左右切削法在梯形螺纹数控车削中的应用_钟睿
梯形螺纹各种车削方法之比较

梯形螺纹各种车削方法之比较邓文超【摘要】梯形螺纹广泛用于传动,一般对梯形螺纹的加工精度要求较高,因为其加工精度直接影响其传动精度.在车床上加工梯形螺纹的方法较多,根据所用刀具的不同,螺纹加工精度的不同,加工批量的不同,采用不同的加工方法.【期刊名称】《农机使用与维修》【年(卷),期】2015(000)004【总页数】2页(P67-68)【关键词】低速车削梯形螺纹;高速车削梯形螺纹;旋风切削梯形螺纹【作者】邓文超【作者单位】大连市工贸职业技术学校,辽宁大连116021【正文语种】中文梯形螺纹广泛用于传动,如车床的长丝杠、中小滑板的丝杠、尾座里的丝杠。
一般对梯形螺纹的加工精度要求较高,因为其加工精度直接影响其传动精度。
在车床上加工梯形螺纹的方法较多,主要根据所用刀具的不同,螺纹加工精度的不同,加工批量的不同,采用不同的加工方法。
低速车削梯形螺纹一般采用高速钢车刀,车出的螺纹无论是螺纹牙型,还是表面粗糙度、精度都较高,但生产效率较低。
低速车削螺纹也是初学者首先学习的方法。
根据螺纹螺距的不同,还应选择不同的进刀方法。
1.1 左右切削法当螺纹螺距P≤8 mm,可采用左右切削法的进刀方式(如图1中的a示图)。
左右切削法就是在车刀每次横向进刀时,都必须把车刀向左或向右做微量的移动,即所谓的借刀。
这种切削方法避免了梯形螺纹车刀三个切削刃同时吃刀,可以防止三刃吃刀引起的振动和扎刀现象,但这种方法操作起来不方便,尤其对初学者来说不易掌握,需要反复操作练习实践。
1.2 车直槽法当梯形螺纹的螺距P≤8 mm时,还可采用车直槽法。
车直槽法只能在粗车时使用。
车削时,可先用主切削刃略小于牙槽底宽的矩形螺纹车刀采用直进法车出螺旋槽,直至车至螺纹底径(如图1中的b示图)。
由于矩形螺纹车刀两侧切削刃都带有副偏角,车削时只有主切削刃参加工作,因此,车削省力,不易出现振动和扎刀现象,而且车削时不用借刀,操作较简单易掌握。
精车时,再用梯形螺纹精车刀精车螺纹牙型两侧。
梯形螺纹在数控车床上变速加工的方法
梯形螺纹在数控车床上变速加工的方法文章主要阐述过往工作经验总结下,利用数控车床变速车削加工梯型螺纹的方法。
通过分析参数,阐述一般加工方法和变速车削加工两者精度控制和加工速度控制的不同,比较得出先进的生产方式。
标签:变速车削;数控加工;梯形螺纹;精度控制梯形螺纹牙形角为30度,内径与外径处有相等间隙。
广泛应用于螺旋传动中,加工工艺性好,牙根强度高,对中等强度,如车床上的长丝杠和中小滑板的丝杠等都是梯形螺纹,而实际上梯形螺纹的加工难度虽然并不是特别大,但加工精度和粗糙度较难符合要求,而且加工步骤比较繁琐。
梯形螺纹牙型深,加工中容易出现三面切削,引起震动和扎刀。
同时参加切削的刀刃长度大,因此切削热及切削力也大,由于切削力的过大导致刀尖磨损,影响加工精度。
文章就针对梯形螺纹,利用经济型GSK980TD数控车床讲述其制造的一般过程,同时介绍在实际生产中总结出的一些经验,从而提高梯形螺纹加工精度和牙形粗糙度,并提高生产效率。
1 梯形螺纹的参数应用根据DIN103-1(1977-04)查表,梯形螺纹代号用“Tr”和公称直径×螺距表示,左旋螺纹需在尺寸规格之后加注“LH”,右旋则不需注出。
假如Tr36×6;Tr44×8LH等。
各基本尺寸名称,代号及计算公式查表如下:牙型角ɑ=30°,螺距P由螺纹标准查表确定,P=6-12,ac=0.5;外螺纹:大径d为公称直径,中径d2=d-0.5P=33,小径d3=d-2h3=29,牙高h3=0.5p+ac=3.5。
