刀具换刀记录表
换刀记录表

有限公司
换刀记录表
刀具名称
刀尖数 刀具寿命刀具编号 Nhomakorabea产品料号
日期
时间 累计产量 换刀原因
换刀人
序号
检验尺寸要求与记录 判定
检验员
换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件
换后合格首件
换前合格末件
换后合格首件
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
注:1. 注: 1.换刀时班长以旧换新发刀片,并监督指导操作工做换刀后首件检验及异常追溯,检验员确认操作工换刀后合格首件后 做“判定”和签名。 2.材质/数量(万) 不锈钢/2 铁/2.5 铝/2.5 铜/6.5 大阳 铜/3 3.正常换刀只要记录换刀后合格首件的尺寸;异常换刀还要向前追溯,若零件上有编号时要追到连续3件合格,记录换 前合格末件、换后合格首件的检验尺寸。
表单编号:QR-06032-01 版本:A1
刀具更换施工方法与技术措施
刀具更换施工方法与技术措施为保证盾构机顺利掘进,同时处理异常情况,本工程设定2种刀具更换方式,即常压换刀方式、带压换刀方式。
施工中若必须进行刀具更换时,尽量利用预先设定的主动换刀点进行常压换刀,当主动换刀点无法满足盾构施工需要时采用带压换刀。
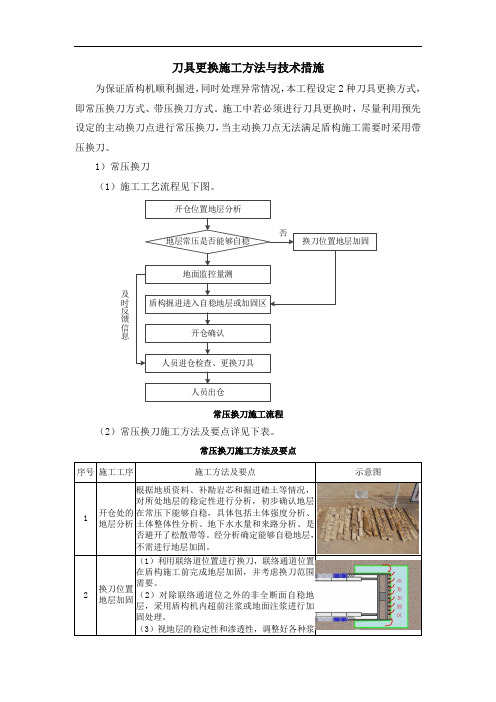
1)常压换刀(1)施工工艺流程见下图。
及时反馈信息常压换刀施工流程(2)常压换刀施工方法及要点详见下表。
常压换刀施工方法及要点根据地质资料、补勘岩芯和掘进碴土等情况,对所处地层的稳定性进行分析,初步确认地层在常压下能够自稳,具体包括土体强度分析、土体整体性分析、地下水水量和来路分析、是否避开了松散带等。
经分析确定能够自稳地层,)利用联络道位置进行换刀,联络通道位置在盾构施工前完成地层加固,并考虑换刀范围)对除联络通道位之外的非全断面自稳地层,采用盾构机内超前注浆或地面注浆进行加)视地层的稳定性和渗透性,调整好各种浆)仓内作业情况确认安全后,按正常程序进行仓内刀具检查、更换,作业过程中要随时对地层的发展状况进行观察和分析,谨防麻痹大)当开挖面渗露水较小时,完全通过土仓底部的放水阀进行排放至隧道内,再通过排污系统排出洞外;如果开挖面渗露水较大,放水阀放不及,而仓内积水还继续上涨,则要采取工作一段时间,液位上涨后,关闭仓门并撤出人员,反复加压抽排和卸压来达到常压工作条件;如果工作时间太短,应考虑进行开挖面止水处(1)施工工艺流程详见下图。
及时反馈信息图1.1.1-1 带压换刀工艺流程(2)带压换刀施工方法及要点详见下表。
带压换刀施工方法及要点)认真研究分析相应地点地勘资料,水位条件、盾构机械设备易出现盾构推进压力低、盾构推进系统无法动作等质量通病,其主要预防技术措施详见下表。
盾构机械设备质量通病及预防技术措施。
标准化作业图表 - 换刀作业指导书

