机加工工时计算表
常用机加工工时成本计算表
VC-2MS
2
0.015
/
1.5
/
0.02
/
0.02
/
9900
SC7-702-00136S
VC-4MC
4
0.012
/
2.0
/
0.02
/
0.02
/
7600
SC7-702-00137S
VC-4MC
4
0.02
/
2.5
/
0.03
/
0.03
/
6000
SC7-702-00138S
VC-4MC
4
0.025
/
3.0
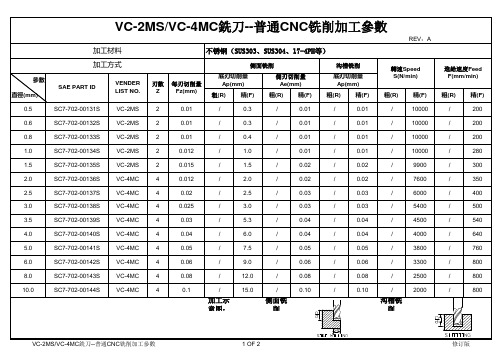
VC-2MS/VC-4MC銑刀--普通CNC铣削加工參數
2 OF 2
0 修订版
粗(R) / / / / / / / / / / / / / /
精(F) 200 200 200 280 300 350 400 500 540 640 760 800 800 800
VC-2MS/VC-4MC銑刀--普通CNC铣削加工參數
1 OF 2
0 修订版
參數 直徑(mm)
0.5 0.6 0.8 1.0 1.5 2.0 2.5 3.0 3.5 4.0 5.0 6.0 8.0 10.0
/
10000
SC7-702-00132S
VC-2MS
2
0.01
/
0.3
/
0.01
/
0.01
/
10000
SC7-702-00133S
VC-2MS
2
0.01
/
0.4
/
0.01
/
0.01
/
机加工工时的计算
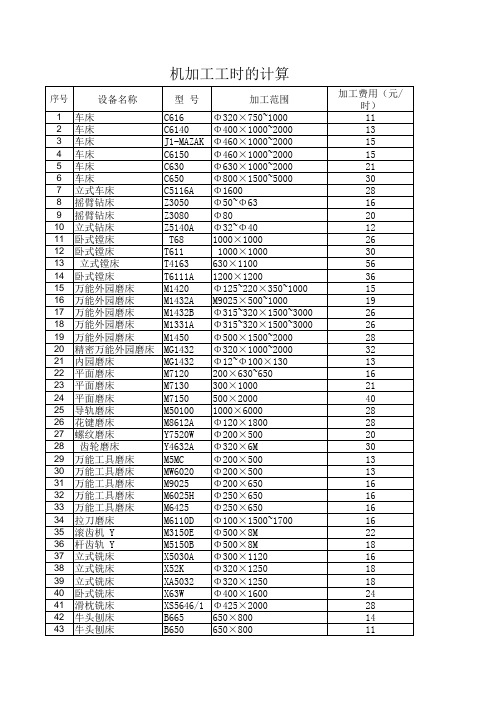
序号
设备名称
型号
加工范围
1 车床
C616
Φ320×750~1000
2 车床
C6140 Φ400×1000~2000
3 车床
J1-MAZAK Φ460×1000~2000
4 车床
C6150 Φ460×1000~2000
5 车床
C630
Φ630×1000~2000
6 车床
C650
Φ800×1500~5000
2车 床加 工类
一般 精度 光轴 加工 长径 比不 大与 10的 按加 工件 毛坯 尺寸
*0.2 收费 (最 底5 元)
长径 比大 于10 的按 一般 光轴 基价* 长径 比数 *0.15
精度 要求 在 0.05
MM 以内 的或 要求 带锥 度的 以一 般光 轴基 价*2 收取
一般 阶梯 轴 (风 机 轴, 泵 轴, 减速 器 轴, 砂轮 轴, 电机 轴, 主轴 等)
一般 镗孔 加工 按孔 直径 *0.25 收取
4带 锯加 工类
一般 圆 钢, 厚壁 管, 方钢 截 断, 按每 平方 分米 5元 计算 (最 低5 元)
一般 钢板 切 断, 分 条, 开角 按每 平方 分米 10元 (最 低10 元)
5线 切割 加工
一般 零件 按切 断面 积 (平 方毫 米) *0.00 8元 收费 。需 要穿 丝的 零件 每穿 丝孔 加价 5元
20 精密万能外园磨床 MG1432 Φ320×1000~2000
21 内园磨床
MG1432 Φ12~Φ100×130
22 平面磨床
M7120 200×630~650
23 平面磨床
M7130 300×1000
机械加工工时报价 成本核算表 报价表模板

39.2 电
16.36
55.6
钳工装配
39.2 电
7.5
46.7
焊接 喷漆(特殊工种)
39.2 压电缩空气、 47.0 电
15 30.5
54.2 77.5
清理辅助
39.2
39.2
调平
39.2 氧乙炔
20
59.2
打磨
39.2 电
