陶瓷件的生产设备
陶瓷工艺

7、试简要概述陶瓷生产过程中的常见机器、设备及其作用。
打浆机(搅拌机)--用以把瓷泥打成浆状。
滚压车床和修坯车--机器成型。
压缩机--除尘、脱坯、喷釉等等。
注浆床--用以倒浆及其他操作。
缶架,缶板和托盘--用以放置瓷坯。
窑炉配套--烧成。
12、试述何谓粘土的触变性,及其产生原因。
定义:粘土泥浆或可塑泥团受到振动或搅拌时,粘度会降低而流动性增加静置后能恢复原来状态。
反之,相同泥浆放置一段时间后,在维持原有水分的情况下会增加粘度,出现变稠和固化现象,上述现象可重复无数次,统称为触变性。
产生触变性的原因:由于粘土片状颗粒的活性边面上尚残留少量电荷未被完全中和,以致形成局部边-边或边-面结合,使粘土颗粒之间常组成封闭的网络状结构。
这时,泥料中的大量的自由水被分隔和封闭在网络的空隙中,使整个粘土-水系统好像水分减少,粘度增加,变稠及固化现象,但这样的网络状结构是疏松和不稳定的,当稍有剪切力的作用或振动时,网络即被破坏,又呈流动状态。
15、试从传统与现代2个方面简述陶瓷的概念传统上,陶瓷是指所有以粘土为主要原料与其它天然矿物原料经过粉碎、混炼、成形、烧结等过程而制成的各种制品。
现代上,陶瓷是经过原料制备与合成、成型、烧结、后加工等工艺过程而制得的一类无机非金属材料。
19、由陶到瓷的发展过程,必须突破哪几个重要技术关键?1、原料的选着和精制2、窑炉的改进和烧成温度的提高3、釉的形成和发展20、陶瓷原料化学分析的主要成分,主要矿物的理论化学式。
粘土矿物高岭土:Al2O3 ·2SiO2·2H2O(n>2)蒙脱石(膨润土):Al2O3·4SiO2·nH2O(n>2)长石类:钠长石:Na[AlSi3O8]或者Na2O·Al2O3·6SiO2钾长石K〔AlSi3O8〕钙长石Ca(Al2Si2O8) 钡长石Ba(Al2Si2O8)石英(sio2):水晶,脉石英,砂岩,石英岩,石英砂莫来石:3Al2O3·2SiO221、陶瓷施釉的主要作用是什么?1、使坯体对液体或气体有不透气性。
陶瓷工业机械设备干燥机械设备.pptx
建筑卫生陶瓷干燥设备
卫生陶瓷坯体特点 卫生陶瓷的成型方法可以分为
微压注浆和高中压注浆 ①.微压成型的坯体,干燥后坯体含水量为18%左
右。坯体强度低,稍加外力或振动即变形,造 成次品,废品。
②.高压注浆成型的坯体有较好的机械强度,可直
接用较大的干燥强度进行干燥。
第14页/共18页
1、概念 使物料(如湿坯、原料、泥浆等)获得能量,液体水气化而排除水分的
过程,称为干燥。 获得能量(热能)的形式:①.热气干燥 ②.微波干燥 ③.红外干燥
④.电势干燥(工频干燥) ⑤.高频干燥
2、作用 提高生坯强度和抵抗变形的能力,便于搬运、修坯、施釉和烧成。
3、基本原理 物料中的水分获得热量后气化蒸发,由液体水 气体,向周围介质
3、立式布局形式: 占地面积小,动力消耗较小,也用吊篮,干燥室设在楼上,与楼下的
成形、修坯组成生产线,温度不太均匀。多用于非定向对位干燥或需要 干燥速度较慢的场合。
4、综合布局形式: 其链条既有水平走向也有垂直走向,它综合了卧式和立式布局形式
的 特点,一般用于非定向对位干燥的场合。
第9页/共18页
卧式单层布局形式
3、按应用的热源可分为: 热风干燥机 、红外线辐射干燥机 、电热干燥机 、复合热源干燥机
4、按干燥工序可分为: 一次干燥机 、二次干燥机 、三次干燥机
第3页/共18页
干燥机的组成
干燥机械的形式繁多,但不论哪种形式,从结构来看,一般均包括下述 六个部分: 1、干燥室
它是完成干燥的场所。为了减少热损失,要密封。 2、热源装置
