无铅喷锡(HASL)上锡不良案例研究
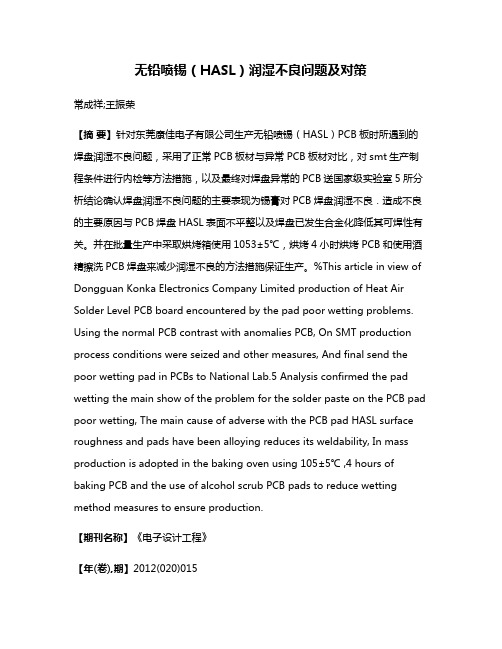
PCB无铅喷锡PFMEA分析范例

板子浸助焊剂后到喷 锡停留时间长
holding time from 2 flux coating to HASL is too long
涂助焊剂10min内完成喷锡 control holding time
within 10 min from flux coating to HASL
来料污渍dirty incoming boards
1
每批来料抽检spot inspect every lot of the incoming boards
生产目检 employee checks
7
49
绿油PAD边发白
微蚀过度over microetching
掉油solder mask on pad turn white and drop from
锡面粗糙rough solder 5 surface
H2SO4含量偏低 sulfuric acid concentration is
too high
2
浓度控制在2-4%
每班化学分析一次
control according to 2- chemical analysis
4%
every shift
4
56
SPS含量偏低SPS content is too
探 测R 度P DN
前处理吸干:吸干板 面水份
sponge:sponge water on board
surface
吸干不够 unadequate
sponge
影响吹干效果 affect the
drying
5
影响外观 affect cosmetics
失效分析典型案例分享--镍腐蚀

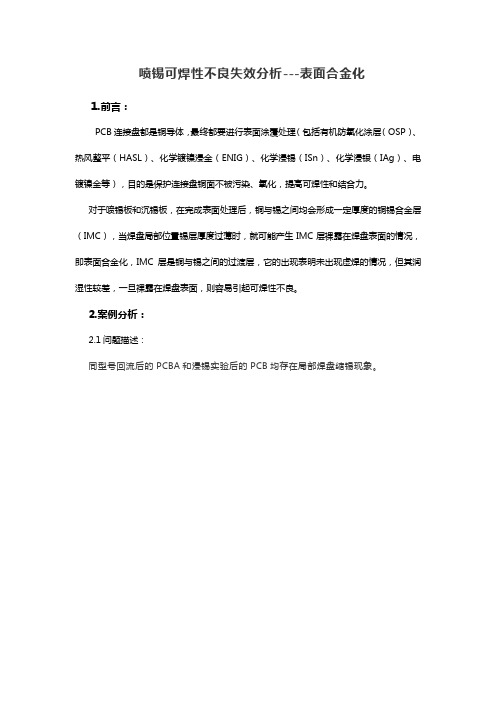
沉锡
沉银
无铅喷锡
(Immersion Tin) (Immersion silver) (Lead free HASL)
OSP
在电路板裸铜表面 在电路板裸铜表 在电路板裸铜表 在电路板裸铜表面 沉积形成一层平整 面经化学置换反 面经化学置换反 经热风整平形成一 而致密的有机覆盖 应形成一层洁白 应形成一层洁白 层较光亮而致密的 层,厚度约0.2而致密的锡镀层, 而致密的银镀层, 无铅覆盖锡合金层, 0.6um,既可保护 厚度约0.7-1.2um。 厚度约0.15-0.4um。 厚度约1-40um。 铜面,又可保证焊
表面易被污染而 影响焊接性能
表面易被污染,银 面容易变色,从而 影响焊接性能和外 观
表面处理温度高, 可能会影响板材和 阻焊油墨的性能
表面在保存环境差 的情况下易出现 OSP膜变色,焊接 不良等
电镍金后还经 过多道后工序, 表面处理后若 受到污染易产 生焊接不良
成本很高
完成沉锡表面处 理后如再受到高 温烘板或停放时 间较长,则可导 致沉锡层的减少
u
Pu
Pu
Pu
P uP
Pu P
uP
Pu P
u
u
Ni
Ni P
Ni
Ni
Ni
P
Ni
Ni
Ni P
Ni Ni
Ni P
Ni
Ni
Ni
P
Ni
富磷层
Ni
Ni P
Ni
Ni
Ni P
Ni
Ni
Ni
无铅喷锡(HASL)润湿不良问题及对策
无铅喷锡(HASL)润湿不良问题及对策常成祥;王振荣【摘要】针对东莞康佳电子有限公司生产无铅喷锡(HASL)PCB板时所遇到的焊盘润湿不良问题,采用了正常PCB板材与异常PCB板材对比,对smt生产制程条件进行内检等方法措施,以及最终对焊盘异常的PCB送国家级实验室5所分析结论确认焊盘润湿不良问题的主要表现为锡膏对PCB焊盘润湿不良.造成不良的主要原因与PCB焊盘HASL表面不平整以及焊盘已发生合金化降低其可焊性有关。
并在批量生产中采取烘烤箱使用1053±5℃,烘烤4小时烘烤PCB和使用酒精擦洗PCB焊盘来减少润湿不良的方法措施保证生产。