版本:文件号:BD-DNC-DJ-01图号:通用本工序名称日期2019/11/2
名称:刀具更换作业流程
步骤工序内容操作时间从:机加工到:修毛刺
1换刀或装刀时要根据《工艺卡》及其参数,去填写刀具申领单,选择所需的刀具。
2换刀前,需清理干净设备和设备的零件周转盒,集中放置,由巡检确认并做好标识。
3由技术员按照相关安全说明书,进行刀具的更换,并回收旧刀具。
4更换完成后,由操作工用
黄色盛放盒,去收集所有
的试制件。
机加工
标准化作业图表
工位连接
5
由技术员对调试件,进行初步检测,如没有问题,并剖开一个调试件。
6
将以上所有的调试件和剖件,做好标识信息,递交实验室,按照检验作业指导书要求进行测量,判断是否可继续批量生产。
7
由操作工记录刀具使用寿命。
8
清理干净设备,确认无任何零件,继续开始新的生产。
9
10
编制:胡冲审核:批准:朱素红张坤检验及过程检验参见《工艺作业指导书》,设备故障请勿乱动,及时通知班长调试。
备注。
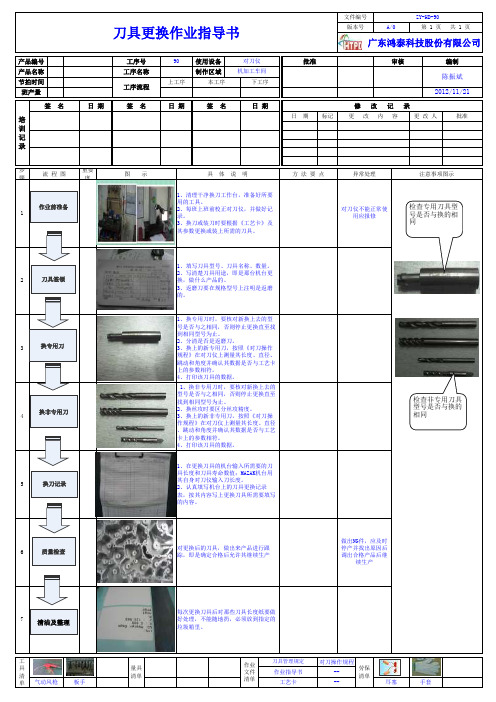
刀具更换作业指导书
2
刀具签领
3
换专用刀
换非专用刀 4
5
换刀记录
1、填写刀具型号、刀具名称、数量。 2、写清楚刀具用途,即是那台机台更 换,做什么产品的。 3、返磨刀要在规格型号上注明是返磨 的。
1、换专用刀时,要核对新换上去的型 号是否与之相同,否则停止更换直至找 到相同型号为止。 2、分清是否是返磨刀。 3、换上的新专用刀,按照《对刀操作 规程》在对刀仪上测量其长度、直径、 跳动和角度并确认其数据是否与工艺卡 上的参数相符。 4、打印该刀具的数据。
检查非专用刀具 型号是否与换的 相同
6
质量检查
对更换后的刀具,做出来产品进行跟 踪,即是确定合格后允许其继续生产
做出NG件,应及时 停产并找出原因后 调出合格产品后继
续生产
7 清洁及整理
工
具
清 单 气动风枪
板手
量具 清单
每次更换刀具后对那些刀具长度纸要做 好处理,不能随地扔,必须放到指定的 垃圾箱里。
作业 文件 清单
刀具管理规定 作业指导书
工艺卡
对刀操作规程
--
劳保 清单
--
耳塞
手套
产品编号 产品名称 节拍时间
班产量
签名
培 训 记 录
刀具更换作业指导书
日期
工序号 工序名称 工序流程
签名
90 上工序
使用设备 制作区域
本工序
对刀仪 机加工车间
下工序
日期
签名
日期
文件编号
ZY-HD-90
版本号
A/0
第1页 共1页
广东鸿泰科技股份有限公司
批准 日 期 标记
审核
编制
陈振斌
加工中心换刀程序分析

第十章、加工中心换刀程序分析10.1 加工中心的换刀程序分析10.1.1机床及换刀机构机床外观主轴和机械手刀套落下动作换刀过程中10.1.2 换刀动作分析这种类型的加工中心的整个换刀过程包括刀库找刀和换刀两个独立的动作。
刀库找刀也叫刀具调用,当机床的操作者通过程序命令,例如:T12,从刀库调用12号刀时,PMC检索12号刀具所在的刀套号,再进行刀库正反转判别,控制刀库旋转;当然还有手动刀库的旋转操作,完成手动装卸刀具。
换刀动作集合了刀库、机械手、主轴三方面的动作,整个过程是一个顺序动作的过程,本章以一台立式加工中心的换刀程序为例,分析换刀程序的程序结构、程序内容,加工中心的生产厂家为台湾丽伟计算机机械股份有限公司,VB系列机床,采用的是FANUC-0IMB系统。
该机床的换刀机构包括:刀库、机械手、主轴拉刀机构。
刀库采用侧装式,安装在立柱上,由三相异步电机通过减速机构带动刀库旋转,通过接近开关检测刀库计数和刀库回零。
换刀时位于刀库最下位置的刀套在刀套抬起/落下油缸的驱动下可完成抬起落下动作。
机械手的旋转、抬起落下等动作是在机械手电机的驱动下,通过一套凸轮机构来完成,换刀动作平滑、快速。
由接近开关检测机械手的关键位置,配合换刀时的其它机构的动作。
主轴拉刀机构完成主轴刀具的夹紧和松开操作,并有接近开关检测主轴刀具的夹紧或松开状态。
通过顺序动作的步骤一步步完成换刀。
以程序控制自动换刀来解释整个换刀过程10.1.3换刀电路:10.1.4换刀程序地址说明:加工中心的换刀程序比较复杂庞大,所涉及的地址较多,为便于阅读梯形图程序,将所涉及的地址放在附录。
10.1.5 换刀程序介绍该机床的PLC类型为SB7,下图是该程序的清单,与换刀有关的程序内容出现在一级程序、二级程序,没有为换刀专门编写子程序。
因为,换刀过程中机械手动作较快,机械手的60度、中间点、180度的检测信号出现的时间很短,所以将这部分的程序放在一级程序,保证8ms能处理到这种信号。
换刀记录表

