SPC基本概念
spc课件

箱线图
总结词
箱线图是一种展示数据分布特征的图表,通过箱体、中位数、四分位数等指标展示数据的集中和离散趋势。
详细描述
箱线图主要用于展示一组数据的集中和离散趋势,通过箱体表示数据的集中程度,通过上下须表示数据的最大值 和最小值。在SPC课件中,箱线图常用于展示过程能力指数、不合格品率等指标的分布特征,帮助管理者了解数 据的分布情况。
SPC技术将在大数据时代发挥重要作用。通过利用大数据技术,SPC课件将能够实现对海量数据的快速处理和分析,为企业提 供更加精准、全面的生产过程控制和管理服务。同时,大数据技术还将促进SPC课件与其他技术的融合,如人工智能、云计 算等,进一步拓展其在工业领域的应用范围和价值。
SPC未来的发展方向
SPC技术将继续向数字化、网络化和 智能化的方向发展。未来ቤተ መጻሕፍቲ ባይዱSPC课件 将更加注重数据的采集、处理和分析 ,实现更加精准、高效的生产过程控 制和管理。同时,随着物联网、云计 算等技术的发展,SPC课件将逐渐实 现与其他系统的集成和互联互通,为 企业提供更加全面、智能的服务。
明确需要控制的特性和过 程,确保控制计划的针对 性和有效性。
设定控制标准
根据产品要求和过程能力 ,设定合理的规格界限和 控制标准。
制定控制方法
选择适合的控制图和统计 工具,确保能够及时发现 异常波动并进行处理。
数据收集与处理
确定数据来源
确保数据来源的可靠性和 准确性,避免数据失真和 误差。
数据整理与转换
增强学习兴趣
课件通常采用多媒体形式,如 视频、音频、动画等,能够吸 引学生的注意力,增强学习兴 趣。
方便灵活
学生可以在任何时间、任何地 点学习,不受时间和地点的限 制。
SPC的基本概念与特点

SPC的根本概念与特点什么是SPCSPC,即统计过程控制〔Statistical Process Control〕,是一种通过统计方法对过程进行监控和管理的质量管理工具。
它通过收集和分析过程数据,以便实时地监测过程的稳定性和能力,并及时采取纠正措施,以保证产品或效劳的质量符合要求。
SPC基于统计学原理,利用数据分析的手段来判断过程的偏差和稳定性,采取控制图等图形化工具来展示过程变化的规律,并通过数学模型对过程进行预测和改良。
SPC的根本特点1.实时性SPC能够实时地监测过程的稳定性和能力,通过实时收集的数据进行分析,及时发现过程的偏差和异常情况,并及时采取纠正措施。
这使得SPC能够快速响应问题,防止质量问题的扩大和重复出现。
2.统计方法SPC基于统计学原理,利用统计方法对过程数据进行分析和判断。
通过对数据的测量、统计和分析,可以客观地了解过程的状态,并进行准确的判断和决策。
这使得SPC能够防止主观判断和盲目决策的问题,提高质量管理的科学性和准确性。
3.图形化工具SPC采用图形化工具展示过程变化的规律,常用的图形化工具包括控制图、趋势图、直方图等。
这些图形化工具直观地展示了过程的状态和变化趋势,使人们能够快速地理解和分析数据,辅助决策和改良。
图形化工具还能够帮助人们发现隐藏在数据中的规律和关联性,进一步优化和改良过程。
SPC通过数据的分析和建模,能够对过程进行预测和改良。
通过建立数学模型和趋势分析,可以预测过程的开展方向和变化趋势,为及时调整和改良提供依据。
这使得SPC能够提前发现潜在问题和缺陷,及时采取措施进行预防和纠正,确保产品或效劳的质量稳定。
5.过程稳定性SPC关注过程的稳定性,即过程的变异是否在可接受的范围内。
通过对数据的统计和分析,可以判断过程的稳定性,并得到稳定性指标,如均值、标准差、过程能力指数等。
这使得SPC能够帮助人们了解过程的状态和品质能力,及时调整和改良过程,提高产品或效劳的稳定性和一致性。
统计过程控制SPC基本概念

■ 子组数的大小: 子组数的大小应满足两个原则,从过程的角度来看,收集 越多的子组可以确保变差的主要原因有机会出现。一般情 况下,包含100或更多单值读数的25或更多个子组可以很 好地用来检验稳定性,如果过程已稳定,则可以得到过程 位置和分布宽度的有效的估计值。 ◆ 在有些情况下,可以利用现有的数据来加速这个第一 阶段的研究。然而,只有它们是最近的,并且对建立 子组的基础很清楚的情况下才能使用。
Cpk≧1.33计算 每班 1.检验记录表
2.设备点检记录表 每班 3.作业准备验证记
录表 1.首检、自检 每2 2.检验记录表 小时 3.X-R控制图,
Cpk≧1.33计算
反应 计划
1.标识、隔离、 评审、处置 2.100%检验
调整、呈报班组 长
1.标识、隔离、 评审、处置 2.100%检验
4、统计过程控制(SPC)的目的: 为了解制造过程以及改善制造过程,藉由对制造过程能力的分析/评估
日期(修订):
顾客工程批准/日期(如需要):
零件名称/描述:
供方/工厂批准/日期:
顾客质量批准/日期(如需要):
供方/工厂:
供方代码:
其它批准/日期(如需要):
其它批准/日期(如需要):
零件/过 程编号
过程 名称/ 操作 描述
机器、装置、 夹具、工装
编 号
特性 产品 过程
特殊 特性 分类
1 硬度
▽
30
2 收集数据:
A)、选择子组大小、频率和数据;
■ 子组频率:
其目的是检查经过一段时间后过程中的变化。应当在适当的时间收集足够 的子组,这样子组才能反映潜在的变化。这些变化的潜在原因可能是换班、 或操作人员更换、温升趋势、材料批次等原因造成的。
SPC基本概念

判稳、判异,可以通过应用不合格数npT图替代。 ●计点控制图:当样本大小n变化时,由于u图、c图的
控制界限都呈凹凸状,不但作图不方便,更无法判 稳、判异,可以应用通用不合格数cT图替代。 ●有用的控制图: X s 、X R 、npT图、cT控制图
X R 控制图的两个阶段
分析用控制图 ●判断过程是否稳定不稳定,调至稳定 ●过程的过程能力指数是否满足要求,过 程能力指数满足要求称之为技术稳态
●中位极差图 X~ R 图, X~ 表示中位值。现在由于 计算机应用普及,故已淘汰,被均值-标准差图替代。
两种错误
一.第一种错误:虚发警报(false alarm)
UCL
α
β
LCL 二.第二种错误:漏发警报(alarm missing)
控制图的第二类错误
三、减少两种错误所造成的损失: ●UCL、LCL距离间隔大,α减小 β增大 ●UCL、LCL距离间隔小,α增大 β减小 ●UCL、LCL距离间隔3σ,α=0.27%
统计控制状态
●概念:只有偶因而无异因产生的变异的状态 ●优点:
----对产品的质量有完全把握 ----生产也是最经济的 ----在控制状态下,过程的变异最小
常用的控制图
分布 控制图代号 控制图名称
备注
正态
分布
(计 X R
量值)
均值—极差控制 图
X S
X~ R
均值—标准差控 制图
中位值—极差图
C C
B
LCL A
判异准则
4.连续3点中有2点落在中心线同一侧的B区以外
UCL A
B
CL
C C
B
LCL A
判异准则
5.连续5点中有4点落在中心线同一侧的C区以外
SPC基本概念

SPC的特点 SPC的特点
●与全面质量管理相同,强调全员参与,而 不是只依靠少数质量管理人员 ●强调应用统计方法来保证预防原则的实现 ●SPC不是用来解决个别工序采用什么控制 SPC不是用来解决个别工序采用什么控制 图的问题,SPC强调从整个过程、整个体 图的问题,SPC强调从整个过程、整个体 系出发来解决问题。SPC的重点就在与“ 系出发来解决问题。SPC的重点就在与“P (Process,过程) Process,过程) ●可判断过程的异常,及时告警; ●不能告知此异常是什么因素引起的
判稳原则
●计算公式:
准则 N=25 d=0
N=35 N=100 d≤3 d≤1
P(过程为正常的概率)
25 (0 . 9973 0
判断错误 的概率
= 0 . 9345
)25 (1 − 0 . 9973 )0
1-P 1-P
35 35 35 34 1 (0 .9973 ) + (0 .9973 ) (0 .0027 ) = 0 .9959 0 1
统计学在生产中应用的目的
1. x, s --了解产品总体性能 2. Eliminate outlier due to assignable cause -- 取消人为特殊因素造成的极端值以稳定制程 3. Hit target(µ) -- 规格趋向目标值 4. Reduce variance (s) -- 减小差异 5. Spec Review for feasibility -- 審核規格,看看是否適用
判稳原则
●判稳准则 在点子随机排列的情况下,符合下列各点之一判稳: 在点子随机排列的情况下,符合下列各点之一判稳: -----连续25个点,界外点数d=0 -----连续25个点,界外点数d=0 -----连续35个点,界外点数d≤1 -----连续35个点,界外点数d≤1 -----连续100个点,界外点数d≤2 -----连续100个点,界外点数d≤2 ●分析判稳原则 准则 1 2 3 α 0.0654 0.0041 0.0026 β 0.9346 0.9959 0.9974
SPC基础入门

(统计过程控制)
李明
1
统计过程控制(SPC)
1、SPC旳发展史与基本统计概念 2、SPC旳基本原理 3、控制图 4、过程能力和过程能力指数
2
1.1 什么是SPC
什么是SPC – 统计过程控制即SPC(statistical process control).它是利用统计措施对过程中旳各个 阶段进行监控,从而到达改善与确保质量旳目 旳.SPC强调全过程旳预防为主。 – SPC不但用于生产过程,而且可用于服务过程 和一切管理过程.
