加工工艺流程图
生产工艺流程图和工艺描述
按照原料肉验收程序进行,并要求供应商提供兽药残留达标保证函及兽医检疫检验证明
辅料验收、暂存
化验室、仓库
按验收规程进行验收
肥膘验收、暂存
化验室、仓库
按验收规程进行验收
肠衣验收
化验室
按验收规程进行验收
肠衣处理
腊味加工间
天然猪肠衣加工前需用洁净加工用水冲洗,人造肠衣灌装前需用洁净加工用水润湿
咸水草、麻绳验收
中心温度≦25℃
内包装
真空包装机、热封口机
内包装间
将待包装腊肉去绳后按不同规格称重,装塑料袋、真空包装封口
装产品装彩袋封口,按不同规格装箱、核重、扣扎放入成品库并挂牌标识。
化验室、仓库
按验收程序进行验收
解冻
解冻间
肉类解冻分割间
温度≦18℃、18~20h
分割、修整
分割台、刀具
肉类解冻分割间
挑筋骨、淋巴等杂物,修整边缘。整个操作均在温度≦12℃的条件下进行。
切条
工作台、刀具
肉类解冻分割间
切成原1.5-1.8cm肉条,要求一致,厚薄均匀。温度≦12℃。
漂洗
水池
肉类解冻分割间
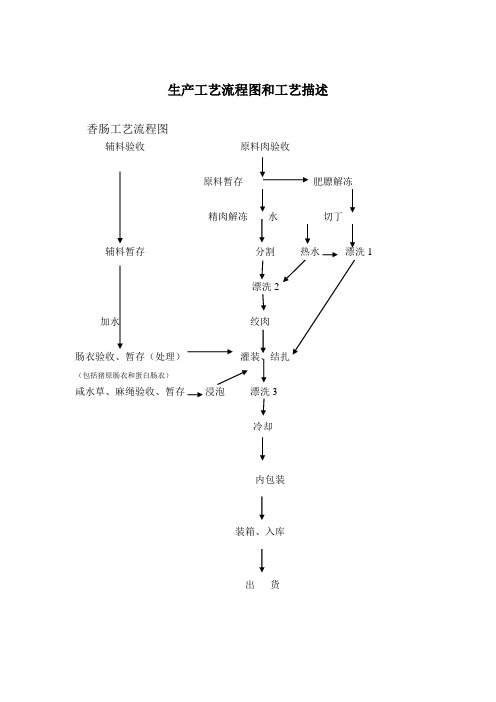
生产工艺流程图和工艺描述香肠工艺流程图辅料验收原料肉验收原料暂存肥膘解冻精肉解冻辅料暂存分割热水漂洗加水绞肉肠衣验收暂存处理灌装结扎包括猪原肠衣和蛋白肠衣咸水草麻绳验收暂存浸泡漂洗冷却内包装装箱入库香肠加工工艺说明加工步骤使用设备操作区域加工工艺的描述与说明原料肉验收暂存化验室仓按照原料肉验收程序进行并要求供应商提供兽药残留达标保证函及兽医检疫检验证明辅料验收暂按验收规程进行验收肥膘验收暂按验收规程进行验收肠衣验收化验室按验收规程进行验收肠衣处理腊味加工间天然猪肠衣加工前需用洁净加工用水冲洗人造肠衣灌装前需用洁净加工用水润湿咸水草麻绳验收化验室按验收规程进行验收暂存仓库浸泡腊味加工间咸水草麻绳加工前需用洁净加工用水浸泡使之变软解冻解冻间肉类解冻分181820h恒温解冻间空气解冻分割分割台刀将原料肉筋键淋巴脂肪剔除并分割成约3cm加工步骤使用设备操作区域加工工艺的描述与说明漂洗水池肉类解冻分加工用水漂洗将肉的污血冲洗干净绞肉绞肉机肉类解冻分12以下采用5mm切成05cm长的立方漂洗水池肉类解冻分水温4560洗去表面游离油脂碎灌装结扎灌肠机香肠加工间按产品的不同规格调节肠体长度8001200kgh温度12漂洗水池香肠加工间水温4560清洗肠体表面油脂肉预冷车间12下冷却051小时中心温度25内包装真空机电内包装间将待包装腊肠去绳后按不同规格称重装塑料袋真空包装封口装箱入库外包装间成品仓库将真空包装的产品装彩袋封口按不同规格装箱核重扣扎放入成品库并挂牌标识
生产机加工件工艺流程图
一、制造工艺流程表
NO
工程名称
作业内容
管理项目
记录
操作人员
1
原材料入库
原材料入库
先入Hale Waihona Puke 出原材料出库表仓库检验
保管员
2
原材料进口检查
实施进口检查
N/A
外部采购合同书,输入检验报告
3
原材料储存
移动至原材料仓库保管