2.5
41.7
序号
名称
材质 材料规格
数量
毛重
金属
材料费(
Q235
T5
1
1.2
工资成本核算
工人平均实领工资
5000
含养老保险及公积金个人交的部分
不含税总计 厂内加工
日工时费 小时工时费 厂外施工
厂外施工日费用
工时费用 7525
五险 福利费 公积金
元/月
31.50% 7% 12%
50.50%
五险含 养老企业
大企业14%,小企业折半7%
失业
企业12%,个人12%
工伤
生育+医疗
313.5 39.2
元/日 元/小时
平均每月 2平4均工每作日日 工作8小时
基本日工时费 出差工资补助
交通食宿 493.5
313.5 30 150
元/日
元/日 元/日 元/日 平均每月 24工作日
备注
开增值税发票
税金
18.20%
增值税17% 教育附加 1.2%
厂内机械加工 小时成本核算
工资费用成本
动力消耗/h 综合成本
工种名称
7h有效工作时间 种类
费用
剪板机下料
39.2 电
11.5
电脑车床零件简易机加工工时计算表

序号 工步序 号: 加工部 位: n转数 (r/min) f进给 (mm/r) L车削长 度(mm) N走刀 T1车削工 T2空走工 T总工时 α 系数 次数 时(s) 时(s) (s) 计算方法
1
1
平面
3000
0.05
Hale Waihona Puke 2010.48
0.4
8.4
T1
60* L * N ; T T1 T 2 f *n T 2 N *a
直径。
L=(D1-D2)/2;其 4 4 定中心 3000 0.03 5 1 0.4 3.333333333 0.4 3.7 中D1为车削前直 60* L T1 * N 径,D2为车削后 f *n 直径。
L=L1+L2;其中L1 5 5 钻孔 3000 0.05 4 1 0.4 1.6 0.4 2.0 为每次打孔深度, 60* L T1 * N L2每次安全定位 f *n 距离; L=(D1-D2)/2;其 6 6 镗孔 3000 0.02 3 1 0.4 3 0.4 3.4
L=(D1-D2)/2;其 中D1为车削前直 60* L * N 径,D2为车削后 f *n 直径。
2
2
粗车外径
2500
0.08
25
2
0.4
15
0.8
15.8
T1
L=(D1-D2)/2;其 3 3 铣六角 3000 0.05 25 6 0.4 60 2.4 62.4
T1
60* L 中D1为车削前直 *N 径,D2为车削后 f *n
T1
中D1为车削前直 60* L *N 径,D2为车削后 f *n 直径。
L=(D1-D2)/2;其 7 7 精车外径 3500 0.03 20 2 0.4 22.85714286 0.8 23.7 中D1为车削前直 60* L T1 * N 径,D2为车削后 f *n 直径。
各种机加工工时计算表
1200.00 0.833333333
0.2-0.3 0.15 26.0 1379
>>>>>>>往复式平面粗磨理论工时计算<<<<<<<
零件参数
砂轮、机床参数
工件材料
淬火钢 砂轮直径 mm
400
磨削形式
零件装置在夹具中或用千 分表校准
**当加工孔径较大 时,ap取大值;加 工孔径较小,且加 工精度要求较高 时,ap取小值
钢、铸钢 刀具材料 精镗 刀具类型 5 刀具直径 mm 20 推荐切削参数范围 0.6-1.2 1.00 8 509 请输入实际切削参数 3.00 0.60 1.00 600.00 0.3
