刀具预调仪参数对比表
帕莱克 新一代P1800系列刀具预调仪

和 变形 确保极 高 的重复 测量 精
度 并 为未来几 年 的稳 固和可 靠
性提 供 了保 证 。
最 新 版 本 的 刀 具 测 量 与
检 测 软 件
帕莱克最新的 Pr Vs n P C系统 以经济的价格 al io S e i
为您提 供 最先进 的视 频测 量技 术 。其 系统 应用最 先
零
介 l
新 一 代 P 80 系 列 2 具 预 调 仪 测量和刀具 系统解 决方案的 实现微 米级 的测 量精度 ! 外观 更加简约 ,实用 。操 作
制造 商 ,帕莱 克的产 品都 受到 用户 和业 内人 士的广 作 更加轻 松 、简便 、高效 。 泛关注和青睐。在众多产品中 ,P 0 1 0系列作 为帕莱 5 P 8 0 点: 10 亮 克公 司最 畅销 .最成 功 的产 品之一 ,以其优 越 的性 能 、物超所值 的价格 和一流的售后服 务支持 ,给用户
Fa t m s TDM se
B l f 等数 十种 生产 系统相 集成 。 和 卓越 的 内在 品质 完 美结 合 将 为用户 来 带全 新 的 aI f u 使 您 在 控 制 和 管 理 刀 具 数 据 方 面 更 加 得 心 应 手 。 使用感 受。 也
,
第1 数控机床市场 ・ 5 ・ 0期 8
指导 , 数 据文 件等 生 成 综合 的刀 具 装配 和 零件 记 活 性 同时也减 少 了震动 。 设备外 观更加 紧凑 ,整洁 , 录 。可 与 Ma a Z k, O u k ma, Mo iek , Ma _O i rS kn 实用。全新 的组合 式设计理念 ,方便 实用 的造型设计
进的 C D数码成像测量技术 ,1 0 C 0万像素 的工业专 2
高精度全自动刀具预调仪通用精密轴系设计

同锥柄 的 刀具 ,要在 原结构 上增加 变径套 ,增加
了仪 器的 累积误 差 。本次设计 是将 轴套连接 在轴 座上 ,轴套为主轴主体与内插套的连接零件。测量 功能通过更换 内插套模块来实现通用性 ,可以使用 S K 3 0 、S K 4 0 、S K 5 0 、H S K 6 3 等各种内插套 ( 见图
4 8
, 舰 一
参磊
籼工
机 床 自动 化
a c h i n e T o o i s Au t o ma t i o , l
2 ) 来 测 量 不 同锥 柄 的 刀 具 。 内 插 套 的 装 夹 都 是 通 过端面定位的 ,
3 . 主轴 的电动机驱 动及 自动控制 的转角定位
机床 自动 化
a c h i n e T o o l s Au t o ma t i o n
高精度全自动刀具预调仪通用 精密轴系设计 。
哈尔 滨量具刃具 集团有 限责任公 司 ( 黑龙江 1 5 0 0 4 0 ) 马金宁
高 精度 、全 自动 刀具 预调 仪 ( 以下 简称 刀调 仪 )是集光 、机 、电为一体的高技术产品 ;是高档 数控机床和加工中心 的关键功能部件 ,是 “ 高档数
艺 ,最 终掌握 了这 种 结构提 高精度的关键
技 术 和 工 装 工 艺 ,通
4 . 结语
( 1 )螺纹 铣削 加 工 与传 统螺 纹加 工 方 式相 比,在加工精度、加工效率方面具有极大优势 ,且 加工时不受螺纹结构和螺纹旋向的限制 ,如一把螺纹 铣 刀可加工多种不同旋向的内、外螺纹。螺纹铣刀让 数控铣床拥有与加工中心相当的螺纹加工能力。 ( 2 )在实际 工作 中 ,宏程序确实有广泛 的应 用空 间,并且能够方便工人编程 ,锻炼工人的编程
DMG刀具预调仪

