动/全液压)Drive type (completely automatic/entire hydraulic pressure)电压Voltage电热功率Electric heating power电机功率Electrical machinery power作动油量Does moves the oil mass机械尺寸Mechanical size机械重量Mechanical weight最高溶胶温度Highest sol temperature是否带中子Whether to bring the neutron是否带吹气Whether to have the air flus开模行程,open ould stroke定产,order production定产效率,efficiency of order prod uction注胶切换点,glue-injection switching point保压压力1,protective pressure倒索,inverse sling模保护,mould protection关模低压,close mould low pressure炮筒温度,gun barrel temperature回料量,returning amount注射压力,injecting pressure色母配比,raw color ratio mixing配套摸具,matched mold顶针次数,thimble times立式注胶机vertical injector工艺卡,WSP(work specification procedure)工作指导work instr uction注塑机部分英语钣金machine cover / upper cover/ side cover锁模部分clamping unit射胶部分injection unit机架machine frame / base电气系统electric system液压系统hydraulic system机械系统mechanical system机门safety door / fixed door / movable door锁模部分clamping unit电脑控制器computer controller机械安全锁mechanical safety interlock射胶部分injection unit液压系统hydraulic system电箱electrical cabinet / cable机架分体线stand split line机架螺丝孔foundation bolt hole机架machine base / supporting frame理论注射容积theoretical shot volume实际注射量shot weight螺杆直径screw diameter注射压力injection pressure注射速度injection speed注射速率injection rate螺杆长径比screw L/D ratio螺杆行程screw stroke螺杆转速screw speed熔胶能力plasticizing capacity锁模力clamping force开模/锁模行程mold clamping / opening stroke模板尺寸platen size拉杆间距distance between tie bars / rods模板最大距离max. daylight容模量mold thickness (min. & max.)顶出行程hydraulic ejection stroke顶出力hydraulic ejection force顶针数nos. of ejector pin液压系统压力hydraulic system pressure油泵马达pump motor电热量heating capacity温度控制区数nos. of temp control zones射嘴接触力nozzle contact forceInjection 注射Mould closing 关模Cooling time冷却时间Holding time 保压时间Injection start delay 注射延迟Injection alarm time注射报警时间Final cushion minimum value最后段位置Change-over to holding by value切换到锁模Plasticizing end value预塑重终点Hydrarlic change-over pressure holding切换到保压Screwvalue for change-over to holding加料Hydraulic pressure in holding锁模力Filling stage pressure limit充模压力Injection speed注射速度Plasticizing delay预塑延时1st suck-back speed储料一速度1st suck-back pressure储料一压力Screwrotation speed螺杆转速Decompression value at end of injection注射终点Decompression value at end of plasticizing预塑终点Mould close force关模压力Mould closing safety time .. 