刀具参数
硬质合金 镗刀块 5.00
4.00 20 1273
>>>>>>>高速钢铰刀铰孔理论工时计算<<<<<<<
零件参数
材料种类
材料性能
孔直径 mm
铰
刀具直径 mm 待加工孔深度 mm
切削深度 mm 铰削余量 mm 实际每转进给量 实际主轴转速 理论工时 min
推荐切削参数 中硬铸铁 铰削余量 mm
175HBS 每转进给量 f mm 6.00 切削速度 m/min 6.0 主轴转速 10.0
材料种类 孔直径 mm
深度 mm
钻
零件参数
不锈钢 刀具直径 mm
12.50 每转进给量 mm
20.00
切削速度 主轴转速
m/min
请输入实际切削参数
推荐切削参数范围 8 ~ 20
机械加工设备加工工时计算方法(DOC)
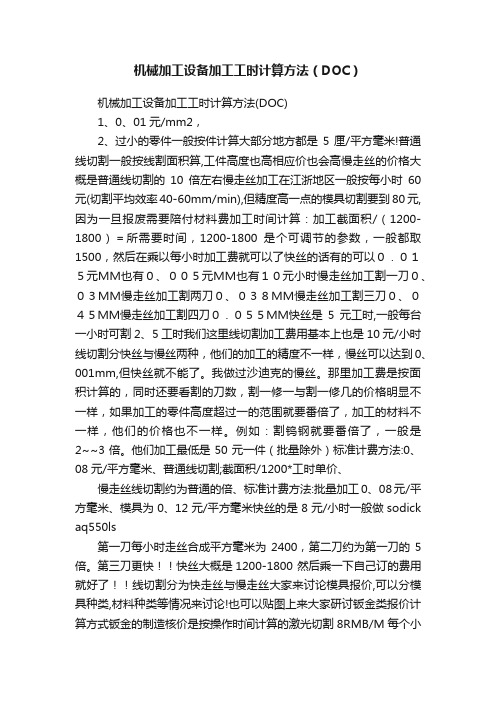
机械加工设备加工工时计算方法(DOC)机械加工设备加工工时计算方法(DOC)1、0、01元/mm2,2、过小的零件一般按件计算大部分地方都是5厘/平方毫米!普通线切割一般按线割面积算,工件高度也高相应价也会高慢走丝的价格大概是普通线切割的10倍左右慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了快丝的话有的可以0.015元MM也有0、005元MM也有10元小时慢走丝加工割一刀0、03MM慢走丝加工割两刀0、038MM慢走丝加工割三刀0、045MM慢走丝加工割四刀0.055MM快丝是5元工时,一般每台一小时可割2、5工时我们这里线切割加工费用基本上也是10元/小时线切割分快丝与慢丝两种,他们的加工的精度不一样,慢丝可以达到0、001mm,但快丝就不能了。
我做过沙迪克的慢丝。
那里加工费是按面积计算的,同时还要看割的刀数,割一修一与割一修几的价格明显不一样,如果加工的零件高度超过一的范围就要番倍了,加工的材料不一样,他们的价格也不一样。
例如:割钨钢就要番倍了,一般是2~~3倍。
他们加工最低是50元一件(批量除外)标准计费方法:0、08元/平方毫米、普通线切割;截面积/1200*工时单价、慢走丝线切割约为普通的倍、标准计费方法:批量加工0、08元/平方毫米、模具为0、12元/平方毫米快丝的是8元/小时一般做sodick aq550ls第一刀每小时走丝合成平方毫米为2400,第二刀约为第一刀的5倍。
第三刀更快!!快丝大概是1200-1800 然后乘一下自己订的费用就好了!!线切割分为快走丝与慢走丝大家来讨论模具报价,可以分模具种类,材料种类等情况来讨论!也可以贴图上来大家研讨钣金类报价计算方式钣金的制造核价是按操作时间计算的激光切割8RMB/M每个小孔洞按1RMB计算数控计价5RMB/Min 数控折弯计价每边1RMB大边加倍冷作焊接计算一天70RMB,每工一天50KG为基准以上计算方式需综合素质高,对行业动态极为了解,即操作困难以下钣金计算是不考虑制造加工工艺的经验计算式:材料价 = 展开落料公斤数 x 市场材料价加工费计算:不考虑工艺,税收,管理费用及运费基准计算:3200RMB/T的冷轧钢板t =2、01804-m7级IT7 冷作加工费用:8、0~8、4RMB/KG,工人每工制作50KG以上,冷作包括以下:砂轮机切割、老式剪床、老式折弯机、火焰穿孔、老电焊、外包价格为7、2~7、5RMB/KG。
机加工预估加工工时计算表

2 3.9 86.2 200 2500 0.080
2 3.9 95.6 100 2000 0.050