%This article in view of Dongguan Konka Electronics Company Limited production of Heat Air Solder Level PCB board encountered by the pad poor wetting problems. Using the normal PCB contrast with anomalies PCB, On SMT production process conditions were seized and other measures, And final send the poor wetting pad in PCBs to National Lab.5 Analysis confirmed the pad wetting the main show of the problem for the solder paste on the PCB pad poor wetting, The main cause of adverse with the PCB pad HASL surface roughness and pads have been alloying reduces its weldability, In mass production is adopted in the baking oven using 105±5℃ ,4 hours of baking PCB and the use of alcohol scrub PCB pads to reduce wetting method measures to ensure production.【期刊名称】《电子设计工程》【年(卷),期】2012(020)015【总页数】4页(P124-127)【关键词】HASL;热风整平;无铅喷锡;缩锡;润湿不良;拒焊【作者】常成祥;王振荣【作者单位】东莞康佳电子有限公司,广东东莞523685;陕西省电子信息产品监督检验院,陕西西安710004【正文语种】中文【中图分类】TM205.12003年1月欧盟议会和欧盟理事会通过了RoHS指令,即在电子电气设备中限制使用某些有害物质指令,也称2002/95/EC指令,2005年欧盟又以2005/618/EC决议的形式对2002/95/EC进行了补充,明确规定了六种有害物质的最大限量值。
HASL润湿不良案例分析

HASL焊盘可焊性不良原因分析摘要本文通过对一典型的热风整平处理的焊盘可焊性不良的原因分析,介绍了可焊性不良的基本分析程序与手段。
同时发现导致该类型不良的原因不是通常所认为的镀层表面污染或厚度不足的问题,而是热风整平的工艺控制不当,导致焊盘表面焊锡已经几乎完全合金化,表面的锡铜的金属间化物代替了本应该是的焊料,最终导致可焊性严重下降。
关键词:HASL处理可焊性金属间化物前言为了保持PCB焊盘在焊接组装时仍然具有良好的可焊性,通常都需要在焊盘铜箔的表面进行表面处理。
典型的表面处理方式有化学镍金、电镀镍金、化学浸银、有机可焊性保护层(OSP)、化学镀锡或电镀锡、热风整平(HASL)等等,这些表面处理方式在可焊性保持时间、成本、可焊性以及可制造性等方面各有优缺点。
由于电子产品在向小型化、多功能化等方向快速发展,PCB也相应的向小型化、高密度方向发展,同时由于电子组装越来越多的采用表面贴装的方式以及其对PCB焊盘平整度的要求,PCB的表面处理方式也越来越多的采用化学镍金。
但那些通用的家电产品以及大型的通讯设备的主板由于其小型化的要求并非严格,成本反而是一个重要的考量要素的时候,这些电路板将大量使用OSP以及HASL的表面处理方式,相比之下,用HASL处理的焊盘表面就是焊锡,与线路板组装焊接时使用的焊锡具有很好的兼容性,因此,HASL处理的焊盘的可焊性与可靠性似乎更有保证。
