聚合釜设计参考示例
聚合釜设计参考示例

1概述(现状、应用:……;工艺配方:……;性能指标:……;主要原料及主要特性参数:……)2生产工艺流程【工艺路线的选择……;工艺流程图(详见工艺流程图);工艺流程叙述……(生产操作过程、各控制参数、操作时间等)】3生产控制及三废处理各岗位生产控制(3.1.1各岗位控制条件;3.1.2……)三废处理(3.2.1废水及废液;3.2.2废渣;3.2.3废气)4设备选型原则4.1主要设备的选型原则(反应釜的选型原则、搅拌器的选型原则)4.2辅助设备选型原则(泵的选型原则、各辅助设备(具体选型见后面章节))5物料衡算物料衡算的任务衡算依据及收集的数据衡算基准:(日产量,每釜日产能力及釜个数)反应釜每批投料量其它物料(水、汽等等)6釜设计6.1设计任务选择釜及夹套材料,确定聚合釜和夹套的几何尺寸,并对聚合釜及夹套进行强度计算。
6.2设计依据6.3釜几何尺寸的确定选定罐体高/径比i=(1.1 〜1.3)由估算公式:例如:初步选取公称直径为Dg2600的筒体,封头选取Dg2600的标准椭圆封头。
查表得封头的尺寸如下:曲边高度m=650mm,直边高度h2=50mm2 3内表面积F h=7.6545m ,容积V h=2.5131m查表得Dg2000的筒体的有关数据如下:一米高容积V^SBOgm3;一米高内表面积F1=8.17m2则筒体高度计算为:H= (V —V 封)/V1= (20-2.5131 )越.309=3.29 m按材料规格求整为:H=3.2 m长径比H/D=320O 2600=1.23,釜的实际体积为:V实际=HV1+V 封=3.2 ^309+2.5131 =19.50m3釜的实际装料系数为:n实际=V 物/V 实际=15.98 49.50=0.82由此可见,聚合釜的尺寸合理。
釜设计最大生产量为:19.50 >0.85=……m36.4 夹套几何尺寸的确定取公称直径为Dg2800 的夹套,夹套封头也采用标准椭圆封头,并取与夹与筒体相同的直径。
聚合釜温度控制系统的设计

辽宁工业大学 PLC应用技术课程设计(论文)题目:聚合釜温度控制系统的设计院(系):电气工程学院专业班级:测控092班学号:学生姓名:指导教师:起止时间: 2012.6.20~2012.7.3课程设计(论文)任务及评语院(系):电气工程学院教研室:测控技术与仪器注:成绩:平时20% 论文质量60% 答辩20% 以百分制计算摘要随着现代工业的逐步发展,在工业生产中,温度、压力、流量和液位是四种最常见的过程变量。
其中,温度是一个非常重要的过程变量。
例如:在冶金工业、化工工业、电力工业、机械加工和食品加工等许多领域,都需要对各种加热炉、热处理炉、反应炉和聚合釜的温度进行控制。
这方面的应用大多是基于单片机进行PID控制,然而单片机控制的DDC系统软硬件设计较为复杂,特别是涉及到逻辑控制方面更不是其长处,然而PLC在这方面却是公认的最佳选择。
随着PLC功能的扩充在许多PLC控制器中都扩充了PID控制功能,因此在逻辑控制与PID控制混合的应用场所中采用PLC控制是较为合理的,通过采用PLC来对它们进行控制不仅具有控制方便、简单和灵活性大的优点,而且可以大幅度提高被测温度的技术指标,从而能够大大提高产品的质量和数量。
因此,PLC对温度的控制问题是一个工业生产中经常会遇到的控制问题。
这也正是本课题所重点研究的内容。
本文分别就聚合釜的控制系统工作原理,温度变送器的选型、PLC配置、程序设计等几方面进行阐述。
通过改造聚合釜的控制系统具有响应快、稳定性好、可靠性高,控制精度好等特点,对工业控制有现实意义。
关键词:聚合釜;传感器;PLC;PID调节目录第1章绪论 (1)第2章课程设计的方案 (3)2.1概述 (3)2.2系统组成总体结构 (3)第3章硬件设计 (5)3.1PLC的选型和硬件配置 (5)3.2传感器的选择 (6)3.3变频器的参数设置 (7)第4章基于PLC温度控制系统软件设计 (8)4.1STEP7MICRO/WIN32软件介绍 (8)4.2系统PID算法及流程图 (8)4.2.1PID算法简介 (8)4.2.2PID算法的数字化处理 (9)4.3I/O分配 (13)4.4PLC外部接线 (14)第5章设计总结 (15)参考文献 (16)第1章绪论温度测量和控制对人类日常生活、工业生产、气象预报、物资仓储等都起着极其重要的作用。
