实现消失模铸造产业化的历程
消失模铸造
消失模铸造消失模铸造(Lost Foam Foundry)是一种几乎没有加工余量,且能精确成型的铸造工艺。
1999年,国家科技部把消失模铸造技术列为国家重点推广的高新技术。
此工艺技术容易实现清洁、批量生产,为铸件复杂结构设计提供了充分的自由度。
金属液的流动前沿是热解的消失模产物(气体和液体),它会与金属液发生反应并影响到金属液质量,如果金属液充型过程中热解产物不能顺利排除,就容易引起气孔、皱皮、增碳等缺陷。
这就要求工艺师掌握消失模铸造成形原理,正确设计浇注系统,制定合理的工艺方案;虽然综合铸造成本较低,但最好有一定的生产批量,以获得更佳的经济效益。
干砂实型负压铸造又称消失模铸造,还称之为EPC,是目前国际上最先进的铸造工艺之一,被国内外誉为铸造史上的一次“革命”,并称之为二十一世纪“铸造新星”或“绿色工程”,铸造厂改造或者新建中小型铸造厂均可。
该工艺是将泡塑模型粘结组合成模型簇,涂、刷特制耐火涂层并烘干后,埋在特制砂箱中振动造型,在一定条件下浇注金属液,使模型气化消失,金属液占据模型位置,凝固冷却后形成所需,并且铸件无飞边毛刺的方法。
综上所述,消失模铸造符合当今铸造技术发展的总趋势,有着广阔的前景,与传统铸造技术相比,消失模铸造技术具有与无伦比的优势,被国内外铸造界誉为“二十一世纪的铸造技术”、“铸造工业的绿色革命”。
山东金阳机械制造有限公司隶属山东金阳实业集团,西临济南国际机场(35公里);东靠青岛国际港口(300公里);坐落在济青高速公路第五出口、山东省唯一国家级卫生县城―――邹平县。
公司集科、工、贸一体,最早开发研制并应用消失模铸造工艺设备的国内最大的专业公司之一,多年来已成功地为多家企业提供了自主开发的JY系列消失模铸造设备及工艺技术,深受用户好评,2006年评为中国消失模设备十大品牌。
也可根据用户需要提供单机设备。
1 消失模概述

在20世纪80年代,GMPT即在纽约州的马森纳工厂 用EPC工艺生产一种4.3升的V型汽车柴油机的铝缸盖, 随后在1986年用于2.2升四缸铝缸盖的生产,至今已 生产了500万件。
1 消失模概述
1.2 消失模铸造工艺过程和特征
1.2.1 工艺过程对比
EPC工序和传统工艺相比差别较大。 消失模铸造工序大为简化,由于不需分型、不 需取模、无砂芯、不需要下芯合箱,不配置型砂和 芯砂,使其工艺设计原则和内容也有很大区别。
1 消失模概述 图1 传统砂型铸造与消失模铸造工序对比
1 消失模概述
1 消失模概述
(2)日本推荐资料
① 大批量生产的复杂零件。 ② 多品种、批量不大(例如几百件)的铸件,如管 件、阀门等。 ③ 一吨重以上的大件,批量小也可组织生产。
这是因为日本劳动力奇缺,有的工厂临时工年 龄平均在50岁以上,妇女劳动力多,无需熟练技术, 劳动强度低,工时费用低,可降低成本,对中小工 厂生产方式有利。
(6)可在理想位置放置浇冒口,冒口可选择最佳形 状(如球形),不受起模的限制,对保证铸件内在 质量有利。
(7)投资少,同样生产能力比砂型可降低30~50%, 生产线柔性好,可在一条线上实现不同合金、不同铸 件的流水线生产。 (8)可改善工人劳动条件。有机物燃烧仅为砂型的 1/10,且集中在浇注、落砂处排放,便于采取措施。
美国EPC技术发展之快,令世界瞩目。
1 消失模概述
我国的EPC生产在20世纪90年代初期发展较快。据中 实委不完全统计,
2005年EPC(包括FM)铸件产量约321,000吨, 是1995年的20倍以上,其中EPC铸件为216,000吨, FM铸件为105,000吨。
