塑胶模具技术交流 车灯模具加工工艺实例
塑胶模具技术交流-车灯模具加工工艺实例资料

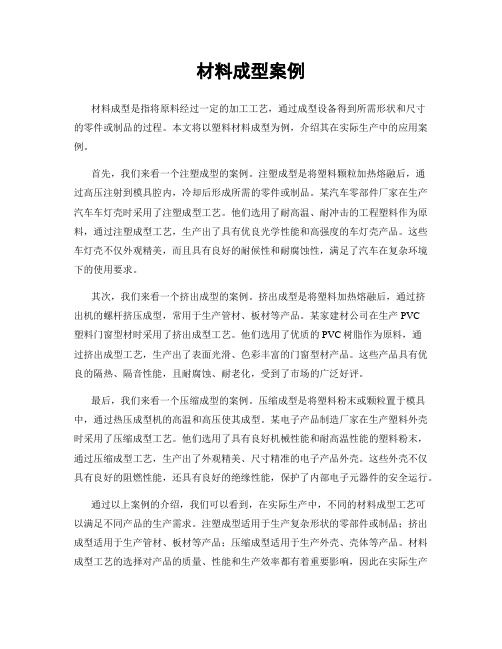
镜面抛光模具 •所有加工尺寸需保证到+&-0.02mm;提供检测报告。 •CNC精加工处表面保证光洁度。 •EDM清角加工位置与CNC面不能起级,保证平顺。
R角CNC加工
四、后模加工工艺说明
推块孔深孔钻精加工 推杆孔 顶针孔 深 孔钻加工
EDM加工
CNC加工 EDM清角 加工工序 深孔钻 钻床 攻牙 CNC开粗 CNC光刀(翻3面加工) EDM 省模 40h 20h 15h 38h 85h 136h 290h
热嘴避空孔钻床钻到直径50 深度按图纸留3MM 加工工序 深孔钻 钻床 攻牙 CNC开粗 释放应力 CNC光刀 线割 EDM 省模 30h 20h 15h 40h 12h 90h 8h 145h 320h
碰穿位需省模后FIT模
深孔钻钻直径8的通孔 慢走丝精加工
四、后模加工工艺说明
行位槽CNC侧面加工
1. 2. 3. 4.
所有加工尺寸需保证到+&-0.02mm;提供检测报告。 CNC精加工处表面粗糟度保证光滑。 所有工序统一按基准角取数加工。 EDM清角加工位置与CNC面不能起级,保证平顺。
表面要求镜面抛光到A1
一、产品要求说明
小骨位与骨位周圈为晒纹区域(如红色面所 示),纹号: K1600G,其他位置为电镀, 模具需做到镜面抛光
五、行位加工工艺说明
胶位面CNC精加工
与20303配合
CNC光刀 EDM清角
镜面抛光模具 •所有加工尺寸需保证到+&-0.02mm;提供检测报告。 冬菇头CNC •CNC精加工处表面保证光洁度。 精加工 •EDM清角加工位置与CNC面不能起级,保证平顺。
加工工序 深孔钻 钻床 攻牙 铣床开粗 磨床 CNC光刀 EDM 抛光
汽车大灯配光镜注塑过程PFMEA范例

FMEA编号:项目名称:大灯过程责任编制人:FMEA日期(编车型年/车辆类型:关键日FMEA日期(修页码:核心小开机潜在的失效模式及后果分析(过程FMEA)垃圾/颗粒(PZK002)外观缺陷导致报废41.模具分型面较脏;2.车间清洁度不佳51.定期保养模具;2.车间增加湿度首件点检5100按照注塑开机标准作业书进行开机43448成形不足(PZK003)外观及功能缺陷导致报废51.模温、热流道温度未达到生产要求;2.注塑量不足;3.螺杆内有混有空气41.模具生产前预热;2.按照注塑工艺文件对生产工艺进行点检;3.充分清洗螺杆首件点检360按照注塑开机标准作业书进行开机53345银光丝(PZZ001)外观缺陷导致报废51.注塑速度过快;2.热流道、螺杆温度过高;3.模温过高;4.螺杆、针阀逃料41.按照注塑工艺文件对生产工艺进行点检;2.定期保养清理热流道针阀;3.定期对机床螺杆进行保养;1.按照质量管理点对产品全数检查2.班组长每班定时巡检480无垃圾/颗粒(PZZ002)外观缺陷导致报废41.模具分型面较脏;2.车间清洁度不佳;3.静电风机未开;4.机械手夹具太脏41.定期保养模具;2.车间增加湿度;3.静电风机点检;4.定期更换夹具夹片;1.按照质量管理点对产品全数检查2.班组长每班定时巡检696无成形不足(PZZ003)外观及功能缺陷导致报废51.模温、热流道温度未达到生产要求;2.注塑量不足;3.螺杆内有混有空气31.模具生产前预热;2.按照注塑工艺文件对生产工艺进行点检;3.充分清洗螺杆;4.