但是HASL处理的PCB也有明显的缺陷,即由于焊锡的表面张力的影响导致焊盘表面平整度差,高密度贴装的时候影响焊锡膏的印刷进而影响组装质量;另外就是HASL工艺中PCB需要经过高温熔融的焊锡,其基材必然收到损伤,特别是无铅化后HASL工艺使用的温度更高,以满足使用更高熔点的无铅焊锡后表面处理的效果。
由于成本的原因,目前主要的无铅HASL处理主要使用的是锡铜系列的无铅共晶焊料,因此HASL 的工艺温度往往要在260度以上。
本以为HASL的优势是其具有良好的可焊性,但是我们最近却常常遇到了较多的HASL表面处理的PCB可焊性不良的质量案例,造成了PCB用户的严重的损失,进而导致了供需双方的质量纠纷。
喷锡可焊性不良失效分析表面合金化
喷锡可焊性不良失效分析---表面合金化1.前言:PCB连接盘都是铜导体,最终都要进行表面涂覆处理(包括有机防氧化涂层(OSP)、热风整平(HASL)、化学镀镍浸金(ENIG)、化学浸锡(ISn)、化学浸银(IAg)、电镀镍金等),目的是保护连接盘铜面不被污染、氧化,提高可焊性和结合力。
对于喷锡板和沉锡板,在完成表面处理后,铜与锡之间均会形成一定厚度的铜锡合金层(IMC),当焊盘局部位置锡层厚度过薄时,就可能产生IMC层裸露在焊盘表面的情况,即表面合金化,IMC层是铜与锡之间的过渡层,它的出现表明未出现虚焊的情况,但其润湿性较差,一旦裸露在焊盘表面,则容易引起可焊性不良。
2.案例分析:2.1问题描述:同型号回流后的PCBA和浸锡实验后的PCB均存在局部焊盘缩锡现象。
图1不良PCBA和PCB外观图2.2分析过程:2.2.1金相显微镜观察采用金相显微镜对不良PCBA缩锡位置和同型号PCB焊盘进行观察,见图2:图2 不良板客诉位置和库存板焊盘金相观察根据上图可以看到,PCBA有明显的缩锡现象;而同型号的PCB焊盘锡面颜色不均,边缘疑似锡薄。
2.2 .2锡厚测量采用X-Ray测厚仪,对PCB锡厚进行测试,结果如表1所示:如表1所示,存在明显的锡厚不均现象,锡厚位置的厚度满足工艺要求,而锡薄位置低于工艺要求。
2.2.3 表面微观形貌观察和元素分析采用扫描电子显微镜和X射线能谱仪,对PCBA缩锡位置表面和同型号PCB焊盘表面进行微观形貌观察和元素分析,如图3所示:图3 PCBA缩锡位置和未经回流的PCB焊盘表面微观形貌观察和元素分析从以上微观形貌和元素分析结果可以看到,PCBA缩锡位置和同型号PCB焊盘均主要包含O、Cu和Sn元素,而无异常元素存在。
两者均分析出了Cu元素,可能存在IMC (Cu-Sn合金层)裸露在表面的情况。
2.2.4 IMC和锡厚观察采用扫描电子显微镜对PCB焊盘的IMC和锡厚进行观察,如图4所示:图4 库存板焊盘IMC和锡厚观察由上图可知,PCB焊盘锡层存在中间厚边缘薄的现象,中间锡厚位置IMC为2.70μm,边缘锡薄位置IMC为2.34μm,且已生长至焊盘表面,没有可焊接的锡层。
无铅喷锡SMT上锡不良的几种分析思路
无铅喷锡SMT上锡不良的几种分析思路无铅喷锡在SMT上锡不良的几种分析思路1、无铅喷锡的历史演变:热风整平作为一种PCB焊锡面的表面处理方式在PCB行业已广泛应用了数十年,然而自WEEE(Waste from Electrical and Electronic Equipment)和ROHS(Restriction of Use of Hazardous Substances)的先后出台,所有电子产品无铅化的转变让所有人意识到有铅制程的气数已尽。
国内也于2007年6月份开始了无铅化的进程推进,无铅的表面处理方式也随之发展。
于是出现了多种无铅表面处理方式:(1)化学浸镍金(ENIG:Electroless Nickel and Immersion Gold)。
(2)化学浸锡(I-Tin:Immersion Tin)。
(3)化学浸银(I.Ag:Immersion Sliver)。