时间Mould closing pressure .. 压力1st closing safety stage pressure 合模一段压力1st mould closing speed ...成型速度1st stage mould closing safety position.....位置High pressure start position高压锁模位置注塑专业英语Surface Appearance外观Glossiness/gloss finish光洁度Matt finish/matt surface毛面Glass fiber rich surface/glass emergence on the surface 玻纤外露Blooming/surface blooming表面析出White patches on surface表面白斑Silver marks/silver streak银纹Splay mark水纹Flow mark流纹Weld line溶结纹Brittle/brittleness脆Bubbles/trapped gas气泡Void孔Burn marks烧伤FR failed阻燃不合格Flame rating V-2阻燃V-2Poor dispersion分散不好FR/PTFE …agglomerates etc 阻燃剂/PTFE…结块Pellet porous粒子不密/蜜蜂窝Low impact/tensile etc物理性能低High flow/filler content etc流动性/填充…过高Longs/fines/doubles长粒/碎屑/连粒Poor cut粒形不好Bristle/voids表面有小气泡/孔Glass bundles玻纤结团Product was rejected due to 产品不能接受因为…High moisture level高水分Warpage/warped翘曲Shrinkage/shrink收缩Sink marks缩影Short shot/short molding打不满Distortion变形Over dimension尺寸过大Under dimension尺寸过小Flashing飞边Discoloration变色Off color颜色差异Flow rate流动率Viscous粘High flow高流动Low flow低流动Sticky粘Mold release脱模Antioxidant抗氧剂Flame retardant agent阻燃剂Heat stabilizer热稳定剂Chopped glass fiber短切玻纤Roving glass fiber粗纱/长玻纤Glass beads玻璃微珠Milled fiber碾磨纤Molybdenum disulfide/moly/MoS2 二硫化钼Colorant着色剂Pigment颜料Dye染料Accepted product specification接受产品规格Approved our product认可我们的产品Re-set spec重新定标准Add in extra …添加多一点…Reduced … content减少…含量Dropped/reduced … by x%减少…含量…%Confirmed color standard确认颜色标准Approved color standard认可颜色标准Re-confirmed color standard重新确认颜色标准Qualified our product认可我们的产品Undergoing heat aging test在做热老化实验Product is under testing产品在测试当中Received first order接了第一个定单Expected to finish by …预计在…完成Expected order is xMT预计定单量…吨Estimated annual/monthly consumption预计年/月用量--- 详细信息1. 注射模具名称注射模:Injection mould热塑性塑料注射模:Injection mould for thermoplasctics 热固性塑料注射模:Injection mould for thermosets无流道模:Runerless mould热流道模:Hot runner mould绝热流道模:Insulated温流道模:Warm runner mould2. 