无动力氨回收装置
无动力氨回收装置概述
无动力氨回收装置概述
一、工作原理
无动力氨回收是以提氢尾气为解析气,利用气体节流膨胀,吸热制冷,采用深冷法分离驰放气中的氨,同时利用冷却分离后的液氨到板式换热器进一步冷却驰放气,使液氨汽化吸热,得到产品气氨,从而达到把驰放气中的氨分离出来的目的。
二、工艺流程
附:1、无动力氨回收工艺流程图。
2、无动力氨回收工艺流程简图。
三、主要设备
解析气高效缓冲分离器
驰放气高效缓冲分离器
第一板式换热器
第二板式换热器
第一氨分离器
第二氨分离器
1#膨胀机(1700H)
2#膨胀机(1700L)
3#膨胀机(500H)
4#膨胀机(500L)
气氨缓冲罐
氨压机
四、主要技术参数
1、压力
驰放气、解吸气压力1.0-2.0MPa最高≤2.5MPa
膨胀机轴承保护气0.6-0.8MPa 最高<1.2MPa
无动力氨回收至三气燃烧压力0.03-0.15MPa
气氨压力0.03-0.15MPa
膨胀机进口压力1.0-2.0MPa
膨胀机排气压力0.03-0.15MPa
2、温度
第二氨分离器出口温度 -40 — -70℃膨胀机出口温度-60 — -85℃
气氨温度-10 — 10℃
3、流量
驰放气流量<2200 m3/h
4、液位
第一氨分离液位≤300mm
第一氨分离液位≤300mm
5、转速
1#、2#膨胀机转速≤8万/分
3#、4#膨胀机转速≤10万/分
6、气体成分
驰放气NH3≤35%
无动力氨回收出口NH3≤1%。
无动力氨回收技术在合成氨厂的成功运用
另 一部分 是分离 出来 的液氨 减压蒸 发制 冷 。
洗涤尾气再用于转化工序辅助燃烧。由于吸收压力
低 , 加之 吸收 不 完 全 , 尾 气 中 氨 含 量 经 常 高 达 再 使
6 ~7 , 这部 分 氨拿 去燃 烧不 仅 浪 费 了产 品 氨 将
资源 , 而且还会因生成 N x O 造成新 的环境污染 ; 同
间 的延长 压差 会逐 渐增 大 , 又被 迫停 车 检查 膨胀 机 ,
Co 52中分离 , 离液 氨后 的分氨 尾气 进入 3 、 膨 分 #4 胀 机 组制 冷 ; 分离 出 的液 氨 减 压 节 流 返 回换 热 器 组
进 行蒸 发 , 为低 压气 氨 , 变 低压 气 氨 回收冷 量后 出换 热器 组 , 送 人气 氨 主管 内。 再
2 1 无动力 氨 回收 分离原 理 .
I 前 言
在 以天然气 ( 煤 、 或 石油 等 ) 为原 料 生产 氨 的过
无动力氨回收是根据驰放气中各组分问沸点[ 1 ]
程 中, 为维持 氨合成 工 序 中惰 性 气体 C 、 H Ar的相
的差异( 见表 1 而实现氨的分离和 回收的。从下表 ) 中可以看出氨的沸点最高 -3. ' 且与其他气体 34 C,
此, 尾气 氨含 量指 标达 标 。 .
