LIGA工艺中微电铸工艺研究
微电铸中电铸液的发展现状和趋势

微电铸中电铸液的发展现状和趋势摘要:本文首先阐述了微电铸技术的发展历史和现状,然后介绍了它的原理。
重点说明了电铸液的成分,最后介绍了微电铸未来的发展趋势。
关键词:微电铸;电铸液1.引言微电铸工艺(microelectroforming technology)是在传统电铸工艺的基础上建立起来的新概念,具有微小结构成型、复杂结构成型、高精度和批量生产等突出优点。
微电铸工艺是LIGA\UV-LIGA 技术的核心内容,在MEMS技术和微、纳米制造领域中有着良好的应用前景。
作为一种先进的制造技术,微电铸工艺主要用于制作各种精密、异型、复杂、微细等难以用传统加工方法制得的或加工成本很高的结构,适用于航空、航天、核工业、仪器仪表、微型机械等高新技术领域,并受到日益广泛的关注2.微电铸技术的发展历史1838年,苏联的耶可夫教授在石膏芯模上涂敷石蜡,通过石墨使其表面具有导电性,制成了电铸铜产品。
日本昭和初年,京都市工业研究所和大板造币司等单位就已积极开展了在石膏母型上铸铜、在绝缘体上电镀等方面的研究。
但是,早期由于电铸芯模的制作不仅制造技艺要求高、操作工艺繁琐,而且母型易破损,难以制出精致的复制品,所以电铸的应用范围十分有限。
20世纪中后期,随着电铸芯模材料的发展和制造技术的提高,电铸作为一项特种加工工艺方法,开始广泛应用于国民生产生活的各个方面,在欧美己用于制造火箭喷气发动机冷却室、太阳能储能飞轮,在日本用于汽车内饰件的制造,电子工业中印刷焊膏和胶粘剂模板。
国内的许多科研单位也对电铸工艺进行了大量的研究.较多应用于表面彤貌复杂的零件和各种模具的制造上。
微细电铸工艺随着MEMS工艺的发展而产生,在继承传统电铸工艺特点的同时,结合了集成电路加工工艺,受到了广泛的关注。
微细电铸技术与传统电铸技术有着相同的原理和相似的工艺过程,由于该项技术广泛用于制作微器件或者微结构,更多的涉及微米级尺度的问题,与传统大器件电铸有着显著的差别,对环境干扰有着更强的响应。
LIGA技术简介.ppt

2.深等离子体刻蚀(deep plasma etching)
一般用Si做为刻蚀微结构的加工对象,也即高深宽 比硅刻蚀。 优点:各向异性刻蚀速率比大,刻蚀速率大,且系 统结构简单。 缺点:硅材料本身较脆,需要将加工了的硅微结构 作为模具,对塑料进行模压加工,再利用塑料微结构 进行微电铸后,才能用得到的金属模具进行微结构 器件的批量生产。或者直接从硅片上进行微电铸, 获得金属微复制模具。
PMMA光刻胶刻蚀深度和X射线波长的关系,当波长 小于0.3nm时,可以得到深度500微米的结构
LIGA技术的优点:
( 1) 深宽比大, 准确度高。所加工的图形准确度小于 0. 5微米, 表面粗糙度仅10nm, 侧壁垂直度>89. 9°, 纵向高度可500微米以上; ( 2) 用材广泛。从塑料( PMMA、聚甲醛、聚酰胺、 聚碳酸酯等) 到金属( Au, Ag, Ni, Cu) 到陶瓷( ZnO2) 等, 都可以用LIGA技术实现三维微结构; ( 3) 由于采用微复制技术, 可降低成本, 进行批量生 产。
Laser-LIGA工艺加工出的微结构电镜照片
4.DEM技术
DEM技术是由上海交通大学和北京大学开发出的具 有自主知识产权的准 LIGA技术(DEM:deepetching, electro-forming,microreplication)
该技术用感应耦合等离子体ICP深层刻蚀工艺来代替 同步辐射X光深层光刻,然后进行后续的微电铸和 微复制的工艺
MEMS工艺LIGA技术及其应用
梁美彦
典型MEMS器件——硅微马达器
一. •LIGA技术 二. •准LIGA技术 三 •总结
一、LIGA技术:
LIGA一词来源于德语Lithographie, Galvanoformung 和Abformung 三个词语的缩写, 表示深层光刻、电 铸、注塑三种技术的有机结合。
微电铸工艺现状和发展趋势
摘要:介绍了微电铸的基本原理和特点,阐述了微电铸过程中镀层厚度形成不均匀等技术难点,最后总结微电铸工艺参数的现状和以后的发展趋势。
关键词:微电铸MEMS 工艺参数现状趋势0 前言LIGA是德语X射线光刻(X-ray lithographie)、电铸(galvanoformung)和模压(formtechnik)的缩写。
该工艺包括把一层厚厚的X射线光刻胶(从几微米到几厘米)、高能X射线辐射曝光和显影,以形成各种想要三维的光刻胶结构。
