无铅喷锡生产指示
无铅锡炉操作规程
无铅锡炉操作规程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!Download tips: This document is carefully compiled by theeditor. l hope that after you downloadthem,they can help yousolve practical problems. The document can be customized andmodified afterdownloading,please adjust and use it according toactual needs, thank you!无铅锡炉操作规程简述:①开机前检查:确认电源线路安全,检查锡炉各部件如马达、加热系统、控制系统是否完好,确保通风及冷却装置工作正常。
②预热设置:根据工艺要求,使用微电脑控制器设定适宜的预热温度,启动预热程序,等待炉温稳定至预设值。
③加锡与熔化:穿戴好防护装备,将无铅锡条加入钛合金槽体内,关闭炉盖,启动加热,直至锡完全熔化且温度达到工作设定点。
④温度监控:利用PID智能控制系统,密切监控实际炉温,确保温度保持在无铅焊接所需的最佳范围内(一般约为245°C~260°C),适时进行温度微调。
⑤启动运转:待锡炉达到工作温度,黑色电源开关转至自动位置,根据生产安排设置自动运行时段。
若需手动控制,保持在手动模式并按需开关。
⑥焊接作业:确保PCB板或其他焊接件平稳通过锡波,监控焊接质量,避免冷焊或桥连现象。
⑦停机与维护:作业完毕后,将电源切换至手动或关闭状态,待锡炉温度降至安全范围后进行清洁保养,定期检查喷嘴、滤网及槽体状况。
⑧安全措施:操作全程遵守安全生产规范,防止烫伤、触电及火灾事故,作业区域应保持良好通风。
无铅喷锡工艺流程解析

无铅喷锡工艺流程解析
表面处理工艺:
目前我司实际生产的表面处理有:①无铅喷锡、②沉银、③OSP、④沉金、⑤电金、⑥镀金手指;其表面处理主要根据客户需求在绿油后的裸铜待焊面上进行处理,并在铜面上长成一层物质,防止氧化或硫化;在电子零件组装焊接时加强元器件与焊点的结合力及通导传递能力。
本次主要介绍①无铅喷锡、②沉银、③OSP、④沉金工艺。
无铅喷锡工艺流程:
热风整平又称喷锡,将电路板浸入熔融的焊料中,再利用热风将印制板表面及金属化孔内的多余焊料吹掉,从而得一个平滑、均匀光亮的焊料涂覆层—锡;无铅喷锡(含铅小于0.1%)
沉银工艺流程:
银是一种白色、柔软易延展且可锻铸的金属元素,其在任何物质上皆具有最佳的热力及电传导性;银可轻易的被溶解成离子溶液镀于需覆盖银金属的物质表层,浸镀银制程便是作为电路板得到银金属的方式,板面沉积的银厚仅约为0.1-0.5um
OSP工艺流程:
有机保焊剂(简称OSP)的功能就是在绿油后的裸铜待焊面上进行涂布处理,并在铜面上长成一层有机铜错化物的皮膜。
沉金工艺流程:
在绿油后的裸铜待焊面上进行化学处理,使铜面上长成一层薄金,金纯度99.99%,硬度低于80 Knoop,密度19.3g/cm2。
06034HF-003无铅锡炉系列使用操作说明书
编号
版本号
第1页共1页
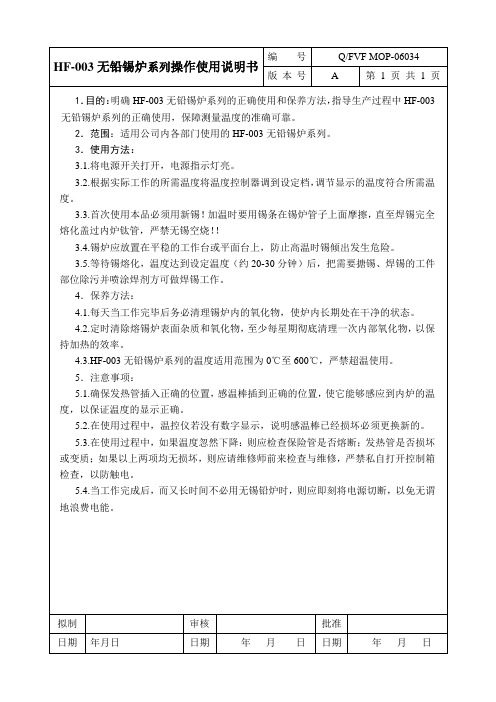
1.目的:明确HF-003无铅锡炉系列的正确使用和保养方法,指导生产过程中HF-003无铅锡炉系列的正确使用,保障测量温度的准确可靠。
2.范围:适用公司内各部门使用的HF-003无铅锡炉系列。
3.使用方法:
3.1.将电源开关打开,电源指示灯亮。
3.2.根据实际工作的所需温度将温度控制器调到设定档,调节显示的温度符合所需温度。
3.3.首次使用本品必须用新锡!加温时要用锡条在锡炉管子上面摩擦,直至焊锡完全熔化盖过内炉钛管,严禁无锡空烧!!