建筑卫生陶瓷干燥设备
大空间(恒定温度)的坯体干燥设备
原采用蒸汽加热的方法 现用恒温恒湿系统
陶瓷制造设备设施清单
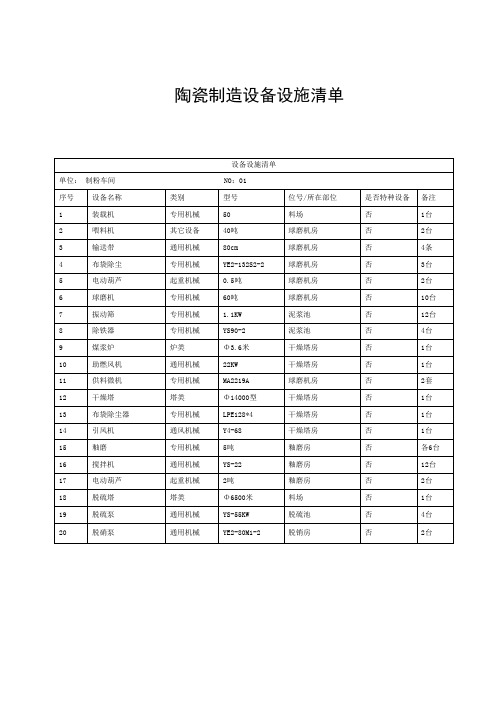
陶瓷制造设备设施清单设备设施清单单位:制粉车间 NO:01序号设备名称类别型号位号/所在部位是否特种设备备注1 装载机专用机械50 料场否1台2 喂料机其它设备40吨球磨机房否2台3 输送带通用机械80cm 球磨机房否4条4 布袋除尘专用机械YE2-132S2-2 球磨机房否3台5 电动葫芦起重机械0.5吨球磨机房否2台6 球磨机专用机械60吨球磨机房否10台7 振动筛专用机械 1.1KW 泥浆池否12台8 除铁器专用机械YS90-2 泥浆池否4台9 煤浆炉炉类Φ3.6米干燥塔房否1台10 助燃风机通用机械22KW 干燥塔房否1台11 供料微机专用机械MA2219A 球磨机房否2套12 干燥塔塔类Φ14000型干燥塔房否1台13 布袋除尘器专用机械LPE128*4 干燥塔房否1台14 引风机通风机械Y4-68 干燥塔房否1台15 釉磨专用机械5吨釉磨房否各6台16 搅拌机通用机械YS-22 釉磨房否12台17 电动葫芦起重机械2吨釉磨房否2台18 脱硫塔塔类Φ6500米料场否1台19 脱硫泵通用机械YS-55KW 脱硫池否4台20 脱硝泵通用机械YE2-80M1-2 脱销房否2台单位:联合车间 NO:02序号设备名称类别型号位号/所在部位是否特种设备备注1 压机专用机械类4009 联合车间东侧否4台2 压机进砖平台动力类YS90S4 联合车间东侧否4台3 压机连接线动力类YS8024 压机进砖平台否164 压机翻坯器动力类YS-80M2-4 压机进砖平台否 45 压机浮土机动力类YS90S4 联合车间东侧否166 电动葫芦电机动力类2d22-4 联合车间东侧是 17 压机料车动力类JS-100L2-4 联合车间东侧否 48 下砖机专用机械类YD-CPSZD600/800 联合车间西侧否 69 烘干窑炉炉类230*3.2m 联合车间南侧否1条10 传动线动力类YS8024 烘干窑南侧否23台11 风机动力类JHM-160M-4 排潮平台否 212 除尘器动力类JHM-4 窑炉控制室西侧否 213 烧成窑炉炉类专用设备车间北侧否1条14 窑头存坯器动力类YE2-90L-4 窑头否 115 窑头快拉动力类YE2-90L-5 窑头否 316 排烟平台动力类JHM-355M2-4 窑头否 217 余热平台动力类JHM-250M-4 排烟平台否 218 施釉线起重运输类80米*1米联合车间中部否2条19 淋油房搅拌桶动力类YS8024 淋油房否1220 振动筛动力类XY-110-2 淋釉房否 621 喷墨机专用机械类JET980 施釉线否 222 印花机通用机械类施釉线否14 单位:抛光车间 NO:03序号设备名称类别型号位号/所在部位是否特种设备备注1 上砖机专用机械类YDCPSZS-600/800 上砖作业区否2台2 刮平机专用机械类GD80018 定平刮厚作业区否1台3 刮平机专用机械类GD80016 定平刮厚作业区否1台4 抛光机专用机械类JP800120 抛光作业区否6台5 磨边机专用机械类BSQ100118+2 前磨作业区否2台6 磨边机专用机械类BSQ100126+2 后磨作业区否2台7 磨边机专用机械类BSH100126+2 后磨作业区否2台8 磨边机专用机械类BSH100126+2 前磨作业区否2台9 切磨机专用机械类JPT868D 拣选作业区否2台10 