消失模铸造技术简介及工艺流程
汇报人:
CONTENTS
PART ONE
PART TWO
消失模铸造技术是一种先进的铸造工艺,通过使用可发性聚苯乙烯泡沫塑料模型代替 传统的砂型,实现铸件的成型。
消失模铸造技术的优点包括:生产效率高、铸件质量好、尺寸精度高、表面光洁度 好等。
检验:检查铸件的质量和尺 寸是否符合要求
PART FOUR
发动机缸体:消失模铸造技术可以生产出高精度、高强度的发动机缸体,提高发动机的性能和 寿命。
变速箱壳体:消失模铸造技术可以生产出高强度、高精度的变速箱壳体,提高变速箱的耐用性 和稳定性。
底盘部件:消失模铸造技术可以生产出高强度、高精度的底盘部件,提高汽车的行驶稳定性和 安全性。
检查:检查砂型是 否满足要求,如有 问题及时调整
浇注:将熔融的金 属液注入模具中, 形成铸件
冷却:金属液在模 具中冷却凝固,形 成铸件
脱模:将铸件从模处 理,提高表面质量
清理:去除铸件表面的砂粒 和残留物
脱箱:将铸件从模具中取出
打磨:对铸件表面进行打磨, 使其光滑平整
PART FIVE
绿色环保:采用环保材料,减少污染,提高环保性能 智能化:引入自动化、智能化技术,提高生产效率和质量 复合材料:开发新型复合材料,提高产品性能和寿命 3D打印:结合3D打印技术,实现个性化、定制化生产 数字化:利用数字化技术,实现生产过程的实时监控和优化 轻量化:研发轻量化材料和工艺,降低产品重量,提高性能
车身部件:消失模铸造技术可以生产出高强度、高精度的车身部件,提高汽车的美观性和安全 性。
制造复杂形状的零件 提高零件的精度和表面质量 降低生产成本和周期
消失模壳铸造技术
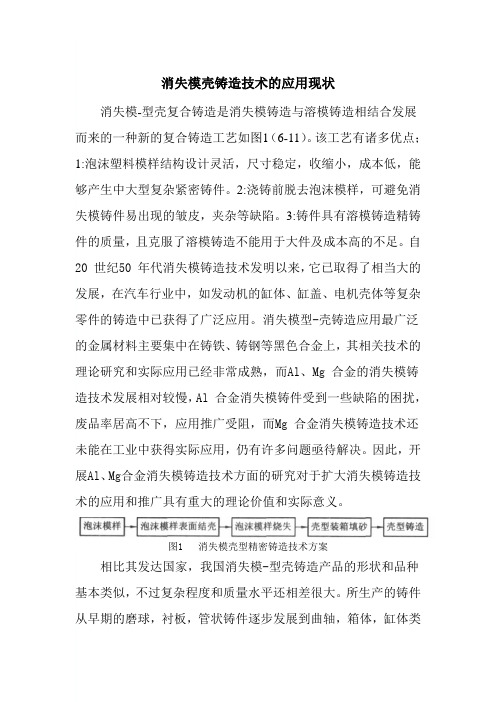
消失模壳铸造技术的应用现状消失模-型壳复合铸造是消失模铸造与溶模铸造相结合发展而来的一种新的复合铸造工艺如图1(6-11)。
该工艺有诸多优点;1:泡沫塑料模样结构设计灵活,尺寸稳定,收缩小,成本低,能够产生中大型复杂紧密铸件。
2:浇铸前脱去泡沫模样,可避免消失模铸件易出现的皱皮,夹杂等缺陷。
3:铸件具有溶模铸造精铸件的质量,且克服了溶模铸造不能用于大件及成本高的不足。
自20 世纪50 年代消失模铸造技术发明以来,它已取得了相当大的发展,在汽车行业中,如发动机的缸体、缸盖、电机壳体等复杂零件的铸造中已获得了广泛应用。
消失模型-壳铸造应用最广泛的金属材料主要集中在铸铁、铸钢等黑色合金上,其相关技术的理论研究和实际应用已经非常成熟,而Al、Mg 合金的消失模铸造技术发展相对较慢,Al 合金消失模铸件受到一些缺陷的困扰,废品率居高不下,应用推广受阻,而Mg 合金消失模铸造技术还未能在工业中获得实际应用,仍有许多问题亟待解决。
因此,开展Al、Mg合金消失模铸造技术方面的研究对于扩大消失模铸造技术的应用和推广具有重大的理论价值和实际意义。
图1 消失模壳型精密铸造技术方案相比其发达国家,我国消失模-型壳铸造产品的形状和品种基本类似,不过复杂程度和质量水平还相差很大。
所生产的铸件从早期的磨球,衬板,管状铸件逐步发展到曲轴,箱体,缸体类零件。
在消失模铸造技术的合金种类上,铸铁件的消失模铸造技术在我国已是基本成熟。
铸钢件的消失模铸造技术在我国也基本掌握。
据统计,2007年中国消失模铸件生产总量达64.8万吨,位居世界第一,2011年我国消失模铸件更是达到了150吨,但是在这些铸件中由特种铸造技术铸造成的铸件占有量却不到一半,特种铸造与传统铸造相比,不论从技术,规模,专用设备,自动化等方面都明显落后。