分规格保管
作业日志
4
原材料分类
加工前原材料分类
按加工工艺分
原材料出库表
5
原材料加工
产品的加工
按顺序进行
作业日志
精工车间
技术人员
6
CNC加工
产品的精密加工
尺寸
生产作业指导书
7
零部件尺寸检验
测量零件尺寸
尺寸
生产作业指导书
8
氧化、着色、抛光
表面处理
表面管理
生产作业指导书
9
产品组装
产品组装
产品的结合性
作业日志
10
成品检查
最终检查
产品检验达标
检验报告
检验员
产品加工工艺流程图
质量手册A/0-2011 照GB/T19001-2008 idt ISO9001:2008编制
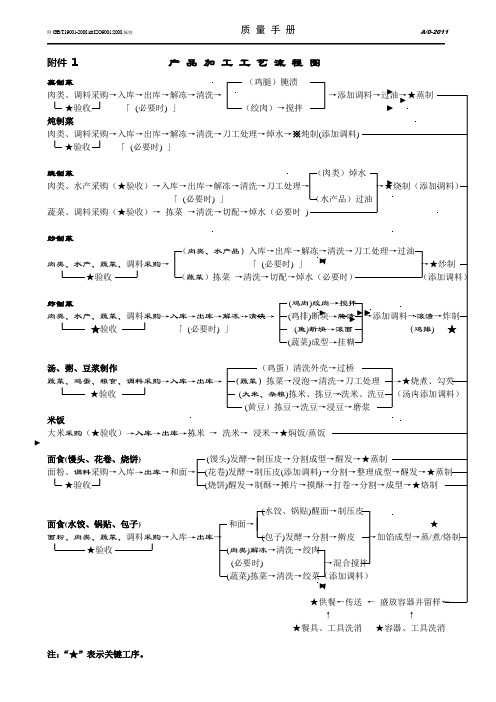
附件1 产品加工工艺流程图
蒸制菜(鸡腿)腌渍
肉类、调料采购→入库→出库→解冻→清洗→
★验收「(必要时) 」(绞肉)→搅拌
炖制菜
肉类、调料采购→入库→出库→解冻→清洗→刀工处理→焯水→※
★验收「(必要时) 」
烧制菜
「(必要时) 」
蔬菜、调料采购(★验收)→拣菜→清洗→切配→焯水(必要时
炒制菜
(肉类、水产品)
肉类、水产、蔬菜、调料采购→「(必要时) 」
★验收(蔬菜)拣菜
炸制菜(
肉类、水产、蔬菜、调料采购→入库→出库→解冻→清洗→(
★验收「(必要时) 」(鱼
(
汤、粥、豆浆制作(鸡蛋)清洗外壳→过桥
蔬菜、鸡蛋、粮食、调料采购→入库→出库→(蔬菜)
★验收(大米、杂粮)
(黄豆)拣豆→洗豆→浸豆→磨浆
米饭
大米采购(★验收)→入库→出库→拣米→洗米→浸米→★焖饭
面食(馒头、花卷、烧饼)(馒头)
面粉、调料采购→入库→出库→和面→(花卷)发酵→制压皮(
★验收(烧饼)
(水饺、锅贴
面食(水饺、锅贴、包子) 和面→
面粉、肉类、蔬菜、调料采购→入库→出库→(包子)
★验收(肉类)解冻
(必要时)
(蔬菜)
↑↑
★餐具、工具洗消★容器、工具洗消注:“★”表示关键工序。
小麦加工工艺流程图

理
去石洗麦机
搭配 面筋白度灰分与内在品质 容积式配麦器
重力式配麦器
毛麦清理 筛理
去石
精选 打麦
筛理
小 一次着水润麦
麦 润麦约24~36小时
清
理 净麦清理 打麦
筛理
去石 刷麦
二次着水喷雾着水
去石
润麦约20~30分钟
入磨
制粉是小麦加工最复杂也是最重要的结段
制粉的目的是将经过清理和水分调节后的小麦 净麦通过机械作用的方法;加工成不同需求的小麦粉; 同时分离出副产品&
小
风选 空气动力学特性
筛选 宽度与厚度 麦
加
比重分选 比重
工
精选 形状与长度
磁选 磁性 前
垂直吸风分离器 吸风分离器
高效振动筛 平面回转筛 分级比重去石机 吸式比重去石机
碟片滚筒精选机 荞子抛车
永磁筒 磁力分选器
表面处理 硬度与强度 处
卧式打麦机 撞击机 去石洗麦机
调质处理 吸水性热导性与组织结构 强力着水机 喷雾着水机
艺品质 • 原料搭配与混合;合理利用资源
小麦由于选种、栽培、收割、脱 粒、凉晒、干燥、运输和储藏等 原因;难免混入各种各样的杂质.