接下来通过精细电铸,将金属填充到光刻胶模具结构中,在去除光刻胶,即得到了想要的金属结构。
该金属结构可以是最终的产品也可以是精密塑料模压的模具。
经过模压好的塑料部件既可以作为最终的产品,又可以作为产品的牺牲模具。
可见微电铸技术是LIGA工艺中非常重要的一个环节。
对于金属电铸工艺可包括无电解电铸和电解电铸两种。
无电解电铸就是靠化学方法连续淀积厚金属,而不加电压也没有消耗基片,它最重要的一点是采用充分的氧化反应代替点解电铸中的基片溶解。
电解电铸是自我限制的,而无电解电铸不是自我限制的。
对于无电解电铸镍来说,镍离子的减少是靠次磷酸盐的氧化反应来补充的。
反应一直进行,直到溶液中的次磷酸盐耗尽为止。
在电解电铸中,只要当整个基片表面覆盖了镍以后就会停止。
大量的氢生成会破坏电铸金属膜的质量,因此必须避免。
氢生成速度与电铸金属膜的速度没有直接关系,而主要取决于还原剂分子。
在无电解电铸中,电铸可能是在容器壁上在某个时刻自发开始,因此需要稳定剂来稳定溶液。
1 微电铸原理的特点微电铸的要素包括阳极、阴极、电源、电解液以及待镀工件模具等,其中待镀工件模具作为阴极,电铸是一种特殊形式的电镀。
希望沉积的金属离子包含在电解液中,当电解发生时,在阴极的工件模具表面会沉积金属离子,随着金属离子沉积在阴极,阳极金属会发生溶解反应补偿电解液中金属离子的减少。
经过表面工艺处理的成型工件作为电铸模具,可以得到合适的镀件并能保证镀件和模具容易分离。
微电铸工艺

微电铸的工艺参数等探究0 前言微电铸工艺(microelect roforming technology) 是在传统电铸工艺的基础上建立起来的新概念,具有微小结构成型、复杂结构成型、高精度和批量生产等突出优点,它既可以看作是在微细加工模具基础上的传统电铸技术的延伸,也可以认为是掩膜电镀在高深宽比方向发展的结果,微电铸工艺是LIGA/准LIGA 技术的核心内容,其中LIGA是德文Lithographie、Galvanoformung和Abformung三个词的缩写,是X射线深层光刻、微电铸和微复制工艺的完美结合,在MEMS技术领域有广泛应用[1]。
从本质上分析,LIGA/准LIGA工艺微电铸可以分为性质不同的两个阶段:第一阶段是在掩模微结构的深层填充金属;第二阶段是在整个光刻胶和金属结构表面沉积厚度为6-10mm的厚金属膜,以便加工成压铸膜的基座。
1 微电铸工艺的研究进展与趋势对微电铸工艺的技术难点,研究人员在理论分析的基础上,从微电铸过程的数值模拟和工作参数试验优化等方面开展工作,探索微电铸的内在规律,取得了一系列进展,形成一些有重要参考价值的工作规范和指导意见,有力的促进了微电铸技术在MEMS领域的广泛应用[2]。
首先,基于高深宽比掩膜微结构是微电铸工艺关键影响因素的认识,建立了能够体现高深宽比微区传质特征的电极界面模型。
在微流体运动中引入高深宽比结构因素,建立了能够体现高深宽比微结构对界面稳定层增厚产生影响的电极界面物理模型。
其次,通过数值解析,系统分析一般镀液体系典型结构中电流密度再分布的规律。
如果待镀微区的开口尺寸较大,也就是掩膜微结构深宽比较小,则微电铸电流在沉积区域的再分布并不充分,靠近掩膜边缘的电流密度将显著高于中心部位,形成边缘高而中间低的马鞍型厚度分布这是掩膜电镀体系中常见的厚度分布样式。
如果待镀微区开口较小,也就是高深宽比微结构掩膜存在的情形,则在进入掩膜开口区域之后,电流密度将在传质阻力的作用下实现充分再分布,形成中间部分电流密度较大,整体镀层厚度比较均匀的理想结果。
电铸技术研究与探讨
电铸技术研究与探讨江苏理工学院机械工程学院摘要:随着工业科技的进步,电铸技术也得到了很大的提高。
本文简单地介绍了下电铸的原理、特点,以及电铸的几种主要材料,同时也介绍了下当今电铸技术在工业中的一些运用和实践。
最后指出电铸技术存在的一些不足之处,但作为一门交叉学科,未来电铸技术会随着科技的发展而大放异彩。