在我国这些技术都明显的落后于国外,而且从国外引进的设备技术还没有发挥其相应效益。
近年来我国在消失模-型壳铸造技术方面做了很多的研究,而且清华大学,上海交通大学,华中科技大学等高校率先对消失模-型壳铸造等几个特种铸造技术方面进行了研究,并取得了一批国际水平的研究成果。
消失模铸造工艺在铸造公司生产中的应用

消失模铸造工艺在铸造公司生产中的应用一、消失模铸造工艺介绍消失模铸造工艺又称为精密铸造、投蜡铸造,它是一种以乳白色蜡型为原型材料,通过模具制作成铸件的工艺。
消失模铸造工艺在铸造公司生产中的应用,主要是通过分解或燃烧模型,将金属或合金熔化注入模型的空腔,经过冷却凝固后得到所需的铸件。
消失模铸造工艺因其生产过程精密、适用范围广、适用材料多等优点,深受广大铸造行业的青睐。
1.精密铸造消失模铸造工艺在铸造公司生产中最主要的应用就是精密铸造。
它可以生产出高精度、高质量的铸件,表面光洁平整,尺寸精度高,可以满足各种机械设备对精密零部件的要求。
而且消失模铸造工艺可以灵活应用于各种形状和尺寸不同的铸件,具有很强的设计和制造灵活性。
2.复杂结构铸件在铸造公司生产中,有一些复杂结构的铸件往往难以用传统的铸造工艺生产,而采用消失模铸造工艺就可以比较轻松地解决这个问题。
因为消失模铸造工艺制作的模型可以精确再现设计的复杂结构,从而生产出符合要求的铸件。
3.特殊材料铸件传统铸造工艺对材料的要求相对较低,而消失模铸造工艺可以适用于各种特殊材料的铸件生产,比如高温合金、耐磨合金等。
这为铸造公司生产提供了更多的选择空间,满足不同场合的需要。
4.小批量生产消失模铸造工艺可以有效降低铸造产品的生产成本,适用于小批量、个别化生产。
铸造公司可以根据不同需求进行定制生产,提高生产效率和产品品质。
1.高精度消失模铸造工艺可以生产出高精度的铸件,尺寸精确度可以达到IT7-IT6,能够满足各种高精密度的需求。
2.优质表面消失模铸造工艺生产的铸件表面光洁平整,无需二次加工,能够节省出工序,提高生产效率,减少生产成本。
3.设计灵活性消失模铸造工艺可以生产各种形状、尺寸不同的铸件,灵活适用于不同的设计需求,为产品设计带来更多的可能性。
4.节约原材料相比传统铸造工艺,消失模铸造工艺可以减少原材料的使用量,提高材料的利用率,降低了生产成本。
消失模铸造工艺在铸造公司生产中的应用前景广阔,它的应用范围正在不断扩大,技术不断创新。
消失模及振动铸造技术的发展与工艺流程介绍

消失模铸造技术是将与铸件尺寸形状相似的发泡塑料模型粘结组合成模型簇,刷涂耐火涂层并烘干后,埋在干石英砂中振动造型,在一定条件下浇注液体金属,使模型气化并占据模型位置,凝固冷却后形成所需铸件的方法。
对于消失模铸造,有多种不同的叫法。
国内主要的叫法有“干砂实型铸造”、“负压实型铸造”,简称EPC铸造。
国外的叫法主要有:Lost Foam Process(U.S.A)、P0licast Process(Italy)等。
消失模铸造是泡沫塑料模采用无黏结剂干砂结合抽真空技术的实型铸造。
国内主要的叫法有“干砂实型铸造”、“负压实型铸造”,简称EPC铸造;国外的叫法主要有:Lost Foam Process(U.S.A)、P0licast Process(Italy)等。
消失模铸造是目前国际上先进的铸造工艺之一,被誉为铸造史上的一次“革命”,国内外称之为21世纪绿色铸造。
中文名消失模;又称为干砂实型负压铸造;国外称之为EPC。
是目前国际上先进的铸造工艺之一。
一、消失模在国外的发展简史1956年美国人H.F.SHOYER开始了将聚苯乙烯泡沫塑料用于铸造的试验,并获得成功,引起了人们极大的兴趣,1958年以专利的形式公布于众,当时称之为“无型腔铸造”。