(4)有机保护膜(OSP:Organic Solderability Preservatives)。
(5)无铅焊料热风整平(HASL:Tot Air Solder Levelling)。
本文重点介绍此种表面处理方法在SMT生产过程中上锡不良的几种因素及处理对策。
2、无铅喷锡的工艺方法:要解决无铅喷锡在SMT生产时出现上锡不良,首先得对无铅喷锡工艺有个详细的了解。
下面介绍的为无铅喷锡工艺方法。
无喷锡分为垂直喷锡和水平喷锡两种,其主要作用为:A、防治裸铜面氧化;B、保持焊锡性。
喷锡的工艺流程为:前清洗处理→预热→助焊剂涂覆→垂直喷锡→热风刀刮锡→冷却→后清洗处理A.前清洗处理:主要是微蚀铜面清洗,微蚀深度一般在0.75-1.0微米,同时将附着的有机污染物除去,使铜面真正的清洁,和融锡有效接触,而迅速的生成IMC;微蚀的均匀会使铜面有良好的焊锡性;水洗后热风快速吹干;B.预热及助焊剂涂敷预热带一般是上下约1.2米长或4英尺长的红外加热管,板子传输速度取决于板子的大小,厚度和其复杂性;‘60mil(1.5mm)板子速度一般在4.6-9.0m/min之间;板面温度达到130-160度之间进行助焊剂涂敷,双面涂敷,可以用盐酸作为活化的助焊剂;预热放在助焊剂涂布以前可以有效防止预热段的金属部分不至于因为滴到助焊剂而生锈或烧坏;C.沾锡焊锡:融锡槽中含锡量约430公斤左右,为纯锡或SN100C共熔eutectic组成的焊锡合金,温度维持在260度左右;为避免焊锡与空气接触而滋生氧化浮渣,在焊锡炉的融锡便面故意浮有一层乙二醇的油类,该油类应考虑与助焊剂之间的兼容性compatible;板子通过传输轮滚动传输速度约9.1m/min,在锡炉区有三排上下滚轮,停留时间仅约2秒;前后两组滚轮之间的跨度为6英寸,滚轮长度为24英寸以上,故可以处理的板面上限为24英寸;上下风刀劲吹,上下风刀之间的间距为15-30mil,风刀与垂直方向的月呈2-5度倾斜有利于吹去孔内的锡及板面的锡堆;D.热风压力设定的相关因素:板子厚度,焊盘的间距,焊盘的外形,沾锡的厚度(垂直喷锡中为了防止风刀与已变形的板面发生刮伤,风刀与板面之间的距离相当宽,故容易造成焊盘锡面的不平)E.冷却与后清洗处理:先用冷风在约1.8米的气床上由下向上吹,而将板面浮起,下表面先冷却,继续在约1.2米转轮承载区用冷风从上至下吹;清洁处理除去助焊剂残渣同时也不会带来太大的热震荡thermal shock3、无铅喷锡PCB的几个关键点:A.水平喷锡的厚度:2.54um(100mil),5.08 um (200mil),7.62 um (300mil),可以通过微切片测定锡厚:细抛光后用微蚀方法找出铜锡合金之间的IMC厚度,微蚀药水的简单配制:双氧水与氨水1:3的体积比微蚀10-15秒钟;IMC的厚度一次喷锡一般在6微英寸(0.32um),2次在8个微英寸左右(0.447um);喷锡厚度可以用x-ray荧光测厚仪测定.B.喷锡厚度与风刀的关系:焊盘上能够保留的锡厚受两种作用力因素影响:a.表面张力surface tension决定最后平衡后的着锡厚度,焊盘的面积大时,其固化后着锡的厚度也较高b.风刀的压力;风刀压力大,最后着锡的厚度也会降低,外形较小的焊盘其表面张力通常比较大,可耐得住热风刀的推刮,故可以留下较厚的焊锡;外形较大的焊盘,表面张力较小,热风刀会刮去较多的锡,仅在焊盘末端留下较小的锡冠cresb;C.通孔壁上的锡厚:孔壁上由内层平环引出或延伸者,会造成一座散热座heat sink效应,使喷上的融锡比较容易冷却固化,固锡层较厚.一般无孔内平环的镀通孔内孔内所能保持的锡厚与通孔的纵横比似乎并无明显的关联;孔拐角处锡厚约0.75微米30微英寸左右,从孔两端转拐角到孔中心,锡厚渐增;孔径的缩减量约为18-30微米,以孔中央缩小得最为显着,该处沾锡层最厚;D. 喷锡完后的PCB表面俯视图:E. 喷锡完后的PCB纵切面图:4、IMC Intermetallic compound:对无铅喷锡有个基本概念后,在无铅喷锡的过程中,IMC是喷锡能完成的关键因素,因此本节来对IMC 进行解读。