按 大杂质: 一般指留存在直径5.0mm筛孔以上的杂质
颗 粒 大
并肩杂质: 一般指通过在直径5.0mm筛孔;留存在直径 2.0mm以上的杂质
小 小杂质: 一般指通过直径2.0mm筛孔以下的杂质
小麦粉质量标准
GB1355-86
等级
加工精度
灰分 % 以干物计
粗细度 %
面筋质% 含砂量 磁性金属 水分 脂肪酸值 气味
以湿重计
% 物 g/Kg
% 以湿基计 口味
轴承加工工艺流程图

08 精磨内径
Precision grinding bore of inner ring
内圈 Inner ring
16
保持架进厂 Cages incoming ispection
16a 超声波清洗 Ultrasonic Cleaning 17 装保持架 Fill-in cage 17a 检查 Inspection
06a 检查 Inspection
主要特性:圆度误差 Main character:deviation of roundness
Incoming ring ispection
14
钢球进厂 Steel balls incoming ispection
11a 检查 Inspection 15 套圈分选合套 13 退磁超声波清洗 Demagnetization and ultrasonic rinse
深沟球轴承 DEEP GROOVE BALL BEARING 版本:第二版 Edition :second
Drawn by Proofread Check by
黄伦忠 朱文琴
Standard Approver Date 张玉环 2007.1.20
Page
1
of
1
01 车削套圈进厂 检查 Inspection
02 套圈热处理 Heat treament of ring
02a 检查 Inspection
主要特性:硬度 Main character: hardness
03 磨削套圈双端面 Double face grinding of ring
03a 检查 Inspection
21 注润滑油 Fill-in oil lubricating 27 防锈 Spray rustprevention oil 28
机加工工艺流程图
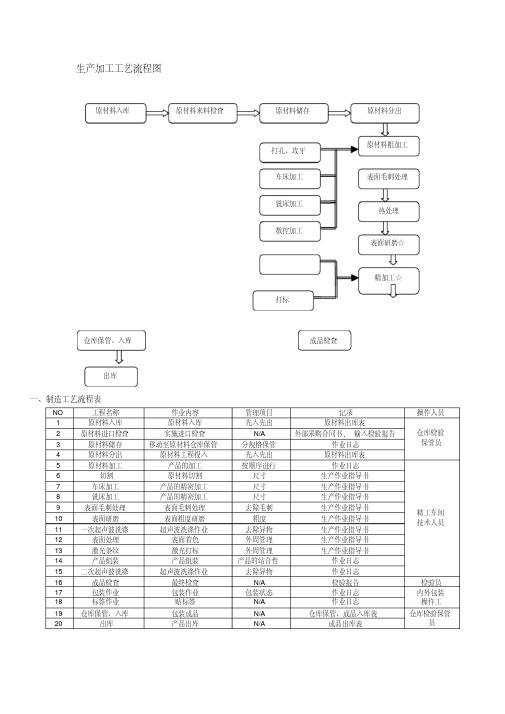
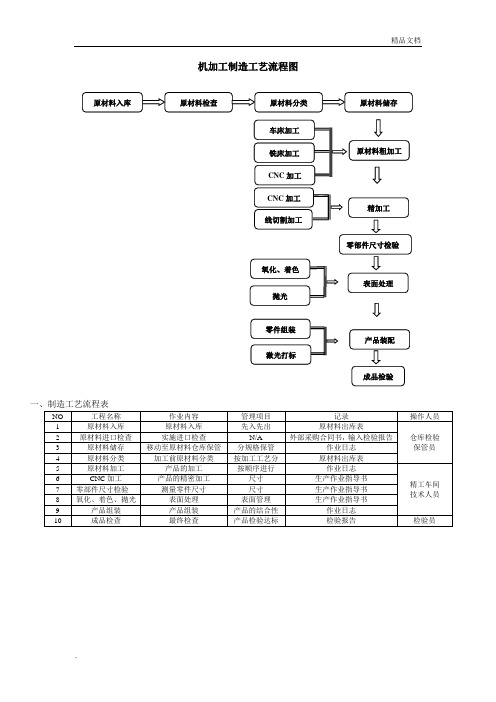
生产加工工艺流程图一、制造工艺流程表NO 工程名称作业内容管理项目记录操作人员1 原材料入库原材料入库先入先出原材料出库表仓库检验保管员2 原材料进口检查实施进口检查N/A 外部采购合同书,输入检验报告3 原材料储存移动至原材料仓库保管分规格保管作业日志4 原材料分出原材料工程投入先入先出原材料出库表5 原材料加工产品的加工按顺序进行作业日志精工车间技术人员6 切割原材料切割尺寸生产作业指导书7 车床加工产品的精密加工尺寸生产作业指导书8 铣床加工产品的精密加工尺寸生产作业指导书9 表面毛刺处理表面毛刺处理去除毛刺生产作业指导书10 表面研磨表面粗度研磨粗度生产作业指导书11 一次超声波洗涤超声波洗涤作业去除异物生产作业指导书12 表面处理表面着色外周管理生产作业指导书13 激光条纹激光打标外周管理生产作业指导书14 产品组装产品组装产品的结合性作业日志15 二次超声波洗涤超声波洗涤作业去除异物作业日志16 成品检查最终检查N/A 检验报告检验员17 包装作业包装作业包装状态作业日志内外包装操作工18 