定期保养模温机,更换老化水道1.按照质量管理点对产品全数检查2.班组长每班定时巡检690无气斑(PZZ004)外观缺陷导致报废51.注塑速度过快;2.热流道温度过低;3.模具排气不良5按照注塑工艺文件对生产工艺进行点检;1.按照质量管理点对产品全数检查2.班组长每班定时巡检41001.模具分型面开排气槽; 2.启用压缩注塑功能534601-d-1开机1-d-2注塑设备故障设备导致产品无法生产51.螺杆加热系统损坏;2.安全保护装置失灵;3.锁模装置损坏;4.人为误操作损坏设备31.按照注塑开机标准作业书进行开机;2.定期对设备维护每天对设备进行设备点检230无1-d-3剪浇口破坏产品有效面外观,浇口修剪不平整外观缺陷造成报废4 1.操作人员手套不洁净;2.操作人员动作不规范;3.工具不良41.定期更换手套及操作工具;2.按照作业指导书进行操作;3.员工培训 1.按照质量管理点对产品全数检查2.班组长每班定时巡检464无污染产品表面外观缺陷造成报废3 1.操作人员手套不洁净;2.料车较脏21.定期更换手套;2.按照标准清洁料车班组长每班定时巡检424无产品有效面碰伤外观缺陷造成报废3 1.操作人员动作不规范;2.产品摆放不合理2 1.按照作业指导书进行操作;2.按照存放工艺卡放置产品;3.员工培训班组长每班定时巡检424无1e移至车间物流产品损坏导致产品报废4物流人员拉取过多2严禁超过最大拉取数量物流人员平稳拖运648无1f堆场存储表面尘点较多和产品混放导致产品报废,造成产品错装21.堆场混乱;2.堆场标识不清;3.堆场环境较差3对堆场进行目视化管理;增加清洁次数物流人员按标识拉取产品636无1g移至装配车间产品散落导致产品报废4物流人员拉取过多2严禁超过最大拉取数量物流人员平稳拖运648无标记处数标记日期1-d-4取放产品更改文件号签字日期处数更改文件号签字。
车灯工艺流程

车灯工艺流程车灯作为汽车的重要部件之一,起到了照明、安全警示等功能。
下面将介绍一种常见的车灯工艺流程。
首先,在进行车灯工艺流程前,需要准备相关材料和设备。
主要的材料包括塑料、金属等,设备包括注塑机、喷涂设备、组装设备等。
第一步是注塑成型。
首先,将车灯模具安装到注塑机上,并将塑料颗粒加入注塑机的料斗中。
然后,通过加热和注射压力,将塑料熔化并注入模具中,待塑料冷却后,取出注塑成型的车灯壳体。
第二步是表面处理。
将注塑成型的车灯壳体进行打磨、抛光等处理,以提高表面的光洁度和透明度。
第三步是喷涂。
将经过表面处理的车灯壳体放入喷涂设备中,并使用专用的涂料进行喷涂。
喷涂后,将车灯壳体置于恒温烤箱中进行固化,使涂层牢固,不易脱落。
第四步是组装。
将喷涂固化的车灯壳体和其他部件进行组装。
包括灯泡的安装、电路的连接、反光镜的安装等。
同时,还需要进行相应的调试,确保车灯的照明效果正常。
第五步是质检。
组装完成后,需要对车灯进行质检。
主要检查车灯的光强度、光色、光束形状、防水性能等参数是否符合标准要求。
同时,还需要进行外观检查,确保车灯的外观完整、无划痕、无气泡等。
最后,经过质检合格的车灯,进行包装和运输。
车灯通常使用特殊的包装材料进行包装,以保护车灯不受损坏。
然后,将打包好的车灯运输到指定的仓库或销售地点。
总的来说,车灯的工艺流程包括注塑成型、表面处理、喷涂、组装、质检和包装等环节。
每一个环节的严谨操作和质量控制,都是确保车灯质量可靠的关键。
新技术和材料的引入,也使得车灯的制造工艺不断改进和优化,为用户提供更好的照明和安全保障。
