设备生产能力分析表
合集下载
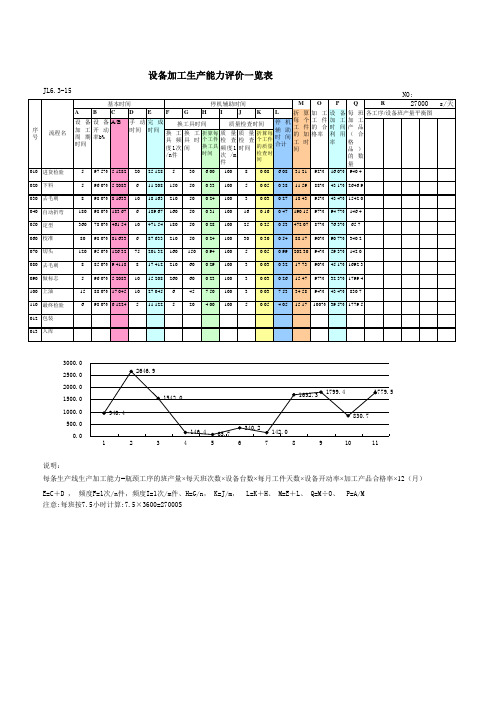
设备加工生产能力评价表
012 包装
013 入库
3000.0 2500.0 2000.0 1500.0 1000.0 500.0
0.0
2646.9
940.4
1
2
1542.0
1692.3 1799.4
1779.5
830.7
146.4 65.7
340.2 142.0
3
4
5
6
7
8
9
10
11
说明: 每条生产线生产加工能力=瓶颈工序的班产量×每天班次数×设备台数×每月工件天数×设备开动率×加工产品合格率×12(月)
060 校准
80 98.0% 81.633 6 87.633 210 50 0.24 100 30 0.30 0.54 88.17 90% 90.7% 340.2
070 切头
120 95.0% 126.32 75 201.32 160 150 0.94 100 5 0.05 0.99 202.30 94% 59.3% 142.0
设备加工生产能力评价一览表
JL6.3-15
NO:
基本时间
停机辅助时间
MO P Q
R
27000
AB CDE F 设 备 每 班 各工序/设备班产量平衡图
序 号
流程名
设 备 设 备 A/B 加 工开 动 周 期 率b% 时间
手动 时间
完成 时间
换工具时间
换 工 换 工 折算每
080 去毛刺
8 85.0% 9.4118 8 17.412 210 60 0.29 100 3 0.03 0.32 17.73 90% 45.1% 1692.3
090 做标志
5 96.0% 5.2083 10 15.208 260 60 0.23 100 3 0.03 0.26 15.47 97% 32.3% 1799.4
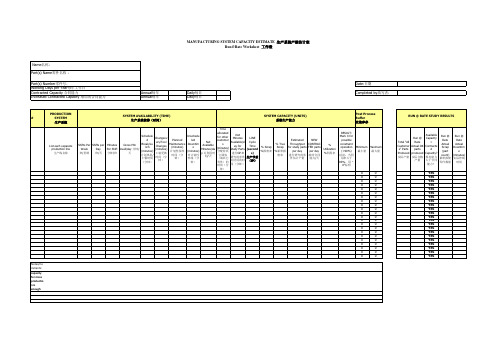
产能分析表-可自动计算
Changeov ers/Tool Changes (minutes) 工装更换 时间(分
钟)
Planned Maintenance
(minutes) 计划性保养 时间(分
钟)
Time
Unschedu led
Downtim e
(minutes) 非计划性 停线(分
钟)
Net Available Minutes/da y 可利用时
capacity for mass productio n is enough
RUN @ RATE STUDY RESULTS
Run @ Total "All Rate Customer Actual OK s" Parts parts Produced produced 实际产量 实际合格
产量
Available Capacity
> Contracte
d Capacity? 现有能力 大于合同
能力?