聚合釜设计
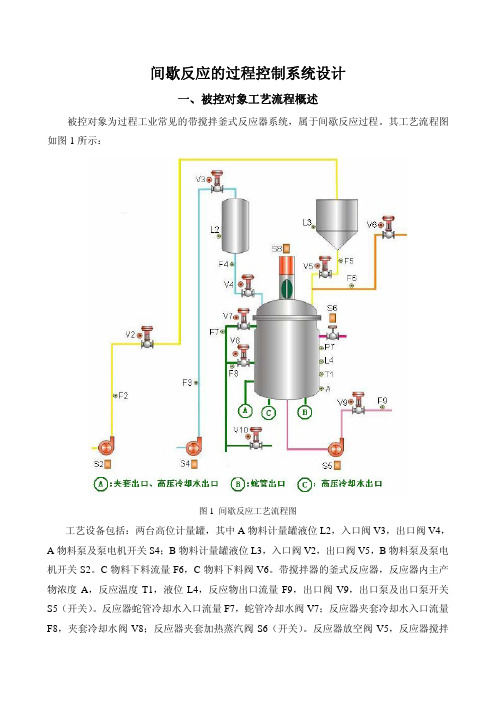
间歇反应的过程控制系统设计一、被控对象工艺流程概述被控对象为过程工业常见的带搅拌釜式反应器系统,属于间歇反应过程。
其工艺流程图如图1所示:图1 间歇反应工艺流程图工艺设备包括:两台高位计量罐,其中A物料计量罐液位L2,入口阀V3,出口阀V4,A物料泵及泵电机开关S4;B物料计量罐液位L3,入口阀V2,出口阀V5,B物料泵及泵电机开关S2。
C物料下料流量F6,C物料下料阀V6。
带搅拌器的釜式反应器,反应器内主产物浓度A,反应温度T1,液位L4,反应物出口流量F9,出口阀V9,出口泵及出口泵开关S5(开关)。
反应器蛇管冷却水入口流量F7,蛇管冷却水阀V7;反应器夹套冷却水入口流量F8,夹套冷却水阀V8;反应器夹套加热蒸汽阀S6(开关)。
反应器放空阀V5,反应器搅拌电机开关S8,高压冷却水阀V10。
间歇反应流程中相关设备尺寸如下:(1) 反应器(釜)每釜容积2500升(最大容积2800升),直径1400mm,高度2000mm,浆式搅拌器(体积忽略不计),转速90r.p.m,搅拌电机功率4.5kw(2) A物料计量罐容积180升,直径500mm,高度900mm,正常液位640mm(溢流管高度)(3) B物料计量罐容积270升,直径600mm,圆筒形部分高度800mm,圆锥形部分高度520mm,正常液位1000mm(溢流管高度)(4) A物料计量罐、B物料计量罐底到反应釜顶高差1500mm(5) A物料上料管、下料管,B物料上料管、下料管的公称直径Dg40mm(6) 反应器蛇管冷却水水管公称直径Dg50mm(7) 反应器夹套冷却水水管公称直径Dg65mm(8) 反应物出料管公称直径Dg70mm其测控条件如表1.1所示:表1.1 测控条件一览表L2 A物料计量罐液位最高640mmL3 B物料计量罐液位最高1000mmL4 反应器液位最高1600mmT1 反应温度℃P7 反应压力 MPa(绝压)F2 B物料上料流量最大8.1t/hF3 A物料上料流量最大9.72t/hF4 A物料下料流量最大9.05t/hF5 B物料下料流量最大8.68t/hF6 C物料下料流量最大42.77t/hF7 反应器蛇管冷却水入口流量最大42.84t/hF8 反应器夹套冷却水入口流量最大72.84t/h其设备参数如表1.1所示:表1.1 设备参数一览表S2 B物料上料泵开关开、关两种状态S4 A物料上料泵开关开、关两种状态S5 反应物出口泵开关开、关两种状态S6 反应器夹套加热蒸汽阀(开关阀)S8 反应器搅拌电机开关开、关两种状态V2 B物料上料阀开、关两种状态V3 A物料上料阀开、关两种状态V4 A物料下料阀开、关两种状态V5 B物料下料阀开、关两种状态V6 C物料下料阀V7 反应器蛇管冷却水入口阀V8 反应器夹套冷却水入口阀V9 反应物出料阀开、关两种状态V10 高压水入口阀开、关两种状态二、被控对象分析及控制系统综述缩合反应工序历经下料、升温、保温、出料及反应釜清洗阶段,最重要的是升温和保温两个阶段。
年产6万吨丁苯橡胶聚合釜及其主要附属设备设计课程设计毕设论文

吉林化工学院Jilin Institute of Chemical Technology材料科学与工程学院课程设计年产6万吨丁苯橡胶聚合釜及其主要附属设备设计Annual production capacity of 60,000 tons polymerization styrene-butadiene rubber plant process design section学生学号10150127学生姓名赵秀吉专业班级材化1001指导教师张钰工程师联合指导教师张钰讲师完成日期2013.12. 6摘要 (I)ABSTRACT (II)第1篇设计说明书 (1)第1章绪论 (1)1.1设计依据、指导思想 (1)1.1.1 设计依据 (1)1.1.2 指导思想 (1)第2章工艺论证 (2)2.1工艺原理 (2)2.2生产方法论证 (2)2.3低温乳液聚合生产丁苯橡胶工艺过程 (4)2.3.1单体及化学品溶液接受 (5)2.3.1.1.