机器人事业部CNC刀具更换记录表
合集下载
换刀登记表

调整原因有:A.刀片正常磨损;B.刀片质量不良;C.装夹不到位;D.撞刀;E.设备故障;F.切削液溶度低;G.刀片安装的本体不良;H.工件材料不良(1.过硬;2.砂眼);I.主轴转速过低,进给量太快;K.其他 注:1对精镗刀也需要记录并填写调整原因;2调整后的零件号,必须将(追溯号)钢印号或(日期及员工编号)记录上,有便质量跟踪;此表由员工填写交予班组长统一交予办公室存档
刀具更换Байду номын сангаас录表
设备名称: 刀号 刀补原值 更新值 设备台号: 更换刀片 是□ 是□ 是□ 是□ 是□ 是□ 是□ 是□ 是□ 是□ 是□ 是□ 是□ 是□ 是□ 是□ 是□ 否□ 否□ 否□ 否□ 否□ 否□ 否□ 否□ 否□ 否□ 否□ 否□ 否□ 否□ 否□ 否□ 否□ 工件名称: 调整原因 更新的尺寸记录 换刀原因 是否合格 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 工件图号: 调整后的零件号 调整日期及时间 调整前的零件号 调整人确认 巡检确认
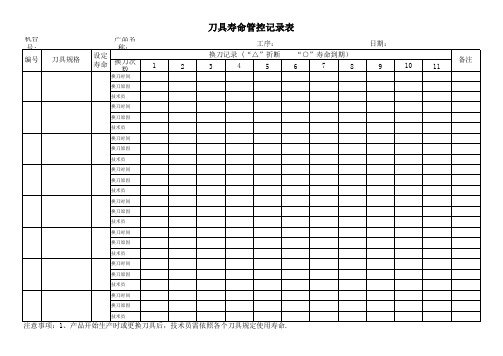
刀具寿命管控记录表
技术员
注意事项:1、产品开始生产时或更换刀具后,技术员需依照各个刀具规定使用寿命.
日期:
9
10
备注 11
2、每次换刀或装刀,都必须对加工的产品进行首件确认。确定合格后允许其继续生产。
刀具寿命管控记录表
机台 号:
产品名 称 寿命 换刀次
数
1
2
换刀记录 (“△”折断
3
4
5
“○”寿命到期)
6
7
8
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
刀具更换记录台帐