关键字:电铸;原理;材料;运用Abstract: With the development of science and technology, electroforming has improved a lot. This paper simply introduces the basic principle, characteristic and some material of electroforming. Simultaneously some applications of electroforming are illustrated by the paper. In the end, the shortcomings of our country’s electroforming technologies at present stage are pointed out, but as a cross- discipline subject, electroforming will be widely developed and applied in future.Keyword: electroforming; principle; material; application前言随着工业的不断发展,各种精密异型、复杂微细的金属零部件以及相关模具产品的需求大幅增加,电铸作为一种精密制造技术受到高度重视。
电铸工艺从发明至今已有上百年的历史。
1838年,俄国的耶可夫教授发明了电铸铜;1842年德国的Bottger教授发明了电铸镍;1869年在俄国财政部印刷所里又诞生了电铸铁[1]。
liga技术
W. Ehrfeld et al., Microsystem technologies, 5, 105-112(1999)
Three-dimensional Microstructure
Intersection of three holes, Material: positive tone resist
微执行器
微型光谱仪
LIGA技术
LIGA实验线站
X射线光刻实验线站
The Radiation Spectra of Wiggler before and after filters
1E-3
Power (J/s/mrad/0.1%BW)
1E-4 1E-5
6T,150mA 100um Be 200um Be 500um PMMA 1000um PMMA
深度光刻掩模
深度光刻掩模 吸收体(金): 15-20 μm 衬底(聚合物):10μm-100 μm
亚微米光刻掩模 1-2 μm <1 μm
深度光刻掩模制作
深度光刻掩模制作
Intermediate Mask
Copy Intermediate Mask
光刻胶 电镀层
光刻胶 电镀层
掩模衬底
掩模衬底
光刻(PG, E-beam)
活动部件 衬底
微流量计
Ni
Height 230 μm
Diameter 200 μm
Gap
10 μm
Single irradiation
倾斜和旋转曝光
Double/Swivel irradiation
Mask Resist Substrate
Developed resist structure
MEMS工艺(7LIGA技术)

LIGA vs. Si micro-lithography
Micromolding of nanocomposites
• Fabricate high aspect ratio micromolds with LIGA. • Develop nanocomposite formulation amenable to micromolding. • Fabricate micromolds on functional substrates such as silicon and alumina.
LIGA 技术标准工艺
LIGA技术的四大工艺组成:
• LIGA掩模板制造工艺
• X光深层光刻工艺
• 微电铸工艺
• 微复制工艺
LIGA掩模板制造工艺
• LIGA 技术的第一步是制造LIGA专用的X光 掩模板,LIGA掩模板必须有选择地透过和 阻挡X光。一般的紫外光掩模板不适合做 LIGA掩模板。
• 由于LIGA掩模板要求阻挡层的侧壁垂直, 用普通的微加工工艺无法达到,所以LIGA 掩模板需要用LIGA技术来完成。
LIGA process
• Microfluidic device made using LIGA process. Note the rough surface due to lack of planarization (polishing). • Micromechanical actuator (capacitive comb drive) made using LIGA process.