丁二烯(BD) (5)2.3.1.2苯乙烯(ST) (5)2.3.1.3乳化剂(EM) (5)2.3.1.4活化剂(ACT) (6)2.3.1.5调节剂(MOD (6)2.3.1.6氧化剂(OXI) (6)2.3.1.7终止剂溶液(S.S) (6)2.3.2聚合 (6)第2篇设计计算说明书 (8)第1章基础数据 (8)第2章聚合工段物料衡算 (9)2.1进料计算 (10)2.2出料计算 (11)第3章聚合工段热量衡算 (12)3.1聚合热 (13)3.2冷却显热 (13)3.3搅拌热 (14)3.4大气吸热(略) (14)3.5所需氨的量 (14)第4章反应器和搅拌桨的选择 (15)4.1反应釜的选型 (15)第5章管道直径与贮罐的计算 (16)5.1管道与贮罐的计算 (16)5.1.1 管道直径的计算 (16)5.1.2 贮罐的计算 (17)第6章换热器的设计型计算 (17)6.1换热器计算基本条件 (17)6.2计算壳程压降及给热系数Α0 (18)第7章泵的计算 (19)7.1泵P—304的设计 (19)7.1.1 条件依据 (19)7.1.2 管内流体的流速 (19)7.1.3 泵的选型 (20)参考文献 (20)致谢 (22)材料科学与工程学院课程设计摘要本设计为年产6万吨乳聚丁苯橡胶装置工艺设计,以聚合工段为工艺设计的主要对象。
LF36型PVC糊树脂聚合釜的开发设计
LF36型PVC糊树脂聚合釜的开发设计郑国光,罗忠新(锦西化工机械(集团)有限责任公司,辽宁葫芦岛125001)摘要:介绍了用于生产聚氯乙烯糊树脂生产装置的关键设备—LF36型PVC 糊树脂聚合釜的技术特性、结构特点及生产能力。
关键词:PVC ;糊树脂;聚合釜;开发设计中图分类号:TQ325.3文献标识码:B文章编号:1009-1785(2009)03-0030-021LF36型PVC 糊树脂聚合釜的开发意义随着经济的稳步发展,国内市场对聚氯乙烯糊树脂的需求有了较大增长,特别是在汽车、建筑、电子和涂料等方面的需求显著增加。
与粉状PVC 相比,2005年以前国内PVC 糊树脂发展相对缓慢,市场基本处于供需平衡状态,行业整体发展较为平稳,糊状树脂的利润也明显高于粉状树脂。
由于国内糊树脂的生产企业较少,行业竞争明显小于粉状树脂;近年来糊树脂下游需求有比较明显的增长,进口数量占国内消费的比例较大;再加上目前国内用于生产糊树脂的聚合釜产能较低,不如粉状树脂设备发展得成熟。
由于以上原因,研制糊树脂生产专用高产能聚合釜具有相当重要的意义。
LF36型糊树脂聚合釜是在LF24型PVC 糊树脂聚合釜基础上,与天津渤天化工有限公司生产工艺配套使用,主要研制内容有:搅拌冷模试验及放大优化设计;传热试验及传热结构的设计与制造;釜内件的复合电解研磨抛光;大功率传动装置的设计与制造;大轴径下传动釜用机械密封的设计与制造。
2LF36型PVC 糊树脂聚合釜的性能特点LF36型PVC 糊树脂聚合釜是在消化吸收引进日本三菱公司技术的36m 3PVC 糊树脂聚合釜基础上,进行消化、吸收及创新,并结合锦西化工机械公司设计制造的LF24型PVC 糊树脂聚合釜等系列釜的设计制造经验,将国内外多项先进技术经过二次开发用于该釜,总体技术达到国际先进水平,与天津渤天化工有限公司化工工艺相匹配,适用于微悬浮法工艺,生产各种型号的PVC 糊状树脂,并实现全过程自动化控制。
聚合反应釜壳体结构优化设计

1 聚 合 反 应 釜 的 主 要 设 计 数 据及 分 析
聚合反应釜的筒体尺寸为 D 240m 620 N 0 m× 0 mm, 体 材 质 为 Q 4 R +¥ 10 ; 套 尺 寸 为 壳 25 34 8 夹 D 260f 90I 夹 套 壳 体 材 质 为 Q 4 R N 0 l x 0 n, i m 5 n 25 。 设 备 支撑方 式为悬 挂式 耳式 支座 。主要设 计 数据见 表 1设备 结构 如 图 1所示 。 ,
Q[ = L
+ , J L ,
k N
耳式 支 座处 圆筒所受 的支座弯 矩 :
ML =Q(2 s) 1 = 5 5 N・1 Z 一 1/ 0 6 .5k 1 1 以上公 式 中的字母 含义 按 J / 7 2 3 O7 B T4 1 . —2 0 。
内筒
2 外 压 加 强 圈 的设 置
2 1 外压 加 强圈位 置设置 .
