2009.11--2010.03无铅喷锡锡炉成分表
无铅锡丝 MSDS 资料表

·水中毒性:·移动性、生物累积性:
十三、废气处理方法:(本项不适用)
废气处置方法:
·未使用或残存气体:·紧急状况时:
十四、运送资料:
国际运送规定:INTERNATIONAL MARITIME'DANGEROUS GOODS CODELABEL;
美国DO'T SHIPPING LABEL;DO'T SHIPPING NAME;
颜色:银灰色
分子量:不适用
气味:轻微松香味
沸点:不适用
熔点:217ºC
分解温度:482ºC
闪火点:不适用ºC□开杯□不适用
自燃温度:不适用
爆炸界限%
下限(LEL)
不适用
上限(UEL)
不适用
蒸气比重(空气=1):不适用
蒸气压(21.1ºC):不适用
密度:7.3g/cm3
水中溶解度:不溶于水
十、安定性及反应性最重要危注意紧急概要锡(Tin)锡灰可能会引起皮肤发炎、刺激沾液膜、引起肺尘病眼睛、
皮肤接触:熔锡进入眼中可能造成永久的伤害,皮肤与熔锡接触可能造成严重的组织伤害。
环境影响:量大造成空气污染
物理性及化学性危害:灼伤及吸入分解产物可能造成之神经伤害
危害物质分类:第九类:其它危害
图示:---
四、急救措施:
安定性
安定
特殊状况不可
能之危害反应
不安定
危害分解物:无
应避免之状况:高温。
应避免之物质:具氧化后之物质、酸、过氧化氢(752%)。
十一、毒性资料:(本项无法取得相关资料)---NIF
急毒性:┈
局部效应:┈
致敏感性:┈
慢毒性或长期毒性:┈
无铅焊锡的成份筛选及其粉材的制造工艺
表面实装在 0℃到 100℃时,和 Sn-Pb
一般家电制品 行动电话
航天.飞机汽车
相同,但在-55℃到+125℃时则变差。 比起其它的高 Sn 量合金,lift off 较少 发生。 有关 Sn-2.6Ag-0.8Cu-0.5Sb 方面,至今
信赖性尚不明确。
三、无铅超细焊锡粉材的制作 3.1 工业化大规模制作金属粉末,常采用雾化法。雾化工艺自六十年代初问世以 来,为新的金属粉末材料的出现提供了生产手段。雾化法主要有水雾化——水冷, 气雾化——气冷和气雾化一水冷三种方式。[4]
5
Sn-2.6Ag-0.8Cu-0.5Sb
211
6
Sn-3Ag-2Bi
220
7
Sn-3.5Ag
221
8
Sn-3.5Ag-0.5Cu-1Zn
221
科技人员经过努力,对无铅焊料成分已经达成的共识:以 Sn 为基体,添加
Cu, Ag, Bi, Zn, In 等合金元素,目前常用的配方为:95.5Sn/4.0Ag/0.5Cu。
CDIP-20 时就比较差。Sn-3.5A源自-4.8Bi210℃ 205℃
一般家电制品 行动电话
航天.飞机汽车
表面实装时在 0℃~100℃的范围时, 比 Sn-Pb 共晶焊锡优秀。-55℃~+125 ℃时比 Sn-Pb 好。波焊(DIP)时几乎都 会发生 lift off。
Sn-3.5Ag
221℃ (共晶)
轻则表面发黄,这样的粉材,对产品质量是有不利影响的。
无铅焊锡合金粉末的生产过程大致如下:
首先按配方称量金属材料,启动中频炉,根据熔炼工艺的要求,将金属熔化,
在雾化前对金属液进行脱氧。
对雾化装置进行除氧操作,以确保雾化过程中,装置中处于无氧状态。
无铅喷锡生产指示

6.0 Disposal Procedure for On hold On Hold 板处理程序
Section 2 Manufacturing Instruction(Rev.03-01)
第二部分
制作指示
1.0
Main machine parameters setting
Page 2 of 2
LF-HASL Work Instruction 水平无铅无铅喷锡工序操作指示
Status 状态
Doc. No. 文件编号:MEI032
Issue-Rev. 版本-修订:04-01
General
总论
1.0
Purpose:
目的:
The purpose of this document is to establish a standard working instruction for LF-HASL process.