刀具更换记录台帐
规格型号 产品型号 188F 188F 188F 滤座 滤座 188F 182下盖 188F 170下盖 168下盖 φ 5*7*7B φ 5*7*7B φ 5*7*7B 188F 188F 21*12B 188F 188F 11/15/16B 188F 188F 188F 188F 188F φ 5*7*7B φ 5*7*7B φ 5*7*7B 188F 188F φ 6.7*9*18L 188F 188F 188F φ 5*7*7B 188F φ 5*7*7B 168F 单位 支 支 支 片 片 支 把 支 把 把 支 支 支 支 支 支 支 把 支 支 支 把 支 支 支 支 支 把 支 支 支 支 支 支 支 把 数量 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 1 1 1 1 1 1 1 2 1 1 1 1 单价 130 130 130 120 120 88 200 160 200 200 88 88 88 160 30 160 30 210 210 30 30 230 160 88 88 88 160 238 110 30 160 30 88 30 88 195 白班 白班 中班 夜班 中班 夜班 夜班 损耗原因 操作工 班长 备注 中班 夜班 夜班 夜班 夜班 白班 白班 白班 白班 白班 白班 中班 夜班 中班 中班 中班 中班 中班 中班 中班 白班 中班 中班 夜班 白班 白班
铣刀6.5*8.4
处理意见
2.26已打表
3.23已打表
001 002 003
卿海 卿明海 梁太峰
Байду номын сангаас
4.8 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 4.16 4.17 4.18 4.18 4.19 4.20 4.15 4.9 4.9 4.11 4.11 4.11 4.13 4.9 4.9 4.11 4.15 4.15 4.17 4.17 4.13 4.18 4.19 12.5 4.8 4.9 1.24 8.4扩孔铣刀 合金钻花 合金钻花 合金钻花 导管外圆锪刀 导管孔钻铣刀6.5*8.4 合金钻花 合金钻花 排气粗铰刀 6.5扩孔铣刀 6.5扩孔铣刀 合金钻花 合金钻花 合金钻花 合金钻花 合金钻花 合金钻花
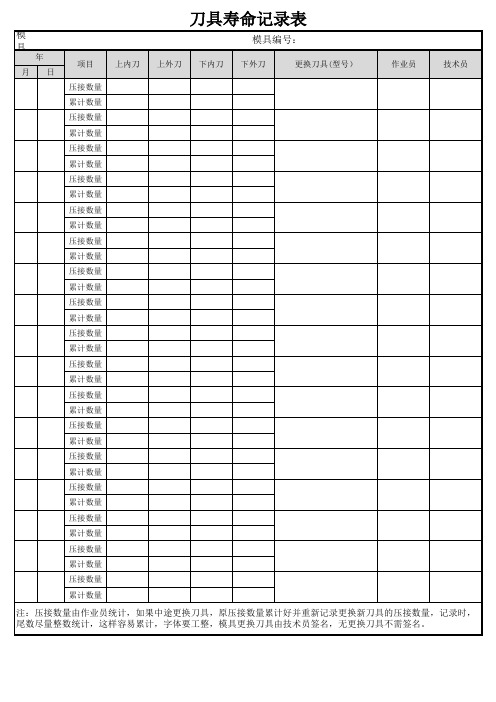
刀具寿命记录表
累计数量 压接数量 累计数量 压接数量 累计数量 压接数量 累计数量 压接数量
累计数量 压接数量 累计数量 压接数量 累计数量
注:压接数量由作业员统计,如果中途更换刀具,原压接数量累计好并重新记录更换新刀具的压接数量,记录时, 尾数尽量整数统计,这样容易累计,字体要工整,模具更换刀具由技术员签名,无更换刀具不需签名。
模 具
年
月日
项目
压接数量 累计数量 压接数量
上内刀
刀具寿命记录表
模具编号:
上外刀 下内刀 下外刀
更换刀具(型号)
作业员
技术员Βιβλιοθήκη 累计数量 压接数量 累计数量 压接数量 累计数量 压接数量 累计数量 压接数量 累计数量
压接数量 累计数量 压接数量 累计数量 压接数量 累计数量 压接数量 累计数量 压接数量
过程刀片使用更换记录表3-12
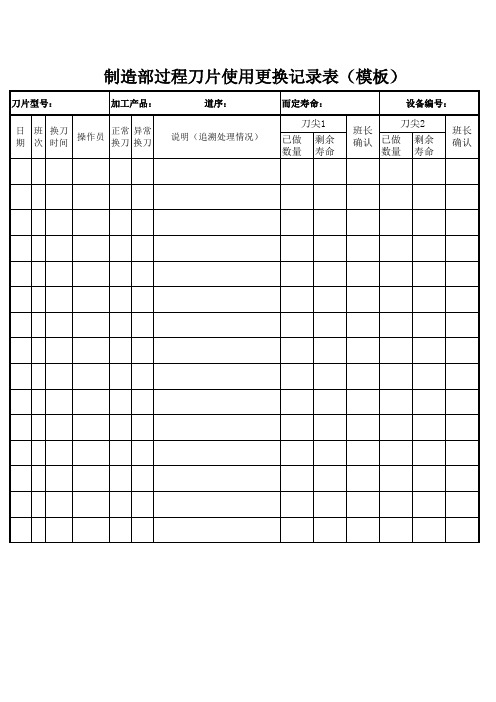
制造部过程刀片使用更换记录表(模板)
刀片型号: 加工产品: 道序: 而定寿命: 期 次 时间 换刀 换刀
刀尖1
说明(追溯处理情况)
已做 数量
剩余 寿命
刀尖2 班长 确认 已做 剩余 数量 寿命
班长 确认
1、请在正常换刀/异常换刀栏内打“√” 2、异常/不合格追溯时、量具检测直到5个合格后、并拿其中一个产品剖开、由班长去精测室投影检测; 3、确认栏由班长确认,刀片及产品首末件均合格时方可继续生产; 4、规则:本班确认上一班次的填写是否规范、漏填或作假者予以50元处罚,发现者可给予50元奖励; (此项直接告知工长、工长确认后当下开出奖罚处理单)
;
刀片型号: 加工产品: 道序: 而定寿命: 期 次 时间 换刀 换刀
刀尖1
说明(追溯处理情况)
已做 数量
剩余 寿命
刀尖2 班长 确认 已做 剩余 数量 寿命
班长 确认
1、请在正常换刀/异常换刀栏内打“√” 2、异常/不合格追溯时、量具检测直到5个合格后、并拿其中一个产品剖开、由班长去精测室投影检测; 3、确认栏由班长确认,刀片及产品首末件均合格时方可继续生产; 4、规则:本班确认上一班次的填写是否规范、漏填或作假者予以50元处罚,发现者可给予50元奖励; (此项直接告知工长、工长确认后当下开出奖罚处理单)
;
刀具寿命管控记录表

换刀次数1234567891011换刀时间换刀原因技术员换刀时间换刀原因技术员换刀时间换刀原因技术员换刀时间换刀原因技术员换刀时间换刀原因技术员换刀时间换刀原因技术员换刀时间换刀原因技术员换刀时间换刀原因技术员换刀时间换刀原因技术员备注设定寿命刀具规格刀具寿命管理表换刀记录
刀具寿命管控记录表
机台号:工序:日期:
换刀次数1234567891011换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员备注
设定寿命刀具规格刀具期)
编号
刀具寿命管控记录表
机台号:工序:日期:
换刀次数1234567891011换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员备注
设定寿命刀具规格刀具期)
编号
刀具寿命管控记录表

技术员
换刀时间
换刀原因
技术员
注意事项:产品开始生产时或更换刀具后,技术员需依照各个刀具规定使用寿命,将刀具使用寿命加入到CNC运行程序中,并设定到寿命自动停止.
刀具寿命管理表
编号
机台号:
工序:
日期:
刀具规格
设定寿 命 换刀次
1
2
换刀记录 (“△”折断 “○”寿命到期)
345来自678
9
10
换刀时间
11
备注
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因