起初,该法只是用来制造金属雕像等艺术品铸件,以后经过许多实践和探索,1962年西德从美国引进专利,消失模铸造法才开始被开发,并在工业上得到应用。
1964年美国的T.R.SMITH发表了使用无粘结剂干砂造型生产消失模铸件的专利。
到了1967年,采用普通粘土砂和自硬砂的消失模铸造法获得了成功,并在许多国家得到了应用,生产了成千上万吨铸件,但无粘结剂干砂实型铸造却没得到发展,仍处于探索阶段。
在整个六十年代直至七十年代,消失模铸造法仅限于单件小批生产,典型产品是汽车模具、机器底座、艺术品等。
1968年,德国人E.KRYZMOWSKI在砂箱内抽成负压进行浇注,取得了专利,即现在的消失模铸造。
国内外消失模铸造技术的发展
国内外消失模铸造技术的发展山东大学姜青河教授一.国内消失模铸造发展情况及主要问题据中国铸造协会统计,2003年我国逐渐产量达到1987万吨,到2004年我国铸造企业达到2.6万家,铸件产量和铸造企业数量均居世界第一位,确立了我国铸造大国的地位。
消失模铸造技术作为一种先进的铸件成型方法,近年来在世界上得到了迅速的发展。
在西方发达国家由于机械化,自动化消失模铸造生产线的陆续建成投产,以及所生产的显著经济和社会效益,使这项技术呈现出强大的生命力。
前几年我国消失模铸造技术应用虽然进展缓慢,但是在近五年来得到了快速发展。
特别是由于消失模铸造设备投资少、工艺路线短、工序简化、占地面积小、铸件尺寸精度和外观精度高,许多原有的中校铸造企业也越来越多地采用该项技术。
但是,有些企业对该技术的认识不足,对出现的问题未加仔细研究分析,在操作中也未能加以重视,导致铸件质量波动,就认为消失模铸造技术不适应自己的情况而放弃。
在选择是否采用消失模铸造工艺的时候,要综合分析产品结构、批量大小、铸件材质、质量要求、投资大小等因素。
对于结构不太复杂、批量要求较大的箱体件、管件等,采用消失模铸造工艺是比较成功的。
在初次进行消失模铸造试生产时,建议先选择简单铸件,原材料选用优质材料,尽量保证初试成功,增强对这种工艺的信心。
等到技术掌握比较熟练后,可以逐步采用国产一般材料,并采用自己设计的工艺。
在投产之前,建议企业多了解消失模铸造工艺的特点和基本技术要求,多于消失模铸造专业技术人员沟通,比如参加相应的技术培训,出席相应的专业技术会议、聘请大专院校、科研院所专业技术人员进行技术指导等。
下面从三个方面介绍消失模铸造中应注意的问题:1. 模样模样材料通常称为珠粒,消失模铸造采用的珠粒一般分为三种:EPS(聚苯乙烯)、STMMA(共聚树脂)和EPMMA(聚甲基丙烯酸甲酯)。
三者都属于高分子材料。
对于低碳钢铸件,模样材料中的碳容易使铸件表面产生积碳现象,导致碳缺陷。
消失模铸造工艺概要
消失模铸造工艺概要消失模铸造工艺最早出现于20世纪50年代后期,到现在已经有50来年的历史了。
由于其在浇注金属液使之成形的过程中包含有金属液置换消失模的过程,完全不同于传统铸造工艺的“空腔充型”方式,因而,由长期经验积累而建立的有关浇注系统的一套技术不能直接运用,必须从实践中建立新的工艺设计原则。
消失模铸造工艺的创新期经历了40年之久。
1977年“美国铸造师协会”和“消失模铸造技术联谊会”共同对此项工艺在北美的实际应用情况进行了调查研究。
对调查结果进行分析之后,认为:消失模铸造工艺在铝合金,铸铁和铸钢方面的应用都已从“创新期”进入“发展期”,而进入“成熟期”则仍需一段时间。
