德国-巴顿菲尔注塑机油路、电路图
注塑油路、电气、结构原理

3.1曲肘式與直壓式注塑機 之優缺點比較 (一)曲肘式
優點: 1.開鎖模速度快 2.開鎖模運動特性良好 3.製造成本較低 4.消耗動能小(馬力可較小) 5.生產成本較低;較具經濟性 缺點: 1.模厚調整費時 2.正確鎖模力不易調整 3.活動板與尾板易受力變形 4.受力不均4支tie-bar易斷 5.須經常加油保養以免損壞 6.開鎖模行程易受限制
Y Z
六.注塑机常用油压元件结构与工作原理以及对生产产品的影响 1.注塑机各油压元件关系功能
※各油壓元件之功能
基 礎 油 路 圖
油壓基本原理
A1 A2
P
压 基 本 原 理
F=P*A1
F:油壓缸推力 P:液壓油壓力 A1:油缸推力面斷面積 A2:油缸反作用面斷面積 Q:油壓泵浦吐出流量
版权所有,欢迎转载, 转载请注明出处。谢谢!!
注塑机油路、电气、机械结构原理
主讲 许卫兵
一、 注塑塑机的原理和结构以
及对生产产品的影响
• 所谓热塑性树脂的注塑,是指将树脂加热熔融后,使其流入模具中经冷 却固定而得到具有所要求形状的成型品的这一操作过程.其原理和糖果 的成型或金属的铸造没什么不同,但热塑性树脂在成型中,仅仅是把其 熔融并使之自然地流入到模具中固化,是不可能制成完好的制品的.这 是因为树脂的熔融粘度极高,靠其自然流入到模具中赋予形状是不可能 的. • 为了使熔融的树脂充分地流入模具中型腔的各个角落而获得具有复杂 的形状,且其表面上没有缩痕、内部没有空洞的制品,必须在成型时对 熔融树脂加上很高的压力才行.因此,注塑是在料筒中加热树脂并使之 熔融,对熔融树脂加高压并使之注射到模具中.在模具中使之冷却、固 化而成为制品的几个过程组成.
制品冷却、保压及熔胶
開模(及射嘴后退)
注塑机电气原理图概述
第二节注塑机组成
注塑机根据注塑成型工艺要求是一个机电一体化很强的机种,主要由注塑部件、合模部件、机身、液压系统、加热系统、冷却系统、电气控制系统、加料装置等组成,如图1-21所示。
(4)注塑后,注射器必须保持注射压力,避免充满模具型腔的塑料倒流;
(5)预塑螺杆转动,粒状塑料被推到螺杆前端,为使注射器中的塑料具有一定密度,要求螺杆后退时必须有一定的阻力;
(6)为实现粒状塑料的塑化,必须使料筒保持一定的温度;
(7)控制系统必须提供恰当的人机交互界面,保证生产人员能够调整和判断机器的参数和工作情况;
(2)
图7-9 闭环直流调速系统框图
(一)温度异常
1)、温度实际值显示为0
A、检查主机板是否正常工作,不工作换主机板。
B、检查主机板与面板通讯(绿灯闪)是否正常,不正常换主机板。
C、检查各电源与机壳之间有无漏电。
D、感温线正负两两短路,看温度是否显示,检查感温线。
2)、温度实际值显示777
A、检查T1010变压器和三芯接插件,如不正常更换T1010或使三芯插头接触良好。
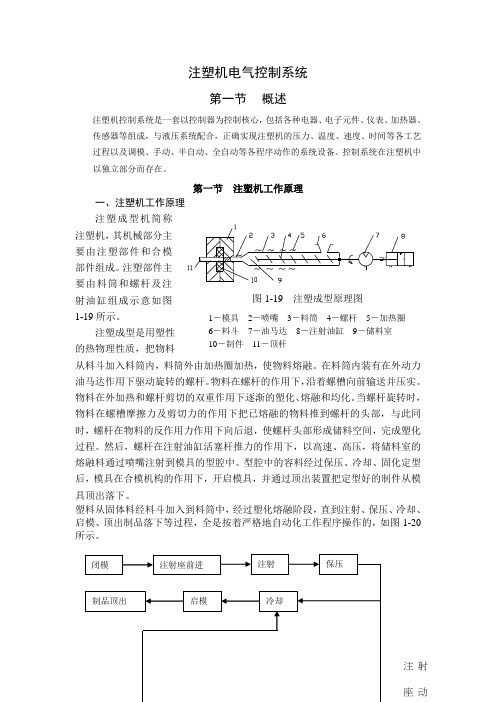