2 3.0 96.5 400 1800 0.222
2 3.0 146.0 1000 3500 0.286
2 3.0 38.0 400 2500 0.160
2 1.0 89.0 100 2500 0.040
非切削时间
163.1
小计
978.58 ¥3,950
总计 1731.636 ¥6,050
¥1.73
¥2.37
150 2500 0.060
2 1.3 48.8 200 2500 0.080
2
1
14.0
150 3200 0.047
2 1.3 33.2 100 1800 0.056
2 1.0 105.5 400 2200 0.182
2
1
38.0
600 1500 0.400
2
3
16.4
150 2200 0.068
铣两边
精铣刀 12 100 70 2300
锣面
飞刀
32 100 19 1000
加工中 定中心孔 中心钻
6 100 5 4000
心2#
钻孔 Φ5.5钻头 5.5 80 33 3000
线速度
75.40 86.71 100.53
材 料:
SUS316L
换刀 时间
进刀 次数
加工时间
2 2 142.0
2
2
86.0
沉孔加工
铣刀
10 200 40 2000
倒12个棱边 倒角钻
5 400 580 5000
62.83 63.62 59.69 53.72 75.40 69.11 62.83 54.19 56.55 62.83 37.70 62.83 78.54
机械加工工时核算表

Hale Waihona Puke 件直径D/318(总余量H/切削深度) D(mm) V(米/分) 常量 工件转速N 200 150 318 238.50 D(mm) N(转/分) 常量 V(米/分) 200 250 318 157.23 时间(分钟) 28 实际工时 55 D(mm) V(米/分) 常量 工件转速N 200 150 318 238.50 D(mm) N(转/分) 常量 V(米/分) 200 250 318 157.23 时间(分钟) 273 实际工时 360
公法线计算表.xls 切削速度V=3.14*工件直径D*工件转速N/1000或 速度V=工件转速N*工件直径D/318 工件转速N=切削速度V*1000/3.14*工件直径 车工时核算:单件工时T=(工件加工长度L/(工件转速N*进给量S))*(总余量H/切削深度) 圆周率 3.14 圆周率 3.14 V(米/分) 90 D(mm) 160 常量 1000 N(转/分) 300 D(mm) 550 常量 1000 加工总余量H(mm) 10 T服 2.94 D(mm) 550 常量 1000 加工总余量H(mm) 2 T服 19.11 工件转速N 52.11 V(米/分) 150.72 切削深度t(mm) 3.00 N工件数量 1.00 工件转速N 63.69 V(米/分) 150.72 切削深度t(mm) 0.68 N工件数量 1.00
粗车核算 加工件长度L(mm) N(转/分) S(mm/转) 200 120 0.2 T基 42 圆周率 3.14 圆周率 3.14 T辅 8.4 V(米/分) 110 D(mm) 160 T准 2.1 常量 1000 N(转/分) 300
精车核算 加工件长度L(mm) N(转/分) S(mm/转) 480 65 0.08 T基 273 T辅 54.6 T准 13.65
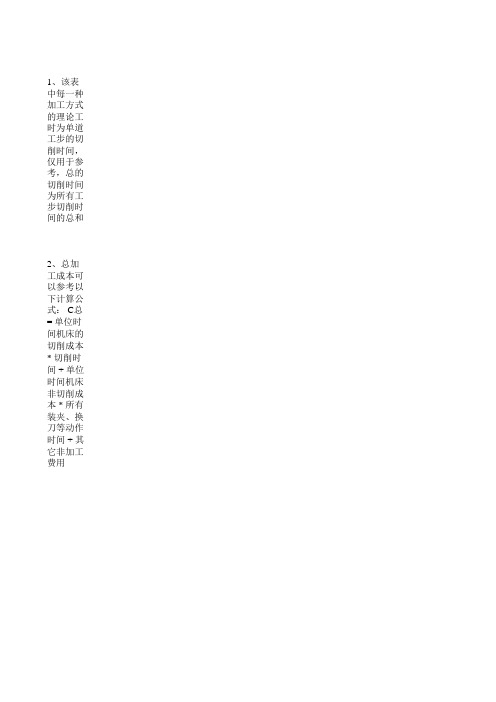