同时,他们还预测:常用的几种得铸造合金消失模工艺进入“成熟期”的时间如下:铝合金铸铁铸钢2007年 2009年 2013年一、消失模铸造工艺的基本情况目前,消失模铸造工艺已经是一种应用相当广的工艺,可用以制造多种不同材质的铸件。
生产铝合金铸件方面,成功的经验很多,无论在美国或欧洲,都实现了高水平的工业规模生产,大量生产的重要汽车零件有进气歧管、发动机缸体和缸盖等。
在生产铸钢件、铸铁件和铜合金铸件方面,近年来都也有了可喜的进展。
消失模铸造工艺对生产条件和铸件品种的适应能力很强:既可用于单件、小批量生产,也可用于大量生产;生产的铸件小的可在10kg以下,大的可在30kg 以上。
1、消失模工艺的简要发展过程1958年,Harold F.Shroyer以“无型腔铸型及其制造方法”获得了美国专利。
最早问世的消失模工艺制造铸件,是M.C.Flemings和Alfred Duca等人于1962年公布的一批艺术铸件。
1959年,美国艺术家Alfred Duca找到麻省理工学院的M.C.Flemings,谈到了用聚苯乙烯发泡模制造艺术品的设想,并希望解决有关工业应用的问题。
Flemings很快就将此项目列入了麻省理工学院的研究课题,并邀请Duca到学校共同研究如何将此项工艺用于制造艺术铸件,该课题还得到了洛克菲勒基金、福特基金和国际镍公司的资助。
消失模铸造
1. 消失模铸造的界定最早使用泡沫模型制造金属铸件的方法是美国人H.F斯洛伊(Shroyer)在1958年4月15日获得的美国专利(专利号:2830304)。
这一天是铸造史上具有跨时代意义的日子,我们应该把这一天视为消失模铸造纪念日。
在Shroyer的专利中,他描述的是用聚苯乙烯(EPS)泡沫板手工拼接泡沫模型,用粘结砂使之固定进行金属液体浇注的过程。
这种在当时令人耳目一新的铸造方法与传统铸造不同的是:粘结砂中不再是空腔,而是实实在在的泡沫模型,所以,称之为实型铸造,也就是所说的FM或FMCP法。
美国人Shroyer的专利被德国人G.哈特曼(G.Hartmann)买断,在泡沫专家A.维特莫塞(A.Wittmoser)的指导下实现了工业化生产应用,并在1962年首先报导了将泡沫模型埋在干砂中生产铸件的方法。
这种方法我们称之为干砂实型铸造。
通常,干砂实型铸造只用于低密度和低熔点的铸铝件,这是因为铸铝件在型腔内金属铝液热辐射和对流导热的系数较小,泡沫型和铝液隙的空隙小,所以,干砂不易溃散。
铸铁,铸钢时由于铸态金属的密度大,温度高,热辐射和对流导热强烈,泡沫气化速度快,发气量大,泡沫型和液态金属间的气隙非常大,所以,干砂显得强度低,定型困难,控制不当,易于溃散塌箱,因此,很少用于铸钢和铸铁件的生产。
几乎与德国G.Harttmann报导干砂实型铸造的同时期,日本长野县工业实验所和秋田株式会社发明了V法铸造(Vacuum)。
V法铸造是英文真空密封法铸造的字头,Vacuum是利用塑料薄膜封闭砂箱,抽真空使干砂定型的造型方法。
1980年Shroyer的专利保护期满后,使用泡沫模型做铸造的方法才从垄断中解放出来,得到了迅速发展。
聪明的日本人将抽真空使干砂定型的方法应用到泡沫型铸造上,使消失模铸造和真空铸造得以同时发展,而产生了我们今天共同研讨的,具备泡沫模型,干砂,真空三个工艺条件的铸造方法。
这种铸造方法初始名字很多,如:气化模铸造,负压实型铸造,泡沫模型干砂负压法铸造等等,为了避免多种称谓给描述造成的混淆和误解,1990年夏季,美国铸造协会通过一项协议,将使用泡沫做模型,干砂埋型,抽真空定型的这种铸造方法称为:消失模铸造,简称(EPC)。
消失模铸造工艺
消失模铸造工艺消失模铸造工艺是一种制造技术,主要用于制作复杂的金属零件。