注塑成型机简称注塑机,其机械部分主要由注塑部件和合模部件组成。注塑部件主要由料筒和螺杆及注射油缸组成示意如图1-19所示。注塑成型源自用塑性的热物理性质,把物料
从料斗加入料筒内,料筒外由加热圈加热,使物料熔融。在料筒内装有在外动力油马达作用下驱动旋转的螺杆。物料在螺杆的作用下,沿着螺槽向前输送并压实。物料在外加热和螺杆剪切的双重作用下逐渐的塑化、熔融和均化。当螺杆旋转时,物料在螺槽摩擦力及剪切力的作用下把已熔融的物料推到螺杆的头部,与此同时,螺杆在物料的反作用力作用下向后退,使螺杆头部形成储料空间,完成塑化过程。然后,螺杆在注射油缸活塞杆推力的作用下,以高速、高压,将储料室的熔融料通过喷嘴注射到模具的型腔中。型腔中的容料经过保压、冷却、固化定型后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制件从模具顶出落下。
立式注塑机油路分析
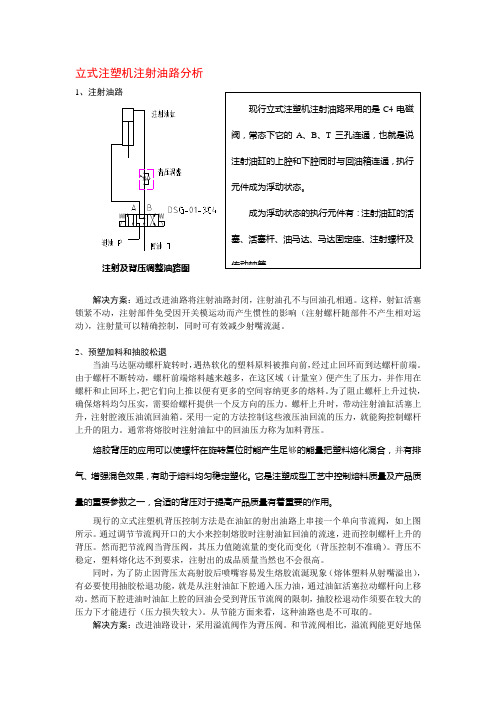
立式注塑机注射油路分析1、注射油路解决方案:通过改进油路将注射油路封闭,注射油孔不与回油孔相通。
这样,射缸活塞锁紧不动,注射部件免受因开关模运动而产生惯性的影响(注射螺杆随部件不产生相对运动),注射量可以精确控制,同时可有效减少射嘴流涎。
2、预塑加料和抽胶松退当油马达驱动螺杆旋转时,遇热软化的塑料原料被推向前,经过止回环而到达螺杆前端。
由于螺杆不断转动,螺杆前端熔料越来越多,在这区域(计量室)便产生了压力,并作用在螺杆和止回环上,把它们向上推以便有更多的空间容纳更多的熔料。
为了阻止螺杆上升过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力。
螺杆上升时,带动注射油缸活塞上升,注射腔液压油流回油箱。
采用一定的方法控制这些液压油回流的压力,就能夠控制螺杆上升的阻力。
通常将熔胶时注射油缸中的回油压力称为加料背压。
熔胶背压的应用可以使螺杆在旋转复位时能产生足够的能量把塑料熔化混合,并有排气、增强混色效果,有助于熔料均匀稳定塑化。
它是注塑成型工艺中控制熔料质量及产品质量的重要参数之一,合适的背压对于提高产品质量有着重要的作用。
现行的立式注塑机背压控制方法是在油缸的射出油路上串接一个单向节流阀,如上图所示。
通过调节节流阀开口的大小来控制熔胶时注射油缸回油的流速,进而控制螺杆上升的背压。
然而把节流阀当背压阀,其压力值随流量的变化而变化(背压控制不准确)。
背压不稳定,塑料熔化达不到要求,注射出的成品质量当然也不会很高。
同时,为了防止因背压太高射胶后喷嘴容易发生熔胶流涎现象(熔体塑料从射嘴溢出),有必要使用抽胶松退功能,就是从注射油缸下腔通入压力油,通过油缸活塞拉动螺杆向上移动。
然而下腔进油时油缸上腔的回油会受到背压节流阀的限制,抽胶松退动作须要在较大的压力下才能进行(压力损失较大)。
从节能方面来看,这种油路也是不可取的。
解决方案:改进油路设计,采用溢流阀作为背压阀。
和节流阀相比,溢流阀能更好地保持背压恒定,塑料熔化效果较好。
注塑机结构及工作原理演示幻灯片