3.4.锡炉应放置在平稳的工作台或平面台上,防止高温时锡倾出发生危险。
3.5.等待锡熔化,温度达到设定温度(约20-30分钟)后,把需要搪锡、焊锡的工件部位除污并喷涂焊剂方可做焊锡工作。
4.保养方法:
4.1.每天当工作完毕后务必清理锡炉内的氧化物,使炉内长期处在干净的状态。
4.2.定时清除熔锡炉表面杂质和氧化物,至少每星期彻底清理一次内部氧化物,以保持加热的效率。
4.3.HF-003无铅锡炉系列的温度适用范围为0℃至600℃,严禁超温使用。
5.注意事项:
5.1.确保发热管插入正确的位置,感温棒插到正确的位置,使它能够感应到内炉的温度,以保证温度的显示正确。
拟制
审核
批准
日期
年月日
日期
年月日
Байду номын сангаас日期
年月日
5.2.在使用过程中,温控仪若没有数字显示,说明感温棒已经损坏必须更换新的。
5.3.在使用过程中,如果温度忽然下降:则应检查保险管是否熔断;发热管是否损坏或变质;如果以上两项均无损坏,则应请维修师前来检查与维修,严禁私自打开控制箱检查,以防触电。
无铅喷锡Sn-CU-Ti除铜制程说明

无铅喷锡Sn-Tu-Ti除铜制程说明一、前言众所周知,欧盟、日本及美国的环保禁令关于无铅PCB以及下游的制程中的产品,铅、镉、汞、六价铬的含量指标有了明确的规定,时间从2006年7月1日起开始执行(详细的见欧盟的ROHS指令内容)。
为了达到ROHS指令的内容要求,在PCB制程中的表面处理部份也在进行了无铅化,其中无铅喷锡处理表面制程为无铅表面处理的一个重要的形式,而其中的无铅喷锡中的除铜制程工艺尤为关键。
二、无铅喷锡除铜说明1.除铜的原因在有铅及目前的无铅喷锡制程中,除铜工艺是必须的,在无铅锡的合金中,铜在一定的比例含量中铜的含量为0.7%(wt%),在锡-银合金中铜的含量为0.5%(wt%)最为合适。
如果铜的含量在合金中增加,也相应增加了无铅喷锡操作难度,但在喷锡的制板过程中,铜的含量随着制板量的增加而增加,在增加到一定的铜含量以后,就必须进行除铜降低的铜在锡槽中的含量,才能有效地进行生产得到合格的产品。
2.除铜的原理一般地,目前无铅喷锡的除铜方法有物理除铜和化学除铜两种。
考虑到化学除铜的不稳定因素影响,因此我们采取物理除铜的方式进行。
物理除铜对于有铅喷锡和无铅喷锡制程来说本质是一样的,但方式截然不同,因为形成铜晶的锡铜合金分析出为高铜含量的晶体,铜晶密度为7.3g/cm3,有铅锡(63/37)的密度7.6g/ cm3,无铅锡的密度为7.2g/ cm3。
因此在有铅锡中的铜晶是浮在表面,可以用漏匙即可捞出;相比之下,无铅锡中的铜晶的密度比母液的密度稍大,因此,铜晶是下沉或稍微悬浮在槽的下方,造成除铜的不方便。
在Sn-Tu-Ti合金体系中,我司针对铜晶的物理特性,通过对铜晶析出增加相应的催化剂,使铜晶的“聚合力”增加,静止状态下析出增加,使除铜的效率增加。