车灯模具技术交流

王爱国內容纲要一.塑模产品介紹.二.塑模结构介紹.三.塑模常用材质介紹.四.塑模設計.五.塑料模具制造流程.六.塑模加工.七.镶块拋光与咬花.八.模具組立及模仁的表面处理.九.模具试模.十.NC加工过程实例说明一.塑模产品介绍1.车灯塑料产品的划分及示例。
2.模具开发制作流程。
3.模具设计的过程介绍。
车灯的组成车灯侧转向灯牌照灯前大灯雾灯后灯高位制动灯阅读灯行李箱灯门灯前大灯的组成前大灯LED远光灯近光灯转向灯灯体配光镜饰圈反射镜一产品材料:PP+T20 PP+T40斜顶二产品特点:1 装配位置多 2 灯调整孔和线束接插孔有密封要求三模具要点:1 模具零件多,镶件多,滑块多,易产生飞边.2 水路设计注意分组,防止产品变形.3放电加工时间长四常用钢材:P20/2738 28~34RC五模具结构如下图:定模动模一产品材料:PC/PBT+GF/PBT+PET/PA66+GF二产品特点:直接镀铝,外观件,表面要求高.三模具要点:1 熔接线位置前期设计2 粘前模的前期预防设计3 产品变形的前期设计预防4 注意花纹深度,容易产生流纹5 成型工艺范围小.产品亮斑难控制.四常用钢材:前模NAK80(37~43RC)/ 2343ESR/SMV3W/8407(46~49RC)后模P20/2738/8407(46~49RC)五模具结构如下图:定模动模一产品材料:BMC(也有用PEI)二产品特点:1 有严格的配光要求 2 直接镀铝.三模具要点:1 模具分型面不避空,容易跑胶.2 前期设计模流分析时注意最后填充的位置,注意困气不能充满3 电加热注意加热器分布,使模具表面温度均匀4 加热功率的计算5 非电加热模具尽可能设计整体6 表面加工精度要求高,面轮廓要求0.05. 8 顶杆加套四常用钢材:前模SKD11(54~56RC)/SMV3W/8407/S-136/2343ESR后模2344/H13/SKD61/8402/2343(46~49RC)/2738五模具结构如下图:六快速模定模动模一产品材料:PC二产品特点:1 产品外表面为A级面 2 产品外表面有超硬涂层3 单色多数有内抽线4 现逐渐向双色过渡5 双色可去除内抽线三模具要点:单色 1 多数都有内抽结构 2 有的有内抽加斜顶或直顶3 内抽线和斜顶线的控制是模具结构的关键双色1 模具倒装设计(前模顶出) 2 重点是一次成型产品的固定3 为使二次成型和一次成型粘接牢固,二次成型需多点进胶4 双色注塑工艺范围小四常用钢材:前模NAK80(37~43RC)/ 2343ESR/SMV3W/8407(46~49RC)后模NAK80(37~43RC)/ 2343ESR/SMV3W/8407(46~49RC)五模具结构如下图:定模内抽和直顶动模BMC反射镜类模具示例•Adjustment ElementsMoulds for Automotive Parts前大灯部分车灯主要塑料部件Main Products for Automotive lamp•BMC Reflector•PC HL Lens and Multicolor Lens•Head Lamp Bezel•Head and Tail Lamp Housing •Others尾灯部分雾灯、高刹等及小零件•Multicolor Lens•Rear Lamp Bezel •Tail Lamp Housing后灯的组成后灯夜光灯反射器LED导光条倒车灯灯体转向灯配光镜饰圈制动灯后灯灯体一产品材料:ABS+PC二产品特点:1 有配光要求. 