内螺纹:大径D4=d+2ac=37,中径D2=d2,小径D1=d-p=30,牙高H4=h3=3.5,牙顶宽等于牙槽底宽w=0.366p-0.54ac=1.93螺纹升角ψ:tgψ=p/πd2其中特别要注意的是我们在加工梯形螺纹时除了要保证小径和中径的尺寸控制,同时还需保证牙顶宽和牙槽宽的尺寸,因此加工难度较大。
2 梯形螺纹的一般加工方法我们以加工梯形外螺纹Tr36×6为例,一般加工方法采用低速车削,分刀车削的方法,其具体方法为:(1)将转速调至25r/min,选用粗车刀(30度螺纹车刀),粗车及半精车螺纹大径至尺寸,并倒角至槽底与断面成15度,这在数控车床上极易完成。
梯形螺纹在数控车床上的变速车削加工,很实用的技巧
梯形螺纹在数控车床上的变速车削加工,很实用的技巧我们知道,在数控车床上车削梯形螺纹工件,高速车削时不能很好地保证螺纹的表面粗糙度,达不到加工的要求,低速车削时生产效率又很低,而直接从高速变为低速车削时则会导致螺纹乱牙。
本人经过试验,变速车削时的乱牙问题可以用一种简单实用的方法加以解决,车削螺纹时可以先用较高转速车削,再用低速来精车及修光,从而提高了生产效率,并很好地保证了螺纹的尺寸精度和表面粗糙度。
变速车削梯形螺纹的方法 1下面以加工梯形螺纹Tr36×6为例,介绍如何在CST980T系统的数控车床上变速车削梯形螺纹。
车削的梯形螺纹工件如图1所示。
由于此梯形螺纹的螺距较小,可采用斜进搭配刀法加工,因GSK980T系统的G76螺纹切削复合循环指令就是以斜进方式进刀的,故可采用G76指令,粗车梯形螺纹时编程如下,留出精车余量。
G00 X40 Z-20;G76 P010030 Q80 R0.05;G76 X29 Z-85 P3500 Q100 F6;G00 X200 Z50;粗车完成后,如果此时将转速直接调到低速调用原程序精车,则一定会乱牙,发生崩刃或撞车事故,故我们在低速车削之前要解决车刀乱牙问题。
考虑到低速车削时车刀进给速度很慢,我们可以用肉眼来观察车削时螺纹车刀与螺纹牙形槽是否对准,具体操作方法如下:(1)改变工件坐标系,使车刀车螺纹时不接触工件表面,粗车后将粗车刀停在位置X200 Z50处,此时在录入方式下输入G50 X192后执行,即改变了坐标系,相当于将坐标系原点沿X轴正方向移动了4mm,也就是稍大于一个牙高的距离。
此时将车床主轴转速调低,如调到25r/min,重新运行程序,粗车刀将车不到工件表面,在接近工件表面的位置移动。
如图2所示。
(2)使车刀与车出的梯形螺纹槽重新对正,由于车刀进给速度很慢,此时我们可以看出车刀与原先车出的梯形螺纹槽是不重合的,车刀偏移了一小段距离,如图2所示,目的就是要使车刀重新对准车出的梯形螺纹槽。
数控车左右交替法加工大螺距梯形螺纹

数控车左右交替法加工大螺距梯形螺纹作者:吴正平来源:《职业·中旬》2012年第05期螺纹加工目前常用的方法是以车削加工为主,但在实际生产中往往会受到条件的限制而无法正常完成加工任务。
例如在KC6132小型数控车床上用成型梯形螺纹车刀加工Tr55×10长60mm的梯形螺纹。
一、梯形螺纹相关部分尺寸计算大径d=55mm中径d2=d-0.5P=55-0.5×10=50mm小径d3=d-2h3=55-2×5.5=44mm牙高h3=0.5p+ac=0.5×10+0.5=5.5mm螺纹长度为60mm二、螺纹加工指令分析KC6132小型数控车床本身车削刚性较差,在车削螺纹时极易出现闷车现象,因此,在选择加工指令时尤为关键。
在目前的FANUC系统数控车床中,常用的螺纹编程指令有G32、G92、G76三种加工方法。
