冲裁力计算-剪切强度
冲床冲压力计算公式P
冲裁力的计算公式:F=Kat=KLtTK:系数 1.3F:冲裁力A:冲裁断面面积量 m㎡L:冲裁断面周长 mmt:材料抗剪强度 MpaT:冲裁件厚度 mm卸料力=0.05*冲裁力推件力=0.055*冲裁力顶件力=0.06*冲裁力综合冲裁力=F+卸料力+推件力+顶件力冲床冲压力计算公式P=kltГ其中:k为系数,一般约等于1,l冲压后产品的周长,单位mm;t为材料厚度,单位mm;Г为材料抗剪强度.单位MPa 一般取320就可以.算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结果就是数字是多少就是多少T.这个只能算大致的,为了安全起见,把以上得到的值乘以2就可以了,这样算出的值也符合复合模的冲压力.----------------------------------冲裁力计算公式:P=K*L*t*τP——平刃口冲裁力(N);t——材料厚度(mm);L——冲裁周长(mm);τ——材料抗剪强度(MPa);K——安全系数,一般取K=1.3.------------------------------------冲剪力计算公式:F=S*L*440/10000S——工件厚度L——工件长度一般情况下用此公式即可。
-------------------------------------冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。
刚度校核依据。
1、冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素:2.冲裁力计算:P冲=Ltσb其中:P冲裁-冲裁力L-冲裁件周边长度t-板料厚度σb-材料强度极限σb-的参考数0.6 算出的结果单位为KN3、卸料力:把工件或废料从凸模上卸下的力Px=KxP冲其中Kx-卸料力系数Kx-的参考数为0.04 算出的结果单位为KN 4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力Pt=KtPnKt-推件力系数n-留于凹模洞口内的件数其中:Px、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数Kt的参考数为0.05,结果单位为KN5、压边力:P y=1/4 [D2—(d1+2R凹)2]P式中D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径p--------拉深力6、拉深力:Fl= d1 bk1(N)式中d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数一般压力机所用到的力为公称压力的60%,最多不能超过65%,不然机器完蛋不说还有可能死人.公称压力F=F+Fx+Ft(弹性卸料装置下出料)F=F+Fx+Fd(弹性卸料装置上出料)F=F+Ft (刚性卸料装置下出料)FxFtFd分别为卸料力,推件力,顶件力.推件力Pt=KtPn n-留于凹模洞口内的件数n=h/t h=凹模洞口直刃壁的高度t=料的厚度材料的抗剪强度抗拉强度参数去书店翻翻比在网上找的快网上没电子版的资料,反正不怎么好找.