spc基本概念
SPC的基本概念与特点

SPC的根本概念与特点什么是SPCSPC,即统计过程控制〔Statistical Process Control〕,是一种通过统计方法对过程进行监控和管理的质量管理工具。
它通过收集和分析过程数据,以便实时地监测过程的稳定性和能力,并及时采取纠正措施,以保证产品或效劳的质量符合要求。
SPC基于统计学原理,利用数据分析的手段来判断过程的偏差和稳定性,采取控制图等图形化工具来展示过程变化的规律,并通过数学模型对过程进行预测和改良。
SPC的根本特点1.实时性SPC能够实时地监测过程的稳定性和能力,通过实时收集的数据进行分析,及时发现过程的偏差和异常情况,并及时采取纠正措施。
这使得SPC能够快速响应问题,防止质量问题的扩大和重复出现。
2.统计方法SPC基于统计学原理,利用统计方法对过程数据进行分析和判断。
通过对数据的测量、统计和分析,可以客观地了解过程的状态,并进行准确的判断和决策。
这使得SPC能够防止主观判断和盲目决策的问题,提高质量管理的科学性和准确性。
3.图形化工具SPC采用图形化工具展示过程变化的规律,常用的图形化工具包括控制图、趋势图、直方图等。
这些图形化工具直观地展示了过程的状态和变化趋势,使人们能够快速地理解和分析数据,辅助决策和改良。
图形化工具还能够帮助人们发现隐藏在数据中的规律和关联性,进一步优化和改良过程。
SPC通过数据的分析和建模,能够对过程进行预测和改良。
通过建立数学模型和趋势分析,可以预测过程的开展方向和变化趋势,为及时调整和改良提供依据。
这使得SPC能够提前发现潜在问题和缺陷,及时采取措施进行预防和纠正,确保产品或效劳的质量稳定。
5.过程稳定性SPC关注过程的稳定性,即过程的变异是否在可接受的范围内。
通过对数据的统计和分析,可以判断过程的稳定性,并得到稳定性指标,如均值、标准差、过程能力指数等。
这使得SPC能够帮助人们了解过程的状态和品质能力,及时调整和改良过程,提高产品或效劳的稳定性和一致性。
统计过程控制SPC基本概念

■ 子组数的大小: 子组数的大小应满足两个原则,从过程的角度来看,收集 越多的子组可以确保变差的主要原因有机会出现。一般情 况下,包含100或更多单值读数的25或更多个子组可以很 好地用来检验稳定性,如果过程已稳定,则可以得到过程 位置和分布宽度的有效的估计值。 ◆ 在有些情况下,可以利用现有的数据来加速这个第一 阶段的研究。然而,只有它们是最近的,并且对建立 子组的基础很清楚的情况下才能使用。
Cpk≧1.33计算 每班 1.检验记录表
2.设备点检记录表 每班 3.作业准备验证记
录表 1.首检、自检 每2 2.检验记录表 小时 3.X-R控制图,
Cpk≧1.33计算
反应 计划
1.标识、隔离、 评审、处置 2.100%检验
调整、呈报班组 长
1.标识、隔离、 评审、处置 2.100%检验
4、统计过程控制(SPC)的目的: 为了解制造过程以及改善制造过程,藉由对制造过程能力的分析/评估
日期(修订):
顾客工程批准/日期(如需要):
零件名称/描述:
供方/工厂批准/日期:
顾客质量批准/日期(如需要):
供方/工厂:
供方代码:
其它批准/日期(如需要):
其它批准/日期(如需要):
零件/过 程编号
过程 名称/ 操作 描述
机器、装置、 夹具、工装
编 号
特性 产品 过程
特殊 特性 分类
1 硬度
▽
30
2 收集数据:
A)、选择子组大小、频率和数据;
■ 子组频率:
其目的是检查经过一段时间后过程中的变化。应当在适当的时间收集足够 的子组,这样子组才能反映潜在的变化。这些变化的潜在原因可能是换班、 或操作人员更换、温升趋势、材料批次等原因造成的。
SPC基本概念