DMG MORI LifeCycle Services为您的生产提供最高的精度和生产效率刀具预调预调热胀平衡检测配件服务全新一代UNO –高档次低价格刀具预调热胀和平衡装置检查和测量装置服务平面安装图 / 技术参数实力生产中的精度和生产效率无论是预调、热胀、平衡、检查和测量,我们针对所有的刀具尺寸和机床环境为您提供完美的解决方案。
凭借我们的专业实力和丰富的产品,提升您的工件的品质和精度。
02新 // UNO –通过模块化结构实现客户定制的布局6703产品预览满足各种要求的 正确解决方案量身定制的解决方案保证了最大的生产效率。
我们为您提供全程 支持,从机床到服务,包括分期付款、教学和培训。
1a: UNO 1c: VIO linear toolshrink 3: Power Clamp 5: Equator 3001b: VIO, VIO linear2: 适配器和主轴4: VIO tool dynamic预调通用解决方案: UNO (1a)高级解决方案:VIO, VIO linear (1b) 热缩解决方案:VIO linear toolshrink (1c)配件适配器和主轴 (2) 热胀Power Clamp (3)平衡VIO tool dynamic (4)检测Equator 300 (5)软件Microvision (6)服务维护、支持、 24 / 7 服务热线和 培训 (7)刀具预调热胀和平衡装置检查和测量装置服务平面安装图 / 技术参数2105我们为您的各种刀具预调装置提供将数据传输到机床的方法。
此外,除了配备 SIEMENS, HEIDENHAIN 或 MAPPS 控制系统,还可以通过后处理器连接众多其他的控制系统。
后处理器和双向接口数据传输至机床 –保证了绝对的工艺可靠性刀具管理现代数据结构 (XML 和 其他) 允许您进行 CAD / CAM 数据的顺利传输。
最快且无差错的数据传输后处理器 / 以太网后处理数据通过网络或 USB 被传输到各自的数据交换驱动器。
意大利M.CONTI(康迪)对刀仪介绍

Since 1973 working with passion!
意大利M.CONTI(康迪)对刀仪介绍
◆技术参数 ⊙最大测量直径:600mm ⊙最大测量高度600/800/1000mm(三种型 号可选) ⊙适用刀柄:BT、ISO、HSK、VDI、铣刀 轴等 ⊙分辨率:X轴0.001mm,Z轴0.001mm ⊙成像系统:具备远心镜头的C-MOS高清 照相机,放射性LED灯光系统 ⊙结构系统:采用全碳钢结构 ⊙运动系统:独立的气动对接系统 ⊙软件系统:Windows XP系统,M.CONTI 独家对刀软件 ⊙数据传输:USB接口、LAN接口 ⊙尺寸规格:1150× 520× 1940mm(此尺寸 为Z600型标准规格,Z800及Z1000有略微 不同), 重量450Kg(Z600型)、500Kg (Z800型)、550Kg(Z1000型)
Since 1973 working with passion!
意大利M.CONTI(康迪)对刀仪介绍
M.CONTI对刀仪询价选型: ◆刀具尺寸: ⊙最大直径 ⊙最大长度 ◆刀具类型: ⊙BT(具体型号) ⊙HSK(具体型号) ⊙VDI(具体型号) ⊙ISO(具体型号) ⊙刀具轴(具体型号) ⊙其它 ◆数据后处理: ⊙打印标签 ⊙网络传输 ⊙芯片读写 ⊙其它方式 ◆可选项: ⊙标签打印机 ⊙激光打印机 ⊙刀具表面检测灯 ⊙对刀仪工作平台 ⊙气动锁紧系统
Since 1973 working with passion!