Run @ Rate Actual Scrap (part count) 累积报废 零件数量
Run @ Rate Actual Downtim
e (minutes) 实际停线
时间
YES YES YES YES YES YES YES YES YES YES YES YES YES YES YES YES YES YES YES YES YES YES
s) 生产节拍
(秒)
钟)
% Scrap %报废率
% True Scrap %累积报 废率
Estimated
NEW
Throughput CONTRAC
for study parts TED parts
产能分析表说明.ppt
• 7、Although the world is full of suffering, it is full also of the overcoming of it.----Hellen Keller, American writer虽然世界多苦难,但是苦难总是能战胜的。20.8.520.8.520.8.5。2020年8月5日星期三二 〇二〇年八月五日
所以,产能分析表是指针对生产能力进行分 析的图表,它包含了投入人员,产出成品数 量,工时及节拍时间等参数
作用
1、根据产能分析表中所提供的工时对供应 商进行报价
2、根据所设定的目标产能预估产品的完成 日期及安排生产排程
3、根据工时确定每个工位的工作内容及投 入的人数及设备数量
4、评估每个工位的负荷,以便保证产线平 衡
• 3、Patience is bitter, but its fruit is sweet. (Jean Jacques Rousseau , French thinker)忍耐是痛苦的,但它的果实是甜蜜的。11:038.5.202011:038.5.202011:0311:03:108.5.202011:038.5.2020
• 10、Life is measured by thought and action, not by time. ——Lubbock 衡量生命的尺度是思想和行为,而不是时间。8.5.20208.5.202011:0311:0311:03:1011:03:10
• 11、To make a lasting marriage we have to overcome self-centeredness.要使婚姻长久,就需克服自我中心意识。Wednesday, August 5, 2020August 20Wednesday, August 5, 20208/5/2020
26 产能分析图表

可提供工时
200 150 100 120
64
56
64
16 120 12000 200 136 152 136 200
56
人员负荷率
80% 67% 60% 67% 78% 71% 78% 63% 67% 67% 74% 80% 80% 71% 71% 80% 80% 74% 53% 74% 80% 71%
计划工时(小时)
160 100
60
80
50
40
50
10
80
80 100 160 160
40
40 160 160 100
80 100 160
40
人员评估 出勤率
96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96%
B
荷率负
C
荷 负率 荷率 ≤80%
备注:设备:每月按照30天, 人员每月按照25天,8小时工作
C
存在风 险
安全
绝对安 全
C
C
C
C
C
C
C
C
C
C
C
C
编制/日期:
审核/日期:
审核/日期:
支座焊 接
打磨、 清渣
支座冲 孔
总成焊 接固定
总成焊 接
抛丸
电泳线
装配、 调试
装配支 座
打标识 牌
1人 1人 3人 1人 1人 1人 1人 1人 1人 1人 1人 1人 3人 1人 1人
2人 7人 1人 4人 2人 1人 1人
计划产量(月度)
4000 4000 4000 4000 4000 4000 4000 4000 8000 8000 4000 8000 4000 4000 4000 4000 4000 4000 4000 4000 4000 4000
生产能力证明

1
2011年5月