其中:Px、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数Kt的参考数为0.05,结果单位为KN5、压边力:P y=1/4 [D2—(d1+2R凹)2]P式中D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径p--------拉深力6、拉深力:Fl= d1 bk1(N)式中d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数一般压力机所用到的力为公称压力的60%,最多不能超过65%,不然机器完蛋不说还有可能死人.公称压力F=F+Fx+Ft(弹性卸料装置下出料)F=F+Fx+Fd(弹性卸料装置上出料)F=F+Ft (刚性卸料装置下出料)FxFtFd分别为卸料力,推件力,顶件力.推件力Pt=KtPn n-留于凹模洞口内的件数n=h/t h=凹模洞口直刃壁的高度t=料的厚度材料的抗剪强度抗拉强度参数去书店翻翻比在网上找的快网上没电子版的资料,反正不怎么好找.《设计手册》和教科书上给出的计算公式如下:1、冲裁力冲裁力:F p=KLtτ(其中K一般取1.3)。
冲裁力的计算公式
用 平 刃 口 冲 裁 工 件
用单边 斜刃200 t=1 d=100
当H>0.5t时 P=2dtτ ×arccos
H-0.5t H
当H=t时 P=2×100×1×440 ×arccos =92107牛 1-0.5 1
在双 边斜刃 冲模上 t=1 冲裁工 件 a=100 b=200 注:
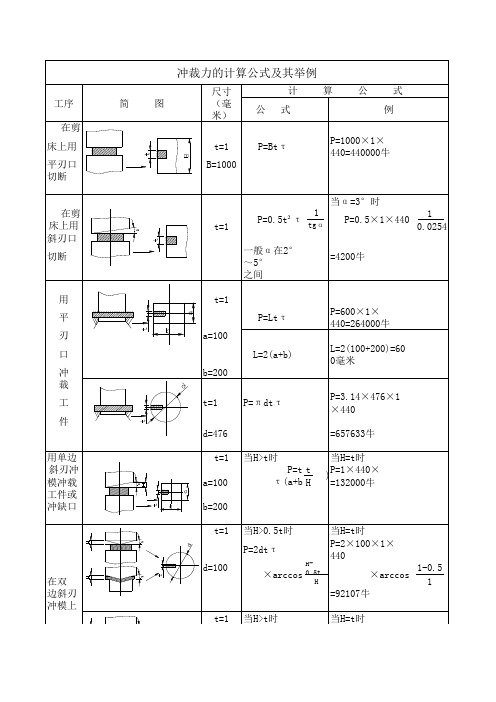
冲裁力的计算公式及其举例
工序 在剪 床上用 平刃口 切断 简 图 尺寸 (毫米) t=1 B=1000 公 计 式 算 公 式 例
P=Btτ
P=1000×1×440=440000牛
当α =3°时 在剪 床上用 斜刃口 切断 t=1 P=0.5t²τ 1
tgα
P=0.5×1×440
1 0.0254
一般α 在2°~5° =4200牛 之间 t=1 P=Ltτ a=100 L=2(a+b) b=200 t=1 d=476 P=π dtτ P=3.14×476×1×440 =657633牛 当H>t时 P=tτ (a+b t H 当H=t时 P=1×440×(100+200) ) =132000牛 L=2(100+200)=600毫米 P=600×1×440=264000牛
当H>t时 P=2tτ (a+b
0.5t
当H=t时 P=2×1×440(100+0.5 ) H ×200)=176000牛
(1)τ 为材料之抗剪强度。由表7—13查得:τ =440兆帕。(2)双斜刃凸模和凹模的主要参数H、α 列表2-37。 (3)考虑冲裁厚度不一致,模具刃口的磨损、凸凹模间隙的波动、材料性能的变化等因素,实际裁力还需增加 30%。如用平口模具冲裁时,实际冲裁力P冲应为P冲=1.3P=1.3Ltτ (L—冲裁件周长)。
冲裁力计算
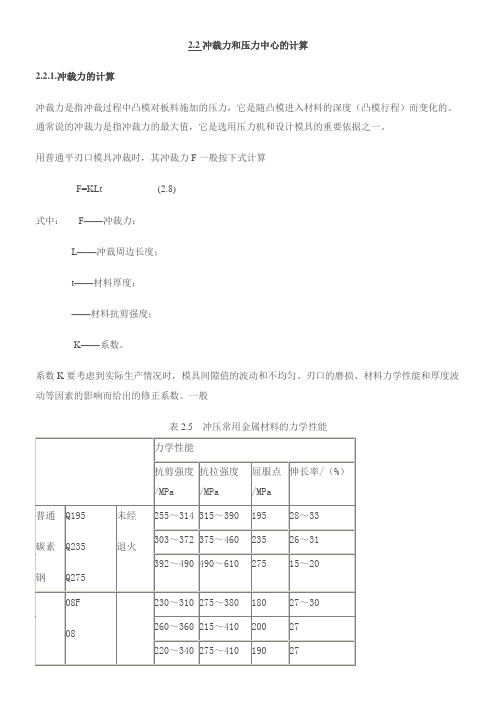
2.2冲裁力和压力中心的计算2.2.1.冲裁力的计算冲裁力是指冲裁过程中凸模对板料施加的压力,它是随凸模进入材料的深度(凸模行程)而变化的。
通常说的冲裁力是指冲裁力的最大值,它是选用压力机和设计模具的重要依据之一。
用普通平刃口模具冲裁时,其冲裁力F一般按下式计算F=KLt (2.8)式中:F——冲裁力;L——冲裁周边长度;t——材料厚度;——材料抗剪强度;K——系数。
系数K要考虑到实际生产情况时,模具间隙值的波动和不均匀、刃口的磨损、材料力学性能和厚度波动等因素的影响而给出的修正系数。
一般表2.5 冲压常用金属材料的力学性能取K=1.3。
为计算简便,也可按下式计算冲裁力:F≈Lt(2.9)式中为材料的抗拉强度。
查表2.5得=400Mpa 。