意大利M.CONTI(康迪)对刀仪介绍
◆ Leader 33 ⊙最大测量直径:320mm ⊙最大测量高度:360mm ⊙对刀仪重量:130Kg ⊙含木箱重量:180Kg ⊙对刀仪尺寸: 950×360×560mm ⊙外木箱尺寸: 820×1100×1240mm ◆ Leader 35 ⊙最大测量直径:320mm ⊙最大测量高度:500mm ⊙对刀仪重量:130Kg ⊙含木箱重量:180Kg ⊙对刀仪尺寸: 1090×360×560mm ⊙外木箱尺寸: 860×1100×1130mm ◆ Leader 53 ⊙最大测量直径:520mm ⊙最大测量高度:360mm ⊙对刀仪重量:150 Kg. ⊙含木箱重量:200 Kg ⊙对刀仪尺寸: 950×360×610mm ⊙外木箱尺寸: 820×1100×1240mm ◆ Leader 55 ⊙最大测量直径:520mm ⊙最大测量高度:500mm ⊙对刀仪重量: 150 Kg. ⊙含木箱重量:200Kg ⊙对刀仪尺寸: 1090×360×610mm. ⊙外木箱尺寸: 860×1100×1130mm
简析刀具预调仪的结构与工作原理(标准版)

简析刀具预调仪的结构与工作原理
刀具预调仪又叫对刀仪,顾名思义就是检测机床刀具是否合格的仪器。
其
结构包括以下方面。
我们来分析一下对刀仪结构
目前常用的刀具预调测量仪整体结构可分为机械、光学、软件三部分,软
件主要包括底座、可在底座导轨上移动立柱、可在测量架立柱导轨上微调手轮、主轴、主轴锁开关等,光源和CCD摄像系统、计算机(即CCD测量控制
系统)等。
仪器内部,两个正交分布的光栅传感器构成一个X/Z坐标系,两
个直线导轨对构成X/Z方向的运动单元,两个光栅传感器和导丝对固定在立
柱和底座的上部。
我们知道了刀预调仪的结构后,就不难理解其工作原理了。
以下详细介绍一下刀具预调仪的工作原理
工作原理是:首先是将量具安装在手柄尺寸相同的轴套或变径设置上,然
后对仪器进行校准,径向锁紧按钮,保证主轴紧密配合,再按气闸按钮调整
量具架在X/Z方向的一般位置,然后通过两个方向的修边机轮架的固定位置,光源从测量点的一侧进入框内,并通过另一侧的CCD视觉系统接收成像,转
动主轴,刀具成像清晰,通过选择测量所需的软件内容,将相应的刀具参数
自动显示在计算机上。
精品资料欢迎下载。
各材料常用刀具转速进给参数对照表

各材料常用刀具转速进给参数对照表在机械加工领域,刀具的转速和进给参数对于加工质量、效率和成本都有着至关重要的影响。
不同的材料具有不同的物理和机械性能,因此需要根据材料的特性来选择合适的刀具转速和进给参数。
下面是一份常见材料的刀具转速进给参数对照表,希望能为您的加工工作提供一些参考。
一、铝合金铝合金是一种广泛应用于航空航天、汽车制造和电子工业等领域的轻质材料。
由于其良好的导热性和较低的强度,加工时需要较高的转速和较快的进给速度。
1、粗加工刀具:硬质合金立铣刀转速:3000 5000 rpm进给速度:800 1500 mm/min切削深度:2 5 mm切削宽度:刀具直径的 70% 80%2、半精加工刀具:硬质合金立铣刀转速:5000 8000 rpm进给速度:500 1000 mm/min切削深度:05 15 mm切削宽度:刀具直径的 50% 60%3、精加工刀具:硬质合金球头铣刀转速:8000 12000 rpm进给速度:200 500 mm/min切削深度:01 03 mm切削宽度:刀具半径的 20% 30%二、钢材钢材是机械加工中最常见的材料之一,其种类繁多,性能各异。
以下是常见钢材的加工参数。