浇注,排溢,分型浇注系统:Feed system主流道:Sprue分流道:Runner浇口:Gate直接浇口:Direct gate ;Sprue gate环行浇口:Ring gate盘型浇口:Disk gate ;Diaphragm轮辐浇口:Spoke gate :Spider gate点浇口:Pin-point gate侧浇口:Edge gate潜伏浇口:Submarine gate护耳浇口:Tab gate扇型浇口:Fan gate 牛角浇口:Horn gate冷料穴:Cold-slug well浇口套:Sprue bush ;Sprue bushing浇口镶块:Gating insret分流锥:Sprader流道板:Runner plate热流道板:Manifold block;Hot-runner manifold温流道板:Warm runner plate二级喷嘴:Secondary nozzle鱼雷形组合体:Torpedo;T orpedo body assembly管式加热器:Cartridge heater热管:Heat pipe阀式浇口:Valve gate加热腔:Loading chamber柱塞:Force plunger;Pot plungr溢料槽:Flash grorve ;Spew grovve排气槽:Vent分型面:Parting line水平分型面:Horizontal parting half垂直分型面:Vertical parting half3. 成型零件定模:Stationary mould:Fixed half动模;Movable mould ;Moving half上模:Upper mould;Upper half下模:Lower mould :Lower half型腔:Cavity凹模:Impression;Cavity plate镶件:Mould insert活动镶件:Movable insert;Lose detail拼块:Splits凹模拼块:Cavity splits型芯拼块:Core splits型芯:Core侧型芯:Side core:slide core螺纹型芯:Thread plug;Threaded core螺纹型环:Thread ring;Threaded cavity凸模:Punch;Force嵌件:Insert for mould4. 支持与固定零件定模座板:Fixed clamp plate:Top clamping plate;Top plate动模座板:Moving clamp plate :Bottom clamping plate; Bottm plate 上模座板:Upper clamping plate下模座板:Lower clamping plate凹模固定板:Cavity-retaier plate型芯固定板:Core-retaier plate凸模固定板:Punch-retaier pilte模套:Chase ;Bolster;Frame;支撑板:Backing plate垫块:Spacer parallel支架:Ejector housing支撑柱:Support pillar模板:Mould plate5. 抽芯零件斜销:Angle pin; Finger cam滑块:Slide;Cam slide侧型芯滑块:Slide core-slide滑块导板:Slide guide strip锲紧块:Heel block;Wedge block;Locking heel斜槽导板:Finger guide plate弯销:Dog-leg cam斜滑块:Angled-lift splits6. 导向零件导柱:Guide pillar;Guide pin;Leader pin带头导柱:Guide pillar ;Straight leader pin带肩导柱:Guide pillar Shouldered;Shoulder leader pin推板导柱:Ejector guide pillar;Ejeector guide pin导套:Guide bush ;Guide bushing直导套:Guide bush ;Straight ;Straight bushing带头导套:Guide bush ;Shoulder bushing推板导套:Ejector guide bush;Ejector bushing7. 定位和限位零件定位圈:Locating ring锥形定位圈:Mould bases locating elements复位杆:Ejector plate return pin;Push-back pin限位钉:Stop pin;Stop button限位块:Stop block ;Stop pad定距拉杆:Length bolt;Puller bolt定距拉板:Puller plate;Limit plate8. 