其中:G32是单一螺纹切削指令,G92螺纹切削固定循环采用直进式进刀方式,G76螺纹切削复式循环采用斜进式进刀方式,由于切削方法的不同,编程方法不同,造成切削力和加工误差也不同。
我们从操作使用上来仔细分析一下。
1.G32螺纹切削使用该指令编程要完成一次切削至少需要4个程序段,用这种方法来加工大螺距的螺纹,程序过长,难以编辑,错误多并大大减少控制系统的存储能力。
2.G92螺纹切削固定循环在切削Tr55×10梯形螺纹时,G92的进刀方式是直进式切削图1,三侧刃同时工作,切削面积大,产生的切削力大,而且排削困难,因此在切削时,不但三切削刃容易磨损,而且极易出现闷车扎刀现象。
3.G76螺纹切削复式循环该指令加工螺纹时的进刀方式是斜进式切削图2,由于粗加工时刀具斜进式切削,始终保持二面同时工作从而减少切削力,切削较流畅不易出现闷车现象。
但在精加工的时候,刀具还是和G92一样采用的直进法,这样又回到了三侧刃口同时切削的情况,从而导致闷车扎刀现象。
综合三种加工指令的特点,常规编程下一般不能在KC6132小型数控车床上完成Tr55×10长60mm的梯形螺纹。
浅谈在数控车床上调用子程序左右分层车削梯形螺纹
浅谈在数控车床上调用子程序左右分层车削梯形螺纹作者:冯垒鑫来源:《读写算·基础教育研究》2017年第13期【摘要】在普通车床上加工梯形螺纹的劳动强度大,且易出现废品;而在数控车床上加工梯形螺纹劳动强度小,生产效率高,加工质量好。
本文将对梯形螺纹的常用加工方法进行对比,浅谈通过调用子程序的方法,在GSK980TD数控车床上实现左右、分层车削梯形螺纹。
【关键词】数控车床梯形螺纹调用子程序左右分层车削法梯形螺纹是应用很广泛的传动螺纹,它是车削加工中很重要的课题。
梯形螺纹的加工难点是牙深、导程大,方法选择不当,易引发刀具振动、影响加工质量;或加速刀尖磨损、损坏刀具;或产生扎刀现象等。
一、车床上加工梯形螺纹的常用方法对比1、直进法此方法车削梯形螺纹时,螺纹车刀的三个切削刃同时参与车削。
随着螺纹牙深的不断增加,径向进刀量相应地要减少,否则易产生扎刀现象。
这种方法适用于车削小螺距(P2、斜进法此方法车削梯形螺纹时,螺纹车刀沿着与螺纹牙形一侧平行的方向斜向进刀,直至牙底。
这种方法只有一侧刀刃参加切削,使得排屑比较顺利,不易引起扎刀,这种方法适用于粗车梯形螺纹。
精车时,必须用左右车削法才能使螺纹的两侧面的表面质量较好。
用G76代码可直接编写程序。
3、左右分层车削法此方法车削梯形螺纹,须进行中、左、右车削和分层车削相互结合。
左、右偏移车螺纹侧面时,车刀两个主切削刃中的一个在进行切削,不易产生扎刀。
可用调用子程序和G92(或G32)代码相结合编写程序,也可采用宏变量编写程序。
考虑到有的车床不支持宏程序,因此调用子程序的方法,适用性最广泛。
二、梯形螺纹加工编程实例数控车削图1所示的零件中的梯形螺纹Tr36×6。
1、梯形螺纹的尺寸计算(1)公称直径d=36mm,螺距p=6mm,牙顶间隙ac=0.5mm(2)根据已知条件与公式可知:2、选择刀具由于牙槽底宽为1.928mm,梯形螺纹车刀选用1.5mm的刀宽。
梯形螺纹加工工艺分析
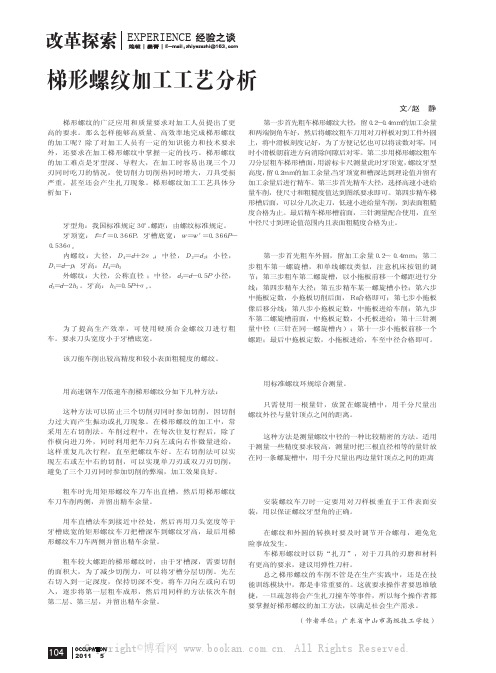
OCCUPATION2011 5104梯形螺纹加工工艺分析文/赵 静梯形螺纹的广泛应用和质量要求对加工人员提出了更高的要求。
那么怎样能够高质量、高效率地完成梯形螺纹的加工呢?除了对加工人员有一定的知识能力和技术要求外,还要求在加工梯形螺纹中掌握一定的技巧。
梯形螺纹的加工难点是牙型深、导程大,在加工时容易出现三个刀刃同时吃刀的情况,使切削力切削热同时增大,刀具受损严重,甚至还会产生扎刀现象。