() 放气 中氨 的冷凝 : 氨 中间罐 和液 氨储 罐 3驰 液 的 弛放气 汇 合后 进 人 油 水 过 滤 器 , 进 人 一级 热交 再 换器 E 5 1和 二 级 热 交 换 器 E 5 2逐 级 冷 却 , X0 X0 温
度 逐渐 降低 , 时驰 放气 中的气 氨冷凝 为 液氨 , 氨 此 液 分别 在 一 级 气 液 分 离 器 C 0 5 1和 二 级 气 液 分 离 器
氨回收膨胀机-
氨回收专用能量转换器在合成氨新装置中的应用近年来国内已经成功研发了无动力氨回收:采纳深冷技术来回收化肥厂合成氨驰放气中残留的气氨,此方法利用驰放气内各组分沸点的不同, 使驰放气的温度快速下降到零下60—70。
C左右, 从而使气态氨从驰放气中分开出来,再返回到系统制成尿素。
这种新装置、新工艺是利用了本系统中驰放气现有的压力能, 在不消耗任何外来能量的状况下, 一次性地将驰放气中的残留氨下降到2%-3%左右, 此方法不仅节约能源, 提升了合成氨驰放气的附加值, 给生产厂家增加了高额收益, 而且不污染环境。
一般状况下, 3~6个月就能收回全部投资。
由于利用了驰放气自身的能量转换制冷, 因此也称为“无动力氨回收〞或“低温氨回收〞。
这种新工艺在氨回收系统中引进了新的高科技产品—“氨回收专用能量转换器〞。
它是氨回收装置中唯一制造冷源的高精度设备, 是该装置的核心。
合成氨系统的驰放气, 压力为1.2~1.6Mpa, 〔有的厂家压力为2.0~2.2Mpa〕。
通过专用能量转换器, 驰放气体在通流部分膨胀获得动能而通过风机、轴输出外功, 从而消耗了驰放气本身的内能, 获得了最大的绝热焓降。
驰放气得到了所需要的低温, 氨分子液化, 从驰放气中分开出来, 从而达到组分分开的目的。
氨回收的新装置中除了“氨回收专用能量转换器〞高速旋转外, 其它的设备都属于静止设备, 只要工艺流程布局合理, 制定符合要求, 都可以运行得比较理想。
独有具有高速转动部件的这种高科技产品——“氨回收专用能量转换器〞, 精度要求高, 它的制定、制造、安装、调试等等的质量, 关于整个装置的安全性、可靠性、运行周期及企业效益有着直接的影响, 一旦它出了故障, 整个装置就无法运行了。
那么“氨回收专用能量转换器〞是否就是空分行业中的透平膨胀机呢?正如有的行家指出:“专用能量转换器与空分行业厂使用的膨胀机, 在原理上大同小异。
但由于驰放气组分, 工艺条件的复杂变化, 对机组提出更高的要求, 该装置专用的能量转换器无论在结构、材料以及抗干扰能力上都与空分上使用的膨胀机有很大的区别。
HR型无动力氨回收技术应用总结
HR型无动力氨回收技术应用总结该技术在分离气氨的过程中,根据不同企业实际情况,其流程又各有所不同。
为补偿冷量不足,可增加小功率氨气压缩机,或引进其它可利用气源参与膨胀,提供冷量,以达到更好分离效果。
该技术其优点是整个工艺过程,没有氨水的二次污染,分离效果好,运行成本很低,操作简单方便,安全稳定。