好的熔体放流到储料室中,而在高压注射时,又能有效 地封闭螺杆头前部的熔体,防止倒流。
21.04.2020
19
表1 注射螺杆头形式与用途
形式
尖
无
头பைடு நூலகம்
止
形
逆
环
型
钝
头
形
环 形
止
逆
爪
形
型
销 钉 形
分 流 形
21.04.2020
结构图
特征与用途
螺杆头锥角较小或有螺 纹,主要用于高粘度或 热敏性塑料
L2 — 塑化段(压缩段)螺纹长度。物料在此锥形空间 内不断地受到压缩、剪切和混炼作用,物料从L2段入点开 始,熔池不断地加大,到出点处熔池已占满全螺槽,物料 完成从玻璃态经过黏弹态向黏流态的转变,即此段,塑料 是处于颗粒与熔融体的共存状态。L2的长度会影响物料从 玻璃态到黏流态的转化历程,太短会来不及转化,固料堵 在L2段的末端形成很高的压力、扭矩或轴向力;太长则会 增加螺杆的扭矩和不必要的消耗,一般L2=(6~8)ds。 对于结晶型的塑料,物料熔点明显,熔融范围窄,L2可短
螺杆是塑化部件中的关键部件,和塑料直接接触,塑 料通过螺槽的有效长度,经过很长的热历程,要经过3态 (玻璃态、黏弹态、黏流态)的转变,螺杆各功能段的长 度、几何形状、几何参数将直接影响塑料的输送效率和塑 化质量,将最终影响注射成型周期和制品质量。 与挤出螺杆相比,注塑螺杆具有以下特点: ① 注射螺杆的长径比和压缩比比较小; ② 注射螺杆均化段的螺槽较深; ③ 注射螺杆的加料段较长,而均化段较短; ④ 注射螺杆的头部结构,具有特殊形式。
7-推力座;8-注射座;9-塑化部件;10-座 移油缸
巴顿菲尔设备介绍资料
K 1200 VA
牵引机
皮带牵引机
用于最大管径63mm的PO管材
主要特点 • 适用于较高生产线速度下生产小口径PO 管材 • 每根皮带由单独的AC电机驱动保证上下 皮带精确的速度同步 • 上皮带采用机械限位 • 上皮带接触压力气动调节 • 下皮带位置机械调节 • 由耐磨橡胶制成的V型皮带 • 控制系统: BMC-smart
管径范围[mm]
(75)140-630
箱体长度
VB1 – 6m
用于最大800mm和1200mm管材的真空箱
Type 管径范围 [mm] 箱体长度 V 800VA 160 – 800 6m V2 800VA 160 – 800 9m V 1200VA 500– 1200 6m V2 1200VA 500- 1200 9m
主要特点
• • • • • • • • 不锈钢箱体 具有大过滤面积并允许在线自清洗的过滤器 丹佛斯(Danfoss)自力式温控阀提供精确的冷却水温度控制 通过浮球开关和特殊气动电磁阀控制水位 中心水收集器配水气分离器保证稳定的抽气效率 集中进水和排水 第一级真空箱入口的强制冷却 冷却箱体的设计可以安装两种管材支承系统:托辊(选项:中心高度可调,适用最大400mm 箱体)和半托板 • 箱体盖板开启位置的锁定装置
VB 系列真空定径机规格参数表
Type