3.除铜的工艺要求无铅喷锡的物理除铜工艺中,由于无铅喷锡自身的工艺时间不长,也只有三年多时间,在工艺上、操作上、执行上有待完善的地方,特别是除铜工艺,有待更好的研究及摸索。
SMT车间RoHS制程规定(精华版)
SMT车间RoHS制程规定一、目的:鉴于世界上大部分的国家,出于环境保护的目的,出台的一系列限制在电子电气设备中使用有害物质的法规,将于2006年7月1日起执行以及客户的要求。
公司决定引入无铅制程,为规范无铅制程的管理,严格控制生产流程,防止在生产过程中的铅污染,本车间特出台此规定。
二、范围:本规定适用于SMT车间无铅生产流程。
三、生产过程切换确认:;在切换工作完成后,当班管理人、IPQC必须跟据《SMT无铅制程检查表》的内容对各岗位进行检查、确认,待确认合格后方可开始生产;2、在生产过程中,禁止使用没有RoHS标示的工具、物料等一切物品,特殊情况下必须经当班管理人确认后才能使用。
四、无铅制程中各岗位要求:。
为防止在生产过程中由于人员的原因造成铅污染,所有人员在做生产无铅产品的准备工作前,都应用清水清洗双手;准备工作完成后,用酒精擦拭双手,戴上无铅专用手套,方可进行生产。
生产过程中,所有人员都应随时保持双手的清洁,而且只负责在无铅生产中各自的岗位,不得随意接触标示不明确的PCB板和工具、物品、物料等,反之负责有铅生产的操作员,必须用清水清洗双手,并用酒精擦拭双手,戴上无铅专用手套,经管理人员许可后,方可接触无铅物料、专用工具或上岗,否则不得接近无铅线体。
连班时除了由班长指定暂替的人员外,其它人员不得替班,替班人员应做好双手的清洁工作,如未指定替代人员,经管理人员同意后,可停线连班。
1、物料:物料员在将配料单送往仓库时,应讲明所需元件数量,同时应特别提醒仓管员所有元件,都必须标有无铅标示。
如“RoHS、PB-FREE、LEAD FREE、Pb”等。
接料时,需核对物料是否有无铅标示;无误后,方可将物料放于无铅物料区,并进行标示,标示除需写明该物料的规格、型号等外,还须在物料架贴上无铅标示,并写明责任人,且备料时应用专用的箱子装并标明。
无铅锡膏来料时,应确认该批次是否为无铅锡膏,无误后,方可将锡膏存放于无铅专用的冰箱中。
什么是喷锡,无铅喷锡和有铅喷锡区别
什么是喷锡?无铅喷锡和有铅喷锡区别?
喷锡分为无铅喷锡和有铅喷锡这些工艺,这些表面处理深圳市联合多层线路板有限公司都可以做哦。
首先我们来了解一下喷锡:
喷锡是PCB板在生产制作工序中的一个步骤和工艺流程,具体来说是把PCB板浸入熔化的焊锡池中,这样所有暴露在外的铜表面都会被焊锡所覆盖,然后通过热风切刀将PCB板上多余的焊锡移除。
因为喷锡后的电路板表面与锡膏为同类物质,所以焊接强度和可靠性较好。
但由于其加工特点,喷锡处理的表面平整度不好,特别是对于BGA等封装类型的小型电子元器件,由于焊接面积小,如果平整度不佳就可能会造成短路等问题,所以需要平整度较好的工艺来解决喷锡板这个问题。
那么我们来讲解一下,喷锡分为无铅喷锡和有铅喷锡有哪些区别呢?