四、工艺流程及主要设备(1)工艺流程由氨贮槽来的弛放气和合成放空气混合后温度约10~15℃,进入缓冲罐稳压后进入氨回收系统,经过第一特效换热器,与净氨后的低温气体(称净化气)冷热交换,回收冷量后,温度降到-10℃左右,进入第一气液分离器,分离出部分氨后,气体经高效除油装置除油后,进入第二冷、热交换器,气体进一步冷却,温度降到约-15℃,进入第二气液分离器,分离出绝大部分氨后,气体进入第三冷热交换器及第三分离器,进一步分离掉少量氨后,温度降到-20℃,气体最后进入第四冷热交换器及第四气液分离器,被膨胀机来的气体冷却,温度降到-40℃以下,分离掉残余的微量氨后,气体返回第三热交换器,交换冷量复热后,净化气去能量回收装置,及保护气系统,利用膨胀制冷原理,产生低温气体,膨胀后的低温净化气依次通过四、三、二、一冷热交换器,冷热交换后,出系统,去吹风气回收工段作为助燃气用。
一段分离器分离出的液氨节流返回第一冷热交换器,进行蒸发吸热,降低贮槽来的原料气的温度,气氨排出系统,二段分离器分离出的液氨节流返回第二热交换器,蒸发吸热后排出系统。
三、四级分离器分离的少量液氨与二级分离器分离出的氨混合后,一并进入第二冷交换器,蒸发换热后排出系统。
(2)主要设备五、主要工艺指标六、装置运行效果(1)装置氨回收效果:氨回收工程竣工后,经过一周的试运行,装置运行较为平稳,对弛放气处理效果明显,经过标定,改造前后弛放气中氨回收率分别为22.54%和95.5%,处理效果见下表一:表一:改造前后气体分析对比表(2)对终端污水处理影响:无动力氨回收装置稳定运行后,随着氨回收率的提高,氨回收补充到冰机系统的氨量日益增加,回收氨量可满足45kt/a铜洗工段自用氨需求,并大幅度减少外排污水氨氮含量,见表二:表二:污水氨氮变化表数据摘录:2006年11月1日~12月20日上表可看出,氨回收对化肥厂污水氨氮消减率达61.48%,使污水中氨氮含量平均在500mg/l以下,降低了后续污水处理的技术难度。
正确认识无动力氨回收装置在化肥行业应用的意义
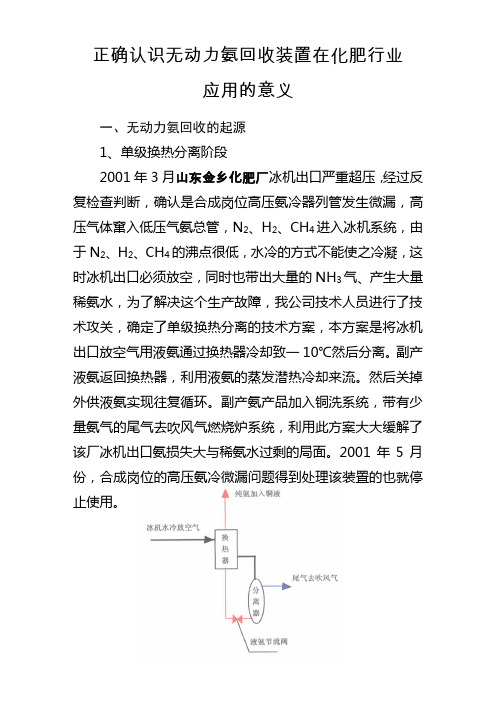
正确认识无动力氨回收装置在化肥行业应用的意义一、无动力氨回收的起源1、单级换热分离阶段2001年3月山东金乡化肥厂冰机出口严重超压,经过反复检查判断,确认是合成岗位高压氨冷器列管发生微漏,高压气体窜入低压气氨总管,N2、H2、CH4进入冰机系统,由于N2、H2、CH4的沸点很低,水冷的方式不能使之冷凝,这时冰机出口必须放空,同时也带出大量的NH3气、产生大量稀氨水,为了解决这个生产故障,我公司技术人员进行了技术攻关,确定了单级换热分离的技术方案,本方案是将冰机出口放空气用液氨通过换热器冷却致一10℃然后分离。
副产液氨返回换热器,利用液氨的蒸发潜热冷却来流。
然后关掉外供液氨实现往复循环。
副产氨产品加入铜洗系统,带有少量氨气的尾气去吹风气燃烧炉系统,利用此方案大大缓解了该厂冰机出口氨损失大与稀氨水过剩的局面。
2001年5月份,合成岗位的高压氨冷微漏问题得到处理该装臵的也就停止使用。
2、双级换热分离阶段由于受到了单级换热分离装臵的启发,我们对合成贮槽弛放气进行降温处理、利用尾气节流膨胀制冷与副产液氨蒸发制冷两级降温措施来降低弛放气的温度。
该装臵的特点是来自贮槽的弛放气首先进入上部换热器被副产液氨蒸发降温,然后进入下部换热器被分离器出口的节流尾气降温、最后分离、用此方案、可以使合成氨的自用氨完全为零、而不在消耗成品合成氨。