耳 式支 座处 圆筒所 受 的支座 弯矩 : ML (2 1/ 0 = 3 9 N ・/ =Q Z 一s) 1 。 5 . 9k 1 1
加强 圈可设置在容器内部或外部 , 聚合反应釜 内搅 拌为 螺带 式搅拌 , 带与 设 备 内壁 问 隙 只有 3 螺 0 m 考虑 制造 的 圆度 控 制 要 求 , 器 内部 没 有 设 置 m, 容 加强 圈 的空 间 , 加强 圈 只能设 置在筒 体外 部 。 2 2 外压 加 强圈 间距 的确 定 . 外 压 加 强 圈 的 间 距 越 小 , 体 外 压 计 算 厚 度 筒 越 小 。综 合 考 虑 工 艺 要 求 、 体 内压 计 算 确 定 的 筒 名义厚度 、 制造 工 艺 等 要 素 取 合 理 的 间 距 。 因 为 外 压 加 强 圈 设 置 在 简 体 外 壁 , 压 加 强 圈 问 距 小 外 会 给 夹套 内物 料 流 通 引 起 很 大 的 压 力 降 , 响 撤 影 走 反应热 , 导致设 备 内的聚合反应 及产 品质量不 稳定; 以筒体 内压计 算确定 的名义厚 度来 校算外 压 加 强 圈 的 间 距 , 样 就 充 分 利 用 了壳 体 的有 效 这 厚 度 ; 压 加 强 圈 间距 越 小 , 套 分 段 就 越 多 , 外 夹 夹 套 的焊接 量越 多 , 射线 检测 长度 相 应增 加 , 加工 成 本增加 。本 设备 的设 计 首要 考 虑 的是 满 足工 艺要求 , 经工艺专业测算 最多设 置三 圈外 压加 强 圈 能 够 达 到 工 艺 要 求 。 同时 考 虑 制 造 工 艺 , 后 最 确 定 外 压 加 强 圈 间 距 为 16 0 mm ( 一 张 板 0 合 宽 ) 经计算得简体外压计算厚度 为 1 . m, , 5 1m 壳 体 的 名 义 厚 度 减 薄 了 1 0mm。 2 3 外压加 强 圈的设 计 刮 。 加 强 圈 的设 计 : 是 加 强 圈 的 开 孔 要 满 足 工 一 艺 物 料流 速要 求 , 以保 证 聚 合 反 应 的 正 常 进 行 ; 二 是 满 足 刚 度 要 求 ; 要 便 于设 备 的制 造 。夹 套 三 内 物 料 的 流 速 为 0 4m/ , 道 内 流 速 为 2m s . s管 /, 通 过 流 量 平 衡 得 出外 压 加 强 圈 所 需 开 孔 为 2 0个 t 0 m 的流 通 孔 ( 图 2 。从 设 备 制 造 工 艺 考 h m 4 见 ) 虑, 焊接 H型钢作为外压加强 圈最为合适 。开孔 外 压 加 强 圈 展 开 后 可 视 为 一 蜂 窝 梁 , 设 备 的外 本 压加 强 圈 孔 桥 为 3 9 m l 见 图 3 , 足 蜂 窝 梁 最 5 r( l )满 小 孔桥 不 应 小 于 10m 的 一 般 规 定 , 时 很 容 0 m 同 易计 算 得 到 加 强 圈截 面 惯 性 矩 为 8100 0mm , 6 0 通 过计 算 得 外压 加 强所 需 惯 性矩 1 3 m , 337 3m 1 1 有效 惯 性矩 为 119 813mm , 足 刚度 要 求 。 7 1 满 1
一种聚合反应釜的自动控制系统设计
一种聚合反应釜的自动控制系统设计1.釜的控制与调节:釜的控制主要包括控制釜的开关和关闭、控制釜内的压力、温度和搅拌速度等。
将釜的开关和关闭设置为自动控制模式,可以通过信号传感器来监测釜内的压力和温度。
当压力和温度超过设定值时,系统可以自动调节加热或冷却功能,保持在设定范围内。
搅拌速度也可以根据需要进行自动调节,以控制反应的效果。
2.温度控制:温度是影响反应过程的重要因素之一、通过设置温度传感器,可以实时监测反应釜内的温度,并将温度信号传递给控制器。
控制器根据事先设定好的反应温度曲线,自动调节加热和冷却设备,保持反应温度的稳定。
3.压力控制:在聚合反应过程中,压力的变化可能会影响反应的速率和效果。
因此,该系统应该包含压力传感器用于监测釜内的压力,并将信号传递给控制器。
控制器根据设定的反应压力范围,自动调节加热和冷却设备,保持反应釜内的压力在设定范围内。
4.进料控制:在聚合反应过程中,需要逐渐添加反应物料。
进料控制系统应包含流量传感器,用于测量反应物料的流量。
控制器根据设定的反应物料流量曲线,自动调节进料速度,以控制反应过程。