VB1 63VA VB2 63VA 10-63 VB1 – 6m VB2 – 9m VB1 125VA VB2 125VA 20-125 VB1 – 6m VB2 – 9m VB1 160VA VB2 160VA (16)32-160 VB1 – 6m VB2 – 9m VB1 250VA VB2 250VA 40-250 VB1 – 6m VB2 – 9m VB1 400VA VB2 400VA (50)140-400 VB1 – 6m VB2 – 9m VB1 500VA VB1 631VA VB2 631VA (110)250-630 VB1 – 6m VB2 – 9m
注塑机液压系统PPT课件

顺序动作回路
19
注塑机液压系统分析
.—液压与气压传动
250g 注塑机液压系统原理图
20
注塑机液压系统分析
.—液压与气压传动
子任务二 :元件名称标注及其作用说明 完成主体: 学生 形 式: 组内讨论(8人一组) 时 间: 讨论10 分钟;
组间交流8分钟; 教师总结5分钟。
21
注塑机液压系统分析
.—液压与气压传动
节拍 1 2 3
4
子任务
预备知识 提示
液压元件
基本回路
回路分析
内容和方法 完成方式
元件种类介绍 典型回路介绍 元件名称标注
元件作用 找出基本回路 工作原理分析
课堂讲授
分组讨论 组间交流 分组讨论 组间交流
模具运动、注 塑回路
工作原理分析
分组讨论 组间交流
主体
任课教师 学生 学生
学生
参考学时 0.4 0.4 1
冯光林
2007-12-08
1
.
注塑机液压系统分析
.—液压与气压传动
本单元教学内容:
注塑机工作过程分析(教师) 预备知识提示(教师) 认识元件,分析作用(学生) 基本控制回路分析(学生) 执行元件控制回路分析(学生) 系统综合分析(学生) 总结(教师)
2
注塑机液压系统分析
.—液压与气压传动
.—液压与气压传动
工作能力之任务(项目)管理的方法和步骤:
1、了解任务目的和要求,完成总体策划案; 2、任务分解和分配; 3、制定完成子任务计划和方案,设置任务接口; 4、完成子任务并不断修正; 5、任务综合,目标结果最终完善和确定; 6、总结提高。
10
注塑机液压系统分析
注塑机液压系统PPT

返回本章 返回本节 上一页 下一页
结束
防流涎
电磁铁8 通电, 电磁铁8YA、10YA、17YA通电, 系统压力由阀32调节, 32调节 系统压力由阀32调节,液压泵 输出的压力油经阀16 16进入注射 输出的压力油经阀16进入注射 14的右腔 的右腔, 缸14的右腔,使喷嘴继续与模 具保持接触, 具保持接触,从而防止了喷嘴 端部流涎。 端部流涎。
注射
注射过程按慢、 注射过程按慢、快、慢三种速度 注射。 注射。快、慢速注射时系统的压力 由阀31调节。 31调节 由阀31调节。
总目录
返回本章
返回本节
上一页
下一页
结束