首板制作
6.0
Thick boards (≥ 80mil) and Backplane manufacturing
厚板(≥80mil)及背板制作
7.0
Manufacturing instruction for high layer boards (≥8 layers)
高层板制作指示(≥8 层)
8.0
本文件的目的是为水平无铅无铅喷锡工序建立一个标准的工作指示。
2.0
Scope:
范围:
This document is applicable for the following equipment and the general requirement of
无铅焊锡
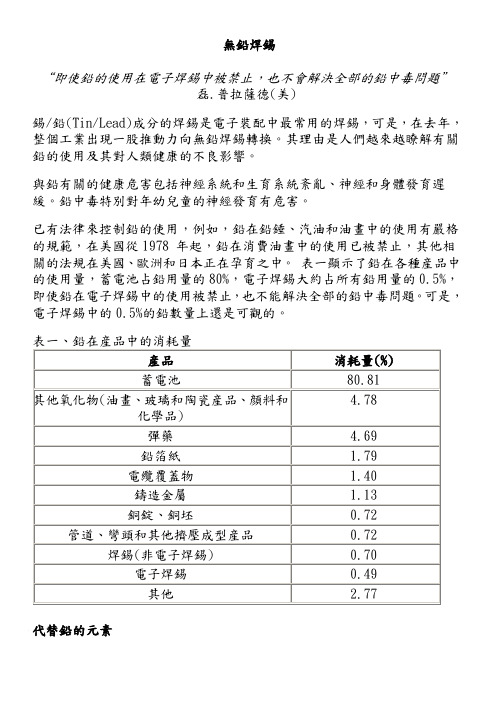
無鉛焊錫“即使鉛的使用在電子焊錫中被禁止,也不會解決全部的鉛中毒問題”磊.普拉薩德(美)錫/鉛(Tin/Lead)成分的焊錫是電子裝配中最常用的焊錫,可是,在去年,整個工業出現一股推動力向無鉛焊錫轉換。
其理由是人們越來越瞭解有關鉛的使用及其對人類健康的不良影響。
與鉛有關的健康危害包括神經系統和生育系統紊亂、神經和身體發育遲緩。
鉛中毒特別對年幼兒童的神經發育有危害。
已有法律來控制鉛的使用,例如,鉛在鉛錘、汽油和油畫中的使用有嚴格的規範,在美國從1978 年起,鉛在消費油畫中的使用已被禁止,其他相關的法規在美國、歐洲和日本正在孕育之中。
表一顯示了鉛在各種産品中的使用量,蓄電池占鉛用量的80%,電子焊錫大約占所有鉛用量的0.5%,即使鉛在電子焊錫中的使用被禁止,也不能解決全部的鉛中毒問題。
可是,電子焊錫中的0.5%的鉛數量上還是可觀的。
代替鉛的元素電子工業正在尋找無鉛焊錫,能夠取代普遍接受和廣泛使用的錫/鉛焊錫。
研究與開發的努力集中在潛在的合金上面,這種合金要提供與錫/鉛共晶焊錫相似的物理、機械、溫度和電氣性能。
表二是可以取代鉛的金屬及其相對成本。
除了成本之外,還必須瞭解考慮作爲鉛替代的元素的供需情況。
如表三所示,含鉍合金從可利用資源的出發點上是無希望的,現在可利用得鉍供應可能被全部用完,如果將此合金廣泛用於正在蓬勃發展的電子工業。
從表二所顯示的潛在替代金屬的相對價格看,很明顯,許多無鉛焊錫將比其替代的錫/鉛焊錫貴得多。
例如,銦(In)是用來取代鉛的主要元素之一,但它是一種次貴重金屬,幾乎和銀一樣貴。
可是應該注意,所建議的焊錫合金的高成本在決定最終産品價格時,並不象最初所顯示的那麽重要。
因爲所需的量少,在裝配中,和其他成本因素如:元件、電路板及裝配相比,焊錫成本幾乎不重要。
所選合金的性能是非常重要的。
無鉛焊錫及其特性和溫度、機械、蠕變、疲勞特性一樣,熔化溫度點是最重要的焊錫特性之一。
表四提供了現時能買到的無鉛焊錫一覽表。
无铅焊锡及其标准

确认焊锡的种类。(根据焊接的地方,使用不同的焊锡线)
5
6
含助焊剂的焊锡线的构成
注意 Sn-Pb系 PbFree系
焊锡合金
助焊剂
7
助焊剂的作用
氧化膜
FLUX
焊锡
去除氧化膜 防止再氧化 降低表面張力
形及焊锡的 表面
去除金属表面
的氧化膜使焊 锡延展开
盖住除去氧化 膜的地方进行 加热防止再氧 化
降低焊锡表面張 力,让焊锡延展
的烙铁头
烙铁头
1/2~1/3以下的寿命 (两者用机器人实验,机器测的温度都
为420度)
36
PbFree 注意事項
烙铁头的劣化
烙铁头有孔。
锡侵蚀烙铁头前端
烙铁头变黑,焊锡焊不上。
烙铁头被氧化变黑
37
完成作业时
①使用完后烙铁头被污染
烙铁头的收起方式
④将焊锡镀层部分用焊锡包住
②用海绵清洁
③新的焊锡重新供给烙铁 头
Good
NG
20cm以上
危险的姿势
无铅锡膏成分配比一览表
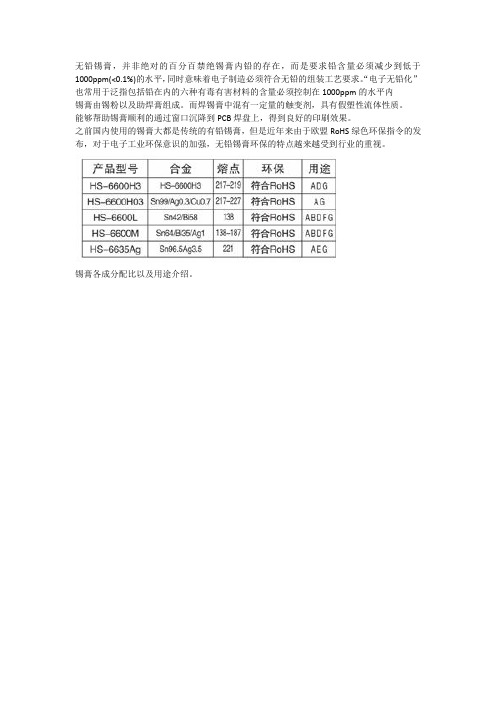