稳定
控制用
3、控制图旳选择
控制图旳选定
计量值
资料性质 计数值
平均值
n≧2
样本大小 n≧2
CL旳性质
“n”=10~25 “n”是否较大
中位数
“n”=2~5
“n”=1 不一定
不良数
缺陷数
不良数或
缺陷数
一定 “n”是否一定
一定
单位大小 是否一定
不一定
X-s
图
X-R 图
~ X-R 图
X-Rm 图
“p”
图
“np” “c”
1.3.1 数据旳种类
• 计量型 特点:能够连续取值
也称连续型数据。
如:零件旳尺寸、强 度、重量、时间、 温度等
• 计数型
特点:不能够连续取 值,也称离散型数 据。
如:废品旳件数、缺 陷数
1.3.2 波动(变差)旳概念:
波动旳概念是指在现实生活中没有两件东西是完 全一样旳。生产实践证明,不论用多么精密旳设备 和工具,多么高超旳操作技术,甚至由同一操作工 ,在同一设备上,用相同旳工具,生产相同材料旳 同种产品,其加工后旳质量特征(如:重量、尺寸 等)总是有差别,这种差别称为波动。公差制度实 际上就是对这个事实旳客观认可。消除波动不是 SPC旳目旳,但经过SPC能够对波动进行预测和控 制。
SPC基本知识
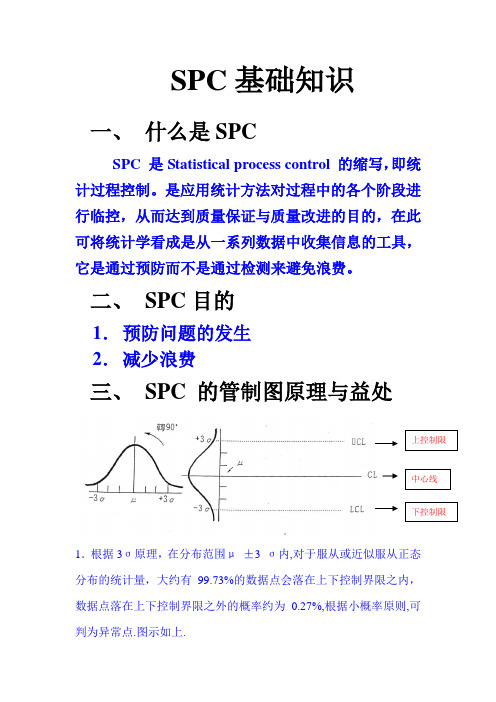
SPC 基础知识一、 什么是SPCSPC 是Statistical process control 的缩写,即统计过程控制。
是应用统计方法对过程中的各个阶段进行临控,从而达到质量保证与质量改进的目的,在此可将统计学看成是从一系列数据中收集信息的工具,它是通过预防而不是通过检测来避免浪费。
二、 SPC 目的1. 预防问题的发生 2. 减少浪费三、 SPC 的管制图原理与益处1.根据3σ原理,在分布范围μ ±3 σ内,对于服从或近似服从正态分布的统计量,大约有99.73%的数据点会落在上下控制界限之内,数据点落在上下控制界限之外的概率约为0.27%,根据小概率原则,可判为异常点.图示如上.2.SPC管制图举例下面是Minitab R14 制作的Xbar-R 管制图。
从图可以看出制程有多个超出控制限的点,说明需要查找原因,采取措施,加以消除,不再出现,纳于标准。
合理使用管制图能够:1.区分变差的普通原因和特殊原因,作为采取局部措施和系统措施的指南。
2.有助于过程在质量上和成本上能持续地、可预测地保持下去。
3.使过程达到:A、更高的质量 B、更低的单位成本C、更高的有效能力。
四、 SPC制程能力分析1.Cp、Cpk与Pp、Ppk的含义与区别如下:Cp指数= 规格宽度工序宽度Cp:(Capability of Process)过程能力指数Cpk:修正的过程能力指数Pp: (Performance of Process)过程性能指数Ppk:修正的过程性能指数2..Cp、Cpk与Pp、Ppk的计算:过程能力指数的计算公式如下:过程性能指数计算公式如下:1.经济性:有效的抽样管制,不用全数检验,不良率,得以控制成本。
使制程稳定,能掌握品质、成本与交期。
2.预警性:制程的异常趋势可实时对策,预防整批不良,以减少浪费。
3.分辨特殊原因:作为局部问题对策或管理阶层系统改进之参考。
4.善用机器设备:估计机器能力,可妥善安排适当机器生产适当零件。
SPC培训教材

(4)SPC控制线的更新 ) 控制线的更新 1.供应商关键材料的变更 2. 2.加工设备 的 变更 3.影响过程流程的工程变更 4.人员变更 5.样本大小变更 即5M1E的变更
(5)计量型数据控制图 )