产品名称:
机台号:
□一厂 □二厂
序号 换刀日期 换刀时间 刀号 刀具料号 刀具规格 换刀寿命
换刀原因
生技确认 品管确认首件
1
□折断 □崩缺 □磨损 □寿命到期 □其它:
2
□折断 □崩缺 □磨损 □寿命到期 □其它:
3
□折断 □崩缺 □磨损 □寿命到期 □其它:
4
□折断 □崩缺 □磨损 □寿命到期 □其它:
5
□折断 □崩磨损 □寿命到期 □其它:
7
□折断 □崩缺 □磨损 □寿命到期 □其它:
注:现场生技务必照实做好换刀记录并签字确认,初件OK后需品管签字确认。表满后生技主管确认签字交由制程改进部抽查与储存。
核准:
回收储存确 认:
土压平衡盾构刀具更换工艺工法(后附图片)

土压平衡盾构刀具更换工艺工法1 前言1.1工艺工法概况随着我国城市地铁的飞速发展,盾构法在地铁施工中应用越来越广。
快速、及时更换损坏或磨损超限的刀具,对提高复杂地层中盾构掘进的工效至关重要。
目前,国内还没有成熟的盾构刀具更换工法。
本工法针对盾构刀具在常压和气压两种情况下进行更换。
1.2 工艺原理保证掘进掌子面稳定的情况下,人员在土仓内将损坏或磨损超限的刀具的安全、快速更换为新刀,以保证盾构机正常掘进。
目前国内采用换刀方法主要有两种:常压换刀和气压换刀。
常压换刀:在不加气压的情况下,利用土体的自稳性或提前注浆加固土体,人员在常压下进入土仓进行刀具更换作业。
常压分两种:地层不需处理常压换刀和地层注浆加固常压换刀。
气压换刀:利用盾构机自带的两台空压机和压气设备,对土仓内加气压,将土仓内的渣土用空气进行置换,用气压平衡水土压力,建立土仓内气压和掌子面水土压力平衡,人员进入土仓内带压作业,进行刀具更换。
2 工艺工法特点2.1 根据掘进掌子面稳定情况和地层透气情况,选择采用常压或者气压换刀。
2.2 通过刀具更换记录,可以分析出刀具损坏的规律,为盾构掘进的参数选择提供依据。
2.3 标准化作业、换刀速度快、安全有保障。
3 适用范围本工艺工法适用于常压或气压下对德国海瑞克盾构机和日本小松盾构机滚刀更换。
4 主要引用标准4.1 盾构区间工程相关施工、设计图纸。
4.2 盾构区间地质详勘和补充地质勘察报告。
4.3 盾构区间施工调查资料。
4.4《盾构掘进隧道工程施工及验收规范》(GB 50446)4.5《地下铁道工程施工及验收规范》(GB50299)4.6刀具设计图纸、技术参数及刀具更换指导书等。
5 施工方法刀具更换方法为:在保证掌子面稳定的前提下,换刀人员进入土仓内将损坏或磨损超限的刀具的安全、快速更换为新刀。
换刀步骤分为:根据地质情况、掘进参数和渣土分析情况,判断掌子面稳定性,选择换刀方式,人员进入土仓,检查刀具磨损情况并做好记录,拆出旧刀,安装新刀,刀具更换完后重新检查复紧刀具螺栓,人员出仓,关仓恢复掘进。
刀具寿命管控记录表

技术员
换刀时间
换刀原因
技术员
注意事项:产品开始生产时或更换刀具后,技术员需依照各个刀具规定使用寿命,将刀具使用寿命加入到CNC运行程序中,并设定到寿命自动停止.
刀具寿命管理表
编号
机台号:
工序:
日期:
刀具规格
设定寿 命 换刀次
1
2
换刀记录 (“△”折断 “○”寿命到期)
345来自678
9
10
换刀时间
11
备注
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因