梯形螺纹加工工艺具体分析如下:一、参数计算标准牙型角:我国标准规定30°。
螺距:由螺纹标准规定。
牙顶宽:f=f′=0.366P。
牙槽底宽:w=w′=0.366P-0.536αc内螺纹:大径,D4=d+2αc;中径,D2=d2;小径,D1=d-p;牙高:H4=h3外螺纹:大径,公称直径 ;中径,d2=d-0.5P 小径,d3=d-2h3 。
牙高:h3=0.5P+αc 。
二、刀具准备1.硬质合金梯形螺纹粗车刀为了提高生产效率,可使用硬质合金螺纹刀进行粗车。
要求刀头宽度小于牙槽底宽。
2.高速钢梯形螺纹精车刀该刀能车削出较高精度和较小表面粗糙度的螺纹。
三、加工方法用高速钢车刀低速车削梯形螺纹分如下几种方法:1.左右切入法 这种方法可以防止三个切削刃同时参加切削,因切削力过大而产生振动或扎刀现象。
在梯形螺纹的加工中,常采用左右切削法。
车削过程中,在每次往复行程后,除了作横向进刀外,同时利用把车刀向左或向右作微量进给,这样重复几次行程,直至把螺纹车好。
左右切削法可以实现左右或左中右的切削,可以实现单刀刃或双刀刃切削,避免了三个刀刃同时参加切削的弊端,加工效果良好。
2.车直槽法粗车时先用矩形螺纹车刀车出直槽,然后用梯形螺纹车刀车削两侧,并留出精车余量。
3.车台阶槽法用车直槽法车到接近中径处,然后再用刀头宽度等于牙槽底宽的矩形螺纹车刀把槽深车到螺纹牙高,最后用梯形螺纹车刀车两侧并留出精车余量。
4.分层切削法粗车较大螺距的梯形螺纹时,由于牙槽深,需要切削的面积大,为了减少切削力,可以将牙槽分层切削。
数控车床中梯形螺纹(蜗杆)加工方法

数控车床中梯形螺纹(蜗杆)加工方法作者:李俊来源:《文理导航》2011年第20期通常车削梯形螺纹时,采用高速钢材料刀具进行低速车削,一般采用图1四种进刀方法:直进法、左右切削法、车直槽法和车阶梯槽法。
直进法适用于车削螺距较小(P4mm)的梯形螺纹常采用左右切削法、车直槽法和车阶梯槽法。
在这四种切削方法中,除直进法外,其他三种车削方法都能不同程度地减轻或避免三刃同时切削,使排屑较顺畅,刀尖受力、受热情况有所改善,从而不易出现振动和扎刀现象,还可提高切削用量,改善螺纹表面质量。
所以,左右切削法、车直槽法和车阶梯槽法获得了广泛的应用。
在数控车床上车削三角螺纹时一般可选用标准机夹刀具,利用螺纹循环指令完成加工。
但由于梯形螺纹较之三角螺纹,其螺距和牙型都大,而且精度高,牙型两侧面表面粗糙度值较小,致使梯形螺纹车削时,吃刀深,走刀快,切削余量大,切削抗力大,加之有些数控车床刚性较差,如果在切削过程中参数选择不合理就容易产生“扎刀”和“爆刀”现象。
采用斜进法对标准螺纹来说,由于有固定循环指令,较为方便,但对异型螺纹加工就不太方便。
下面介绍利用宏程序采用“分层法”切削加工梯形螺纹,该方法切削状况好,对刀具要求不高,尺寸由程序中相应数值保证,当牙顶宽和螺纹底径达到尺寸要求时,螺纹中径等其他各项尺寸也相应达到尺寸要求,尺寸精度易于控制,螺纹表面质量好,甚至蜗杆和其它异型螺纹的加工也可套用该方法的编程思路。
这里讲的“分层法”车削梯形螺纹实际上是直进法和左右切削法的综合应用。
在车削较大螺距的梯形螺纹时,“分层法”通常不是一次性就把梯形槽切出来,而是把牙槽分成若干层,每层深度根据实际机床情况可转化成若干个较浅的梯形槽来进行切削。
每一层的切削都采用左右交替车削的方法,背吃刀量很小,刀具只需沿左右牙型线切削,梯形螺纹车刀始终只有一个侧刃参加切削,从而使排屑比较顺利,刀尖的受力和受热情况有所改善,因此能加工出较高质量的梯形螺纹。