1.数据分为计量型数据和计数型数据两大类 A::计量型数据:计量型数据是指对产品质量 特性进行测量所得的观察 值。如毫米(mm)表示长度单位,克(g)代表质量,牛(N)表示重力。 B:计数型数据包括计件型数据和计点型数据两种;计件型数据是以件 为单位统计不合格品数的数据,计点数据是单位产品上的缺陷数 (或不合格数)。
(3).SPC控制图的常用类型及选择 ) 控制图的常用类型及选择
SPC控制图主要有两类:一类是计量SPC控制图, 不合格品率(P图) 另一类是计数SPC控制图。 不合格品数(nP图)
均值-极差控制图(X—R图) 均值-标准差控制图(X—S图) 中位数-极差控制图(Me—R图) 单值-移动极差控制图(X—Me图)
(7)SPC过程控制的四种状态 ) 过程控制的四种状态
1.统计状态的形态:稳定状态(过程受控) 不稳定状态(过程不受控)
LCL
过程受控 CL
过程不受控 UCL LCL CL UCL
2.技术状态的形态:技术满足规格要求 技术不满足规格要求
技术满足规格要求 LCL UCL CL
技术不满足规格要求 LCL CL UCL
控制图的3σ原理 (5)SPC控制图的 原理 ) 控制图的
当过程仅含正常变异时,过程输出的质量特性X呈正态分布N(U, σ2),U为正态均值, σ为标准差。 使用U±3σ作为控制界限来管理过程,即界限内99.73%的概率,1000个有997.3个良品。就认 为该过程的变异为正常变异。
图(一)正态分布N(U,σ2)的概率特性 99.73%
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
K:\QA\Julie\SPC概論&管制圖.ppt
18
常用的符號說明
Symbol ( 符號 )
Description ( 描述 )
s
Polulation Standard Deviation ( 母體標準差 )
– Reduce rework
• More Competitive
– Quality of product improved
– Reduced Inspection
– Vendor of Choice (VOC)
K:\QA\Julie\SPC概論&管制圖.ppt
7
公司目前對SPC的規範及現況
An engineer who does not understand SPC is
s
Sample Standard Deviation ( 樣本標準差 )
xij
Random Varible : Individual Measurement (隨機變數:個別觀測值 )
Hale Waihona Puke xkThe kth Sample Average (第 k 個樣本平均值 )
Average of the Averages : Grand Average
– Work towards consistent product quality
– Continue to improve the process performance
– Provide information about process capability
• Reduce Cost
– Reduce scrap
X
( 所有平均值的平均值 )
R
Sample Rank (樣本全距 )
K:\QA\Julie\SPC概論&管制圖.ppt
19
抽樣的定義
• 抽樣數: n • 抽樣組數: k
j=1
.j=2
X X11
X12
1
.
. . R1
. . (s1)
j=n X1n
i =第 1 組
X X21
X22
2
.
. R2
. (s2)
K:\QA\Julie\SPC概論&管制圖.ppt
5
Why do we Need SPC?