风机通用机械JWB-X1.1B-400 后磨作业区否2台11 布袋除尘机专用机械类纳米抛光作业区否2台12 水泵通用机械B9-250 循环水池否4台单位:检选车间 NO:04序号设备名称类别型号位号/所在部位是否特种设备备注1 自动分色机专用设备WLZ2070 分色房否2条2 线架动力类TWB*0.75B-190F 分色房否2条3 检选线架动力类YS90S4 检选线否3台4 叠砖机专用机械KXDA800B*/90 包装岗位否4台5 全自动包装机专用机械KXBT800B*/91 包装岗位否16台6 半自动包装机专用机械KXML800B*/92 包装岗位否4台7 码包机专用机械KXML800B*/93 包装岗位否2辆8 叉车起重机械CPC35 拣选车间是2辆单位:动力部 NO:05序号设备名称类别型号位号/所在部位是否特种设备备注1 变配电室动力类10KV 厂区中北侧否1座2 变压器动力类S11-2005KVA 配电室否1台3 并联电容器动力类BSMJO.45-30-3 配电室否1组4 发电机备电联合车间否1台5 手持电动工具QIF-FF-25 厂区内否3台6 天然气调压装置其他设备设施厂区西北侧否1台7 天然气管线其他设备设施厂区北侧否1路8 磨光机其它设备SIM-FF-100A 维修房否1台9 手电钻其它设备F12-FF-10A 维修房否1把10 电焊机专用机械BS1315 大修房否2台单位:成品库 NO:06序号设备名称类别型号位号/所在部位是否特种设备备注1 叉车起重运输COC35 成品库是1台。
陶瓷制品加工设备操作说明书
陶瓷制品加工设备操作说明书一、设备简介陶瓷制品加工设备是一种专业的机械设备,主要用于制作和加工各种陶瓷制品。
该设备具备精确控制温度、高效加工速度、可靠性以及多功能等特点,可广泛应用于陶瓷制品生产厂家、工艺美术品制作、艺术陶瓷创作等领域。
二、设备安装1. 在安装设备前,请确保安装环境的平整度和稳定性,避免安装过程中出现晃动或倾斜。
2. 将设备稳固地放置在安装位置上,确保设备与地面完全贴合。
使用调平器进行调整,以确保设备的稳定性。
3. 检查设备连接电源、气源等线路是否正常,确保设备启动时电力和气体供应的稳定性。
三、设备操作1. 首先,将设备的电源打开,并确保设备正常通电。
待设备稳定运行后,按下启动按钮,设备将开始工作。
2. 设备工作期间,请确保操作者佩戴好防护手套和护目镜,以保护自身安全。
3. 操作者应熟悉设备的控制面板和操作按钮,确保正确使用各个功能调节。
4. 设备的加工参数(如温度、时间等)可根据具体产品要求进行调整。
请使用者根据加工产品的需要进行设定,并按正确的操作步骤进行调节。
5. 当设备发生故障时,请立即停止使用,并进行检修。
如果无法修复,请联系售后服务人员。
四、设备维护1. 定期对设备的各个部件进行清洁,确保设备的外观整洁以及内部零部件的正常运行。
2. 检查设备的电线、气管等连接部分是否有松动或损坏,及时进行修复或更换。
3. 在经过一段时间的使用后,更换设备中的润滑油,并进行润滑保养,以保证设备的正常运行。
4. 当设备长时间停用时,应将设备进行彻底清洗,并采取相应措施防止设备受潮或生锈。
五、安全提示1. 切勿用湿手操作设备以及插拔电源线,以免发生触电危险。
2. 在设备工作期间,请勿将手指或其他物品伸入设备内部,以防止夹伤或其他伤害。
3. 使用该设备时,请将注意力集中于操作上,避免发生操作失误而导致伤害事故。
4. 如发现设备有异常情况或故障,应立即停止使用,并联系专业人员进行检修。
六、总结本操作说明书详细介绍了陶瓷制品加工设备的使用方法和维护要点。