5.搅拌控制:搅拌是聚合反应过程中的一个重要步骤,可以促进反应物料的混合和均匀分布。
搅拌控制系统应包括搅拌速度传感器和控制器。
控制器根据设定的搅拌速度曲线,自动调节搅拌设备的转速,以达到所需的混合效果。
6.反应物浓度控制:在聚合反应过程中,反应物浓度的变化可能会影响反应的速率和效果。
反应物浓度控制系统应包括浓度传感器和控制器。
控制器可以根据浓度传感器测量到的反应物浓度,自动调节进料速度或反应时间,以控制反应物浓度在设定范围内。
以上是一种聚合反应釜的自动控制系统设计,包括釜的控制与调节、温度控制、压力控制、进料控制、搅拌控制和反应物浓度控制等方面。
通过自动控制系统的设计,可以提高反应的稳定性和效率,减少人工操作并降低安全隐患。
立方米聚合釜的设计设计说明
立方米聚合釜的设计设计说明毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:摘要本文首先介绍了聚氯乙烯(PVC)的广阔发展前景,而聚合釜是生产PVC的最重要设备。
又简单介绍了国内外聚合釜设计技术的发展历程及制造厂家。
从材质的传热性能、传热面积、搅拌器的设计、釜顶冷凝器及釜壁抛光几个方面阐述了聚合釜结构对生产能力的影响。
又介绍了釜体和夹套的技术特性,以及安装、试车、操作、岗位要求。
同时指出设备特点及存在的问题并提出改进意见。
然后是详细的工艺计算和强度计算,进而各个位置尺寸和部件进行选择确定。
关键词:聚氯乙烯,设计,计算AbstractThis paper describes the broad prospects for development of PVC,the production of PVC polymerization reactor is the most important equipment.Also a brief home and abroad polymerization reactor design and technological development and manufacturer.Heat transfer from the material, heat transfer area, mixer design, the condenser and the reactor vessel top wall of polished several aspects of the polymerization reactor structure on the capacity of.Also introduced the reactor body and the jacket of the technical characteristics,And installation, commissioning, operation, job demands.Also pointed out that the device characteristics and problems and suggest improvements.Then the detailed process calculation and strength calculation,Size and components in various locations and then select OK.Key Words:PVC;Design;Calculate目录摘要 (I)Abstract (II)第1章设计说明书 (1)1.1概述 (1)1.1.1国内外聚合釜技术的发展历程 (1)1.1.2我国制造聚合釜的厂家 (4)1.2聚合釜结构对生产能力的影响 (5)1.2.1材质的传热性能 (5)1.2.2传热面积 (6)1.2.3搅拌的设计 (6)1.2.4釜顶冷凝器 (8)1.2.5釜壁抛光 (8)1.3设备的技术特性 (8)1.3.1釜体的试验、检验要求 (9)1.3.2 夹套的试验,检验的要求 (9)1.4安装、试车、操作及岗位要求 (9)1.4.1 安装 (9)1.4.2试车要求 (10)1.4.3设备的操作要求 (10)1.4.4岗位安全要求 (10)1.5设备特点及存在的问题和改进的意见 (11)1.5.1设备特点 (11)1.5.2设备的特点 (11)1.5.3 改进的意见 (11)1.6维修注意事项 (11)1.6.1 检修周期 (11)1.6.2 检修内容 (11)第2章工艺计算 (12)2.1原始数据 (12)2.2 物料衡算 (13)2.3釜体工艺尺寸的确定 (14)2.3.1釜体内直径、高度的确定 (15)2.3.2封头的选择 (15)2.3.3 夹套的选择 (15)2.4热量衡算 (17)2.4.1热水量的计算 (18)2.4.2 冷却水用量(聚合时间为11小时) (20)2.4.3 所需传热面积 (21)2.5釜体内冷管的计算 (21)2.6实际传热面积及校核 (22)2.7搅拌器设计 (22)2.7.1桨叶的形式,安装方式、尺寸 (22)2.7.2搅拌转速的确定及功率的计算 (24)2.7.3 电机、减速机的选择 (26)2.8安全阀的选择 (27)2.8.1 安全阀的工作原理及工作过程 (27)2.8.2 液化气体容器的安全泄放量 (27)2.8.3 安全阀排放能力的计算 (28)2.8.4 安全阀的规格尺寸(P10-9) (28)2.9工艺接管的计算及选择 (29)2.9.1 进、出料管径和长度 (29)2.9.2夹套进、入口管管径及长度 (30)2.9.3温度计接管等列表 (30)2.9.4放料阀 (31)2.9.5 接管法兰的选择、法兰盖的选择 (31)第3章强度计算 (32)3.1设釜体、夹套的计 (32)3.1.1选材 (32)3.1.2釜体,封头的计算及校核 (33)3.1.3 夹套壁厚设计 (35)3.1.4 夹套封闭结构设计 (36)3.1.5 夹套螺旋导流板的间距确定 (37)3.2釜体及夹套的开孔补强 (38)3.2.1 釜体的开孔补强 (38)3.2.2 夹套的开孔补强 (39)3.3内冷管外压稳定性校核 (40)3.4支承结构设计计算 (41)3.4.1支承结构形式 (41)3.4.2载荷计算 (41)3.5搅拌轴的设计 (42)3.5.1轴的最小直径 (42)3.5.2轴结构的确定 (43)3.5.3 轴的刚度校核 (44)3.5.4 轴的临界转数的计算 (44)3.6轴承的选择及寿命计算 (46)3.6.1 轴的轴向力 (46)3.6.2 轴承的选择 (47)3.7人孔的选择 (49)3.8轴底轴承的选择及支架的设计 (49)3.9减速机机座选择 (50)参考文献 (51)致谢 (52)第1章设计说明书1.1概述聚氯乙烯(PVC)具有良好的电性能和阻燃性能,机械强度高,耐腐蚀,建筑、运输、包装、电子电器和室内装饰材料诸方面均占有巨大的市场:加之PVC生产中资源消耗少、能耗低、原料易得,在通用塑料中成为性能较好、生产成本最低的产品品种,具有较广阔的发展前景。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1概述(现状、应用: ……;工艺配方:……;性能指标:……;主要原料及主要特性参数:……) 2生产工艺流程【工艺路线的选择……;工艺流程图(详见工艺流程图);工艺流程叙述……(生产操作过程、各控制参数、操作时间等) 】 3生产控制及三废处理各岗位生产控制(3.1.1各岗位控制条件;3.1.2……) 三废处理(3.2.1废水及废液;3.2.2废渣;3.2.3废气) 4设备选型原则4.1主要设备的选型原则(反应釜的选型原则、搅拌器的选型原则)4.2辅助设备选型原则(泵的选型原则、各辅助设备(具体选型见后面章节)) 5物料衡算 物料衡算的任务 衡算依据及收集的数据衡算基准:(日产量,每釜日产能力及釜个数) 反应釜每批投料量其它物料(水、汽等等) 6釜设计6.1设计任务选择釜及夹套材料,确定聚合釜和夹套的几何尺寸,并对聚合釜及夹套进行强度计算。
6.2设计依据 ……6.3釜几何尺寸的确定选定罐体高/径比i= (1.1~1.3)由估算公式:3iV4D π≅计算结果, 例如:初步选取公称直径为Dg2600的筒体,封头选取Dg2600的标准椭圆封头。