1、低碳钢粗加工刀具:硬质合金涂层立铣刀转速:1500 2500 rpm进给速度:300 600 mm/min切削深度:3 6 mm切削宽度:刀具直径的 60% 70%半精加工刀具:硬质合金涂层立铣刀转速:2500 4000 rpm进给速度:200 400 mm/min切削深度:1 2 mm切削宽度:刀具直径的 40% 50%精加工刀具:硬质合金涂层球头铣刀转速:4000 6000 rpm进给速度:100 200 mm/min切削深度:01 02 mm切削宽度:刀具半径的 15% 20% 2、中碳钢粗加工刀具:硬质合金涂层立铣刀转速:1000 1800 rpm进给速度:200 400 mm/min切削深度:2 4 mm切削宽度:刀具直径的 50% 60%半精加工刀具:硬质合金涂层立铣刀转速:1800 3000 rpm进给速度:150 300 mm/min切削深度:05 10 mm切削宽度:刀具直径的 30% 40%精加工刀具:硬质合金涂层球头铣刀转速:3000 5000 rpm进给速度:80 150 mm/min切削深度:005 015 mm切削宽度:刀具半径的 10% 15% 3、高碳钢粗加工刀具:硬质合金涂层立铣刀转速:800 1200 rpm进给速度:100 200 mm/min切削深度:1 3 mm切削宽度:刀具直径的 40% 50%半精加工刀具:硬质合金涂层立铣刀转速:1200 2000 rpm进给速度:80 150 mm/min切削深度:03 08 mm切削宽度:刀具直径的 20% 30%精加工刀具:硬质合金涂层球头铣刀转速:2000 3500 rpm进给速度:50 100 mm/min切削深度:003 008 mm切削宽度:刀具半径的 8% 12%三、不锈钢不锈钢具有良好的耐腐蚀性和耐磨性,但加工难度较大,需要较低的转速和较慢的进给速度。
介绍几个常用的刀具监测参数-三线
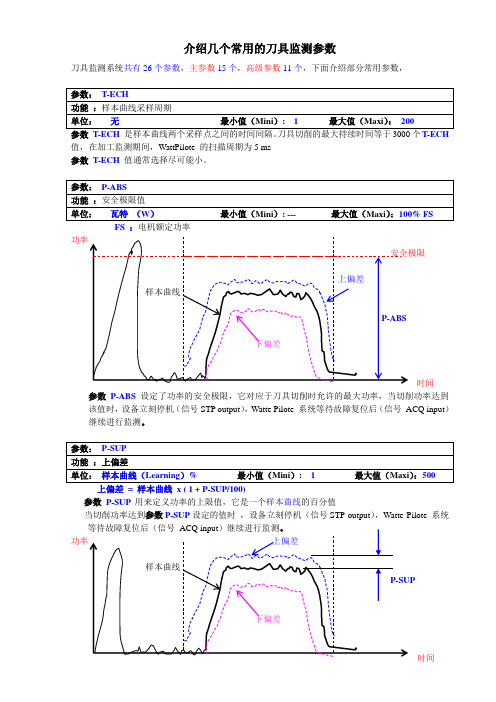
介绍几个常用的刀具监测参数刀具监测系统共有26个参数,主参数15个,高级参数11个,下面介绍部分常用参数,参数T-ECH是样本曲线两个采样点之间的时间间隔。
刀具切削的最大持续时间等于3000个T-ECH 值,在加工监测期间,WattPilote 的扫描周期为5 ms参数T-ECH 值通常选择尽可能小。
FS :电机额定功率时间参数P-ABS 设定了功率的安全极限,它对应于刀具切削时允许的最大功率,当切削功率达到该值时,设备立刻停机(信号STP output),Watte Pilote 系统等待故障复位后(信号ACQ input)继续进行监测。
上偏差= 样本曲线x ( 1 + P-SUP/100)参数P-SUP 用来定义功率的上限值,它是一个样本曲线的百分值当切削功率达到参数P-SUP设定的值时,设备立刻停机(信号STP output),Watte Pilote 系统时间下偏差= 样本曲线x ( 1 - P-INF/100)参数P-INF 用来定义功率的下限值,它是一个样本曲线的百分值当切削功率低于参数P-INF设定的值时,设备立刻停机(信号STP output),这意味着设备可能没有安装刀具或没有零件,Watte Pilote 系统等待故障复位后(信号ACQ input)继续进行监测。
如果:参数P-INF =100 意味着没有下限控制。
时间参数:T-BEG 的作用是屏蔽掉了曲线的起始部分,使得能量和功率的监测仅仅涵盖了零件切削的部分。
时间参数:T-END的作用是屏蔽掉了曲线的結束部分。
注意:T-END并不能屏蔽掉安全极限P-ABS 的作用。
时间参数:E-SUP 定义了刀具磨损的最大报警值,当磨损率超过E-SUP时机床报警,同时机床停机,Watte Pilote 系统等待故障复位后(信号ACQ input)继续进行监测。
报警,提请操作者注意,但机床不停机。
参数:P-LER 定义了样本曲线的采样数量,当采样数量大于1时,样本曲线取其P-LER定义值的平均值。
刀具预调仪设备安全操作规程