F= Lt=47.1×4×400 N=75000 N2.2.2.卸料力、推件力及顶件力的计算卸料力、推件力和顶件力是由压力机和模具卸料装置或顶件装置传递的。
所以在选择设备的公称压力或设计冲模时,应分别予以考虑。
影响这些力的因素较多,主要有材料的力学性能、材料的厚度、模具间隙、凹模洞口的结构、搭边大小、润滑情况、制件的形状和尺寸等。
所以要准确地计算这些力是困难的,生产中常用下列经验公式计算:卸料力=F (2.10)推件力=nF (2.11)顶件力=F (2.12)式中:F——冲裁力;、、——卸料力、推件力、顶件力系数,需查表得到;N——同时卡在凹模内的冲裁件数。
n=h/t式中:h——凹模洞口的直刃壁高度;t——板料厚度。
查表2.6得, =0.04;=0.045;=0.05;n=h/t=20/4=5;卸料力=F=0.04×75000N=3000N推件力=nF=5×0.045×75000N=17000N顶件力=F=0.05×75000N=37500N表2.6卸料力、推件力、顶件力系数2.2.3.压力机公称压力的确定压力机的公称压力必须大于或等于各种冲压工艺力的总和。
模具冲裁力的计算
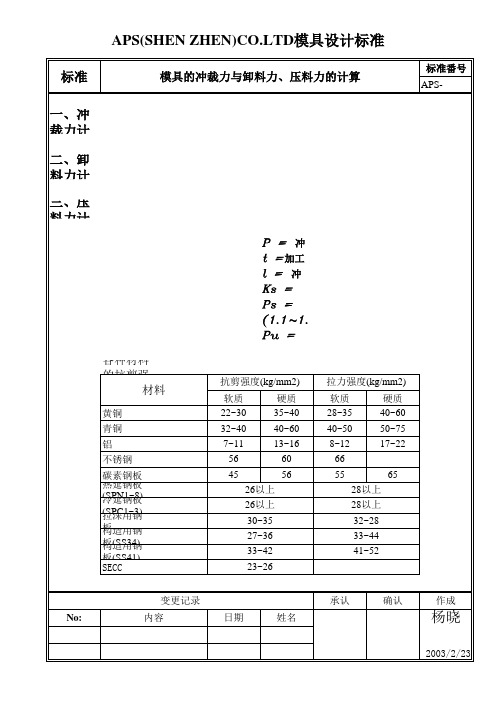
标准
模具的冲裁力与卸料力、压料力的计算
标准番号 APS-
一、冲裁力计算式: P=(1.1~ 1.3) * t * l * Ks 二、卸料力计算式: Ps=(1.1~ 1.3) * t * l * Ks * (0.08~0.25) 三、压料力计算式: Pu=(1.1~ 1.3) * t * l * Ks * (0.1~0.15)
P = 冲裁力(KG) t =加工材料厚度(mm) l = 冲裁轮廓的周长(mm) Ks = 材料的抗剪强度(kg/mm2) Ps = 卸料力(KG) (1.பைடு நூலகம்~1.3)为安全系数 Pu = 压料力(KG)
各种材料的抗剪强度与拉力强度:(下表示) 材料
黄铜 青铜 铝 不锈钢 碳素钢板 热延钢板(SPN1~8) 冷延钢板(SPC1~3) 拉深用钢板 构造用钢板(SS34) 构造用钢板(SS41) SECC 变更记录 No: 内容 日期 姓名 抗剪强度(kg/mm2) 软质 22~30 32~40 7~11 56 45 26以上 26以上 30~35 27~36 33~42 23~26 承认 确认 作成 硬质 35~40 40~60 13~16 60 56 拉力强度(kg/mm2) 软质 28~35 40~50 8~12 66 55 28以上 28以上 32~28 33~44 41~52 65 硬质 40~60 50~75 17~22
杨晓
2003/2/23
铝板冲裁力计算公式
铝板冲裁力计算公式
铝板冲裁力的计算公式并不是一个简单的公式,它受到多种因素的影响。
以下是一种常见的计算方法,可以作为参考:
铝板冲裁力 = 冲裁剪切区域的材料剪切强度 ×冲裁区域的总
面积
其中,冲裁剪切区域的材料剪切强度可以通过实验或材料厂商提供的资料获得。
冲裁区域的总面积可以通过铝板的尺寸计算得到。
需要注意的是,这个公式只是一种近似的计算方法,实际的冲裁力还可能受到其他因素的影响,如冲裁速度、板材的硬度等。
在实际应用中,最好还是根据具体的情况进行试验或咨询专业人士来确定适合的冲裁力。
冲裁力的计算公式表格
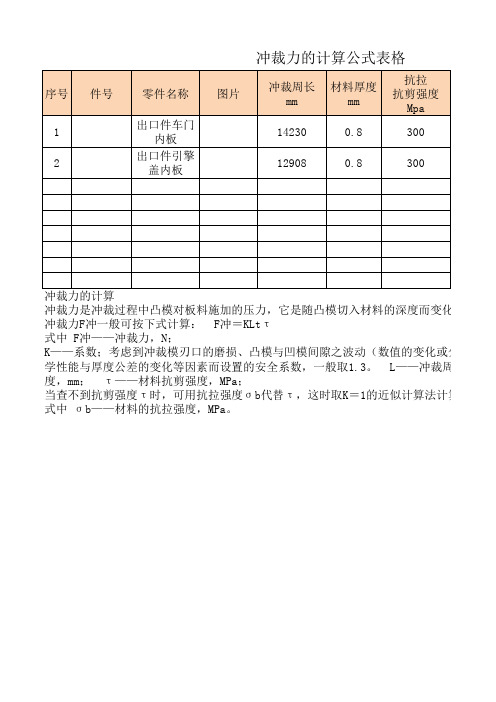
冲裁力的计算公式表格
冲裁力是冲裁过程中凸模对板料施加的压力,它是随凸模切入材料的深度而变化的。
冲裁力F冲一般可按下式计算: F冲=KLtτ
式中 F冲——冲裁力,N;