标签作业贴标签N/A 作业日志19 仓库保管、入库包装成品N/A 仓库保管、成品入库表仓库检验保管员20出库产品出库N/A成品出库表原材料来料检查原材料粗加工精加工☆成品检查打标打孔、攻牙车床加工出库仓库保管、入库铣床加工原材料入库原材料储存原材料分出热处理表面研磨☆表面毛刺处理数控加工二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序三、有关制造工艺流程图的详细说明○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
工艺流程图
掰开每片清洗
拆袋入水浸泡
剪根
手工搓洗
清洗消毒
分货去向
装筐沥水
入冷藏库
机制切丝或条
Байду номын сангаас定容
西红柿 青椒/洋葱/小葱、蒜苗/大蒜/黄豆芽/韭菜 加工工艺流程图
、
西红柿、青椒加工工艺:
去根 装筐沥水 分货去向 浸泡10分钟 机制成段或丝或块或丁 入冷藏库 清洗 装筐 漂洗 定容
洋葱加工工艺:
去根去尾 装筐沥水 分货去向 手工扒老皮 机制成丝 入冷藏库 手工清洗 装筐 中心切成两瓣 定容
冷冻入库
分货去向
鸡胸丁加工工艺:
拆袋 机制成丁 入冷藏库 入水浸泡 装箱
解冻清洗
定容
装盘 分货去向
小葱、蒜苗加工工艺:
去根须 漂洗 分货去向 去老叶腐叶 去叶尾 入冷藏库 初步清洗 装筐沥水 叶茎结合处精洗 机制切段或沫或节
大蒜加工工艺:
水浸泡 定容 切除头部 分货去向 手工扒皮 入冷藏库 装筐
西红柿、青椒/洋葱/小葱、蒜苗/大蒜/黄豆芽/韭菜 加工工艺流程图
黄豆芽加工工艺:
手工清洗 定容 挑捡豆皮等异物 分货去向 精洗 入冷藏库 漂洗
去根 漂洗 装筐 去叶 装筐沥水 定容 分货去向 初步清洗 茎内精洗 机制成节 入冷藏库
魔芋豆腐加工工艺:
手工切成大块 分货去向 机制成丁或丝 入冷藏库 装筐沥水 定容
酸菜加工工艺:
入水浸泡 定容 去根 分货去向 手工切段 入冷藏库 装筐沥水
南瓜、冬瓜/白豆腐/糍粑辣椒/平菇、杏鲍菇/香菇/芹菜/魔芋豆腐/酸菜/ 千叶豆腐/鸡翅豆腐、豆腐皮加工工艺流程图
拆袋 装箱 入水浸泡清洗 定容 入水浸泡清洗 定容 手工分割成块状 分货去向 手工分割成块状 分货去向 机制成片 入冷藏库 机制成丝 入冷藏库
机加工工艺流程图
创建日期: 责任人:工序号/SN 制造◇/MFG 搬运○/Transit 储存△/Store 检验□/Inspect过程特性控制/Process control point 示意图 / Picture 端面粗加工 (80° Nr1.2)A (外径粗加工)B端面精加工 (80° Nr0.8)A(外径精加工)B 内径粗加工(80° Nr0.8)C 内径精加工(55° Nr0.4)C Dia.18钻头加工D*430注意零件碰伤端面粗加工 (80° Nr1.2)E (外径粗加工)F端面精加工 (80° Nr0.8)E(外径精加工)F内径粗加工(80° Nr0.8)G(内径粗加工)H内径精加工(55° Nr0.4)G (内径精加工)H60注意零件碰伤钻孔(H1101 - H1111)钻孔(H3101 - H3104)钻孔(H3001 - H3002)钻孔(H3201)钻孔(H3201)钻孔(H3301)钻孔(H3201)倒角(H1101 - H1111)倒角(H3101 - H3104)倒角(H3001 - H3002)倒角(H3201)倒角(H3301)攻丝(H3101 - H3104)攻丝(H3201)立式车床车削加工90△上挂架80成品检验按抽样标准检验图纸尺寸/Inspect dimension per our AQL.