在阳极上H+生成H2 的化学反应如下:
电镀与电铸
• 电铸的定义为:用电化学沉积的方法在芯 模上沉积金属,然后将两者分离来制取零 件的加工工艺,其基本原理与电镀相同, 电铸与电镀的区别在于,电镀的镀层厚度 很小,一般只有7~50μm,而电铸形成的 是具有一定形状与厚度的三维结构,其厚 度最大可达到1mm以上;电镀多用于结构 零件的防护与精饰,而电铸通常用于将芯 模的图形结构加以完整的复制。
LIGA相关技术
浅谈LIGA相关技术LIGA技术首先是由德国卡尔斯鲁厄核物理研究中心研究出来的,被公认为是一种全新的三维微细加工技术。
LIGA这一词源自德文缩写,LI指深度X射线刻蚀,G指电铸成型,A指的是塑料铸模。
LIGA技术是深度X射线曝光、微电铸和微复制工艺的完美结合。
SLIGA是指牺牲光刻电铸成型工艺。
其中的S是指牺牲层。
SLIGA技术是H.Guckle教授等人结合硅面加工技术和常规LIGA技术而开发出的一种新工艺。
在这个工艺中,牺牲层用于加工形成与基片完全相连或部分相连或完全脱离的金属部件。
利用SLIGA技术可以制造活动的微器件。
开发研究LIGA技术的初始目的是为了加工出能够将铀同位素进行分离的特别微小的管嘴LIGA技术从首次报导至今,短短十多年飞速发展,引起人们极大的关注,发达国家纷纷投入人力、物力、财力开展研究,目前己研制成功或正在研制的LIGA产品有微传感器、微电机、微执行器、微机械零件和微光学元件、微型医疗器械和装置、微流体元件、纳米尺度元件及系统等。
为了制造含有叠状、斜面、曲面等结构特征的三维微小元器件,通常采用多掩模套刻、光刻时在线规律性移动掩模板、倾斜/移动承片台,背面倾斜光刻等措施来实现。
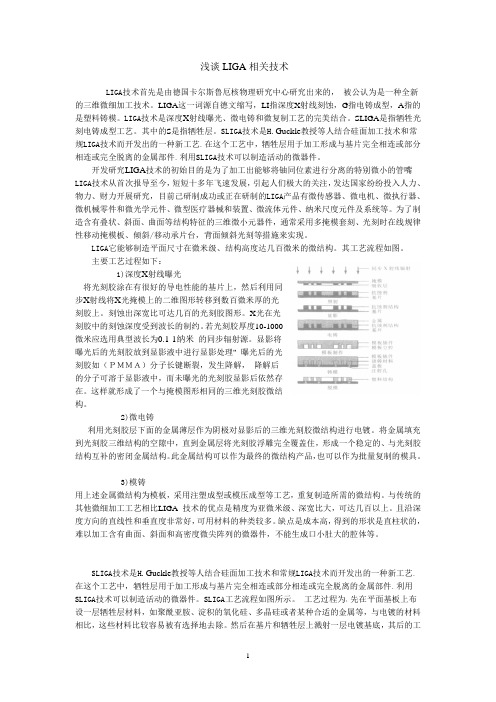
LIGA它能够制造平面尺寸在微米级、结构高度达几百微米的微结构。
其工艺流程如图。
主要工艺过程如下:1)深度X射线曝光将光刻胶涂在有很好的导电性能的基片上,然后利用同步X射线将X光掩模上的二维图形转移到数百微米厚的光刻胶上。
刻蚀出深宽比可达几百的光刻胶图形。
X光在光刻胶中的刻蚀深度受到波长的制约。
若光刻胶厚度10-1000微米应选用典型波长为0.1-1纳米的同步辐射源。
显影将曝光后的光刻胶放到显影液中进行显影处理" 曝光后的光刻胶如(PMMA)分子长键断裂,发生降解,降解后的分子可溶于显影液中,而未曝光的光刻胶显影后依然存在。
这样就形成了一个与掩模图形相同的三维光刻胶微结构。
2)微电铸利用光刻胶层下面的金属薄层作为阴极对显影后的三维光刻胶微结构进行电镀。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
流的方向, 从而阻碍电镀液进入微孔, 使得电镀难以进
行。当表面活性剂的加入量较少时, 其表面活性剂的
性质起主导作用, 当表面活性剂加入过量时, 阻碍电渗 流作用就会起主导作用, 因此, 试验采用分子量低的黑
镍镀液, 加入适量的表面活性剂, 尽量地避免高分子试
剂的使用以提高其分散和深镀能力。另外, 试验中还 使用了超声的诱导镀液进入微孔改进镀层质量。
1 试验内容
1. 1 实验条件 主要设备有: 电铸设备 ( 包括镀液循环系统, 过滤
系统, 可控温度加热系统, 恒流电 源等 ) , Lum onics公 司的 PM-848型准分子激光器, 刻有图 形的光刻胶片 ( 铜为基底 ) , 氯化镍 ( AR ) , 硼酸 ( AR ), 去离子水 ( 大 量 ) , 双氧水 ( H 2O2 ) , 表面活性剂 (十二烷基硫酸钠 ), 精密 pH 值试纸, 温度计。 1. 2 模具的制备
氯化镍 ( N iC l2 ) 是电镀液的主盐, 也作为导电盐, 含镍量高, 可以提高极限电流密度上限, 而大量的氯离 子可 以有效地 防止阳极 钝化, 提高电镀 液的分 散能 力 [ 5] 。
实验中加入 硼酸 ( H 2 BO3 ) 是为了 维持电铸 液的 pH 值恒定, 防止镍离子在阴极基体附近以碱性物质析 出, 造成电铸层疏松。
0. 00
( 2)
由上可以看出, 双氧水的电位要比氢的正, 因此, 在电