K——系数;考虑到冲裁模刃口的磨损、凸模与凹模间隙之波动(数值的变化或分布不均)学性能与厚度公差的变化等因素而设置的安全系数,一般取1.3。
L——冲裁周边总长,度,mm; τ——材料抗剪强度,MPa;
当查不到抗剪强度τ时,可用抗拉强度σb代替τ,这时取K=1的近似计算法计算。
即 F 式中 σb——材料的抗拉强度,MPa。
度而变化的。
的变化或分布不均)、润滑情况、材料力—冲裁周边总长,mm; t——材料厚计算法计算。
即 F冲=Ltσb 。
冲床压力计算
冲床压力的计算公式为:冲压力(kN)= 周长(mm)× 板材厚度(mm)× 剪切强度(kN/mm^2)。
其中,周长是你要切割的外形的总长,板材厚度是你要冲压的材料的厚度,剪切强度是与铝、铜或碳钢材料对应的剪切强度值。
如果查不到抗剪强度值,可以用抗拉强度代替。
对于铝,其抗剪强度为0.1724 kN/mm^2,对于铜,其抗剪强度为0.2413 kN/mm^2,对于碳钢,其抗剪强度为0.3447 kN/mm^2。
另外,如果需要计算冲裁力,可以参考以下公式:冲裁力F冲=KLtτ。
其中,F冲表示冲裁力,K表示系数(一般取1.3),L表示冲裁周边总长,t表示材料厚度,τ表示材料抗剪强度。
如果查不到抗剪强度值,可以用抗拉强度代替。
在实际应用中,需要根据具体情况选择合适的计算公式和方法,并考虑各种因素的影响,以确保计算结果的准确性和可靠性。
(整理)冲裁力计算-剪切强度.
一、黑色金属1.深拉深用冷轧钢板发化学成分和力学性能1)深拉深钢板的化学成分深拉深用冷轧钢板主要有08Al、08F、08、及10、15、20钢。
其化学成分如表8—44所示。
表8—44深拉深冷轧薄钢板的化学成分(GB/T5213—1985和GB/T710—1991)(2)影响钢板冲压性能的主要因素化学成分、金属组织、力学性能和表面质量等均影响冲压性能在上述钢号中用量最大的是08钢,并有沸腾钢与镇静钢之分,沸腾钢08F价廉,表面质量好,但偏析比较严重,且有“应变时效”倾向,对于冲压性能要求高,外观要求严格的零件不适合。
08Al镇静钢板价格较高,但性能均匀,“应变时效”倾向小,适用于汽车、拖拉机覆盖件的拉深。
1)08钢中主要元素对冲压性能的影响(表8—45)表8—45主要元素对08钢冲压性能的影响2)深拉深冷轧薄板铁素体晶粒度的标准(表8—46) 表8—46 深拉深冷轧薄钢板铁素体晶粒级别1)铝镇静钢08Al 按其拉深质量分为三级:ZF —拉深最复杂零件;HF —拉深很复杂零件;F —拉深复杂零件2)其他深冲薄钢板(包括热轧板)按冲压性能分级为:Z —最伸拉深件;S —深拉深件;P —普通拉深件3)深拉深冷轧薄钢板的力学性能(表8—47)表8—47 深拉深冷轧薄钢板的力学性能(GB/T5213—1985和GB/T710—1991)4)深拉深冷轧薄钢板的杯突试验冲压深度(表8—48) 表8—48 深拉深冷轧薄钢板的杯突试验冲压深度 (GB/T5213—1985和GB/T710—1991)2.常用材料的力学性能(1)黑色金属材料的力学性能(表8—49)表8—49黑色金属材料的力学性能(2)钢在加热时的抗剪强度(表8—50)表8—50钢在加热状态的抗剪强度(单位:MPa)(3) 普通碳素钢冷弯实验指标(8-51)表8—51 普通碳素钢冷弯试验指标 (GB700—1988)注:B —试样宽度二、有色金属有色金属的力学性能(表8—52) 表8—52 有色金属的力学性能三、非金属(1)非金属材料的极限抗剪强度(表8—53)表8—53非金属材料的极限抗剪强度(单位:MPa)(2)非金属材料加热时的抗剪强度(表8—54)表8—54非金属材料加热时的抗剪强度注:表列抗剪强度用于普通凸模冲裁时的计算值。