推出零件推杆:Ejector pin圆柱头推杆:Ejector pin with cytindrical head带肩推杆:Shouldered ejector pin扁推杆:Flar ejector pin推管:Ejector sleeve推块:Ejector pad推件板:Stripper plate推件环:Stripper ring;Stripper dlisk推杆固定板:Ejector retainer plate推板:Ejector plate;Ejection plate连接推杆:Ejector tie rod 拉料杆:Sprue puller钩形垃料杆:Sprue puller ;Z-shaped球头垃料杆:Sprue puller;Ball headed圆锥头垃料杆:Sprue puller;Conical headed分流道垃料杆:Runner puller;Runner lock pin推流道板:Runner stripper plate9. 冷却和加热零件冷却通道:Cooling channel;Cooling line隔板:Baffle加热板:Heating plate隔热板:Thermal insulation board10. 模架模架:Mould base标准模架:Standard mould base11. 塑料成型模具的主要设计要素注射能力:Shot capacity收缩率:Shrinkage注射压力:Injection pressure锁模力:Clamping force ;Locking force成型压力:Moulding pressure模内压力:Internal mould pressure;Cavity pressure 开模力:Mould opening force脱模力:Ejection force抽芯力:Core-pulling force抽芯距:Core-pulling distance闭合高度:Mould shut height最大开距:Maximum daylight;Open daylight投影面积:Projected area脱模斜度:Draft脱模距:Stripper distance。
模具基本知识
模具基本知識了解及模具報價基本概念:一、序言据统计,日常生活中一个普通人身上物品直接、间接的与约2千套模具有关!模具行业发达的程度可以说已成一个国家工业现代化的重要标志之一。
国内很多大型企业的模具部门在整个公司中的地位都及其重要,像深圳的比亚迪最初就是由一个小模房发展起来的,而奇瑞汽车的模具制造技术在国际上也是一流的。
随着珠三角经济的持续发展,越来越多的国际性大公司看中这里成熟的模具制造技术及具有丰富从业经验的技术人才,都纷纷把其塑胶、模具部门转来,或把模具发来制造。
珠三角的模具出口数量逐年递增,已成为中国乃至国际最重要的模具生产、加工基地。
特别是家用电器及汽车业的发展速度更快。
说到珠三角模具制造业,就不得提香港、台湾。
上世纪八、九十年代珠三角的经济刚刚起飞,其模具技术几乎空白,而随着香港、台湾的企业把工厂转移到内地,其先进的模具制造技术也带了过来。
当时,一名熟练的模具制造师傅月薪可达上万RMB。
其中,最重要的技术是CAD/CAM,即模具设计电脑化技术和模具加工电脑化技术(CNC,电脑锣技术)两项技术。
现在珠三角的深圳、东莞两地的模具设计及制造技术都达到了较高的水平,在每年举办此类的展览中都有很多的领先国际的新技术、新设备涌现。
这方面的人才亦成为抢手货,甚至长三角、江浙一带的企业也加入这场人才大战中,在各类招聘会中抢夺人才为使更多有志加入此行业的青年朋友、初学者得到相关的基础知识,本人总结了自己这几年从业的经验及平时收集的资料整理成文,供大家参考。
全文分为序言、什么是塑胶模具、必备的知识、塑胶模具结构及分类、常用塑胶原料的特性、塑胶模具的加工方法及工艺、塑胶模具设计要点等几大部分。
限于本人的水平,书中难免有错漏,欢迎各位朋友、同业者批评指正,不胜感激。
本文的部分资料由我的朋友张可良先生提供,在此深表感谢此资料属免费提供,版权所有,任何个人、团体、组织、网站、公司等未经许可不得将其用于商业用途二、什么是塑胶模具人们为满足生产及生活的需要,按一定的要求而制造的生产工具。
发泡模具设计详解

发泡模具设计详解 The latest revision on November 22, 2020一、发泡模成型机的原理1、发泡原材料的种类:EPS,EPP,EPE,EPO等。
2、成型原理:合模,加料,利用蒸汽加热成型,再冷却,脱模。
二、EPS模具总体结构根据机型的种类来设计模具,与机台配套。
1、一体模:台湾机、方圆机、等机台没有标准水箱,必须根据产品排模来定水箱(蒸汽室),又叫一体模。
2、三片式模具:都具有三片板:凸模板、凹模板、枪板凸模板来固定连接凸模型腔;凹模板用来固定连接凹模型腔;枪板也叫做后封板、背板、主要装顶杆套和料枪。
3、压料:为凸模与凹模配合,方便预开加料成型而设计的一种结构,起到预开加料时不漏料。
根据水箱的合模台阶、模板来计算;压料有离空和没有离空两种。
没有离空的,凹凸模的压料相同;有离空的,凹模压料加离空等于凸模压料,凹模压料不少于10 mm。
4、法兰边:也就是凹模与凹模板连接处的空间,方便安装螺丝钉。
根据水箱合模台阶和模板来定,一般做到15 mm左右为宜,不能少于10mm;还有一种,从模板下面往上面套,叫反托,反托高度根据模板的厚度来定,如库尔特机型,一般采用反托式,日本机型一般采用正面安装,有法兰边。