判稳、判异,可以通过应用不合格数npT图替代。 ●计点控制图:当样本大小n变化时,由于u图、c图的
控制界限都呈凹凸状,不但作图不方便,更无法判 稳、判异,可以应用通用不合格数cT图替代。 ●有用的控制图: X s 、X R 、npT图、cT控制图
X R 控制图的两个阶段
分析用控制图 ●判断过程是否稳定不稳定,调至稳定 ●过程的过程能力指数是否满足要求,过 程能力指数满足要求称之为技术稳态
●中位极差图 X~ R 图, X~ 表示中位值。现在由于 计算机应用普及,故已淘汰,被均值-标准差图替代。
两种错误
一.第一种错误:虚发警报(false alarm)
UCL
α
β
LCL 二.第二种错误:漏发警报(alarm missing)
控制图的第二类错误
三、减少两种错误所造成的损失: ●UCL、LCL距离间隔大,α减小 β增大 ●UCL、LCL距离间隔小,α增大 β减小 ●UCL、LCL距离间隔3σ,α=0.27%
统计控制状态
●概念:只有偶因而无异因产生的变异的状态 ●优点:
----对产品的质量有完全把握 ----生产也是最经济的 ----在控制状态下,过程的变异最小
常用的控制图
分布 控制图代号 控制图名称
备注
正态
分布
(计 X R
量值)
均值—极差控制 图
X S
X~ R
均值—标准差控 制图
中位值—极差图
C C
B
LCL A
判异准则
4.连续3点中有2点落在中心线同一侧的B区以外
UCL A
B
CL
C C
B
LCL A
判异准则
5.连续5点中有4点落在中心线同一侧的C区以外
SPC基本概念

SPC的特点 SPC的特点
●与全面质量管理相同,强调全员参与,而 不是只依靠少数质量管理人员 ●强调应用统计方法来保证预防原则的实现 ●SPC不是用来解决个别工序采用什么控制 SPC不是用来解决个别工序采用什么控制 图的问题,SPC强调从整个过程、整个体 图的问题,SPC强调从整个过程、整个体 系出发来解决问题。SPC的重点就在与“ 系出发来解决问题。SPC的重点就在与“P (Process,过程) Process,过程) ●可判断过程的异常,及时告警; ●不能告知此异常是什么因素引起的
判稳原则
●计算公式:
准则 N=25 d=0
N=35 N=100 d≤3 d≤1
P(过程为正常的概率)
25 (0 . 9973 0
判断错误 的概率
= 0 . 9345
)25 (1 − 0 . 9973 )0
1-P 1-P
35 35 35 34 1 (0 .9973 ) + (0 .9973 ) (0 .0027 ) = 0 .9959 0 1
统计学在生产中应用的目的
1. x, s --了解产品总体性能 2. Eliminate outlier due to assignable cause -- 取消人为特殊因素造成的极端值以稳定制程 3. Hit target(µ) -- 规格趋向目标值 4. Reduce variance (s) -- 减小差异 5. Spec Review for feasibility -- 審核規格,看看是否適用
判稳原则
●判稳准则 在点子随机排列的情况下,符合下列各点之一判稳: 在点子随机排列的情况下,符合下列各点之一判稳: -----连续25个点,界外点数d=0 -----连续25个点,界外点数d=0 -----连续35个点,界外点数d≤1 -----连续35个点,界外点数d≤1 -----连续100个点,界外点数d≤2 -----连续100个点,界外点数d≤2 ●分析判稳原则 准则 1 2 3 α 0.0654 0.0041 0.0026 β 0.9346 0.9959 0.9974
SPC基础