1、从锡的表面看有铅锡比较亮,无铅锡比较暗淡。
无铅的浸润性要比有铅的差一点,
2、有铅中的铅对人体有害,而无铅就没有。
有铅共晶温度比无铅要低。
3、无铅锡的铅含量不超过0.5 ,有铅的达到37。
4、铅会提高锡线在焊接过程中的活性,有铅锡线相对比无铅锡线好用,不过铅有毒,长期使用对人体不好,而且无铅锡会比有铅锡熔点高,这样就焊接点牢固很多。
5、pcb板打样做无铅喷锡和有铅喷锡的价格是一样的,没有区别。
无铅喷锡Sn-CU-Ti除铜制程说明
无铅喷锡Sn-Tu-Ti 除铜制程说明一、前言众所周知,欧盟、日本及美国的环保禁令关于无铅PCB 以及下游的制程中的产品,铅、镉、汞、六价铬的含量指标有了明确的规定,时间从2006年7月1日起开始执行(详细的见欧盟的ROHS指令内容)。
为了达到ROHS指令的内容要求,在PCB制程中的表面处理部份也在进行了无铅化,其中无铅喷锡处理表面制程为无铅表面处理的一个重要的形式,而其中的无铅喷锡中的除铜制程工艺尤为关键。
二、无铅喷锡除铜说明1. 除铜的原因在有铅及目前的无铅喷锡制程中,除铜工艺是必须的,在无铅锡的合金中,铜在一定的比例含量中铜的含量为0.7%(wt% ),在锡-银合金中铜的含量为0.5%(wt%)最为合适。
如果铜的含量在合金中增加,也相应增加了无铅喷锡操作难度,但在喷锡的制板过程中,铜的含量随着制板量的增加而增加,在增加到一定的铜含量以后,就必须进行除铜降低的铜在锡槽中的含量,才能有效地进行生产得到合格的产品。
2. 除铜的原理一般地,目前无铅喷锡的除铜方法有物理除铜和化学除铜两种。
考虑到化学除铜的不稳定因素影响,因此我们采取物理除铜的方式进行。
物理除铜对于有铅喷锡和无铅喷锡制程来说本质是一样的,但方式截然不同,因为形成铜晶的锡铜合金分析出为高铜含量的晶体,铜晶密度为7.3g/cm3,有铅锡(63/37)的密度7.6g/ cm3, 无铅锡的密度为7.2g/ cm3。
因此在有铅锡中的铜晶是浮在表面,可以用漏匙即可捞出;相比之下,无铅锡中的铜晶的密度比母液的密度稍大,因此,铜晶是下沉或稍微悬浮在槽的下方,造成除铜的不方便。
在Sn-Tu-Ti 合金体系中,我司针对铜晶的物理特性,通过对铜晶析出增加相应的催化剂,使铜晶的“聚合力”增加,静止状态下析出增加,使除铜的效率增加。
3. 除铜的工艺要求无铅喷锡的物理除铜工艺中,由于无铅喷锡自身的工艺时间不长,也只有三年多时间,在工艺上、操作上、执行上有待完善的地方,特别是除铜工艺,有待更好的研究及摸索。
无铅产品的工艺流程
无铅产品的工艺流程一、生产无铅锡条、无铅锡线首先作业员需要做什么?1.使用前检查电线线路、水管是否破皮,防止造成伤害。
2.工作时必须戴好防护用具,防止机器运行时造成伤害。
3.刚浇铸好的产品不允许用裸手去拿或碰触。
防止高温伤害,并在铁架挂上高温标示。
4.生产场所因环境和制度要求,不允许打闹。
5.点火开风机时切勿将头伸向灶门,以免热气爆出发生危险;6.不允许将水或带水的原料放入锅内,以防止发生爆锡烫伤身体。
二、生产无铅锡线、无铅锡条的步骤:1.領料确认所领原料是否符合要求的型号、数量和重量,然后开始搬运上货架。
然后记录。
2.下锅首先将此锅型号的锑称重放入锅底,排放均匀,第二天早上降温使用,降温锡块不能有水份,上层放铅,下锅时千万要轻拿轻放,防止用力过大砸坏锅底,原料下完后及时将型号度数记录,同时设定好温度;调定好所有压锅的电源开关。