5、壁厚:EPP模具的壁厚一般在15 mm左右;EPS模具、EPO模具的壁厚在8~10 mm之间;EPE模具的壁厚一般在15 mm,除客户特别说明要求。
6、缩水:一般EPS模具材料的缩水为0.3%,倍率低的客户要求提供0.25%、0.2%等;EPO材料一般在0.9%~1.0%之间;EPP、EPE材料根据倍率的不同,缩水也不同;EPP、EPE材料又分JSP/KANEKA原料等,缩水又不同7、气眼:∮4、∮6、∮8、∮10、∮12等规格,有条型式和针式两种类型。
EPS原材料模具,采用针式气眼比较多,EPP、EPE等原材料模具采用条型式(平面)比较多、侧面一般用针式;气芯按材质分,有铝气芯,铜气芯、不锈钢气芯,常用的是铝气芯。
塑胶模具开发设计的最常见方法及工艺三篇
塑胶模具开发设计的最常见方法及工艺三篇篇一:塑胶模具开发设计的最常见方法及工艺1)、测量工具:卡尺、千分尺、千分表、标准量块、标准角块、转盘、角规、投影仪、抄数机等;2、加工机器及设备:锣床、车床、磨床、钻床、CNC(电脑锣)、火花机、线切割机等。
3)加工方法及工艺一般模胚直接从模胚厂订回,其加工方法这里略去。
按精密注塑模具加工设计图纸,订回模胚、模仁、行位、斜顶、镶件等钢料即可开始安排精密注塑模具加工。
按加工工艺大概分为精密注塑模具加工粗加工及精密注塑模具加工精加工两块。
模胚开框,由锣床或电脑锣先开粗、后精框(也可由模胚厂代为加工,但要付给相应的费用;一些小型模房为节约成本往往自己加工,但效率低,精度不高),其它部件同样也是先塑胶模具开发设计粗加工成粗胚,后经电脑锣、火化机、线切割机精加工的到符合图纸精度要求的零件,最后装配入模胚成为一套完整的模具。
其流程大概如下:模胚开框模仁、行位等CNC加工铜公加工、火机加工型腔(EMD)钳工加工(FIT模)抛光(省模)装模试模。
实际制造中,几种塑胶模具开发设计加工工艺交织在一起,需要塑胶模具开发设计人员与模具师傅安排好各个环节,一步出错,满盆皆负!返工往往造成对模具的损害,做出来的精密注塑模具加工就不漂亮了。
要补救好的话,只能换料,这将增加时间和成本,而很多时候时间是最重要的。
现在精密注塑模具加工行业竞争很激烈,客户给模房的时间都很急,不能按时交模,最终将失去客户!各加工机械设备的功能简介:1、锣床,用于人工铣、切较形状较简单、规则的工件,如直线、斜线;常用来加工精度不是很高的工件,模胚开框、模仁、行位开料等。
2、车床,主要用于圆形的工件加工,如唧嘴、定位环、法兰、圆形模呵(CORE)、圆形铜公等;精度可达较高的要求。
3、磨床,主要用于钢料磨平,磨基准等,可满足大部精度要求。
4、钻床,主要用于钻空、攻牙、打运水孔等。
众多XX模具厂都将参与这个展会塑胶模具加工行业的机会,注塑加工厂讲的是诚信,和品质,喷油厂及时交货,不偏色,无色差,平板电脑模具专业制造厂家,精密度高,自动喷涂等等服务。
分型面的选择.

其他金属材料成型技术课程
分 型 面 的 选 择
主讲教师:刘桂荣 包头职业技术学院
职业教育材料成型与控制技术专业教学资源库
目
11
录
分型面的概念 分型面的选择原则
2
其他金属材料成型技术课程
职业教育材料成型与控制技术专业教学资源库
一、分型面概念
锻模的 分型面 指为取出制坯料、锻件、飞边而设置的 上下模的接触面。
职业教育材料成型与控制技术专业教学资源库
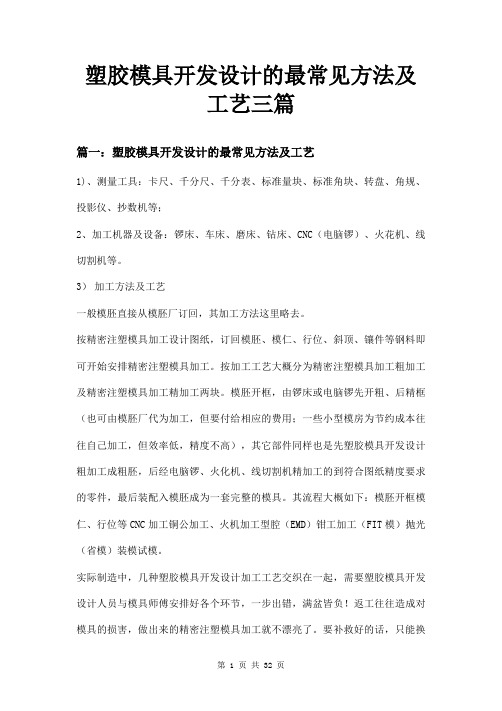
(4)当圆饼类锻件 H≤D 时,应采取径向分模,不宜 采用轴向分模,如图 4 所示。这是因为圆形模膛易于车削
加工,能够提高模具加工速度。且切边模的刃口形状简单、
制造方便,还可以加工出内孔,提高材料利用率。
图4 径向分模
其他金属材料成型技术课程
职业教育材料成型与控制技术专业教学资源库
分模 轮廓线
分模线
指终锻模膛分模面与锻件轮廓的交线。
分模轮廓线在视图平面上的投影称为分 模线。
其他金属材料成型技术课程
职业教育材料成型与控制技术专业教学资源库
二、分模面的选择原则
1.分模面选择的基本原则
ቤተ መጻሕፍቲ ባይዱ
(1) 1 (2)
(3)
首先考虑生产设备对锻件成型性的影响; 3
2 4
锻件分模位置选择在某一方向上具有最大 轮廓线的地方;
其他金属材料成型技术课程
(6)
职业教育材料成型与控制技术专业教学资源库
2.分模面选择的具体要求
(1)尽可能采用直线分模,如图1 所示。使锻模结构简
单,防止上下模错移。
图1 直线分模
其他金属材料成型技术课程
职业教育材料成型与控制技术专业教学资源库
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(源自:百度百科)
注塑模具是由两个半边模具合成的,注塑完成后产品需要取出来,就必须将两个半边模具分开来,在模具分开的地方注塑产品上就会有一条线,叫合模线。
进行灌注使用的模具大多有几部分拼接而成,而接缝处的位置不可能做到绝对的平滑,会有细小的缝隙,在灌注的配件产出时,该位置会有细小的边缘突起即分模线。
不同的产品模具设计并不相同,所以分模线的位置也有区别.