无铅喷锡上锡不良问题探究与改善
可 持 续 发 展 的道 路 。 这 些 《 令 》 等 的颁 布 和 实 指 施 , 意 味着 将 对 电子 行 业 和 其 他 行 业 产 生 深 远 的 影
响 ,也意 味着 无铅 化等 的变 革 时代 的开始 与 到来 。
2 无铅 热风 焊料 整平 现状
受 欧 盟 Ro 指 令 和 我 国 《 HS 电子 信 息 产 品污 染 防 止 管 理 办法 》 、 《 电子 产 品污 染 管 理 办法 》 的影 响 ,我 司无 铅 热 风 焊 料 整 平 板 有 明 显 的 上升 趋 势 , 因 而 也 有 相应 的客 户 投 诉 我 公 司 无 铅热 风焊 料 整 平
d f c. no d rt c iv p i a usn s o l. e e t i r e oa h e eo tm l b i e sg as
Key wor ds
HASL; i tably de ec tnwe t it f t i
1
刖 吾
欧 盟 于2 0 年 2 1 03 月 3日颁 布 了Ro S ( 《 l 即 禁
电子 产 品 无 铅 的 呼 声越 来越 高 ,对 环 境 的改 善
起 到 了 _。 的积 极 作 用 ,相 应 的带 来 了 电子 产 品 的 。 定
工 艺 制 作难 度 ,无 铅 焊 料 的熔 点 比有 铅 焊 料 的熔 点
高 出3 O℃ ~4 0℃ ( 1 细列 举 了一 些无 铅 焊料 和 表 详
e e i e t t r cn v d n e hi ri l r vie o p ee s lto xp rm n swih ta i g e i e c ,t satce p o d sc m lt ou i n HA S e ito h o i t b l y L x s n t epo rtn wet i t a i
HASL(喷锡)

应届毕业生培训
皆利士电脑版(广州)有限公司
Multi-layer Board Manufacturing Process
HASL - 喷锡
C、贴金手指保护胶 目的在保护金手指以免渗锡,其选择很重要,要能耐热、 贴紧、不留残胶。
D、前清洁处理 主要的目的是将铜表面有机污染氧化物等去除,一般的 处理方式如下:
B、流程
HASL - 喷锡
不管是垂直喷锡或水平喷锡,正确的制造流程一样如下:
应届毕业生培训
皆利士电脑版(广州)有限公司
Multi-layer Board Manufacturing Process
HASL - 喷锡
应届毕业生培训
皆利士电脑版(广州)有限公司
Multi-layer Board Manufacturing Process
皆利士电脑版(广州)有限公司
Multi-layer Board Manufacturing Process
导师:宋国平 Guoping.Song@
应届毕业生培训
皆利士电脑版(广州)有限公司
Multi-layer Board Manufacturing Process
课堂守则
应届毕业生培训
皆利士电脑版(广州)有限公司
Multi-layer Board Manufacturing Process
HASL - 喷锡
1.3锡炉中各种杂质的影响
喷锡品质的好坏,因素复杂,除上述之锡炉温度高压喷气温度以及 浸锡时间外,另一个颇为重要的因素是污染的程度。
温度与时间的控制以各种方式做监控。但是,杂质的in-line监控却 是不可能的,它是需要特殊的分析设备来做精确分析,如AA等,
槽液寿命,视铜浓度而定,所以为维持etch rate的稳定 ,可以分析铜浓度来控制添加新鲜的药液。 一般要求Cu2+浓度小于40g/l。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无铅喷锡(HASL)上锡不良案例研究