车工中级-练习一_真题-无答案

车工中级-练习一(总分175,考试时间90分钟)判断题1. 采用机械加工方法改变毛坯的形状、尺寸,使其成为成品的过程称为机械加工工艺过程。
( )A. 正确B. 错误2. 机械加工工艺过程是由按一定顺序安排的工序组成的。
( )A. 正确B. 错误3. 划分工序的主要依据是工作地(或设备)是否变动和加工过程是否连续。
( )A. 正确B. 错误4. 工件的装夹次数越多,引起的误差就越大,所以在一道工序中,只能有一次安装。
( )A. 正确B. 错误5. 单件生产时,应尽量利用现有的专用设备和工具。
( )A. 正确B. 错误6. 当零件的相对位置精度要求较高时,采用工序分散法容易保证。
( )A. 正确B. 错误7. 工艺卡是以工序为单位说明一个零件的全部加工过程的工艺文件。
( )A. 正确B. 错误8. 检查卡是技术检验人员的重要文件,它不属于工艺文件。
( )A. 正确B. 错误9. 在机械加工工艺过程中,安排热处理工序的目的是改变材料的力学性能和消除内应力。
( )A. 正确B. 错误10. 退火或正火目的是改善切削性能,消除毛坯制造时的内应力。
( )A. 正确B. 错误11. 调质的目的是提高材料综合力学性能,为以后热处理作准备,用于低碳结构钢或低碳合金钢。
( )A. 正确B. 错误12. 中碳结构钢或中碳合金钢经渗碳、淬火、回火处理后,使钢件表面层具有较高的硬度。
( )A. 正确B. 错误13. 工件经淬火后,表面硬度较高,一般不再用金属切削刀具进行切削加工。
( )A. 正确B. 错误14. 工件渗氮处理后有抗疲劳和抗腐蚀性的目的。
( )A. 正确B. 错误15. 工件毛坯尺寸与图样中标注的尺寸之差称为工序余量。
( )A. 正确B. 错误16. 在图样上所采用的基准,称为工艺基准。
( )A. 正确B. 错误17. 在机械制造中,加工零件和装配机器所采用的各种基准,总称为工艺基准。
( )A. 正确B. 错误18. 装配时用来确定零件或部件在产品中的相对位置所采用的基准,称为定位基准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(4)车刀快速向左移动一个刀尖宽,与牙底宽的轴向间隙 距离至起刀点 A(即 A'- A)。
这样在调用一次子程序时,车刀进给一个切削深度,在左 侧车一刀后,向右移一个间隙再车一刀 (即 A- B- C- D- AA'- B'- C- D- A'- A);再调用一次子程序时,车刀进给一个切削 深度,在左侧车一刀后,向右移一个间隙再车一刀,这样直到 完成。
收稿日期:2009- 07- 29 作者简介:钟 睿(1976—),男,江西赣州人,讲师,主要从事机械加工方面的研究。
136
o0001 G92 U - S Z - T F P G00 W M
G92 U - S Z - T F P G00 W - M
M99
车削梯形螺纹左牙侧面 车刀快速向右移动一个 M 值到达 右牙侧面 车削梯形螺纹右牙侧面 车刀快速向左移动一个 M 值到达 左牙侧面 子程序结束返回主程序
2 车刀的几何角度
在车削梯形螺纹时,牙型角是通过车刀的几何角度来控 制的,并且其刀尖宽一定要小于梯形螺纹槽底的宽度。因此在 刃磨车刀时,要注意保证车刀的刀尖角和牙型角一致,而且刀 尖宽度必须小于槽底宽度;当然也不能太小,刀尖宽过小,会 使刀尖刚性变差,容易引起振动,造成加工表面粗糙度较差, 精度难以控制;但也不能过大,刀尖宽过大,会使刀尖与牙侧 的间隙过小,不易排屑,容易扎刀。要尽量使车削过程牙槽间 隙足够大,保证车刀单刃切削,排屑顺利。