2 直接镀铝.3 有密封要求.三模具要点:1 电镀面易困气 2 前模抽芯结构普遍3 后模挡水墙顶出是重点,容易顶不出4 花纹的镶拼注意镶拼线5 后模冷却水路排布要重点分析6 部份后模有内抽结构7 花纹镶件的镶拼线为加工重点四常用钢材:前模NAK80(37~43RC)/ 2343ESR/SMV3W/8407(46~49RC)后模2344/H13/SKD61/8402/2343(46~49RC)/2738/P20五模具结构如下图:定模动模后灯配光镜一产品材料:PMMA二产品特点:1 多数双色透明 2 部份三色或四色3有配光要求4 有反射花纹三模具要点:1 一次成型产品的固定 2 二次成型是否冲胶3 结合是否牢固4 排气5 产品未注塑料满的顶出6 两后模完全一样7 二次成型前模留余量与产品封胶四常用钢材:NAK80(37~43RC)/ 718HH(36~41RC)/NIMAX(39~43RC) /2343ESR/SMV3W/8407(46~49RC)五模具结构如下图:定模动模LED一产品材料:PC二产品特点:1 产品壁厚常大于4mm 2 透光花纹三模具要点:1 进胶位的选取,使产品成型能补压2 透光花纹的镶拼设计与加工四常用钢材:2343ESR/SMV3W/8407(46~49RC)五模具结构如下图:定模动模透镜类模具示例RequestDefinition Interface前期询价Evaluation FeedbackQuotation Customer CustomerOperation schedule 项目启动Staff planResource planQualityplan KAMContract &Tool SpecificationCustomerData &InstructionChange ManagementDesign released from customer采购加工CustomerWeekly reportConfirmation final dataQC MouldHITOUR KAM试做优化CustomerSamples Dimension reportAssignmentQCMould releasedHITOUR KAM验收交付CustomerServicePayment Internal project review模具开发流程及周期4周2~3个月6~12Weeks3天1周设计检讨/初始设计Tool Design Review and Approval3D Design -Catia V5模具设计过程Expertise in tooling designEfficient Cooling System 全3D 设计 模流分析支持模具结构评审及加工评审。
汽车前灯罩注塑工艺及模具设计

洪慎章·汽车前灯罩注塑工艺及模具设计2019年 第45卷·25·车用制品技术与应用作者简介:洪慎章(1932-),男,教授,长期从事零件精密及成形工艺技术,模具设计等工作,现已退休。
收稿日期:2019-10-10在汽车能源从汽油,柴油等向电能源(铅电池,锂电池,石墨烯电池)方向发展的过程中,必须要减轻汽车自身的重量。
因为减轻汽车重量,有如下优点:(1)60%的汽油消耗于汽车自重。
(2)宝马汽车BMW 自重减轻质量100 kg ,则每行驶100 km , 就可减少油耗0.4 L ,CO 2排放减到7.5~12 g/km 以下。