3、四级换热、四级分离、双级膨胀机制冷阶段2004年本人在查阅化工设计数据时看到《小合成氨厂工艺技术设计手册》有一多级换热、多级分离然后膨胀机制冷回收氢气的流程,受此启发,公司有关技术人员,对此流程加以修改,使用在弛放气氨回收装臵上。
该技术方案中试初步在山东海化金星化工有限公司,当时使用的膨胀机为北京一家公司所提供,由于膨胀机制造厂家对弛放气的理化性质了解不够,该装臵断断续续运行一个月被迫停产。
后来我公司结合弛放气的特点与要求,对膨胀机的结构和材料进行了改造和调整。
终于在2004年12月份在山东海化盛兴化工有限公司(原青州化肥厂)实现了无动力氨回收的长周期稳定运行,这是全国第一套实现无动力氨回收装臵长周期运行的厂家。
无动力氨回收技术的新进展及新应用

无动力氨回收技术的新进展及新应用0 背景在合成氨生产过程中,生成的氨与合成气混在一起,经冷却、分离后,液氨与溶在其中的不凝气一同减压进入液氨贮槽系统。
在减压过程中,大量不凝气(甲烷、氢气、氮气及少量的惰性气体)和部分气氨闪蒸出来,形成弛放气。
采用传统的等压水水洗吸收法回收氨,存在诸多弊端,如氨回收效果差,耗水量大,且回收到的氨水不易处理,经济效益较差等。
中国科学院理化技术研究所低温系统关键技术组采用低温分离的方法,开发出无动力氨回收技术,并在四川美丰化工等厂家成功应用,运行状况良好,系统稳定,氨提取率高,取得了良好的经济效益和社会效益。
1 无动力氨回收技术的新进展弛放气的主要成分是氨、甲烷、氢气、氮气、氩气等,其中氨的沸点最高,其次为甲烷、氩、氮、氢,若采用低温分离的方法,则在系统降温的过程中,氨首先被液化并分离出来。
无动力氨回收技术利用尾气自身所带压力膨胀制冷,弛放气通过换热器逐级冷却分离出液氨,若冷量不够则需要将回收到的液氨减压去换热器蒸发换热,为系统提供更多的冷量。
该无动力氨回收装置回收到的氨产品纯度可达99%以上,分氨后的尾气残余氨含量根据用户条件的不同而有所差异,一般低于2%。
若用户条件较好,比如有其它可以利用的带压力的气体去到膨胀机参加膨胀制冷,则系统冷量充足,尾气中残余氨含量可保证低于1%,例如四川美丰、山西永济等地将膜提氢尾气送到膨胀机膨胀制冷,残余氨含量均可小于1%,美丰运行最佳状态残氨含量0.2%,永济则为0.48%,原因是美丰可利用的提氢尾气量很大。
举例来说,某化肥厂有储罐弛放气2000Nm3/h,氨含量40%,我们的设计是:回收到的氨约为606.7 kg /h,出系统尾气中残余氨含量小于1%(约0.6%)。
其中:当膜提氢尾气2000Nm3/h时:气态氨约为371kg/h,纯度大于99%,压力约0.3MPa(g);液态氨约为235.7kg/h,纯度大于99%,压力约1.7MPa(g)。
无动力氨回收装置操作规程

无动力氨回收装置操作规程操作规程:无动力氨回收装置一、操作前的准备工作1. 确保设备完好无损,操作人员应熟悉设备的结构、性能以及操作原理。
2. 配备必要的操作工具和个人防护装备,如手套、护目镜、防护服等。
3. 检查仓库内氨气容器的情况,确保安全密封,避免泄露。
4. 确保设备周围的通风通畅,消除可能引发火灾或爆炸的物品。
二、操作步骤1. 打开氨气回收装置,在装置操作面板上选择回收模式。
2. 检查回收装置中的各个组件是否正常运行,包括检查泵、冷凝器、蒸发器等。
3. 检查传感器是否正常工作,包括温度传感器、压力传感器等。