3.熔化当打渣机停止搅拌,温度设定在规定范围之间,锅面保持禁止状态,温度升到设定温度时通知品管员用測温表进行测温,品管员确认0K后作好记录,同时关电停止升温,然后用屚勺将锅面黄色氧化物漫漫捞岀,确认0K后作好记录。
4.包装过程:首先领岀所包产品度数的对应纸箱,用指定重量法码对其进行效准,然后通知品管员确认0K后开始包装,包装员要换上干净手套,如发现有破损和潮湿的纸箱禁示使用;注意印字要淸晰,然后登记箱数和重量,核对确认后填写好入库单。
5.入库带上入库单和存盘卡由2~3人组成一组将成品锡条拉送成品仓,通知成品仓管将产品和入库单进行核对,经仓管员核对验收无误后,然后按照仓管指定位置轻拿轻放摆放整齐,将卸完货的铁架放在指定区域。
三、生产无铅锡条、无铅锡线时我们需要注意什么?1.在锡未完全熔化前,切勿开搅拌机;2.每次化度数之前,必须先校正天平;3.热火渣打完后,锅边及扇叶上的杂物必须清理掉;4.打渣时,必须用检测工具测量;5.制筒、条时注意造成不必要的不良品;6.清洗模具:用牙刷等;8.注意倒条、倒筒的动作或制作要领,倒的快慢速度;9.注意产品的外观控制;10.随时观察氧化物及抗氧效果:要求品管员不定时进行巡查。
无铅双波峰锡炉安全操作规程
无铅双波峰锡炉安全操作规程(IATF16949-2016/ISO9001-2015)一、操作指示:1.开机前先检查及清理锡炉内外杂物。
2.调节气压,使其压力于2~4kgf/cm2。
3.开启炉总电源以及启动抽风系统。
4.将免洗助焊剂、酒精装入相应的容器内,液面必须浸过各容器的出液口,在过机前将助焊剂控制阀打开,关闭酒精控制阀。
5.根据生产型号的WI设定的锡缸温度、预热温度、传送带速度,锡缸温度和预热温度到达后,清除锡缸氧化物。
6.根据PCB或过炉架的大小手动或电动调节板距(导轨宽度),不可过紧或过松。
7.开启锡炉控制板上的照明开关,冷却开关。
8.开始做PCB首件,跟拉PE或指定的波峰炉操作员根据实际情况调节链速、喷雾效果、预热温度锡缸温度以及是否使用热补偿或使用双波峰等,直至PCBA 过锡合格。
各功能参数设定后,除指定人员外,其它人员不准调节任何参数,并将参数保存。
9.PCBA板首件经相关部门确认后,开始过锡工作。
10.在生产过程中随时检查容器内的助焊剂,酒精以及锡缸液高度(不启动波峰马达时,红色报警灯亮表示锡缸液高或低)。
视生产实际情况,适量添加助焊剂、酒精、锡条等,检查及清除锡缸中的氧化物,适量使用防氧化高温油。
添加化学剂时关闭预热区、传送链电源,开启松香喷雾系统的抽风机。
11.工作完毕,关闭助焊剂控制阀,开启酒精控制阀,启动喷雾2-3分钟,以清洗喷雾系统内部的管道、喷咀等(详见第三项:保养指示)。
12.生产完毕,关闭电脑各功能开关,退出操作系统,关闭锡炉电源,操作员根据生产情况,设定好锡炉定时开关机时间。
13.在生产过程中如锡炉发出警报声或遇到特特殊情况时,操作员可按下急停开关并通知相关人员解决问题后才可继续工作。
14.锡炉添加的锡条及松香水必须是无铅产品,使用的清炉工具必须是该炉专用的工具。
15.检测:A.助焊剂比重每天开机生产前由MFG-A检查记录一次。
B.预热温度、锡缸温度每天上、下午由MFG-A记录一次。
无铅金属在喷锡上的应用
GreTech