About Cutting Me thod in the Applica tion of NC Turning Tra pe zoida l Thre a d
ZHONG Rui , ZHU Wei- jia (Ganzhou Technicians College, Ganzhou Jiangxi 341000,China)
Abs tract:Trapezoidal thread for CNC Turning process easy to tie knife、Low accuracy problem, so cutting method as a trapezoidal screw CNC Turning an important method, we can greatly improve these phenomena, resulting in improved security, be able to cart out the high- precision, high - the quality of trapezoidal screw thread, and easy to understand, easy to master, with a wide range of practical value and spread value. Key words : about cutting method;trapezoidal thread;stratification turning
Equipment Manufactring Technology No.10,2009
左右切削法在梯形螺纹数控车削中的应用
钟 睿,朱维佳
(赣州技师学院,江西 赣州 341000)
摘要:针对梯形螺纹数控车削加工过程中易扎刀、精度低等问题,左右切削法作为梯形螺纹数控车削的重要方法,可以大大改善这些 现象,从而提高了安全性,能车出高精度、高品质的梯形螺纹,且通俗易懂、易掌握,具有广泛的实用价值和推广价值。 关键词:左右切削;梯形螺纹;分层车削
137
中图分类号:TG519.1
文献标识码:B
文章编号:1672- 545X(2009)10- 0136- 02
当前,利用数控车床车削梯形螺纹的方法,有下列三种:
刀尖至牙顶距离 S 牙高 h3
直进法、左右切削法和斜进法。通常直进法只适用于车削螺距
较小( P<4 mm)的梯形螺纹,而螺距较大( P>4 mm)的梯形螺
值得注意的是:螺纹车刀快速定位至 A 点时,刀尖到牙 顶的距离 S 要比牙高大一点,小于牙高,会造成刀尖在螺纹 加工的后续阶段返回至起刀点时,车刀会切削到牙顶,从而 产生废品。
4 左右切削法的通用子程序
3 走刀路线的分析
左右切削法走刀路线的分析如图 1 所示。
左右切削法的通用子程序如下: S 为刀尖至牙顶的距离;T 为螺纹 Z 轴终点坐标值;P 为 螺距或导程;M 为刀尖宽与牙底宽的轴向间隙距离。
G00 W0.692
螺纹车刀快速向右移动 0.692mm 到
达右牙侧面
G92 U- 13.0 Z- 56.0 F10 车削螺纹右牙侧面
G00 W- 0.692
螺纹车刀快速向左移动 - 0.692mm返
回左牙侧面
M99
子程序结束返回主程序
程序如下(工件原点设在右端面中心):
o0006
G40 G54 G97 G99 G00 X100.0 Z100.0 S350 M03 F0.2
T0303
调用梯形螺纹车刀
G00 X63.0 Z6.0 快速定位到直径 63mm,离右端面 6mm 处