陶瓷生产技术及设备-3
成 型
3.1 器形的合理设计
陶瓷制品的器形设计讲究 “实用、美观、可加工、高生产效率” 的原则。
3.2 成型方法的分类与选择
一、成型方法的分类
半干压法:坯料含水率 8~15%
1. 压制法成型
普通压制法成型
等静压法成型
干压法:坯料含水率 3~7%
2. 可塑法成型:雕塑、拉坯、印坯、盘筑、旋坯、滚压、车坯、 挤出、注塑、轧膜法等。坯料含水率 18~26 %。 常压注浆(石膏模) 3. 注浆法成型 中高压注浆(多孔树脂模) 坯料含水率 28~35% 流延法成型(金属模) 热压铸法注浆(金属模)
● 轧膜成型适于轧制 1mm以下 的坯片,通常是 0.15mm左右, 最薄可达 0.05mm。
3.3 可塑成型
八、其他手工可塑成型方法
1. 雕塑
一般雕塑
雕塑
镂空雕塑 堆贴雕塑
● 镂空雕塑
3.3 可塑成型
八、其他手工可塑成型方法
1. 雕塑
● 堆贴雕塑
3.3 可塑成型
八、其他手工可塑成型方法
2. 盘筑(围筑)塑形
3.3 可塑成型
三、挤压(出)成型
挤出成型主要适用于管状、棒状、截面和中孔一致的制品的成型。 坯体外形由挤出机机嘴的内表面形状确定,坯体长度则根据尺寸 要求进行切割。
3.3 可塑成型
四、车坯成型
● 主要设备:立式或卧式车坯机;模具:金属车刀 车坯成型适合用来成型外形复杂的圆柱状制品,如各种瓷质绝 缘件。所采用的坯料为经真空练泥机挤出的塑性泥段。有湿式 车坯和干式车坯二种。 湿式车坯:坯料含水率16~18%,成型坯体精度较差且易 变形,但刀具磨损小,无粉尘产生。 干式车坯:坯料含水率 6~11%,成型坯体精度高,但刀 具磨损大,粉尘大。
陶瓷成型机械-成型工艺及装备概述

120-140oC,脱模后温度应不低于100oC。
辘轳机示意图
空心法注浆
实心法注浆
热压铸机示意图
等静压成型示意图
我国航空工业总公司川西机械厂制造
LDJ-800/2500-300冷等静压机组
工作缸内径: 800mm 工作缸内高: 2500mm 额定工作压力: 300MPa 升压时间: 小于40min 外型尺寸: 10155*3132*6095 mm
坯料条件
水分20-24% 水分23-25%
制品举例
特点
瓷管、瓷套、 工艺简单 拉紧绝缘子 修坯切削量小 圆筒形、圆 劳动强度大、生 柱形产品 产效率低、技术 要求高、尺寸偏 差大 悬式、针式 设备及工艺简单 绝缘子等 适合批量生产 劳动强度大、 技术要求高
板刀 旋坯
辘轳机
水分20-25% 可塑性要好
关于热(塑)压成型
利用经加热的钢模不断旋转同时作上下往复运动
将放在石膏模或铝模中的塑性泥料压制成型。
在钢模压入坯料后,由于钢模的足够高的温度,
使坯泥与钢模接触面的水分形成一层蒸汽膜,这样,
可避免粘结而顺利脱模不须使用润滑油。
钢模的加热方式有高频感应加热、工频电阻加热
和火焰直接加热三种方式。钢模压入坯泥前温度为
工人劳动强度及工作条件。
成型方法的分类:
普通陶瓷成型方法可分为三大类:
可塑法成型——
用可塑坯泥
注浆法成型——
压制成型———
用流动泥浆
用颗粒粉料
先以电瓷生产为例,看一看成型工艺在
整个生产过程中的位置,同时可以体会到成 型工艺的重要性。
投影
可塑法成型:
成型方法
真空挤制 拉 坯
设备
陶瓷生产技术及设备

陶瓷生产技术创新
传统技术与现代技 术的结合
自动化、智能化生 产设备的研发与应 用
新型陶瓷材料的开 发与推广
环保、节能生产技 术的探索与实践
陶瓷生产技术发展趋势
自动化和智能化: 陶瓷生产技术正在 向自动化和智能化 方向发展,以提高 生产效率和产品质 量。