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
平面--铣削范围(长 X 宽)mm
<50X50
<50X100
<100X100
<100X150
<100X200
TR
TC
TR
TC
TR
TC
TR
TC
TR
TC
0.3
0.5
0.7
0.9
1.2
1.7
1.9
2.5
2.5
3.3
0.2
0.3
0.5
0.7
0.8
1.2
1.2
1.7
1.6
2.3
0.2
0.3
0.3
0.5
0.5
0.9
内腔轮廓--铣削范围(长X宽)mm
时间 刀具直徑(mm)
SAE PART ID
<50X50
粗
精
1.0
SC7-702-00071S
8.3
8.3
1.5
SC7-702-00072S
3.7
3.7
2.0
SC7-702-00073S
2.1
2.2
2.5
SC7-702-00074S
1.3
1.4
3.0
SC7-702-00075S
4002銑刀--普通CNC铣削加工标准时间(min)
<50X100
TR
TC
1.1
1.5
0.7
1.0
0.5
0.8
0.3
0.7
TR:粗加 工时间/次
塑胶类(ESD225、ESD420、Derlin等)
平面--铣削范围(长 X 宽)mm
<100X100
<100X150
TR
TC
TR
TC
2.1
2.8
3.1
4.1
TR
TC
0.25
1.67
0.21
1.32
0.16
1.05
0.13
0.93
0.10
0.79
TR:粗加 工时间/次
2 OF 7
TC:精加 工时间
n1:侧刃 过刀次数
n2:底刃 过刀次数
修订版
加工材料 加工方式
4002銑刀--普通CNC铣削加工标准时间(min)
REV:A
铝、铜合金(AL6061、AL7075、COPPER、BRASS等)
1.2
1.7
1.8
2.6
0.8
1.3
1.2
2.0
0.6
1.1
0.9
1.7
<100X200
TR
TC
4.1
5.5
2.4
3.5
1.6
2.7
1.1
2.3
<200X200
TR
TC
7.9
5.5
4.5
3.5
2.9
2.7
2.1
2.3
TC:精加 工时间
1 OF 7
n:过刀次 数
H:铣削深 度
Ap=0.5D
D:选用刀 具直径
0.3
0.5
10.0
SC7-702-00081S
0.2
0.4
12.0
SC7-702-00082S
0.2
0.3
Remark:
1.非特殊情况下,工 艺和加工中尽可能 2.表中 TR 的数据按 每次底刃切削量 Ap n = H / 0.5D (若不
能整除,则把小数 3.总加工标准时间 T
= ( TR x n ) + TC;
0.10
0.20
400~500
TR 0.26
TC 0.33
0.25
0.33
0.21
0.30
0.17
0.28
0.13
0.25
加工材料 加工方式
时间 刀具直徑(mm)
SAE PART ID
<50
TR
TC
5.0
SC7-702-00078S 0.03
0.17
6.0
SC7-702-00079S 0.02
0.13
0.10
0.67
0.151.000.20来自0.330.08
0.53
0.13
0.79
0.17
0.25
0.06
0.42
0.09
0.63
0.13
0.21
0.05
0.37
0.08
0.56
0.10
0.21
0.04
0.32
0.06
0.48
0.08