由于欧盟、美国和我国等国家和地区对铅等有毒物质使用的限制,电子组件中传统的有铅喷锡PCB已经向无铅喷锡PCB转化。
然而,在无铅喷锡PCB的使用过程,很多技术人员发现PCB 在经过一段时间储存或者经历高温过程后(如回流焊接过程),PCB焊盘很难被焊料润湿,从而造成无铅喷锡PCB部分焊盘出现上锡不良现象。
本文将以典型案例分析的方式,给出无铅喷锡PCB上锡不良的失效机理,并介绍针对上述不良的主要分析思路和分析方法,并给出避免无铅喷锡PCB出现上锡不良的相关措施。
本文的研究结果避免无铅喷锡PCB出现上锡不良,提高电子产品的可靠性有一定的指导意义。
1 案例的背景
某单位送回流焊接后PCBA样品5块和同批次PCB空板5块,委托单位反应该批次PCBA在经过一次回流焊接后,第二面(B面)部分焊盘存在上锡不良现象,而且在某些IC引脚位置尤为明显。
上锡不良的的PCB比例为5%左右。
考虑到PCB的A、B面没有显著的差异,且只在第二面存在上锡不良现象,委托单位对焊接工艺顺序进行调整,发现原本焊接良好的A面也存在一定的上锡不良现象,而B面则明显改善。
同时委托单位表示,该PCB已经使用很长时间,只有最近的这一批存在上锡不良现象。
由于无法准确判断导致上锡不良的原因,委托要求对失效的原因进行分析,从而为解决该失效提高依据。
由于涉及客户的部分信息,为保密要求不提供外观照片。
2 分析过程
2.1 总体思路
根据委托单位提供的信息,该PCB采用的无铅喷锡工艺,且改变工艺流程对上锡不良的现象有明显的改善,初步推断失效的原因可能与无铅喷锡表面镀层在高温下的合金退化导致可焊性下降有关。
为了对该失效推断进行验证,则分析思路为:对失效PCBA具体的失效部位进行外观检查,重点检查失效部位的润湿情况,区分上锡不良为不润湿或反润湿,同时检查焊料对引脚的润湿情况。
外观检查后对上锡不良焊盘进行切片,验证其镀层的质量情况,重点考核镀层厚度和镀层中锡铜合金情况。
为了验证镀层质量问题,还必须对同批次PCB空板对应焊盘位置进行分析。
2.2 外观检查
利用立体显微镜对上锡不良焊盘及对应PCB空板上的对应焊盘进行外观检查,结果发现上锡不良位置主要表现为焊料对焊盘反润湿现象,同批次PCB空板对应焊盘检查发现焊盘镀层存在一定的厚度不均匀性,同时焊盘表面不存在污染等异常现象。
检查结果分别见图1和图2。
2.3 金相分析
对上锡不良焊盘进行金相切片获取润湿不良位置PCB焊盘的镀层信息,然后有扫描电子显微镜和能谱分析仪对镀层进行形貌和成分分析,从而判断该位置的喷锡镀层质量状况,上锡不良镀层的SEM照片见图3。
由图3可知,上锡不良位置无铅喷锡镀层已经完全合金化,即所有的无铅焊料和PCB铜焊盘之间形成了锡铜合金,锡铜合金(铜和锡的金属间化合物)已经暴露到焊盘表面。
由于锡铜合金的可焊性差且在高温下易氧化从而进一步降低可焊性并最终导致焊料和PCB焊盘之间出现反润湿现象。
因此,为了保证无铅喷锡处理的可焊性,必须保证在焊接过程中有一定的焊料层可供焊接,典型照片见图4。
由于无法准确判断导致锡铜完全合金化的原因到底是工艺不当还是PCB原本喷锡工艺异常,因此为了确定具体的失效原因,还必须对同批次的PCB空板焊盘进行分析。
同批次PCB空板对应焊盘的SEM分析照片见图5和图6,其中图5为纵向切片SEM照片,图6 为焊盘表面SEM照片。
由图5和图6可知,没有经过焊接过程的PCB空板焊盘镀层也存在较为严重的合金暴露情况,PCB空板表面SEM 照片可见明显的合金暴露点。
同时,PCB空板的合金层厚度经测量大致为2um左右,考虑到合金化会导致厚度增加,原是的无铅喷锡镀层的厚度应在2um以下,显然喷锡层厚度较薄。
偏薄的喷锡层在喷锡过程及后续的储存过程都会导致焊料和铜焊盘合计化,且合金厚度会持续增加,因此,最终导致合金层暴露到镀层表面。