50套/日
发动机散热系统
4
冲床
扬州锻压机床有限公司
3
发动机散热系统及配电柜
5
液压板料折弯机
中亚机床制造有限公司
WC67Y/1600KN/4000
091116230
1
2003年11月
100套/日
发电机组底座及防雨罩等
6
液压摆式剪板机
中亚机床制造有限公司
Q712Y-6X4000
09116231
生产能力证明
应附企业的主要生产设备型号、台套数或生产线条数,日平均生产能力、所生产产品的规格型号和相应检测设备(设施)等证明材料(须含电子文档的设备图片、铭牌)。
主要生产设备情况表
序号
设备名称
制造厂
规格型号
主要参数
设备编号
数量
出厂日期
额定产能或单位时间产量
生产产品或部件
备注
1
数控转塔冲
江苏亚威机床股份有限公司
1
±2%
进货检验和机组总装检验
5
外径千
分尺
青海量具刃具有限公司
225-250mm
1
±2%
进Байду номын сангаас检验
6
游标卡尺
上海振兴工具有限公司
200mm
1
±2%
进货检验和机组总装检验
7
绝缘电
阻表
上海仪表厂
500V
1
±2%
测量绝缘电阻
8
声级计
上海航空研究所
JS1006b
1
±2%
测量机组噪声
9
负载柜
星光订制
4000A
1
2011年5月
50套/日
发动机散热系统
4
冲床
扬州锻压机床有限公司
3
发动机散热系统及配电柜
5
液压板料折弯机
中亚机床制造有限公司
WC67Y/1600KN/4000
091116230
1
2003年11月
100套/日
发电机组底座及防雨罩等
6
液压摆式剪板机
中亚机床制造有限公司
Q712Y-6X4000
09116231
生产能力证明
应附企业的主要生产设备型号、台套数或生产线条数,日平均生产能力、所生产产品的规格型号和相应检测设备(设施)等证明材料(须含电子文档的设备图片、铭牌)。
主要生产设备情况表
序号
设备名称
制造厂
规格型号
主要参数
设备编号
数量
出厂日期
额定产能或单位时间产量
生产产品或部件
备注
1
数控转塔冲
江苏亚威机床股份有限公司
1
±2%
进货检验和机组总装检验
5
外径千
分尺
青海量具刃具有限公司
225-250mm
1
±2%
进Байду номын сангаас检验
6
游标卡尺
上海振兴工具有限公司
200mm
1
±2%
进货检验和机组总装检验
7
绝缘电
阻表
上海仪表厂
500V
1
±2%
测量绝缘电阻
8
声级计
上海航空研究所
JS1006b
1
±2%
测量机组噪声
9
负载柜
星光订制
4000A
1
自卸车生产能力分析

因此,所安排的设备能满足进度要求。
1.1.1.1自卸车生产能力分析
(1)自卸车台班生产率计算公式: Qd=480×q×K×Kt÷t q——运石料车辆的装载容量(m3) K——运石料车辆装石料的换算系数,根据经验,结合本工程地质情况,取 K=0.85 Kt——每台班的时间利用系数,根据经验,取 Kt=0.8 t——自卸车每次运石料循环的延续时间(min),t=运石料距离×2÷重车运 行速度与空车运行速度的平均值+装车所需时间+卸车所需时间+操作所需时间, 根据经验,结合本工程施工道路情况,经计算得: t=20(min)。 (2)自卸车日生产能力计算公式: Q=N×Qd×C N——自卸车数量 C——每天作业台班数(台班),按二班制施工考虑
由以上公式计算得自卸车生产能力见下表:
表 1-1 自卸车日生产能力表
型号
8t 5t
自卸车装载容量 (m3) 5.5 3.5
合计
台班生产率 (m3/台班)
90.0 7
自卸车 数量
30 40 60
日施工 台班数
2 2
日生产能力 (m3) 5400 4560 9960
(3)自卸车生产能力分析 由上表可知,自卸车日生产能力为 9960m3/d。 根据施工进度计划安排,石方车运最大日平均施工强度为 7100 m3/d,有效 工作日按 78%计,折算后施工强度为 9100m3/d,小于 9960m3/d(自卸车日生产 能力),这些车辆均作为料场到码头石料输,堤坝转运另配 5T 自卸汽车 15 辆,
1.1.1.1自卸车生产能力分析