无铅锡膏,并非绝对的百分百禁绝锡膏内铅的存在,而是要求铅含量必须减少到低于1000ppm(<0.1%)的水平,同时意味着电子制造必须符合无铅的组装工艺要求。
“电子无铅化”也常用于泛指包括铅在内的六种有毒有害材料的含量必须控制在1000ppm的水平内
锡膏由锡粉以及助焊膏组成。
而焊锡膏中混有一定量的触变剂,具有假塑性流体性质。
能够帮助锡膏顺利的通过窗口沉降到PCB焊盘上,得到良好的印刷效果。
之前国内使用的锡膏大都是传统的有铅锡膏,但是近年来由于欧盟RoHS绿色环保指令的发布,对于电子工业环保意识的加强,无铅锡膏环保的特点越来越受到行业的重视。
锡膏各成分配比以及用途介绍。
无铅喷锡工艺简介
五.无铅喷锡工艺控制要点.
(以垂直无铅喷锡为对象) 垂直喷锡机主要参数 喷锡机锡缸温度的恒温性 锡缸焊料的成份控制 锡厚
•垂直喷锡机主要参数
-------------板厚和层数
板上升速度--------------风刀与板间距-----------------------
-------------风刀角度 -------------风刀气压和温度
Time
•不同的合金对锡缸的腐蚀
测试方法
Heating Plate
Stainless Steel Coupons
Heating Plate
Solder
•不同的合金对锡缸的腐蚀
测试方法
X-Ray Analysis
Solder
Stainless Steel
•不同的合金对锡缸的腐蚀
测试结果
%Tin Detected on Stainless Steel Surface After 90 Minutes at 600°C*
无铅喷锡对助焊剂的要求较高,所以选用助焊剂时应充 分考虑助焊剂活性,热稳定性,易清洗性,挥发性,烟雾,以 及粘度等特性.
2.无铅喷锡一般参数
锡槽温度 : 260 度—275度 热风温度 : 300度—400度 总气压: 6bar---8bar,最好>7bar 风刀压力: 2----6bar 风刀角度 : 根据机器不同,有所差别 浸锡时间 : 2—6秒或2—3秒连喷2次(在生产中根
浸锡时间---------------------
--------------锡缸温度
•垂直喷锡机主要参数
Printed Circuit Board
Material
Dip Time (dependent on board
无铅焊锡丝参数
无铅焊锡丝参数
摘要:
1.无铅焊锡丝的定义和特点
2.无铅焊锡丝的参数及其作用
3.无铅焊锡丝参数的选择与应用
正文:
无铅焊锡丝是一种环保型电子焊接材料,其主要成分是以锡、银、铜为主,不含有铅等重金属元素。
无铅焊锡丝具有熔点低、润湿性好、焊接强度高、可焊性广泛等特点,被广泛应用于电子、通信、家电等行业。
无铅焊锡丝的参数包括:熔点、凝固点、润湿性、焊接强度、线径、锡铅比例等。
这些参数直接影响着焊接过程中的焊接质量、焊接效率以及焊点的可靠性。
熔点和凝固点是无铅焊锡丝的基本参数,它们决定了焊接过程中的温度范围。
熔点低的焊锡丝易于熔化,焊接过程更为便捷,但过低的熔点可能导致焊接强度不足。
凝固点则决定了焊点的硬度和韧性,合适的凝固点可以保证焊点具有良好的机械性能。
润湿性是指焊锡丝在焊接过程中与焊接表面的亲和力。
良好的润湿性有利于焊接过程中锡液的铺展,从而提高焊接质量。
焊接强度和可焊性则是评价无铅焊锡丝性能的重要指标,它们直接关系到焊点的可靠性。
线径和锡铅比例是影响无铅焊锡丝可焊性的重要参数。
线径的选择要根据实际焊接需求进行,过粗或过细的线径都可能影响焊接质量。
锡铅比例则决定
了焊锡丝的熔点和焊接性能,合适的锡铅比例可以保证焊接过程顺利进行。
在选择无铅焊锡丝时,需要根据实际应用场景和焊接要求,综合考虑以上参数,选择合适的无铅焊锡丝。