4. 打开氨气回收装置的进气阀门,将氨气从容器中引入装置。
5. 调节装置的运行参数,如温度、压力等,确保装置能够正常回收氨气。
6. 检查装置出口处的氨气浓度,确保回收效果满足要求。
7. 如果需要停止回收操作,首先关闭进气阀门,然后关闭装置的电源。
8. 定期对回收装置进行检查和维护,保持设备的性能和安全。
三、安全注意事项1. 操作人员应穿戴个人防护装备,如手套、护目镜、防护服等。
2. 在操作过程中,严禁吸烟或使用明火。
3. 避免接触氨气,如有接触,应立即用清水冲洗,并就医。
4. 发现氨气泄漏时,应立即关闭进气阀门,并采取相应的应急措施。
5. 遵守操作规程,严禁擅自操作或调整装置的参数。
6. 定期对装置进行检查和维护,避免设备故障导致的安全问题。
四、事故处理1. 发生氨气泄漏事故时,应立即采取措施迅速排除泄漏源。
2. 发生火灾时,应立即报警,采取适当的灭火措施,保证人员安全。
3. 发生其他设备故障时,应立即停止操作,报告维修人员进行维修。
五、紧急救援措施1. 发生氨气泄漏时,应尽快将人员疏散到安全地带,并向相关部门报告事故情况。
2. 发生火灾时,应立即报警,逃离火灾现场,不得盲目救火。
3. 发生人员伤害等事故时,应立即向相关部门报告,进行紧急救援。
六、定期检查和维护1. 定期对装置进行检查,查看设备是否存在磨损和损坏。
无动力氨回收装置简介
无动力氨回收装置技术简介驰放气参数:压力2.2MPa(G),流量:1000Nm3/h,大于45%NH3,28%H2,8%N2,16%CH4,约3%Ar流程说明:弛放气进入系统,经过第一换热器ex1后温度下降,进第一气液分离器,分离出一部分氨,分离出来的氨节流后返流经过ex1,与原料气换热,排出系统,压力约为0.25MPa(G)。
从第一分离器sp1出来的气体经过高效除油装置后进入第二换热器ex2进一步冷却后到达第二分离器sp2,分离出绝大部分氨,液态氨节流后返流进第二换热器交还冷量后排出系统,压力约0.25MPa(G)。
从第二分离器出来的气态混合物分别进入第三换热器、第三分离器、第四换热器、第四分离器,温度进一步降低,分离出残留的少量氨。
从第三、第四分离器分离出来的液体氨混合后节流并返流通过第三换热器交还冷量,冷却来流,再与第二分离器分离出来并节流后的氨混合进入第二换热器。
最后一级分离器sp4分出的气态产品是残余氨含量约3.8%的氢、甲烷等气态混合物,经过第三换热器复热后进入膨胀机组膨胀降温,膨胀后的混合气体进入第四、三、二、一换热器,回收冷量后排出系统。
产品氨:0.25MPa(G),约329公斤/小时,纯氨气液混合物,弛放气氨含量按45%考虑,温度为-5.3℃,纯度大于99.1%。
流程图中的流线1。
其余成分:甲烷、氢、氮、氩,0.06MPa(G),-5.3℃,残余氨含量约3.8%。
流程图中的流线PDT8。
本回收系统的特点是根据尾气所含成分沸点的不同,利用低温手段将其进行分离,分离过程除了自控仪表部分外不需要额外的动力输入。
本系统在预冷阶段为了保护膨胀机正常工作,即不带液工作,需要少量的液氨,工况建立后即可停止液氨的额外供应。
如果分离出来的产品氨允许压力为0.15MPa(G),则送往锅炉燃烧的尾气中残余氨含量小于1%,氨产品为-13.6℃的气液混合物,341kg/hr。