镀过程中上述 ( 1) 式反应更容易发生, 如此就可以避 免氢气的析出。同表面活性剂一样, 过氧化氢液不能 加入太多, 因为它的加入影响镀液的分散能力 [ 5] 。
实验中采取措施提高电化学极化并且降低浓差极
化, 以实现电镀颗粒的细致和电流效率的提高。阴极
表面活性剂 ( 十二烷基磺酸钠 ) 电镀液表面张力 的存在致使镀液不能进入微孔, 另外, 表面张力的存在
也会影响阴极产生气泡的排除, 使电流出现波动从而
导致电铸质量下降, 所以, 表面张力的减小是微米电铸
技术存在的最大难题。加入少量的表面活性剂可以明
显地减小电镀液表面张力, 但是当表面活性剂的加入
量大于 0. 05g /L 时, 改变表面张力的效果不再十分明
显, 如果再加入过量或者加入其它的高分子物质会起 到相反的效果, 这可能是因为在深孔电镀中, 存在着电 渗流 ( e lectroosm otic flow ) [ 6] , 电渗流起着 / 平流泵 0的
作用, 推动电镀液向阴极移动, 然而大量高分子有机表 面活性剂的加入, 严重削弱了这种作用, 甚至改变电渗
K ey word s: m icroe lec tro form; lithographie ga lvano formung abfo rmung( L IGA ); ex c ime r laser; PMM A
引言
EHRFELD 等人 [ 1] 用电子加速器产生的同步辐射 X射线进行光刻, 结合电铸和注塑技术发展出同步辐 射 L IGA ( lithograph ie ga lvanoform ung abformung) 技术。 L IGA 技术被认为是制造微型机械最有前途的方法, 具 有加工图形深宽比大、线宽小、取材广泛、加工精度高 等优点。其中电铸是一个非常重要的工艺环节, 也是 其它方法难以替代的。在电压的作用下, 阳极的金属 失去电子, 变成金属离子进入电铸液, 金属离子在阴极 获得电子, 沉积在阴极上, 当阴极的金属表面有一层光 刻胶图形时, 金属只能沉积到光刻胶的空隙中, 形成与 光刻胶图案相对应的金属微结构。目前, 金属镍的微 电铸工艺比较 成熟, 金属镍较稳定, 且具有一 定的硬 度, 可用于微复制模具的制作。国内关于提高电铸质 量和电镀速度的研究报道很多, 但是在深孔电铸, 以及 微米尺寸电铸方面的研究比较少。在微米尺寸和深孔 的电铸中一方面由于表面张力的存在使得电镀液很难
激光技术
2006年 2月
孔线宽达到 32Lm、深 2000Lm, 光刻微 孔电铸的线宽 11Lm, 试验中试图将大深度和小线宽结合, 加工更高 深宽比结构。进一步的试验仍在进行中。
准分子激光直接刻蚀光路简单, 可实现任意形状 图形的加工 [ 3] , 通过对型号为 PM-848K rF 准分子激光 ( 248nm ) 的加工特性研究, 发现其对聚合物有很好的 加工特性。对聚甲基丙烯酸甲酯 ( PMMA) 的加工试验 中证明在低能量的状态下, 可以加工出质量很好的孔, 如图 1所示, 试验中加工了直径为 32Lm、深 2000Lm 和直径为 125Lm、深 3000Lm 的孔, 因此, 可以利用激 光对聚合物良好的加工特性用 PMMA 做模具得到大 深宽比的结构。
第 30卷 第 1期
马 龙 L IGA 工 艺中微电铸工艺研究
49
0. 02g /L ~ 0. 05g /L; 双氧水 ( 30% ) 0. 5mL; pH 值 3. 5~ 4. 5; 温 度 60e ; 电 流 密 度 13A / dm2; 镀 液 循 环 速 度 100L /h应微结构, 如 图 3所示。
Fig. 2 Photograph of th e fabricated protective film ( diam eter is 37. 5Lm )
1. 3 电镀试验参数和方法的优化 为了实现深孔和微孔的电铸, 首先要解决的关键
技术一方面是使电镀液进入微孔, 另一方面是改善电 镀液的液相传质, 使消耗的金属离子能得到及时的补 充。另外, 影响深镀和镀层质量的因素还包括阴极极 化、镀液电导率、阴极电流效率等 [ 4] , 试验中针对一些 主要的因素分别作了工艺条件的优化。