(1)自卸车台班生产率计算公式: Qd=480×q×K×Kt÷t q——运石料车辆的装载容量(m3) K——运石料车辆装石料的换算系数,根据经验,结合本工程地质情况,取 K=0.85 Kt——每台班的时间利用系数,根据经验,取 Kt=0.8 t——自卸车每次运石料循环的延续时间(min),t=运石料距离×2÷重车运 行速度与空车运行速度的平均值+装车所需时间+卸车所需时间+操作所需时间, 根据经验,结合本工程施工道路情况,经计算得: t=20(min)。 (2)自卸车日生产能力计算公式: Q=N×Qd×C N——自卸车数量 C——每天作业台班数(台班),按二班制施工考虑
由以上公式计算得自卸车生产能力见下表:
表 1-1 自卸车日生产能力表
型号
8t 5t
自卸车装载容量 (m3) 5.5 3.5
合计
台班生产率 (m3/台班)
90.0 7
自卸车 数量
30 40 60
日施工 台班数
2 2
日生产能力 (m3) 5400 4560 9960
(3)自卸车生产能力分析 由上表可知,自卸车日生产能力为 9960m3/d。 根据施工进度计划安排,石方车运最大日平均施工强度为 7100 m3/d,有效 工作日按 78%计,折算后施工强度为 9100m3/d,小于 9960m3/d(自卸车日生产 能力),这些车辆均作为料场到码头石料输,堤坝转运另配 5T 自卸汽车 15 辆,
产能瓶颈分析表

分析人/日期
措施效果确认
确认人/日期
签收部门 采购部
适航质量部 生产部
签收栏 签收人
日期
结论:
部门名称
影响因素 工装设备
是否存在 瓶颈 (Y/N)
生产部
人力状况 制程能力采购部源自其他供应商 预交付期
供应商产品质量
其他
检验人力
适航质量部
检验设备/工装
其他
收发货能力
仓库物流
物流承运能力
其他 生产部计划部分析及应对措施:
瓶颈问题描述
其他生产相关部门瓶颈识别/应对措施 应对措施
编制:
审核:
设备能力是否可满足需求(Y/N)
日期: 产品
年 月生产能力/瓶颈分析表
标准工
时 (单 位:
当月计划生产数量 (列)
分)
当月计划 生产总量 (台/根)
生产部生产能力分析
正常上班所需的人力(6.5h/天)
当月生产总工时 (标准工时*月计划生产总量
/60分,单位:时)
单人生产需要的天 数
(提升前生产总工时 /(6.5小时*60分/ 时))
当月可用工作日 (单位:天)
当月需要总人力 (单人生产需要天数/当
月可用工作日)
表单编号:PD-002-09 版本:00 序列号 :
现生产部人力分配情况 (单位:人)
生产能力是否可满足需求(Y/N)
合计
设备
数量 (单位:
台)
当月计划生产数量(列)
当月可生产列数 (当月天数*2*24/48,单位:
列)
SMT统计分析方法五SMT设备生产能力分析表

1 - C 檢討作業時間
0.13S/CHIP 0.13S/CHIP 0.35S/CHIP
檢討機種
177tty(ic)
(1190)275s (1190)270s (455)255s
81
35 2835 800S
設備構成
設備名
DEK I8
YG200
CP45FS CP45NEO KING-8820M
理論作業時間
无
CP60
CP40
CP40
SAMSUNG
0.12S/CHIP 0.22S/CHIP 0.22S/CHIP
0.23S/CHIP 0.45S/CHIP 0.45S/CHIP
8
216
102S
8
216
130S
0.08S/CHIP 0.193S/CHIP 0.179S/CHIP
1 - D 檢討作業時間
0.13S/CHIP 0.39S/CHIP 0.35S/CHIP
檢討機種
100tty(ic)
(560)76s (560)70s (140)77s
36
35 1260 223S
設備構成
設備名
DEK I8
YG200
檢討機種 ATAD10 3.0
(120)55S (96)57S
27
設備構成
設備名
半自动
CP45F
CP40
X
GHale Waihona Puke -800理論作業時間0.193S/CHIP 0.22S/CHIP
2 - B 檢討作業時間
0.39S/CHIP 0.45S/CHIP
檢討機種 ATAD10 3.0
(120)63S (96)67S
CP45FS CP45NEO GS-800