刀具预调仪设备安全操作规程一、操作前准备:1.确保设备周围的工作区域整洁,没有杂物和障碍物。
2.检查设备的电源线是否完好无损,并确保电源线与电源插座连接牢固。
3.打开设备的电源开关,确保设备正常运行。
二、操作过程中的安全注意事项:1.穿戴个人防护装备,包括安全眼镜、耳塞、防护手套等。
2.在操作设备时,不得戴手套,以免被卷入设备内或被刀具伤到。
3.在设备运行时,不得接近刀具磨削区域,以免发生意外伤害。
4.在设备运行时,不得将手指、手或其他物体伸入设备内部,以免被刀具切割或砸伤。
5.在设备运行时,不得触碰刀具或设备的转动部件,以免被刀具切割或被旋转部件伤到。
6.当设备出现异常情况时,如异味、噪音、震动等,应立即停止使用,并进行检查和维修。
7.在设备运行时,不得擅自调整设备的设置和参数,应按照设备说明书和操作指南进行操作。
8.不得将有缺陷或损坏的刀具放入设备进行磨削和调整,以免对设备和操作人员造成伤害。
三、使用后的安全措施:1.停止设备运行后,应立即关闭电源开关,并拔掉设备的电源插头。
2.清洁设备和工作区域,保持设备整洁和干净。
3.定期对设备进行检查和维护,保持设备的良好状态。
4.将设备放置在固定、平稳的地方,避免倾斜和摇晃。
5.对设备进行定期的维修和保养,确保设备的正常运行和安全使用。
四、事故应急处理:1.在操作过程中发生事故时,应立即停止设备运行,并切断电源。
2.针对事故进行必要的急救措施,并及时寻求医疗救助。
3.将事故情况报告主管部门,并保留好现场状况,以备进一步调查和处理。
以上是一个刀具预调仪设备安全操作规程的参考,具体的操作规程应根据实际情况和设备的特点进行制定。
在制定和使用规程过程中,应充分考虑操作人员的安全和设备的安全,建立健全的安全管理制度,并进行培训和宣传,提高人员的安全意识和操作技能。
保证刀具预调仪设备的安全操作,有助于提高工作效率和质量,降低事故发生的风险。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
根据上面两组技术参数、功能、实用性的对比,TM OCTA2明显更符合我们公司的现 状,更适合我们的使用需求,操作简单又方便!
刀具预调仪参数对比表
项目 最大 测量 行程 PARSETTER TMM P1500-PGC TM OCTA2 Buzzard 备注 TM OCTA2测量行 程更大
X=420mm
Z=600mm
X=500mm
Z=750mm
显示精度:0.001mm 分辨率:0.005mm 精度 无 主轴同轴度:0.001mm 外型 长750mm 尺寸 宽530mm 高1115mm
显示精度:0.001mm 分辨率:0.001mm 重复定位精度:±0.002mm 主轴同轴度:≤0.002mm 长1000mm 宽500mm 高1750mm
定位精度和分辨 率TM OCTA2更好
TM OCTA2体型更 大更实用
十字基准线自动跟踪刀具的切削刃 最大刀具位置锁定、测量 自动测量和自动识别功能 镗刀预调功能 最高点测量 X/Z轴交叉点测量 几何尺寸测量及刀具表面检查 主要 倒角刀自动测量 功能 快速测量刀具跳动 圆弧圆心测量 创建刀具二维图像 固定轴测量 中心点测量 刀尖圆弧测量 刀尖角度测量 直径/半径切换 增量方式测量 轮廓叠加功能 多刃刀具测量功能 刀具列表管理功能 轻松实现各类刀具参数的测量 辅助编制加工刀具工艺清单 实用 性对 批量测量、批量参数设定 比 自动生成刀补程序 可与加工设备进行通讯 轻松实现各类刀具参数的测量 PARSETTER TMM 触摸屏加鼠标操作辅助编制加工 P1500-PGC与设 刀具清单 备的通讯功能我 们根本用不上, 批量测量、批量参数设定 所以TM OCTA2的 自动生成刀补差数表 标签打印倒是最 实用 标签打印机直接打印