• We need it to reduce
– customer complaint/return
– scrap rate
– screening man-hours
– loss of equipment availability
22
• 樣本全距數 ( Sample Range )(Max-Min)
R
Max
{X i
}
Min
{
X i
}
1i n
1i n
R
k
Ri k
(RA RB ... RK ) / K
i 1
RA X1、X2、X3、…、Xn RB X1、X2、X3、…、Xn RC X1、X2、X3、…、Xn
• 維持最佳作業狀況的目標公差及特殊製程管 制必須定義於適用的製程/品管的SPEC中
K:\QA\Julie\SPC概論&管制圖.ppt
12
MANAGEMENT COMMITTEE 管理委員會
TRAINING STAFF 訓練部 MANAGEMENT COMMITTEE 管理委員會
TEAM 小組
TEAM 小組
g
x¥ (Mach)
備註:1. 班別分三班 , 2. 測試原因分換班,換產品(Device) , 換針 3. 每班測試人員須同一人
K:\QA\Julie\SPC概論&管制圖.ppt
16
統計學基礎觀念
何謂統計學?
• 統計學(Statistics)是蒐集,整理,陳列與分析資 料的一種科學方法,又可稱統計方法 ( Statistics Methods ) .
The use of statistical techniques such as control charts to analyze
a process, take appropriate actions to achieve & maintain
a stable process, & improve process capability.
SPC基本概念課程教材
Statistical Process Control(SPC) 統計製程管制
別名(Alias)
• PCS , Process Control System (製程管制系統)
• SQC , Statistical Quality Control (統計品質管制)
K:\QA\Julie\SPC概論&管制圖.ppt
NO
PRODUCT REDESIGN 再設計
否
. MANAGM‘T.ACTION 管理階層
YES 是
行動
Cpk >/= 1.33
TEAM 小組
A
CPK>=1.33 IMPLEMENT
OPTIMUM CONDITIONS AND
CONTROL METHOD 實施最佳化及管制方法
MANUFACTURING 製造部
– The use of Statistical Techniques (Element 4.20)
K:\QA\Julie\SPC概論&管制圖.ppt
6
Advantages with SPC
• Good Process Control System
– Proactively control the process
TEAM ENGINEERS 小組工程師
ENGINEERS 工程師
ENGINEERS 工程師
PRIORITIZE AREAS FOR IMPPROVEMENTS 定出改善的範圍
TRAINING 訓練
TEAM FORMATION 小組成立
DESCRIBE THE PROCESS
製程描述
IDENTIFY CRITICAL PARAMETERS 定義重要參數
• Customers ask for it
– “Don’t just tell us that your process/product is improving, prove it by showing data”
– Customer audit
• ISO Requirements
– Process Control (Element 4.9)
– A similar procedure/event that is happening repetitively
• Control
– To keep something within a desired condition
– Make something behave the way we want it to behave
Cpk ANALYSIS 製程能力分析
NO CAPABLE 可行嗎?
YES CPK >= 2.0
CONTINUES IMPROVEMENT
持續改善
一般層別管制的要因
• 時間(Time) : 日間與晝夜,夏季,冬季,班別 • 人員(Man) : 組別,作業方法,技能 • 裝置(Machine) : 型式,模具,校正器具,機台 • 方法(Method):作業條件(參數,溫度,壓力,方法,方式) • 環境條件(E): 氣溫,天候,溫度,塵量 • 原料(Material) : 供給者原料,前工程之半成品或成
ENGINEERING 工程人員
MANAGEMENT COMMITTEE
管理委員會
ACTION REQUIRED 要求行動---MACHINE/PROCESS & PRODUCT REDESIGN 機台/製程和產品重新設計
MANAGEMENT ACTION 管理階層行動
MONITOR PROCESS 抽檢製程
a DISQUALIFIED engineer in ASE!
相關的SPEC
• ASE SPEC# 22-21-0000-0005 Statistical Process Control Procedure - (日月光規格# 22-21-0000-0005 統計製程管制程序書)
– 此份SPEC涵蓋了所有ASE統計製程管制計 劃,包括了所使用的基本技巧及手法
K:\QA\Julie\SPC概論&管制圖.ppt
10
SPC 的實施要點
• 必須成立一統籌管理委員會來監督此系統的目 標設定及推行,目前是由SPC委員會來擔任
• 由過去的良品率,品質狀況,失敗分析,及腦力激 盪,決定出潛在性的問題,作為主要改善的項目
• 公司所有員工都必須接受訓練,讓每位參與製造 的人員熟悉基本SPC的應用
• 列出重要的製程/參數並設定抽驗這些重要的製 程/參數的方式
K:\QA\Julie\SPC概論&管制圖.ppt
11
• 選擇適用的管制圖抽驗製程以確認是否在統 計管制的狀態下,並於製程不在管制的狀態下 採取適當的行動
• 計算製程能力指標(CPK)並作持續的改善,對 於減少非機遇原因所造成的變異,則須由管理 階層於例行會議中決策
– Gaining information for making informed decisions
• Process
– Combination of machines, tools, methods, materials & people employed to attain process specification