(3)美国提出30 km/L 汽油的里程目标。
过去,汽车每升油耗量可行驶10~14 km 。
(4)汽车重量减重10%,油耗可节省8%~10%。
(5)若汽车车体减重20%~30%,则每年每车 CO 2 排放量可减少0.5 t 。
为了解决上述问题,必需采用轻质材料来替代金属材料,即以塑代钢。
过去,汽车前灯罩用中碳低合金结构钢通过冲压或压铸成形。
该工艺不仅制造复杂,且产品重量重。
现在,可采用以塑代钢来完成。
1 汽车前灯罩注塑成型工艺分析及制定1.1 汽车前灯罩的形状及尺寸 根据前灯罩的功能及技术要求,以及方便安装,可设计成如图1的形状及尺寸。
1.2 汽车前灯罩的塑料材料塑料材料的选用,应按前灯罩的材料性能,如刚硬有韧性,抗弯强度高,抗疲劳,抗应力开裂,质量轻,在高温下仍保持其力学性能,耐候性好。
还需考虑塑料材料的来源是否大量,从热塑性材料中应选用ABS (丙烯睛-丁二稀-苯乙稀共聚物塑料)。
汽车前灯罩注塑工艺及模具设计洪慎章(上海交通大学塑性成形技术与装备研究院, 上海 200030)摘要:为倡导国家节能减排,汽车工业向电能源高速发展,以塑代钢为解决汽车减重成为了可能。
文中叙述了汽车前灯罩注塑成型工艺及其制订。
介绍了汽车前灯罩注塑成型模具的结构设计,模具材料及热处理。
车灯长条柱形导光件高光无痕模具的设计

车灯长条柱形导光件高光无痕模具的设计发布时间:2022-10-12T07:09:02.548Z 来源:《科技新时代》2022年4月第7期作者:陈佳斌[导读] 车灯长条柱形导光件在生产制作过程中运用到了高光无痕模具陈佳斌广州导新模具注塑有限公司摘要:车灯长条柱形导光件在生产制作过程中运用到了高光无痕模具,它基于多点顺序开发注塑成型,是比较成熟的工艺模具,为汽车车灯灯具长条柱形导光件形成高光无痕模具模型。
本文中就探讨了这一模具的生产制作技术要求,并设计提出模具注塑成型方案。
关键词:车灯长条柱形导光件;高光无痕模具;技术要求;注塑成型;设计目前汽车车灯一般会采用LED新型绿色光源,其安全可靠且低能耗、响应快、体积小,是非常理想的汽车信号灯具。
但是,考虑到LED光源具有单向发光特征,就需要利用导光柱方法确保LED光源能够满足全方位照明要求,即扩大照明面积。
在这里,需要分析导光柱这一光学元件的表面光洁度以及体内介质,了解光学折射影响、反射性能以及反射效率。
一、关于高光无痕注塑成型高光无痕注塑成型技术是目前新兴的注塑技术,该技术对消除注塑件表面的熔接痕缺陷方面表现出色,可以保证注塑模型表面达到镜面效果,如此就能免除二次喷涂,节省成本。
在高光无痕注塑成型技术应用过程中,其技术核心就是模具本身,它可有效应用于汽车车灯灯具中,形成较为完善的长条柱形导光件注塑成型方案,同时也能做到直接NC加工成形[1]。
二、汽车车灯灯具产品的模具生产技术要求汽车车灯灯具产品中长条柱形导光件采用到了柱形导光条,它的材质一般为PMMA,灯具结构为对称结构。
该产品介质通透,且配光表现出色,没有明显翘曲变形,同时也无缩痕与接痕痕迹缺陷。
在研究LED点光源过程中,需要了解光源的折射、反射成光带变化,保证光量与效果表现突出。
一般来说,要在产品中设计齿形花纹并保证其齿高在0.5mm以上,同时齿距控制在1.00mm以上,光洁度则要保证在Ra≤0.1μm。
材料成型案例
材料成型案例材料成型是指将原料经过一定的加工工艺,通过成型设备得到所需形状和尺寸的零件或制品的过程。