魔方中的分模线
在魔方制作中模具接缝不严导致细小的塑料突起;
从材料角度讨论,分模线的材料和魔方材质相同,因此本身的强度并不大,所以通过常规的使用摩擦就可以磨掉分模线,若想除去分模线,用刀刮掉即可。
处理分模线的必要性并不是很高,自然磨损就可以处理掉,所以在魔方组装的过程中,这个环节并不是绝对的。
因为分模线磨损,会掉落很多碎屑,这些碎屑如果残留在魔方结构内部,还是会对魔方产生影响的,例如在摩擦面上产生划痕、进入轴结构等,如果魔方进行了润滑处理,含有一定润滑油的时候甚至可能和润滑油混合形成油泥,反而影响魔方的使用顺滑程度。
如果需要,对魔方进行一次彻底的清理,也是能够让魔方恢复清洁状态的。
如果不是对魔方的内部清洁有太高的要求的话,从操作表现上并不会有太多的影响。
手板/PVC中的分模线
在模型中浇注时不可避免的产物,国仿的尤其多;
手板的分模线可通过砂纸打磨来除去,PVC的分模线可先打磨掉,再用丙烯补色,或请人代工重新喷漆。
分模线(理解):
(1)产品从前后模分开地方的那条线;(产品这个位置不能出模:产品从模具里面出取出来,如果沿取出方向拿出产品时,有个地方因为与模具上某个部位产生干涉,这个地方在这个出模方向就不能出模);
(2)通俗点,朔料件需要分成几个部分成型,各个部分拼在一起组成一个密闭空间,那么各个部分之间的线就是分模线。
产品这个位置不能出模,这个有几种可能:
1.可能加工不了;
2.在各部分做直线运动的轨迹上有不同方向的突起;
3.模具部件强度不足。
(3)分模线就是:动模与定模合起来后,注塑机把塑料高压射入模具,这时就会在动定模结合处的所有面产生一条线(这条线是必须有的)这条线就叫做分模线,意思就是说这条线就是动定模结合处的线。
模型在制作的過程中,會有水口,有分模線。
簡單的一個部件,一左一右拼起來,就會有一條長長的接線,這些東西在真實中是不存在的,表面處理就是為了把這些東西去掉,還原它“本來”的面貌,再來我們才開始談上色,舊化,改造。
定义:通俗的说:把产品从封闭的模具型腔里打开,并能取出产品的一系列分模线。
原则: 能靠破的不插破,能大斜度插破的,不限小斜度, 并且能方便加工。
名词:
靠破:产品从封闭的模具型腔中取出,拆模线与运动向成水平关系的面。
插破: 与靠破相对,成斜度关系。
如图:
入子:因为模具加工需要或方便加工,而把成型部分,分为几块加工,或几小块拼入,其中除主型腔外,其余部分材料均作入子。
圆形入子可称作型芯。