冲床冲裁力及冲剪力计算公式
冲床冲裁力及冲剪力计算公式冲床冲裁力及冲剪力计算公式许多用户在购买冲床时会问到一些问题:如何选择冲床吨位?多厚的板子用多大的冲床?冲多大的孔用多大的冲床?类似的问题只要搞清楚冲床冲裁力的计算公式,对冲床的选用就很简单。
冲裁力计算公式:P=K*L*t*τP——平刃口冲裁力(N);t——材料厚度(mm);L——冲裁周长(mm);τ——材料抗剪强度(MPa);K——安全系数,一般取K=1.3冲剪力计算公式:F=S*L*440/10000S——工件厚度L——工件长度一般情况下用此公式即可冲床冲压力计算公式冲床冲压力计算公式P=kltГ其中:k为系数,一般约等于1,l冲压后产品的周长,单位mm; t为材料厚度,单位mm;Г为材料抗剪强度.单位MPa .算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结果就是数字是多少就是多少T.这个只能算大致的,为了安全起见,把以上得到的值乘以2就可以了,这样算出的值也符合复合模的冲压力.--冲裁力计算公式:P=K*L*t*τ P——平刃口冲裁力(N); t——材料厚度(mm); L ——冲裁周长(mm);τ——材料抗剪强度(MPa); K——安全系数,一般取K=1.3. 冲剪力计算公式:F=S*L*440/10000 S——工件厚度 L——工件长度一般情况下用此公式即可。
冲压力是指在冲裁时,压力机应具有的最小压力。
P 冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。
刚度校核依据。
1、冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素:2.冲裁力计算: P冲=Ltσb其中:P冲裁-冲裁力 L-冲裁件周边长度 t-板料厚度σb-材料强度极限σb-的参考数0.6 算出的结果单位为KN3、卸料力:把工件或废料从凸模上卸下的力 Px=KxP冲其中Kx-卸料力系数 Kx-的参考数为0.04 算出的结果单位为KN4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力 Pt=KtPnKt-推件力系数 n-留于凹模洞口内的件数其中:Px、Pt --分别为卸料力、推件力 Kx,Kt分别是上述两种力的修正系数 P——冲裁力;n——查正表卡在凹模洞口内的件数 Kt的参考数为0.05,结果单位为KN5、压边力: P y=1/4 [D2—(d1+2R凹)2]P 式中 D------毛坯直径 d1-------凹模直径 R凹-----凹模圆角半径 p--------拉深力6、拉深力:材料的抗剪强度抗拉强度参数去书店翻翻比在网上找的快网上没电子版的资料,反正不怎么好找.《设计手册》和教科书上给出的计算公式如下:1、冲裁力冲裁力: Fp=KLtτ(其中K一般取1.3)。
冲裁力计算公式范文
冲裁力计算公式范文冲裁力(Punching Force)是指在冲压过程中,冲头对工件施加的力的大小。
冲裁力的计算公式主要根据工件材料的性质以及冲裁过程的参数来确定。
下面将介绍常用的冲裁力计算公式,并详细解释其中的各个参数。
1.简化冲裁力计算公式:冲裁力可以通过以下简化公式估算:F=k*A*σ其中,F为冲裁力,k为系数,通常取值为0.7-0.9;A为冲剪面积,即冲头与工件交界处的面积;σ为材料的抗拉强度。
2.冲裁力计算公式:冲裁力的精确计算公式如下:F=K*σ*A其中,F为冲裁力,K为系数,通常取值为0.8-1.2;σ为材料的抗拉强度;A为冲剪面积。