本文将以塑料材料成型为例,介绍其在实际生产中的应用案例。
首先,我们来看一个注塑成型的案例。
注塑成型是将塑料颗粒加热熔融后,通过高压注射到模具腔内,冷却后形成所需的零件或制品。
某汽车零部件厂家在生产汽车车灯壳时采用了注塑成型工艺。
他们选用了耐高温、耐冲击的工程塑料作为原料,通过注塑成型工艺,生产出了具有优良光学性能和高强度的车灯壳产品。
这些车灯壳不仅外观精美,而且具有良好的耐候性和耐腐蚀性,满足了汽车在复杂环境下的使用要求。
其次,我们来看一个挤出成型的案例。
挤出成型是将塑料加热熔融后,通过挤出机的螺杆挤压成型,常用于生产管材、板材等产品。
某家建材公司在生产PVC塑料门窗型材时采用了挤出成型工艺。
他们选用了优质的PVC树脂作为原料,通过挤出成型工艺,生产出了表面光滑、色彩丰富的门窗型材产品。
这些产品具有优良的隔热、隔音性能,且耐腐蚀、耐老化,受到了市场的广泛好评。
最后,我们来看一个压缩成型的案例。
压缩成型是将塑料粉末或颗粒置于模具中,通过热压成型机的高温和高压使其成型。
某电子产品制造厂家在生产塑料外壳时采用了压缩成型工艺。
他们选用了具有良好机械性能和耐高温性能的塑料粉末,通过压缩成型工艺,生产出了外观精美、尺寸精准的电子产品外壳。
这些外壳不仅具有良好的阻燃性能,还具有良好的绝缘性能,保护了内部电子元器件的安全运行。
通过以上案例的介绍,我们可以看到,在实际生产中,不同的材料成型工艺可以满足不同产品的生产需求。
注塑成型适用于生产复杂形状的零部件或制品;挤出成型适用于生产管材、板材等产品;压缩成型适用于生产外壳、壳体等产品。
材料成型工艺的选择对产品的质量、性能和生产效率都有着重要影响,因此在实际生产中,需要根据产品的具体要求选择合适的材料成型工艺,以确保产品能够达到设计要求并满足市场需求。
总之,材料成型在现代工业生产中具有重要地位,通过不同的成型工艺,可以满足不同产品的生产需求。
车用组合灯具的制造工艺与生产流程
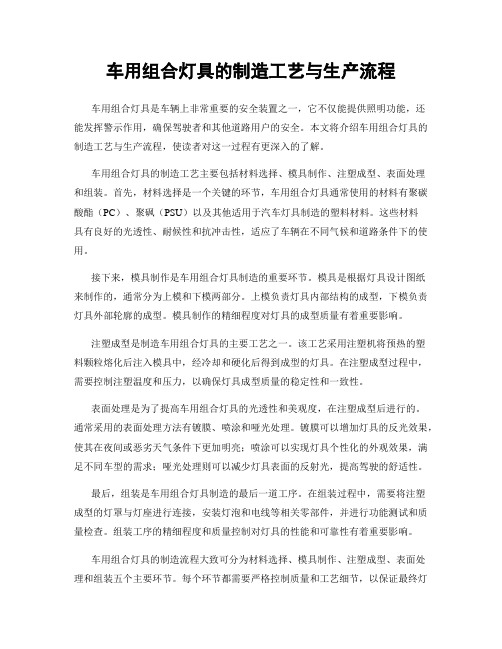
车用组合灯具的制造工艺与生产流程车用组合灯具是车辆上非常重要的安全装置之一,它不仅能提供照明功能,还能发挥警示作用,确保驾驶者和其他道路用户的安全。
本文将介绍车用组合灯具的制造工艺与生产流程,使读者对这一过程有更深入的了解。
车用组合灯具的制造工艺主要包括材料选择、模具制作、注塑成型、表面处理和组装。
首先,材料选择是一个关键的环节,车用组合灯具通常使用的材料有聚碳酸酯(PC)、聚砜(PSU)以及其他适用于汽车灯具制造的塑料材料。
这些材料具有良好的光透性、耐候性和抗冲击性,适应了车辆在不同气候和道路条件下的使用。
接下来,模具制作是车用组合灯具制造的重要环节。
模具是根据灯具设计图纸来制作的,通常分为上模和下模两部分。
上模负责灯具内部结构的成型,下模负责灯具外部轮廓的成型。
模具制作的精细程度对灯具的成型质量有着重要影响。
注塑成型是制造车用组合灯具的主要工艺之一。
该工艺采用注塑机将预热的塑料颗粒熔化后注入模具中,经冷却和硬化后得到成型的灯具。
在注塑成型过程中,需要控制注塑温度和压力,以确保灯具成型质量的稳定性和一致性。
表面处理是为了提高车用组合灯具的光透性和美观度,在注塑成型后进行的。
通常采用的表面处理方法有镀膜、喷涂和哑光处理。
镀膜可以增加灯具的反光效果,使其在夜间或恶劣天气条件下更加明亮;喷涂可以实现灯具个性化的外观效果,满足不同车型的需求;哑光处理则可以减少灯具表面的反射光,提高驾驶的舒适性。