查表得封头的尺寸如下:曲边高度h 1=650mm ,直边高度h 2=50mm内表面积F h =7.6545m 2 ,容积V h =2.5131m 3查表得Dg2000的筒体的有关数据如下:一米高容积V 1=5.309m 3 ; 一米高内表面积F 1=8.17m 2则筒体高度计算为:H=(V -V 封)/V 1=(20-2.5131)÷5.309=3.29 m 按材料规格求整为: H=3.2 m 长径比 H/D=3200÷2600=1.23, 釜的实际体积为:V 实际 = HV 1+V 封 = 3.2×5.309+2.5131 =19.50m 3釜的实际装料系数为:η实际=V 物/V 实际=15.98÷19.50=0.82由此可见,聚合釜的尺寸合理。
釜设计最大生产量为: 19.50×0.85=……m36.4夹套几何尺寸的确定取公称直径为Dg2800的夹套,夹套封头也采用标准椭圆封头,并取与夹与筒体相同的直径。
查表得Dg2800的标准椭圆封头的有关尺寸如下:直边高度h2=700mm ;内表面积F h=8.8503m2 ;容积V h=3.1198m3聚合釜筒体部分物料的高度:H物=(V物-V封)/V1=(16-2.5131)÷5.309=2.54m液面高度H液=H物+h1+h2=2540+50+650=3240mm夹套包围的筒体高度:H包=H物+△=2.54+0.18=2.72m夹套筒体的高度:H夹=H包+50=2720+50=2770mm聚合釜内传热面积 A=H包F1+F h=2.72×8.80+7.6545=31.6m2由《化工设备机械基础》式4-5校核:……传热面积合适。
6.5釜壁厚的计算聚合釜采用0Cr19Ni10与16MnR不锈钢复合钢板制造。
可以16MnR钢来进行强度计算。
设计压力?1.1;设计温度?180聚合釜计算厚度为:δ= PcD i/(2φ[σ]t-Pc)=1.1×2600/(2×0.85×180-1.1)=9.38mmδn =δ+C+△其中C = C1+C2 C1为钢板负偏差,取0.8mm,C2为腐蚀裕度,取1mm, 则壁厚附加量C=1.8mm δn=9.38+1.8+△=12.5mmδe =δn-C=12.5-1.8=10.7mmD0/δe=(Di +2δn)/δe其中D0为聚合釜外径,Di为聚合釜内径。
则D0/δe=(2600+12.5×2)/10.7=245.33计算长度 L=H+h2+1/3h1,其中H为筒体高度,h2为封头直边高度,h1为封头曲边高度。
则L=3293+50+1/3×650=3559.67mm=3560mmL/D0=3560/2600=2.27查《外压或轴向受压圆筒几何参数计算图》,得到系数A=0.00018然后查图《外压圆筒和球壳厚度计算图(16MnR钢)》,A点位于曲线左边,用公式[P]=2AEt/3(D0/δe)在操作温度下,钢板Et=1.86×105 MPa[P]=2×0.00018×186×109/(3×245.33)=0.1 MPa〈0.7 MPa所以10 mm厚钢板不适合。
当δn =26mm时,D0/δe =(2600+12.5×2)/26.2=100.19查《外压或轴向受压圆筒几何参数计算图》,得到系数A=0.0005,然后查图《外压圆筒和球壳厚度计算图(16MnR钢)》B=68MPa则计算许用外压力[P][P]=B/(D0/δe)=68/100.19=0.68MPa设计外压P=0.7MPa ,小于[P]且比较相近。
则所选取的δn=26 mm符合要求。
即筒体厚度δn=26mm封头厚度取与筒体相同的厚度26mm6.6夹套厚度的计算夹套选用15MnVR钢板制造。
夹套计算厚度为:δ= Pc Di/(2φ[σ]t-Pc)式中:Pc为计算压力;取0.75MPa;Di为夹套内径;2800mm;φ为焊缝系数,取0.85(双面对接焊,局部无损探伤);[σ]t为材料许用应力,查表得180MPa则δ=0.75×2800/(2×0.85×180-0.75)=6.88mm钢板名义厚度δn=δ+C+△ 其中C = C1+C2,C1为钢板负偏差,取0.6mm,C2腐蚀裕度取2mm,则壁厚附加量C等于2.6mm那么,δn=6.88+2.6+△=9.68mm =10mm夹套封头厚度取与夹套筒体相同的厚度10mm6.7水压试验应力校核筒体水压试验应力校核水压试验压力P T =1.25P=1.25×1.1=1.65MPa水压试验时的薄膜应力为σT =P T(Di+δe)/2δe 考虑到液柱压力,代入计算时P T 取1.70MPaσT =1.70×(2600+26.2)/2×26.2=34.40MPa查表得16MnR的屈服极限σs=325MPa故0.9φσs = 0.9×0.85×325=248.63MPa >34.40MPa =σT则筒体厚度满足水压试验时强度要求。