如果允许的压力为0.2MPa(G),则残余氨含量约2%,即337kg/hr,温度为-9.2℃的气液混合物。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
云南通海氨回收装置
2006年6月投运第四套。 小型合成氨企业,年产4万吨,主要对外销售
液氨。 运行效果好,用户非常满意。
山西永济中农
投运第五套 设计最大处理氨罐气量1000Nm3/h 尾气残余氨含量小于1% 2006年7月投运 运行效果好
放空气
经过水洗净氨,送往膜分离系统回收氢 解吸气减压后送锅炉或燃烧系统 利用解吸气约3MPa的压力膨胀制冷后送燃烧系统
储罐气
15MPa合成氨生产工艺,每吨氨约带出14.8kg氨 30MPa合成氨生产工艺,每吨氨约带出25kg氨 年产10万吨的合成氨厂由此带出的氨量分别为:
1480吨 或 2500吨
出本系统尾气残余氨含量小于2%,根据用户 具体条件,可以达到0.5%.
处理量可以根据用户需求来定,一般来说小 于300标方/小时,投资回收时间不超过一年
整套装置只需仪表用电
潍坊海化金星
第一套 全部流程方案设计由我们完成 没让我们成套,没按低温系统标准,漏冷. 运行条件偏离给定设计参数 系统带油严重 由于带油,换热器、膨胀机无法正常工作 仍旧在运行,日回收氨8~10吨,设计13吨 清洗系统
现阶段常采用的氨回收方法
低压水洗:制成10%左右的氨水,深度水解回 收其中的氨。
存在的问题: 每处理一吨氨水成本? 工厂氨、碳、水的平衡问题? 能耗问题? 环保排污问题?
无动力氨回收方法
中国科学院理化技术研究所低温系统关键技 术组针对合成氨系统尾气的特点和存在的问 题,经过广泛的调研和模拟计算,成功地开 发出这种新的无动力氨回收系统。
利用尾气自有的压力膨胀制冷并研制出针对 合成氨尾气的气体轴承透平膨胀机。
专门设计的紧凑式高效换热器 专门设计的高效氨分离器
无动力氨回收系统的设计原理
储罐气各组分沸点不同,高沸点组分先液化 回收到的液态氨节流降温,蒸发吸收热量 利用储罐气、解吸气自身的压力膨胀制冷
技术参数
回收得到的氨纯度大于99.1%,气态氨的压 力为0.25MPa(g),可去氨冷器或冰机进口
合成氨尾气中氨的回收
放空气
为了稳定合成气气体中的惰性气体含量,有利于合 成反应,提高氨合成率,须将惰性气体排除系统。每 吨氨约排出200立方米,7%NH3。
储罐气
合成氨经冷却、分离,减压后进入储罐系统储存。 为了稳定储罐系统的压力,将闪蒸时放出的氢、甲烷、 氮、氩及氨排除系统,40~55%NH3。
无动力氨回收装置
中国科学院理化技术研究所
中国科学院理化技术研究所低温系统关键技术组
各种气体的液化分离及化工尾气的回收利用 各种环境模体的液化分离及化工尾气的回收利用
天然气液化 双氧水生产工艺中多苯甲酸的分离 合成氨尾气中氨的回收 低浓度二氧化硫烟气中硫资源的回收
魏县氨回收装置正在配管
第二套 集装式 集中显示操控 储罐气加工量400标方/小
时 可以季节性的回收小槽气
四川美丰化工集团
第三套 符合化工、低温的行业标准 集装式、集中显示、集中控制 将解吸气引入系统,残余氨含量小于0.2% 氨纯度大于99.1% 于2005年11月15日投运 实际残氨含量可以小于200ppm