最后,组装是车用组合灯具制造的最后一道工序。
在组装过程中,需要将注塑成型的灯罩与灯座进行连接,安装灯泡和电线等相关零部件,并进行功能测试和质量检查。
组装工序的精细程度和质量控制对灯具的性能和可靠性有着重要影响。
车用组合灯具的制造流程大致可分为材料选择、模具制作、注塑成型、表面处理和组装五个主要环节。
每个环节都需要严格控制质量和工艺细节,以保证最终灯具产品的品质。
同时,随着科技的进步,新材料和新工艺的应用也在不断推动车用组合灯具的制造工艺的发展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(铜公不能变形而需要抛光 能用线割加工铜公尽量用线割加工)
CNC加工 EDM清角
加工工序
深孔钻
40h
钻床
20h
攻牙
15h
CNC开粗
38h
CNC光刀(翻3面加工) 85h
EDM
136h
省模
290h
镜面抛光模具
•所有加工尺寸需保证到+&-0.02mm;提供检测
省模
40h
镜面抛光模具
•所有加工尺寸需保证到+&-0.02mm;提供检测报告。 •CNC精加工处表面保证光洁度。 •EDM清角加工位置与CNC面不能起级,保证平顺。
四、后模加工工艺说明
推块孔深孔钻精加工 EDM加工
推杆孔 顶针孔 深 孔钻加工
销钉孔 CNC 加工
顶针避空孔钻 床加工
EDM 放电
碰穿点很小 留0.05FIT模
抛光
85h
冬菇头CNC 精加工
•所有加工尺寸需保证到+&-0.02mm;提供检测报告。 •CNC精加工处表面保证光洁度。 •EDM清角加工位置与CNC面不能起级,保证平顺。
五、行位加工工艺说明
与推块碰擦穿CNC精加工
排气CNC加工
设计增加拿数基准EDM 冬菇头CNC精加工
加工工序
深孔钻
6h
与行位20202配合 EDM精密放电
三、前模加工工艺说明
热嘴避空孔钻床钻到直径50 深度按图纸留3MM
深孔钻钻直径8的通孔 慢走丝精加工
碰穿位需省模后FIT模
加工工序 深孔钻 钻床 攻牙 CNC开粗 释放应力 CNC光刀 线割 EDM 省模
30h 20h 15h 40h 12h 90h 8h 145h 320h
四、后模加工工艺说明
胶位面CNC精加工留0.03(抛光)
行位槽CNC侧面加工 螺丝孔EDM加工
销钉孔CNC加工 公差+0.02-0
R角CNC加工
侧面与20202合并 CNC精加工
胶位面 封胶面CNC精加工 (注意利角加工和保护)
加工工序
深孔钻
12h
钻床
8h
攻牙
5h
CNC开粗
18h
CNC光刀(翻3面加工) 50h
EDM
90h
塑胶模具技术交流 --车灯模具加工工艺实例
目录
一.产品要求说明 二.模具结构简要说明 三.前模加工工艺说明 四.后模加工工艺说明 五.行位加工工艺说明 六.重要电极加工要求 七.晒纹说明
一、产品要求说明
周圈齿条客户要求严格 需用镜面火花机加工VDI3400-8 省模只能过砂纸,不能用油石 (铜公不能变形而需要抛光
模具需做到镜面抛光
箭头所示为车灯反射光线所用,产品表面电镀,产 品不允许存在夹线、拉伤等缺陷。
产品齿轮为装配位,要求产品的所 有齿轮做到一致,产品齿轮位置同
样需要镜面抛光。
二、模具结构简要说明
前模部分
后模部分
工序 设计 水路加工 铣床加工 编程式 CNC开粗 释放应力 CNC光刀 线割 EDM 抛光 FIT模
钻床 攻牙 线割
3h 3h 75h
CNC开粗 35h
CNC光刀 65h具
