机械英文参考文献及翻译
机械外文翻译外文文献英文文献机械臂动力学与控制的研究

外文出处:Ellekilde, L. -., & Christensen, H. I. (2009). Control of mobile manipulator using the dynamical systems approach. Robotics and Automation, Icra 09, IEEE International Conference on (pp.1370 - 1376). IEEE.机械臂动力学与控制的研究拉斯彼得Ellekilde摘要操作器和移动平台的组合提供了一种可用于广泛应用程序高效灵活的操作系统,特别是在服务性机器人领域。
在机械臂众多挑战中其中之一是确保机器人在潜在的动态环境中安全工作控制系统的设计。
在本文中,我们将介绍移动机械臂用动力学系统方法被控制的使用方法。
该方法是一种二级方法, 是使用竞争动力学对于统筹协调优化移动平台以及较低层次的融合避障和目标捕获行为的方法。
I介绍在过去的几十年里大多数机器人的研究主要关注在移动平台或操作系统,并且在这两个领域取得了许多可喜的成绩。
今天的新挑战之一是将这两个领域组合在一起形成具有高效移动和有能力操作环境的系统。
特别是服务性机器人将会在这一方面系统需求的增加。
大多数西方国家的人口统计数量显示需要照顾的老人在不断增加,尽管将有很少的工作实际的支持他们。
这就需要增强服务业的自动化程度,因此机器人能够在室内动态环境中安全的工作是最基本的。
图、1 一台由赛格威RMP200和轻重量型库卡机器人组成的平台这项工作平台用于如图1所示,是由一个Segway与一家机器人制造商制造的RMP200轻机器人。
其有一个相对较小的轨迹和高机动性能的平台使它适应在室内环境移动。
库卡工业机器人具有较长的长臂和高有效载荷比自身的重量,从而使其适合移动操作。
当控制移动机械臂系统时,有一个选择是是否考虑一个或两个系统的实体。
在参考文献[1]和[2]中是根据雅可比理论将机械手末端和移动平台结合在一起形成一个单一的控制系统。
机械手设计英文参考文献原文翻译
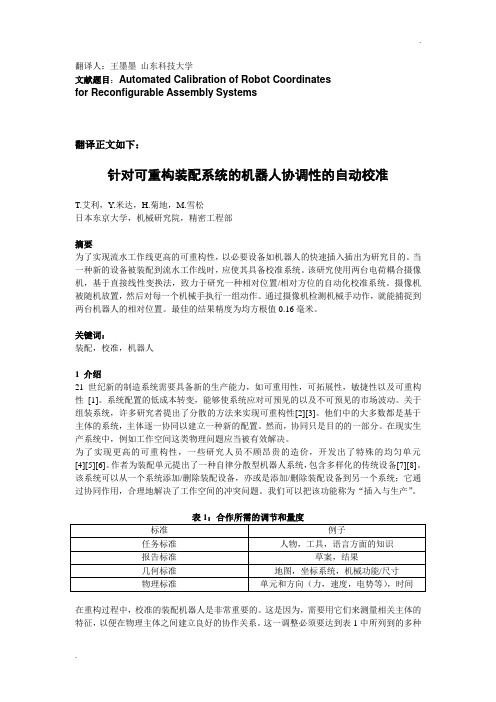
翻译人:王墨墨山东科技大学文献题目:Automated Calibration of Robot Coordinatesfor Reconfigurable Assembly Systems翻译正文如下:针对可重构装配系统的机器人协调性的自动校准T.艾利,Y.米达,H.菊地,M.雪松日本东京大学,机械研究院,精密工程部摘要为了实现流水工作线更高的可重构性,以必要设备如机器人的快速插入插出为研究目的。
当一种新的设备被装配到流水工作线时,应使其具备校准系统。
该研究使用两台电荷耦合摄像机,基于直接线性变换法,致力于研究一种相对位置/相对方位的自动化校准系统。
摄像机被随机放置,然后对每一个机械手执行一组动作。
通过摄像机检测机械手动作,就能捕捉到两台机器人的相对位置。
最佳的结果精度为均方根值0.16毫米。
关键词:装配,校准,机器人1 介绍21世纪新的制造系统需要具备新的生产能力,如可重用性,可拓展性,敏捷性以及可重构性[1]。
系统配置的低成本转变,能够使系统应对可预见的以及不可预见的市场波动。
关于组装系统,许多研究者提出了分散的方法来实现可重构性[2][3]。
他们中的大多数都是基于主体的系统,主体逐一协同以建立一种新的配置。
然而,协同只是目的的一部分。
在现实生产系统中,例如工作空间这类物理问题应当被有效解决。
为了实现更高的可重构性,一些研究人员不顾昂贵的造价,开发出了特殊的均匀单元[4][5][6]。
作者为装配单元提出了一种自律分散型机器人系统,包含多样化的传统设备[7][8]。
该系统可以从一个系统添加/删除装配设备,亦或是添加/删除装配设备到另一个系统;它通过协同作用,合理地解决了工作空间的冲突问题。
我们可以把该功能称为“插入与生产”。
在重构过程中,校准的装配机器人是非常重要的。
这是因为,需要用它们来测量相关主体的特征,以便在物理主体之间建立良好的协作关系。
这一调整必须要达到表1中所列到的多种标准要求。
机械设计专业外文文献翻译

机械设计专业外文文献翻译general。
however。
materials that are easy to machine have high machinability。
while those that are difficult to machine have low XXX。
microstructure。
and mechanical properties。
as well as the XXX。
material。
and wear resistance.XXX factors。
cutting speed。
feed rate。
and depth of cut also play XXX the amount of heat generated in the cutting zone and decreasing the time that the cutting tool is in contact with the XXX。
at high cutting speeds。
tool wear and cutting forces can increase。
which can ce tool life and surface finish quality.Feed rate and depth of cut also XXX the amount of material that is removed and the forces that are generated during cutting。
Higher feed rates and deeper cuts can improve material removal rates。
but they can also increase cutting forces and heat n。
which can ce tool life and surface finish quality.Overall。
机械类外文文献及翻译
机械类外文文献及翻译(文档含中英文对照即英文原文和中文翻译)原文:GEAR AND SHAFT INTRODUCTIONAbstract:The important position of the wheel gear and shaft can't falter in traditional machine and modern machines.The wheel gear and shafts mainly install the direction that delivers the dint at the principal axis box. The passing to process to make them can is divided into many model numbers, using for many situations respectively. So we must be the multilayers to the understanding of the wheel gear and shaft in many ways .Key words: Wheel gear; ShaftIn the force analysis of spur gears, the forces are assumed to act in a single plane. We shall study gears in which the forces have three dimensions. The reason for this, in the case of helical gears, is that the teeth are not parallel to the axis of rotation. And in the case ofbevel gears, the rotational axes are not parallel to each other. There are also other reasons, as we shall learn.Helical gears are used to transmit motion between parallel shafts. The helix angle is the same on each gear, but one gear must have a right-hand helix and the other a left-hand helix. The shape of the tooth is an involute helicoid. If a piece of paper cut in the shape of a parallelogram is wrapped around a cylinder, the angular edge of the paper becomes a helix. If we unwind this paper, each point on the angular edge generates an involute curve. The surface obtained when every point on the edge generates an involute is called an involute helicoid.The initial contact of spur-gear teeth is a line extending all the way across the face of the tooth. The initial contact of helical gear teeth is a point, which changes into a line as the teeth come into more engagement. In spur gears the line of contact is parallel to the axis of the rotation; in helical gears, the line is diagonal across the face of the tooth. It is this gradual of the teeth and the smooth transfer