佢朋股份有限公司
Sn-0.7Cu+Ni的無鉛噴錫製程參數 的無鉛噴錫製程參數
噴錫製程的基本元素包括:
◆良好的板面清潔及使用耐高溫的助焊劑後可使得 銅面有較好的上錫效果。 ◆之後,板子會通過熱風刀,並移除多餘的錫料, 使得塗佈層能均一。
GreTech
佢朋股份有限公司
製程參數控制範圍較小(含意) 製程參數控制範圍較小(含意)
GreTech
佢朋股份有限公司
錫銀銅
優點: 優點:
◆ 熔點較低 ◆ 較早於日本市場上推廣
GreTech
佢朋股份有限公司
錫銀銅
缺點: 缺點:
◆
但也發現,要能得到較佳的品質,此製程的作 業溫度也要高達 280℃ 以上才較安全。 這種製程的表面沒有光澤且呈現粒狀。 這種焊料會使得銅溶出的量增加,而導致錫槽 不易管控在規格內。 對不鏽鋼槽壁的咬蝕量較大。 更槽的頻率較快,且無法除銅渣。
GreTech
佢朋股份有限公司
無鉛銲錫發展的重要進程
◆1991年 :美國參議院要求將電子焊料中鉛含量控制在0.1% 以下,逼到美國工業界強烈反對而夭折。 :日本修法驅使企業界開發無鉛電子產品。 ◆1998年
◆2000年6月:美國IPC建議美國企業界於2004年實現全面無鉛化。 ◆2000年8月:日本JETTA建議日本企業界於2003年實現標準化無 鉛電子組裝。 ◆2003年2月:歐洲議會與歐盟部長會議組織,強制要求自2006年 6 月起,在歐洲市場上銷售的電子產品必須為無鉛 的電子產品。
波焊條件:250℃,3~4秒接觸時間
Bridging No Bridging
Sn-0.7Cu
Sn-0.7Cu + Ni
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6.0 Disposal Procedure for On hold On Hold 板处理程序
Section 2 Manufacturing Instruction(Rev.03-01)
第二部分
制作指示
1.0
Main machine parameters setting
Page 2 of 2
LF-HASL Work Instruction 水平无铅无铅喷锡工序操作指示
Status 状态
Doc. No. 文件编号:MEI032
Issue-Rev. 版本-修订:04-01
General
总论
1.0
Purpose:
目的:
The purpose of this document is to establish a standard working instruction for LF-HASL process.
首板制作
6.0
Thick boards (≥ 80mil) and Backplane manufacturing
厚板(≥80mil)及背板制作
7.0
Manufacturing instruction for high layer boards (≥8 layers)
高层板制作指示(≥8 层)
8.0
本文件的目的是为水平无铅无铅喷锡工序建立一个标准的工作指示。
2.0
Scope:
范围:
This document is applicable for the following equipment and the general requirement of
subcontracted LF-HAL board.