•所有加工尺寸需保证到+&-0.02mm;提 供检测报告。 •CNC精加工处表面保证光洁度。 •EDM清角加工位置与CNC面不能起级, 保证平顺。
五、行位加工工艺说明
异形行位 装行位座CNC 后EDM
时间 10天 5天 4天 4天 8天 1天 14天 3天 15天 15天 6天
三、前模加工工艺说明
薄钢擦穿 CNC不能直接加工需留15MM以上 拆铜公放电 公差+0-0.02 (防止变形)
行位碰穿封胶面
侧锣
镜面抛光模具
•所有加工尺寸需保证到+&-0.02mm; 提供检测报告。
•CNC精加工处表面保证光洁度。 •EDM清角加工位置与CNC面不能起 级,保证平顺。
加工工序
深孔钻
6h
钻床
4h
攻牙
3h
铣床开粗
8h
磨床
3h
CNC光刀
40h
EDM
60h
抛光
85h
增加基准孔单独CNC EDM
EDM放电
五、行位加工工艺说明
胶位面CNC精加工
与20303配合
CNC光刀 EDM清角
加工工序
深孔钻
6h
钻床
4h
攻牙
3h
铣床开粗
8h
磨床
3h
CNC光刀
40h
EDM
60h
镜面抛光模具
避空端不能圆角
每个齿底面 顶面R角 不能变形
一.电极省模须知 1.电极省模不能用油石,1200#砂纸开始省 最少省到1500# 2.电极避空端不能圆角(圆角的报废) 3.电极齿位不能变形(变形的报废) 4.电极抛光后打上铜水(防氧化) 要领:1.省模筷子R不能比电极内R角大,否则就变形
2.筷子压砂纸只压一层轻力省,太用力会变形 3.细心 耐心 二.QC须知 1.铜公加工出来需检测(不及格铜公严禁流入省模工序) 2.铜公省好以后利用三次元 二次元 放大镜 显微镜等设备仪器检测 (不及格铜公严禁流入EDM工序) 验收标准:1.铜公尺寸-0.01 2.变形量在0.01范围内 三.EDM 1.铜公加工前检查:铜公不能有碰撞的缺口 变形和氧化的不能加工 2.铜公间需接顺不起级公差0.005 3.EDM效果:(哑光)省模只需过800#或更幼的砂纸
能用线割加工铜公尽量用线割加工)
1. 所有加工尺寸需保证到+&-0.02mm;提供检测报告。 2. CNC精加工处表面粗糟度保证光滑。 3. 所有工序统一按基准角取数加工。 4. EDM清角加工位置与CNC面不能起级,保证平顺。
表面要求镜面抛光到A1
一、产品要求说明
小骨位与骨位周圈为晒纹区域(如红色面所 示),纹号: K1600G,其他位置为电镀,
报告。
•CNC精加工处表面保证光洁度。
•EDM清角加工位置与CNC面不能起级,保证平顺。
五、行位加工工艺说明
冬菇头铣床开粗 磨穿光刀
外形 胶位 排气
镜面抛光模具
CNC加工
•所有加工尺寸需保证到±0.02mm;提供检测报告。
•CNC精加工处表面保证光洁度。
•EDM清角加工位置与CNC面不能起级,保证平顺。
七、蚀纹要求
第二次蚀纹区域
产品黄色面需蚀纹,蚀纹前模具对应处表面不有台阶,刀纹和砂孔。需省到600砂纸。 要求分两次晒纹,第一次蚀大面,第二次蚀骨位底部,纹号为K1600,模具上出模角 要求3度以上。蚀纹加工周期:5天
镜面抛光模具 •所有加工尺寸需保证到+&-0.02mm;提供检测报告。 •CNC精加工处表面保证光洁度。 •EDM清角加工位置与CNC面不能起级,保证平顺。
六、齿形电极加工要求
侧锣
顶锣
侧锣:大R面刀纹明显效果欠佳
顶锣:顶面小R粗糙,再次改进以下刀路
用以下刀路改进后加工光洁度达到要求(OK)
六、齿形电极加工要求