要计算冲剪面积A,需要考虑冲头和工件的形状和尺寸。
下面介绍几种常见的冲剪形状的冲裁力计算方法。
a.圆形冲孔:当冲头为圆形时,冲剪面积可以通过以下公式计算:A=π*r^2其中,A为冲剪面积,π为圆周率,r为冲头半径。
b.方形冲孔:当冲头为方形时,冲剪面积可以通过以下公式计算:A=a*b其中,A为冲剪面积,a为冲头宽度,b为冲头长度。
c.弧形冲孔:当冲头为弧形时,冲剪面积可以通过以下公式计算:A=(π/4)*(D^2-d^2)其中,A为冲剪面积,π为圆周率,D为冲头外径,d为冲头内径。
3.参数解释:-冲裁力(F):冲头对工件施加的力的大小。
-系数(k/K):由于冲裁过程中存在松弛、回弹等因素,需要通过实验获得合适的系数。
-材料抗拉强度(σ):指材料在受拉应力作用下能抵抗破坏的能力。
通常通过材料试验得出。
-冲剪面积(A):冲头与工件交界处的面积。
根据冲头形状的不同,计算方法会有所差异。
需要注意的是,上述计算公式是理论推导得出的近似关系,实际应用中由于冲裁过程的复杂性和材料力学行为的不确定性,仍然需要通过实验数据来确定合适的系数值,以获得更准确的冲裁力计算结果。
同时,在设备设计和工艺制定中,还需要考虑到安全因素和材料变形等方面的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、黑色金属
1.深拉深用冷轧钢板发化学成分和力学性能
1)深拉深钢板的化学成分深拉深用冷轧钢板主要有08Al、08F、08、及10、15、20钢。
其化学成分如表8—44所示。
表8—44深拉深冷轧薄钢板的化学成分(GB/T5213—1985和GB/T710—1991)
(2)影响钢板冲压性能的主要因素化学成分、金属组织、力学性能和表面质量等均影响冲压性能
在上述钢号中用量最大的是08钢,并有沸腾钢与镇静钢之分,沸腾钢08F价廉,表面质量好,但偏析比较严重,且有“应变时效”倾向,对于冲压性能要求高,外观要求严格的零件不适合。
08Al镇静钢板价格较高,但性能均匀,“应变时效”倾向小,适用于汽车、拖拉机覆盖件的拉深。
1)08钢中主要元素对冲压性能的影响(表8—45)
表8—45主要元素对08钢冲压性能的影响
2)深拉深冷轧薄板铁素体晶粒度的标准(表8—46) 表8—46 深拉深冷轧薄钢板铁素体晶粒级别
1)铝镇静钢08Al 按其拉深质量分为三级:ZF —拉深最复杂零件;
HF —拉深很复杂零件;F —拉深复杂零件
2)其他深冲薄钢板(包括热轧板)按冲压性能分级为:Z —最伸拉
深件;S —深拉深件;P —普通拉深件
3)深拉深冷轧薄钢板的力学性能(表
8—47)
表8—47 深拉深冷轧薄钢板的力学性能(GB/T5213—1985和GB/T710—1991)
4)深拉深冷轧薄钢板的杯突试验冲压深度(表8—48)表8—48深拉深冷轧薄钢板的杯突试验冲压深度(GB/T5213—1985和GB/T710—1991)
2.常用材料的力学性能
(1)黑色金属材料的力学性能(表8—49)表8—49黑色金属材料的力学性能
(2)钢在加热时的抗剪强度(表8—50)
表8—50钢在加热状态的抗剪强度(单位:MPa)
(3) 普通碳素钢冷弯实验指标(8-51)
表8—51普通碳素钢冷弯试验指标(GB700—1988)
注:B—试样宽度二、有色金属
有色金属的力学性能(表8—52)表8—52有色金属的力学性能
三、非金属
(1)非金属材料的极限抗剪强度(表8—53)
表8—53 非金属材料的极限抗剪强度 (单位:MPa )
(2)非金属材料加热时的抗剪强度(表8—54)表8—54非金属材料加热时的抗剪强度
注:表列抗剪强度用于普通凸模冲裁时的计算值。