它是一种热胀冷缩工艺,通过将金属倒入布满模具中液态状态,并在较低温度下进行变形,使其达到最终形状的过程。
由于消失模铸造技术的耐用性,它被用于制造重要的结构件,其中包括汽车,飞机和工业设备的部件。
消失模铸造工艺最早可以追溯到18世纪。
时,当地的农民发明了一种可以使金属塑造成不同形状的方法,并将其用于塑造铜制品。
种技术后来被发明者的子孙继承,并在19世纪初得到了改进,从而开创了消失模铸造工艺。
消失模铸造工艺的主要特点是它可以制造出复杂精细的零件,而且由于它是一种热胀冷缩工艺,所以金属残余量比较少,生产成本也较低。
此之外,消失模铸造技术还可以在较短的时间内产生大量高精度零件,使制造速度大大提高。
使用消失模铸造工艺制造零件的过程也比较复杂,通常需要经过数步操作才能完成。
先,铸件的材料必须经过熔炼,以提高金属的流动性和可塑性。
后,将熔炼后的金属倒入模具中,以实现初始形状的成型。
着,模具中的金属将在较低温度下得到变形,以达到最终形状。
最后,将浇铸后的零件整理并经过其他表面处理工序即可完成。
消失模铸造工艺在近年来得到了快速发展和改进,现在已经成为制造重要零件的首选技术。
与传统的诸如锻造和注塑的制造技术相比,消失模铸造工艺的优势在于能够制造出精度更高、表面粗糙度更低的零件,同时它也能够更好地满足客户的定制要求,从而大大提高生产效率。
总之,消失模铸造工艺是一种实用且经济有效的制造技术,可以用于制造各种复杂零件。
它比传统的制造技术表现出更高的效率,同时也可以制造出更为精确的零件,从而满足客户的不同需求。
此,在当今高科技产业中,消失模铸造工艺的应用将变得越来越广泛。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
20 0 5年 1 2月 1 8日, 由安 徽全 柴集 团有 限公 司等
1 9 年价值3 0 94 0 万美元 。2 产品模具全部进口: () 包括
制 模 模 具 、 合靠 模 、 印板 及 其 工 艺 装 备 }9 4年 胶 胶 19 价值 5 万 美元 。 () 产 自动化 程度 高 : O 3生 泡沫 模样 及
用 水玻 璃 和滑 石粉 胶 合 而成 。浇 道模 则 采用 E S泡 P
干砂 实 型消失 模 铸造 生 产技 术 的引 进 与 消化 吸 收 阶
段。 具体到每一个环节依次为翻译英文版消失模铸造
技 术 资料 、 团到 美 国亚拉 巴 马州 伯 明翰 市 的福 康 组 ( la ) Vucn 工程机 械公 司接受 培训 和实 习 、 装调试 全 安 套的消失模铸造工艺装备: 一台每罐可预发 10g容 00 量 的预 发 泡机 、 台规 格 为 MP o ×6 0 水 平 V8 0 0mm 分 型 ( 型板 行 程 为 6 0 下 5mm) 制 模 机 、 台规 格 为 的 一 42MAR 28 K I的循 环热 油 加 热 式 热 熔 胶 胶 合 机 、 一 台规 格 为 Ro o20型 浸 涂模 样涂 料 的机 械 手 、 台 b t6 一 模 样 浸涂后 的烘干 炉 、 副 四缸4oQ 型柴油 机气缸 一 12
出一些带有普遍性指导意义的企业谋求发展的要诀 。 关 键词 消 失模 铸 造 产 业化 自主创新 和谐 团队
Ba e n I de n n nn v to a s d o n pe de t I o a i n nd Ha m o o s r ni u Te m o a c m p ih ng nd s r a - a fr co ls i I u t i l i a i n o s — a Ca tn z to f Lo t Fo m s i g