M98 P80005
粗车,调用 8 次子程序 O0005
6 结束语
在实际应用中,子程序分层左右切削法这种通俗易懂、易 掌握的梯形螺纹车削方法,降低了数控车床车削梯形螺纹这 一课题的难度,提高了安全性,能车出高精度、高品质的梯形 螺纹。
小径
d3 d3 = d- 2h3 = 50 - 2×5.5 = 39
牙槽底宽 w w = 0.366P - 0.536ac = 0.366×10 - 0.536×0.5 = 3.392
根据平时加工经验,螺纹车刀刀尖宽 f = 2.7 mm 比较合理
《装备制造技术》2009 年第 10 期
M98 P90004
M98 P0001
调用左右切削的基本子程序
M99
粗车子程序结束返回主程序
o0004
半粗车子程序
G00 U- 0.4
半粗车时每次切削深度为 0.4mm
M98 P0001
调用左右切削的基本子程序
M99
半粗车子程序结束返回主程序
o0003
半精车子程序
G00 U- 0.15
半精车时每次切削深度为 0.15mm
半粗车,调用 9 次子程序 O0004
M98 P160003
半精车,调用 16 次子程序 O0003
M98 P40002
精车,调用 4 次子程序 O0002
G00 X100.0 Z100.0 M05 主轴停、快速返回程序起点
M30
主程序结束
o0005
粗车子程序
G00 U- 0.6
粗车时每次切削深度为 0.6mm
车刀
图 1 左右切削法车削梯形螺纹的走刀路线
(1)首先车刀快速定位至起刀点 A,然后车刀进给一个切 削深度至 B 点,车削一刀至 C 点,退至 D 点后,返回起刀点 A (即 A- B- C- D- A),这样就在牙左侧车削了一刀。
(2)车刀快速向右移动一个刀尖宽,与牙底宽的轴向间隙 距离至 A' 点(即 A- A')。
M98 P0001
调用左右切削的基本子程序
M99
半精车子程序结束返回主程序
o0002
精车子程序
G00 U- 0.05
精车时每次切削深度为 0.05mm
M98 P0001
调用左右切削的基本子程序
M99
精车子程序结束返回主程序
o0001
左右切削的基本子程序
G92 U- 13.0 Z- 56.0 F10 车削螺纹左牙侧面
5 应用实例
如图 2 所示,车削梯形外螺纹 Tr 50×10。
3×45°
牙型放大图 1:1
准50 准38
Tr 50×10
15
50
75
图 2 车削梯形螺纹
表 1 梯形螺纹各部分名称代号及计算表
名称 代号
计算
螺距
P P = 10
牙顶间隙 ac ac = 0.5
大径
d d = 50
牙高
h3 h3 = 0.5P+ ac = 0.5×10 + 0.5 = 5.5
纹通常采用左右切削法。我们以 FANUC OI Mate- TC 系统为
例,探讨在数控车床中使用子程序编程左右分层切削来车削
C尖宽与牙底宽的轴向间隙
B B' A A'
1 梯形螺纹的分层车削
使用子程序编程左右分层车削梯形螺纹,实际上是直进 法和左右切削法的综合应用。在车削较大螺距的梯形螺纹时, 分层法通常不是一次性就把梯形槽切削出来,而是把牙槽分 成若干层,转化成若干个较浅的梯形槽来进行切削,从而降低 了车削难度。由于每一层采用左右轮流切削,加工时只有刀尖 和单刀刃切削,不加工的刀刃和牙侧面间隙较大,切削力减 小、排屑容易,不容易产生扎刀,加工安全性较高;而且粗车、 精车可分得比较细,精度和表面粗糙度容易控制,能较好地解 决 G92 直进式切削方法和 G76 斜进式切削方法中切削力大、 排屑困难、容易产生扎刀现象、表面粗糙度较难控制和精度低 等缺点和难点。