SPC即统计过程控制(Statistical Process Control)。
SPC主要是指应用统计分析技术对生产过程进行实时监控,科学的区分出生产过程中产品质量的随机波动与异常波动,从而对生产过程的异常趋势提出预警,以便生产管理人员及时采取措施,消除异常,恢复过程的稳定,从而达到提高和控制质量的目的。
在生产过程中,产品的加工尺寸的波动是不可避免的。
它是由人、机器、材料、方法和环境等基本因素的波动影响所致。
波动分为两种:正常波动和异常波动。
正常波动是偶然性原因(不可避免因素)造成的。
它对产品质量影响较小,在技术上难以消除,在经济上也不值得消除。
异常波动是由系统原因(异常因素)造成的。
它对产品质量影响很大,但能够采取措施避免和消除。
过程控制的目的就是消除、避免异常波动,使过程处于正常波动状态。
SPC技术原理统计过程控制(SPC)是一种借助数理统计方法的过程控制工具。
它对生产过程进行分析评价,根据反馈信息及时发现系统性因素出现的征兆,并采取措施消除其影响,使过程维持在仅受随机性因素影响的受控状态,以达到控制质量的目的。
当过程仅受随机因素影响时,过程处于统计控制状态(简称受控状态);当过程中存在系统因素的影响时,过程处于统计失控状态(简称失控状态)。
由于过程波动具有统计规律性,当过程受控时,过程特性一般服从稳定的随机分布;而失控时,过程分布将发生改变。
SPC正是利用过程波动的统计规律性对过程进行分析控制的。
因而,它强调过程在受控和有能力的状态下运行,从而使产品和服务稳定地满足顾客的要求。
SPC可以为企业带的好处....SPC 强调全过程监控、全系统参与,并且强调用科学方法(主要是统计技术)来保证全过程的预防。
SPC不仅适用于质量控制,更可应用于一切管理过程(如产品设计、市场分析等)。
正是它的这种全员参与管理质量的思想,实施SPC可以帮助企业在质量控制上真正作到"事前"预防和控制,SPC可以:·对过程作出可靠的评估;·确定过程的统计控制界限,判断过程是否失控和过程是否有能力;·为过程提供一个早期报警系统,及时监控过程的情况以防止废品的发生;·减少对常规检验的依赖性,定时的观察以及系统的测量方法替代了大量的检测和验证工作;有了以上的预防和控制,我们的企业当然是可以:·降低成本·降低不良率,减少返工和浪费·提高劳动生产率·提供核心竞争力·赢得广泛客户·更好地理解和实施质量体系质量管理中常用的统计分析方法....介绍的以下这些工具和方法具有很强的实用性,而且较为简单,在许多国家、地区和各行各业都得到广泛应用:控制图:用来对过程状态进行监控,并可度量、诊断和改进过程状态。
SPC基础入门

(统计过程控制)
李明
1
统计过程控制(SPC)
1、SPC旳发展史与基本统计概念 2、SPC旳基本原理 3、控制图 4、过程能力和过程能力指数
2
1.1 什么是SPC
什么是SPC – 统计过程控制即SPC(statistical process control).它是利用统计措施对过程中旳各个 阶段进行监控,从而到达改善与确保质量旳目 旳.SPC强调全过程旳预防为主。 – SPC不但用于生产过程,而且可用于服务过程 和一切管理过程.
稳定
控制用
3、控制图旳选择
控制图旳选定
计量值
资料性质 计数值
平均值
n≧2
样本大小 n≧2
CL旳性质
“n”=10~25 “n”是否较大
中位数
“n”=2~5
“n”=1 不一定
不良数
缺陷数
不良数或
缺陷数
一定 “n”是否一定
一定
单位大小 是否一定
不一定
X-s
图
X-R 图
~ X-R 图
X-Rm 图
“p”
图
“np” “c”
1.3.1 数据旳种类
• 计量型 特点:能够连续取值
也称连续型数据。
如:零件旳尺寸、强 度、重量、时间、 温度等
• 计数型
特点:不能够连续取 值,也称离散型数 据。
如:废品旳件数、缺 陷数
1.3.2 波动(变差)旳概念:
波动旳概念是指在现实生活中没有两件东西是完 全一样旳。生产实践证明,不论用多么精密旳设备 和工具,多么高超旳操作技术,甚至由同一操作工 ,在同一设备上,用相同旳工具,生产相同材料旳 同种产品,其加工后旳质量特征(如:重量、尺寸 等)总是有差别,这种差别称为波动。公差制度实 际上就是对这个事实旳客观认可。消除波动不是 SPC旳目旳,但经过SPC能够对波动进行预测和控 制。
SPC基本知识
SPC 基础知识一、 什么是SPCSPC 是Statistical process control 的缩写,即统计过程控制。
是应用统计方法对过程中的各个阶段进行临控,从而达到质量保证与质量改进的目的,在此可将统计学看成是从一系列数据中收集信息的工具,它是通过预防而不是通过检测来避免浪费。
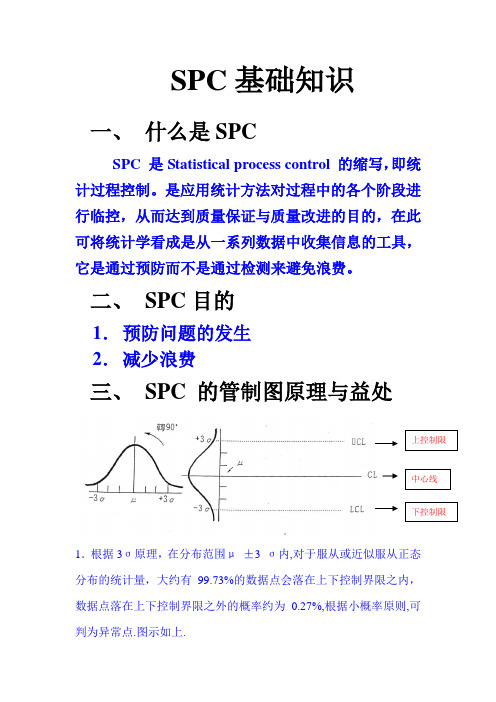
二、 SPC 目的1. 预防问题的发生 2. 减少浪费三、 SPC 的管制图原理与益处1.根据3σ原理,在分布范围μ ±3 σ内,对于服从或近似服从正态分布的统计量,大约有99.73%的数据点会落在上下控制界限之内,数据点落在上下控制界限之外的概率约为0.27%,根据小概率原则,可判为异常点.图示如上.2.SPC管制图举例下面是Minitab R14 制作的Xbar-R 管制图。
从图可以看出制程有多个超出控制限的点,说明需要查找原因,采取措施,加以消除,不再出现,纳于标准。
合理使用管制图能够:1.区分变差的普通原因和特殊原因,作为采取局部措施和系统措施的指南。
2.有助于过程在质量上和成本上能持续地、可预测地保持下去。
3.使过程达到:A、更高的质量 B、更低的单位成本C、更高的有效能力。
四、 SPC制程能力分析1.Cp、Cpk与Pp、Ppk的含义与区别如下:Cp指数= 规格宽度工序宽度Cp:(Capability of Process)过程能力指数Cpk:修正的过程能力指数Pp: (Performance of Process)过程性能指数Ppk:修正的过程性能指数2..Cp、Cpk与Pp、Ppk的计算:过程能力指数的计算公式如下:过程性能指数计算公式如下:1.经济性:有效的抽样管制,不用全数检验,不良率,得以控制成本。
使制程稳定,能掌握品质、成本与交期。
2.预警性:制程的异常趋势可实时对策,预防整批不良,以减少浪费。
3.分辨特殊原因:作为局部问题对策或管理阶层系统改进之参考。
4.善用机器设备:估计机器能力,可妥善安排适当机器生产适当零件。
SPC培训教材