几家单位共同出资经营的安徽天钰机械股份有限公 司正式成立。 一个以生产高档发动机零部件的消失模 铸造专业化合资公司正式拉开了运营的帏幕 。 在向新
的征程 迈进 时 , 回顾 全柴集 团在实现 消失 模铸 造产业
化 方 面的历 程 , 是很 有意 义的 。
模样的浸涂的涂料全部采用机械手浸涂。() 4原材料 全 部进 口: 粒全 部 从 日本 进 口 } 珠 涂料 和热 熔胶 从 美 国进 口 ( ) 5 发泡成型的模样制作、 组装、 浸涂、 烘干工
Wa gXij An u a c a n ieC . L d n ni e( h i Qu n h i gn o , t ) E
A s at W ea pyma a e n c n mi h oyt n ls h ak r u dwhc a c a h sb e bt c r p l n g me t o o c te r oa ay eteb c g o n ihQu n h i a en e s
维普资讯
铸造工 程
实 现 消 失模 铸 造 产 业化 的历 程
王新 节 ( 安徽全 柴动 力股 份有 限公 司 2 9 0 ) 3 5 0
摘 要 分析 了安徽 全 柴集 团是 如何 立足 自主创 新 并将 消 失模 铸 造产 业化 的整 个历程 。 这期 间 , 有企 业发 展 的 内在 需要 , 也有 外界 环境 变化 带来 的压 力 } 有惨 痛 的教训 , 有发人 深 省 的启示 。从 专业 的视 角 在全 柴总 厂 , 浇 一 一
1 消失模铸 造生产 技术 的 引进与 消化 吸收 阶段
19 9 4年5月至 1 9 9 6年 3 , 月 这段 时 间大体 为负压
处设在铸造分厂。 6铸件的材质全部是H 20 铁水 () T 5, 采用冲天炉熔炼 , 浇注铁水时未对铸型抽取负压 , 只 是用灼热的金属棒从砂箱底部引火排气。() 7浇注系 统的制作 : 直浇道采用油砂芯和手工分段打制, 然后
b sd o d p n e c n o a in a d t ewh l o r eo o tf a c si g id sraia in n e e e st a e ni e e d n ein v t n h 0ec u s fls o m a t n u til t .I n rn c s iy n o n z o o n e p ie d v lp n ,p e s r fo t re vr n n h n e,a bte e s n a d t ee l h e me to fe tr rs e eo me t r s u eo u e n io me tc a g itrls o n h n i tn n f g p o l’ h n ig a eh p e e n t ee tr r c s . Th swi u u e e a d ao n e p ied v l p e peSt ikn r a p n d i h n iep o e s i l s m p ag n r l e fe tr rs e eo — l i me tfo a n l fs e il a in n r m n a geo p cai t . z o Ke wo d L s-o m a tn I d srai to I d p n e ti n v to Ha mo iu e m y rs o tfa c s ig n u til a in z n e e d n n o a in r no sta