夹套水压试验应力校核夹套水压试验压力为P T =1.25P[σ]/[σ]T =1.25×0.75×180/180=0.94MPa水压试验时的薄膜应力为σT = P T(Di+δe)/2δe ,考虑到夹套液柱压力,代入计算时P T取1.00MPa有效厚度δe=δn- C = 10 – 2.6 = 7.4mm故σT = 1.00×(2800+7.4)/2×7.4=189.69MPa查表得20R的屈服极限σs=390MPa故0.9φσs=0.9×0.85×390=298.35MPa >189.69MPa =σT所以夹套厚度满足水压试验时强度要求。
水压试验的顺序是先做聚合釜水压试验,试验合格后再焊上夹套。
然后做夹套水压试验。
夹套水压试验压力时,聚合釜内至少要保持0.3MPa的压力。
釜有关数据查表直径为2600mm,厚度为26mm的筒体一米高的质量为1684㎏,聚合釜封头质量为1548.6 ㎏。
直径为2800mm,厚度为10mm的夹套筒体一米高的质量为644㎏,夹套封头质量为678.0 ㎏。
则聚合釜质量m1=1684×3.29+1548.6×2=8637.56㎏夹套质量m2=644×2.8+678.0=2481.2㎏聚合釜总质量m = 8637.56+2481.2 = 11118.76㎏表6-1 聚合釜有关数据表项目直径高度厚度封头直径材质质量(mm )(mm ) (mm ) (mm ) (mm ) (㎏) 釜 体 2600 3290 26 2600 复合钢板 8637.56 夹 套2800277010280015MnVR2481.2支座的选型有上面的计算可以知道,聚合釜装满物料的时候总重为:m=11118.76+15827.39=26949.15㎏所以支座的型号可以选B 型悬挂式支座:支座B10 JB1165-81.每个支座重32.4㎏ 7搅拌器的设计 7.1设计任务确定搅拌器的型式、几何尺寸、转速、轴功率以及电动机、减速机的选型。
7.2设计依据 7.3 搅拌器型式及转速 7.4 搅拌器轴功率取D/T=0.5 ,其中 D —搅拌器直径 T —釜的直径, 则D=0.5×2600=1300mm液体的平均密度ρ1=(ρ1x +ρ2x +ρ3x +......), (X 1+X 2+X 3+ (1)代入数据得:=ρ 1.21g/cm 3搅拌器的材料,用不锈耐酸钢 有雷诺数Re=μρN D 2=2.0100021.142.13.13.1⨯⨯⨯⨯=1.5×104查表得:Np=1.8有轴功率公式:P= Np ρN 3D 5式中:P —轴功率,kw ;N —搅拌器转速,r/min ; D —叶轮直径,m ; ρ—流体密度,g/cm 3。
则P=1.8×1.21×103×(1.42)3×(1.3)5=23.1kw 7.5釜的传动装置聚合釜的搅拌器由传动装置来带动,传动装置通常设置在釜顶封头的上部。
聚合釜传动装置的设计内容一般包括:电机、减速机的选型等。
7.5.1常见电机及其连接尺寸电机功率必须满足搅拌器运转功率与传动系统、轴封系统功率损失的要求,还要考虑到有时在搅拌操作中会出现不利条件造成功率过大。
电机功率可按下式计算:Pd=(P+ P ') /n =(23.1+23.1×5%)/0.95=25.5kwP —电机功率,kw ;P —搅拌轴功率,kw ;P '—轴封系统的摩擦损失,kw ;η—转动系统的机械效率。
本工艺选用Y180L-25型三相异步电动机。
7.5.2釜用减速机类型、标准及其选用反应釜用的立式减速机,主要的类型有谐波减速机、摆线针轮行星减速机、二级齿轮减速机和V带传动减速机。
本工艺选用的是LC系列减速机,型号LC200A-25电机,额定功率2.2kw,转速750r/min,搅拌轴转速150r/min。
7.5.3凸缘法兰选用M型凹面凸法兰7.5.4安装底座安装底座采用螺柱等紧固件,上与机架连接,下与凸缘法兰连接,是整个搅拌传动装置与容器连接的主要接件。
安装底盖公称直径500mm,机架公称直径320 mm。
7.5.5机架机架是安放减速机用的,它与减速机底座尺寸应匹配。