( Schoo l ofM echan ica l Sc ience and Eng ineering, HUST, W uhan 430074, Ch ina)
Abstrac t: A h igh- aspec t-ration hole w ith line w idth o f 32Lm, he ight of 2000Lm are dr illed on PMMA by exc im er laser, then it is used as m ou ld in electrofo rm as w e ll as ano ther structure m ade by lithographic. T hrough exper iments, the param ete rs are optim ined to fit the high-aspect- ration structure e lec tro form, two m a in d ifficu lties including the surface tension and po la rization of concentration are reso lv ed and the m ic ro-struc ture w ith line w idth o f 10Lm is obtained.
第 30卷 第 1期 2006年 2月
激光 技术 LASER TECHNOLOGY
V o .l 30, N o. 1 February, 2006
文章编号: 1001- 3806( 2006) 01- 0047- 03
LIGA 工艺中微电铸工艺研究
马 龙, 周月豪, 熊良才, 柳海鹏, 史铁林 * (华中科技大学 机械科学与工程学院, 武汉 430074)
结构加工奠定了基础。
关键词: 微电铸; L IGA; 准分子激光; PMM A
中图分类号: TG 665
文献标识码 : A
The study ofm icro-electroform in L IGA
MA L ong, ZHOU Yue-hao, X IONG L iang-Cai, LIUH ai-peng, SH I T ie-lin
进入, 另外一方面液相传质困难, 析出的金属粒子不能 及时得到补充, 这些因素使得微孔电铸存在了一定的 技术难度 [ 2] , 本文中着重研究了电铸在深孔和微小尺 寸的结构中的应用。试验中采用小分子量无机物组成 的电镀溶液以提高其深镀能力和采用提高温度增加电 镀液循环速度的方法来提高其电镀速度, 可提高效率, 且效果明显。
L IGA 技术中包括涂胶, X光刻蚀显影成模, 铸模, 脱模等工艺步骤, 其中因为 X 光刻蚀的成本占去 L IGA 技术成本的大部分, 因此, 采用其它的 技术代替 X 光 刻蚀成为降低成本的关键。
试验中采用了两种模具, 用准分子激光加工的深 孔和利用成熟光刻技术制作的图形。其中激光加工深
48
F ig. 3 Photograph of elect roform ed structure
图 3a中是用光刻胶为模具电铸的微柱状结构, 直 径为11Lm。图 3b为十字形结结线宽 25Lm, 厚 10Lm, 是 MEM S工艺中电枢驱动结构的基本单元, 为以后进 一步试验打下了基础。图 3c是利用准分子激光加工 的 微 孔 为 模 具 电 铸 的 结 构, 直 径 为 400Lm、长 2000Lm, 有较大的深宽比, 利用此工艺适当地改进镀 液的分散力, 可以得到直径为 32Lm、长 2000Lm 的微 结构。表面较粗糙, 是由于镀液循环系统不十分完善、 脉动性较大的缘故, 需要进一步改进以实现更好的表 面质量。
双氧水在电镀过程中由于氢的析出电位接近镍的
析出电位, 所以在浓差极化存在的条件下很容易析出 氢气, 这既降低了电流效率, 也影响镀液进入微孔, 为
了防止氢气的析出, 实验加入了少量的双氧水以防止
阴极氢气的析出, 其原理为:
H 2 O2 + H+ W 2H 2 O + 1. 77
( 1)
2H+ + 2eW H2
基 金 项 目: 国 家 高 技 术 研 究 发 展 计 划 资 助 项 目 ( 2002AA421190)