吊装零件至下一道工序行车70钻孔+攻丝/Drilling and tapping加工中心50尺寸检验/FQC 3D 按抽样标准检验图纸尺寸/Inspect dimension per our AQL.吊装并将零件翻身行车40过 程 流 程 图Process flow chart零件号(料号)版本号/Part No.RVE.零件描述(品名)/Description:过程描述/ Process description 车削加工立式车床20设备/Equipment 按抽样标准检验图纸尺寸10尺寸检验/FQC 3D。
生产机加工件工艺流程图
生产机加工件工艺流程
图
The manuscript was revised on the evening of 2021
机加工制造工艺流程图
一、
制造工艺流程表
二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序
三、有关制造工艺流程图的详细说明
○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
○抛光后进行表面研磨,使表面变得柔和。
○实施抛光处理。
○表面研磨后通过后处理,激光打标完成加工及进行最终检查。
○完成最终检查之后,再用超声波洗涤,成品检查然后结束包装,贴标签入库。
该工艺属关键和特殊
工序。
※从原料入库到成品出库,根据产品标准书,ISO9001及YY/T0287标准要求的规定,全程记录及管
理。
工艺流程图模板
xxxxxxxxx有限公司文件编号版本/来自次A/0工艺流程图
型号、名称
xxSB019A单点锁包
01、前 壳 : 压铸 → 冲水口 → 冲推钮槽 → 钻螺纹底孔 → 攻牙 → 除锋 → 抛光 → 检验 → 喷涂 → 移印填油 → 检验 02、推钮簧垫片 : 冲压 → 检验 → 电镀镍 → 检验 03、推钮塑胶垫圈 : 外加工 → 检验 → [电镀铬 → 检验(注:黑色及绿色件不需电镀,本色件需进行表面镀铬)] 04、推钮垫片 : 冲压 → 检验 → 电镀镍 → 检验 05、M2.5x5十字槽螺丝 : 外加工 → 检验
09、十字形锁盘 : 压铸 → 去披锋、振光 → 检验 → 电镀镍 → 检验
10、锁 盘 : 外加工 → 检验
11、盘 片 : 外加工 → 检验
12、底 片 : 外加工 → 检验 13、滑片簧 : 外加工 → 检验
→ 装配 → 检验
14、设码圈 : 外加工 → 检验
15、滑 片 : 压铸 → 去披锋、振光 → 检验 → 电镀镍 → 检验
16、复位件1 : 外加工 → 检验
→
→ 检 验 → 包 装
17、十字形复位件 : 外加工 → 检验
18、复位件2 : 外加工 → 检验
19、锁 梁 : 外协车枝 → 检验 → 弯形 → 冲缺 → 压毛锋 → 压唛 → 振光 → 检验 → 热处理 → 检验 → 调平 → 镀铜底镍铬 → 检验 → 调钩 → 检验 20、盘片轴 : 外加工 → 检验 21、中心轴 : 外加工 → 检验 22、盘片簧 : 外加工 → 检验
23、中心簧 : 外加工 → 检验 24、扭 簧 : 外加工 → 检验 25、中心簧垫片 : 冲压 → 检验 → 电镀镍 → 检验 26、M3x8单向螺丝 : 外加工 → 检验 27、M2.5x6十字槽螺丝 : 外加工 → 检验