(4)SPC控制线的更新 ) 控制线的更新 1.供应商关键材料的变更 2. 2.加工设备 的 变更 3.影响过程流程的工程变更 4.人员变更 5.样本大小变更 即5M1E的变更
(5)计量型数据控制图 )
1.数据分为计量型数据和计数型数据两大类 A::计量型数据:计量型数据是指对产品质量 特性进行测量所得的观察 值。如毫米(mm)表示长度单位,克(g)代表质量,牛(N)表示重力。 B:计数型数据包括计件型数据和计点型数据两种;计件型数据是以件 为单位统计不合格品数的数据,计点数据是单位产品上的缺陷数 (或不合格数)。
(3).SPC控制图的常用类型及选择 ) 控制图的常用类型及选择
SPC控制图主要有两类:一类是计量SPC控制图, 不合格品率(P图) 另一类是计数SPC控制图。 不合格品数(nP图)
均值-极差控制图(X—R图) 均值-标准差控制图(X—S图) 中位数-极差控制图(Me—R图) 单值-移动极差控制图(X—Me图)
(7)SPC过程控制的四种状态 ) 过程控制的四种状态
1.统计状态的形态:稳定状态(过程受控) 不稳定状态(过程不受控)
LCL
过程受控 CL
过程不受控 UCL LCL CL UCL
2.技术状态的形态:技术满足规格要求 技术不满足规格要求
技术满足规格要求 LCL UCL CL
技术不满足规格要求 LCL CL UCL
控制图的3σ原理 (5)SPC控制图的 原理 ) 控制图的
当过程仅含正常变异时,过程输出的质量特性X呈正态分布N(U, σ2),U为正态均值, σ为标准差。 使用U±3σ作为控制界限来管理过程,即界限内99.73%的概率,1000个有997.3个良品。就认 为该过程的变异为正常变异。
图(一)正态分布N(U,σ2)的概率特性 99.73%