0.19
Ae=0.2D
Ap=0.5D
W:侧刃 余量;H:
400~500
4002銑刀--普通CNC铣削加工标准时间(min)
50~100
TR
TC
0.05
0.18
0.04
0.07
0.03
0.04
0.03
0.02
0.02
0.02
塑胶类(ESD225、ESD420、Derlin等)
外型轮廓--铣削范围(周长)mm
100~200
200~300
300~400
TR
TC
TR
TC
TR
TC
0.03
0.03
0.05
0.07
0.10
0.13
0.15
0.20
0.20
0.27
0.02
0.03
0.04
0.06
0.08
0.12
0.13
0.18
0.17
0.24
0.02
0.03
0.03
0.06
0.07
0.11
0.10
0.17
0.13
0.22
0.01
0.03
0.03
0.05
0.05
0.10
0.08
0.15
加工材料
加工方式
时间 刀具直徑(mm)
SAE PART ID
6.0
SC7-702-00079S
8.0
SC7-702-00080S
10.0
SC7-702-00081S
12.0
SC7-702-00082S
4002銑刀--普通CNC铣削加工标准时间(min)
REV:A
铝、铜合金(AL6061、AL7075、COPPER、BRASS等)
0.9
1.0
3.5
SC7-702-00076S
0.7
0.8
4.0
SC7-702-00077S
0.5
0.6
5.0
SC7-702-00078S
0.4
0.4
6.0
SC7-702-00079S
0.3
0.4
8.0
SC7-702-00080S
--
--
10.0
SC7-702-00081S
修订版
加工材料 加工方式
时间 刀具直徑(mm)
SAE PART ID
5.0
SC7-702-00078S
6.0
SC7-702-00079S
8.0
SC7-702-00080S
10.0
SC7-702-00081S
12.0
SC7-702-00082S
4002銑刀--普通CNC铣削加工标准时间(min)
REV:A
0.8
1.3
1.1
1.8
0.1
0.2
0.2
0.4
0.3
0.7
0.5
1.0
0.7
1.4
<200X200
TR
TC
4.7
6.3
3.0
4.3
2.0
3.3
1.2
2.5
加工材料 加工方式
时间 刀具直徑(mm)
SAE PART ID
<50X50
TR
TC
6.0
SC7-702-00079S
0.6
0.8
8.0
SC7-702-00080S
铝、铜合金(AL6061、AL7075、COPPER、BRASS等)
外型轮廓--铣削范围(周长)mm
<50
50~100
100~200
200~300
300~400
TR 0.03
TC 0.03
TR 0.05
TC 0.07
TR 0.11
TC 0.13
TR 0.16
TC 0.20
TR 0.21
TC 0.26
8.0
SC7-702-00080S 0.02
0.11
10.0
SC7-702-00081S 0.01
0.09
12.0
SC7-702-00082S 0.01
0.08
Remark:
1.非特殊情况下,工 艺和加工中尽可能 2.表中 TR 的数据按 每次的Ap和Ae进行 n1 = W / 0.2D ; n2 = H / 0.5D (若不能 3.总加工标准时间 T = ( TR x n1 x n2 ) +