电磁铁8 13YA、 慢速注射 电磁铁8YA、11YA、13YA、 16YA通电,液压泵输出的压力油经阀21、 16YA通电,液压泵输出的压力油经阀21、 通电 21 阀20进入注射缸17的右腔,缸17左腔的油 20进入注射缸17的右腔, 17左腔的油 进入注射缸17的右腔 液经阀16、过滤器39和冷却器40回油箱。 液经阀16、过滤器39和冷却器40回油箱。 16 39和冷却器40回油箱 由于节流阀20的作用, 由于节流阀20的作用,使注射缸的活塞 20的作用 带动注射螺杆进行慢速注射, 带动注射螺杆进行慢速注射,注射速度由 节流阀20进行调节。 节流阀20进行调节。 20进行调节 电磁铁8 快速注射 电磁铁8YA、13YA、16YA 通电,液压泵输出的压力油经阀1 通电,液压泵输出的压力油经阀1、阀 19进入注射缸右腔,由于不再经过节 19进入注射缸右腔, 进入注射缸右腔 流阀20, 流阀20,压力油即可大量进入注射缸 20 17右腔,所以注射缸17左腔回油经阀 17右腔,所以注射缸17左腔回油经阀 右腔 17 16回油箱,使注射活塞得到快速运动。 16回油箱,使注射活塞得到快 电磁铁5YA、
液压控制油路电路图
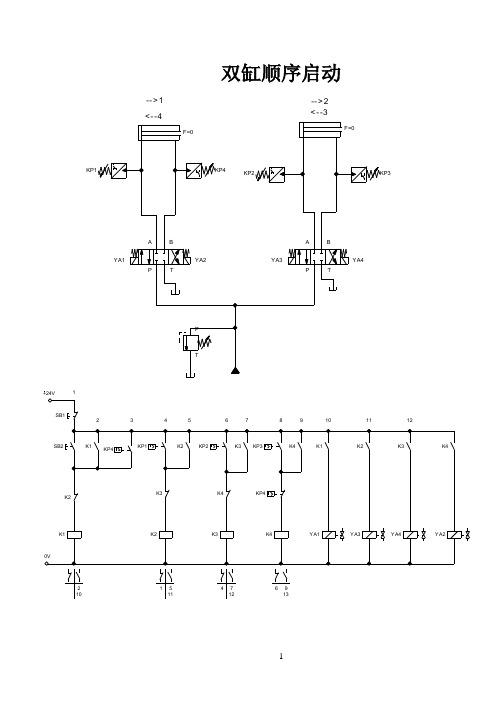
双缸顺序启动-->1-->2<--3210511171249136工作原理如下图,按下SB2继电器K1得电,常开触头闭合形成自锁,同时电磁阀YA1得电,油缸1左腔得油伸出,当伸到尽头时压力到达KP1的设定压力,KP1的常开闭合,继电器K2得电并自锁,常闭互锁断开,K1失电,换向阀1复位,电磁阀YA3得电,油缸2左腔得油伸出,当伸到尽头时压力到达KP2的设定压力,KP2的常开闭合,继电器K3得电并自锁,常闭互锁断开,K2失电,换向阀2复位,电磁阀YA4得电,油缸2右腔得油收回,当收到尽头时压力到达KP3的设定压力,KP3的常开闭合,继电器K4得电并自锁,常闭互锁断开,K3失电,换向阀2复位,电磁阀YA2得电,油缸1右腔得油收回, 当收到尽头时压力到达KP4的设定压力,KP4常闭断开,继电器K4失电,YA2失电,换向阀1复位,KP4常开闭合,双缸实现顺序动作并重复运动,当按下SB1时实现急停。
单级调压YA124工作原理按下SB2,继电器K1得电并自锁,YA2得电,油缸左腔得油伸出,当推动活塞的压力大于溢流阀所设定的压力时,溢流阀导通卸荷,使活塞伸出速度保持一致,工作稳定,按下SB3,继电器K2得电并自锁,互锁断开YA2, YA1得电,油缸右腔得油缩回,当推动活塞的压力大于溢流阀所设定的压力时,溢流阀导通卸荷,使活塞伸出速度保持一致,工作稳定。
按下SB1急停。
多级调压24工作原理按下SB2,继电器K1得电并自锁,YA2得电,油缸左腔得油伸出,当推动活塞的压力大于溢流阀1所设定的压力时,溢流阀导通卸荷,使活塞伸出速度保持一致,工作稳定,按下SB3,继电器K2得电并自锁,互锁断开YA2, YA1得电,油缸右腔得油缩回,当推动活塞的压力大于溢流阀2所设定的压力时,溢流阀导通卸荷,使活塞伸出速度保持一致,工作稳定。
按下SB1急停。
双缸同步运动-节流阀24工作原理按下SB2,继电器K1得电并自锁,YA1得电,油缸1和油缸2左腔得油伸出,由于油管有损耗,须在接近进油腔的油路上安装节流阀,调节节流阀使得两缸进油流量相同,活塞运动速度相等,保证同时动作。