0.1-2.0mil
General
Guangzhou Termbray Electronics Technology Company Limited 广州添利电子科技有限公司
Page 1 of 3
LF-HASL Work Instruction 水平无铅无铅喷锡工序操作指示
Status 状态
Doc. No. 文件编号:MEI032
Song Guo Ping
Song Guo Ping
01-01
Jan 11, 2011 New document
Song Guo Ping
Guangzhou Termbray Electronics Technology Company Limited 广州添利电子科技有限公司
Page 1 of 1
0.04-0.07% 0.5-0.9%;
<0.1% 0.005-0.01%
Analysis Frequency 分析频率
Once a day and 每天一次
Once a week 1 次/周
3.2.3
Process parameter and product quality control 流程参数及产品品质控制要求:
Issue-Rev. 版本-修订:04-01
4
Micro-etching rate 微蚀率
0.03-0.06mil Once a day 每天一次
5
Tin immersing temperature 270 +/-5℃
锡缸温度
Only for reference 供参考
Gold finger: no solder, discolor, contamination, glue residue or scratch
Item 序号 1
2
3
Porject 项目
SEC 离子污染要求
Surface Tin thickness 表面锡厚要求
Hole wall thickness 孔内锡厚
Control requirement 控制要求 <3.0ug.Nacl/Inch2 Once a day 每天一次 0.07-1.5mil PAD size/PAD 尺寸:1mm*1mm~2mm*2mm
LF-HASL Work Instruction 无铅喷锡工序操作指示
Status 状态
Doc. No. 文件编号:MEI032
Issue-Rev. 版本-修订:04-01
Document Revision History 文件更改履历
Issue-Rev. Effective Date
版本-修订
生效日期
Change Description 更改描述
04-01
Jul 18, 2015
1. Change the name and logo of company 更改公司名称及标识
2. Affected page/ 受影响页:所有内容
03-01 02-02 02-01
01-02
Jul 18, 2013 Nov 26, 2012 Aug 17, 2012
主机部分参数设置
2.0
Micro-etch tanks control
微蚀缸控制
3.0
HASL process flow for Gold Finger boards
金手指板工艺流程
4.0
HASL process flow for reworking boards
返工板工艺流程
5.0
First Article manufacturing
2. Affected page/受影响页:全部
1. Revise item/修订: Section 2:11.3
2. Upgrade the format of document 更新文件格式
3. Affected page:all contents and attached lists 受影响页:全部内容及附表
巴、锡塞孔、孔黑等外观问题;不能擦花绿油面及锡面;
1.The hole diameter of FG is meeting the requirement in MI 成品孔径符合 MI 要求
Hole
diameter 2. Measure 4Pnl as FA, do mass production only after the FA is qualified.
1. Revise item/修订: Section 3:1.2 Section 4:1.0
2. Revise attached list/修订附表:02~04 3. Affected page/受影响页:全部
Initiator 制订人 Song Guo Ping
Song Guo Ping
Song Gu No. 文件编号:MEI032
Issue-Rev. 版本-修订:04-01
14.0 Measurement of hole diameter 孔径测量
15.0
Process control
流程控制
Section 3 第三部分
Instruction for Maintenance (Rev.03-01) 保养工作指示
3.2
Quality requirement
品质要求
3.2.1 Raw material 原材料:Nihou SN100Cl;
3.2.2
The control in solder bath 锡缸成分的控制要求:
Solder content 焊料成分
Sn
Ni
Cu
Pb
Ge
Requiremnt Range 要求范围 ≥98.5%
Section 1 Operating Instruction for Equipment(Rev. 03-01) 第一部分 设备操作指示
1.0 Horizontal LF-HASL 水平无铅喷锡机
2.0 Oven 焗炉
3.0 Tape Laminator 辘板机
4.0 UV machine UV 机
Apr 27, 2011
1. Revise item 2.0 in General 2. Add item 3.0 in General 3. Upgrade the format of cover/更新封面格式 4. Affected page/受影响页:全部
1. Revise item/修订: Section 2:2.1、2.5、15.2 Section 4:1.0
本工作指示适用于如下设备操作 以及无铅喷锡板外发品质要求。
2.1
The operation of B3 horizontal LF-HASL
B3 水平无铅喷锡线操作
2.2
The operation of UV machine.
UV 机操作。
2.3
Oven and Tape Laminator.
焗炉和辘板机。
LF-HASL Work Instruction 水平无铅无铅喷锡工序操作指示
Status 状态
Doc. No. 文件编号:MEI032
Issue-Rev. 版本-修订:04-01
General 总论
1.0
Purpose
目的
2.0
Scope
范围
3.0
Applicable document
适用文件
Catalogue 目录
块,其他每 LOT 测一块;
Solder floating test
8
Solderability test 可焊性测试
浮锡测试; Refer to the spec in J-STD-003 Test C1
具体见标准:J-STD-003 Test C1
Allow re-HAL one time and stamp Y1 on the appointed area for reworked