气氛控制系统:通 过调节烧成过程中 的气氛,如氧气、 氮气等,以获得所 需的烧成效果
陶瓷设备维护与保养
设备维护的重要性 设备保养的常规方法 常见故障及排除方法 设备工
原料种类:粘土、石英、长石等 原料加工:破碎、球磨、陈腐等 配料与混合:根据产品要求进行配料和混合 原料准备注意事项:确保原料质量和稳定性
物联网技术:实现 生产过程的实时监 控和数据采集
人工智能技术:优 化生产流程,提高 生产决策水平
绿色环保技术在陶瓷生产中的应用前景
绿色环保技术的定义和重要性 陶瓷生产中的传统技术和环保问题 绿色环保技术在陶瓷生产中的应用案例 绿色环保技术对陶瓷生产的影响和未来发展趋势
感谢您的观看
汇报人:
烧成与冷却设备:介绍用于陶瓷烧 成与冷却的设备,如高温炉、冷却 设备等
制品后处理与检验
制品后处理:对烧成后的 陶瓷制品进行表面处理, 如上釉、涂层等,以提高 其表面质量和美观度
检验:对陶瓷制品进行质 量检验,包括外观、尺寸、 性能等方面的检测,以确 保产品符合质量标准
05 陶瓷生产质量控制
原料质量监控
原料破碎设备:用 于将陶瓷原料破碎 成一定粒度的颗粒
球磨机:将陶瓷原 料磨成浆状,以便 后续成型和烧成
生产碳化硅陶瓷的设备说明
生产碳化硅陶瓷的设备说明
碳化硅陶瓷是一种重要的陶瓷制品材料,其具有良好的耐热性、耐腐
蚀性、高强度等性能。
使用碳化硅陶瓷可以满足高温、腐蚀性介质、腐蚀
性环境、高压环境等特殊要求。
由于其特殊的性能,碳化硅陶瓷得到了广
泛的应用,可用作化工、冶金、电力、石油、医疗器械、航空航天等行业
的耐腐蚀构件、耐高温构件等。
要生产碳化硅陶瓷,就必须要有一套完善
的设备。
下面介绍一套完整的生产碳化硅陶瓷的设备:
一、原材料粉碎设备:主要由原料筛、料斗、磨机等组成,用于将原
料粉碎成细小的粉末,这样才能满足后续加工要求。
二、颗粒制备设备:主要包括搅拌机、压制水平机、号角机等,用于
将粉碎后的原料混合成颗粒,以供后续加工使用。
三、电火花成型设备:主要由电极成型设备、火花调节器等组成,用
于将颗粒经过电极成型和火花调节处理后,形成所需要的碳化硅陶瓷型材。
四、烧结烧成设备:主要包括烧结窑、烘烤窑、热风炉等设备,用于
将型材经过烧结烧成处理,以形成碳化硅陶瓷制品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
陶瓷件的生产设备和投资
陶瓷干压制备工艺流程:原材料——配料——造粒——压制——烧结——加工
陶瓷胶凝成型工艺流程:原材料——配料——浇注——固化——干燥——烧结——加工
本规划以年产10吨陶瓷为基础进行测算。
1.原材料:陶瓷粉末。
(1)如果制造通用产品,可以购买市场上喷雾干燥好的造粒粉,买回后可以直接压制毛坯,不需要投资混料设备和喷雾干燥设备。
(2)如果需要自己控制材料的配方,则需要购买球磨机和球以及喷雾干燥机,总投资在80万元。
2.成型:
(1)对于小于2毫米的片状产品,可以考虑使用胶凝成型的方法,这种方法的最大投资在技术引进上,具体数目不好估算,要与技术
提供方具体协商,设备投资比较小。
(2)对于大于2毫米的产品都可以考虑使用压机压制的方法成型,压机和模具的投资在40万以内.
3.烧结:大批量烧结陶瓷制品一般使用隧道窑连续生产,10吨属于小批量
生产,采用几台厢式高温炉间歇生产即可满足,窑炉投资30万。
4.陶瓷的加工:根据产品的复杂程度加工精度不同,磨床的投资不好计算。
有些陶瓷是不需要加工的,可以直接销售。
对于一般精度的加工,设备投资在30万可以满足要求。