of load from one tooth to another, which give helical gears the ability to transmit heavy loads at high speeds. Helical gears subject the shaft bearings to both radial and thrust loads. When the thrust loads become high or are objectionable for other reasons, it may be desirable to use double helical gears. A double helical gear (herringbone) is equivalent to two helical gears of opposite hand, mounted side by side on the same shaft. They develop opposite thrust reactions and thus cancel out the thrust load. When two or more single helical gears are mounted on the same shaft, the hand of the gears should be selected so as to produce the minimum thrust load.Crossed-helical, or spiral, gears are those in which the shaft centerlines are neither parallel nor intersecting. The teeth of crossed-helical fears have point contact with each other, which changes to line contact as the gears wear in. For this reason they will carry out very small loads and are mainly for instrumental applications, and are definitely not recommended for use in the transmission of power. There is on difference between a crossed heli : cal gear and a helical gear until they are mounted in mesh with each other. They are manufactured in the same way. A pair of meshed crossed helical gears usually have the same hand; that is ,a right-hand driver goes with a right-hand driven. In the design of crossed-helical gears, the minimum sliding velocity is obtained when the helix angle areequal. However, when the helix angle are not equal, the gear with the larger helix angle should be used as the driver if both gears have the same hand.Worm gears are similar to crossed helical gears. The pinion or worm has a small number of teeth, usually one to four, and since they completely wrap around the pitch cylinder they are called threads. Its mating gear is called a worm gear, which is not a true helical gear. A worm and worm gear are used to provide a high angular-velocity reduction between nonintersecting shafts which are usually at right angle. The worm gear is not a helical gear because its face is made concave to fit the curvature of the worm in order to provide line contact instead of point contact. However, a disadvantage of worm gearing is the high sliding velocities across the teeth, the same as with crossed helical gears.Worm gearing are either single or double enveloping. A single-enveloping gearing is onein which the gear wraps around or partially encloses the worm.. A gearing in which each element partially encloses the other is, of course, a double-enveloping worm gearing. The important difference between the two is that area contact exists between the teeth of double-enveloping gears while only line contact between those of single-enveloping gears. The worm and worm gear of a set have the same hand of helix as for crossed helical gears, but the helix angles are usually quite different. The helix angle on the worm is generally quite large, and that on the gear very small. Because of this, it is usual to specify the lead angle on the worm, which is the complement of the worm helix angle, and the helix angle on the gear; the two angles are equal for a 0-deg. Shaft angle.When gears are to be used to transmit motion between intersecting shaft, some of bevel gear is required. Although bevel gear are usually made for a shaft angle of 0 deg. They may be produced for almost any shaft angle. The teeth may be cast, milled, or generated. Only the generated teeth may be classed as accurate. In a typical bevel gear mounting, one of the gear is often mounted outboard of the bearing. This means that shaft deflection can be more pronounced and have a greater effect on the contact of teeth. Another difficulty, which occurs in predicting the stress in bevel-gear teeth, is the fact the teeth are tapered.Straight bevel gears are easy to design and simple to manufacture and give very good results in service if they are mounted accurately and positively. As in the case of squr gears, however, they become noisy at higher values of the pitch-line velocity. In these cases it is often go : od design practice to go to the spiral bevel gear, which is the bevel counterpart of thehelical gear. As in the case of helical gears, spiral bevel gears give a much smoother tooth action than straight bevel gears, and hence are useful where high speed are encountered.It is frequently desirable, as in the case of automotive differential applications, to have gearing similar to bevel gears but with the shaft offset. Such gears are called hypoid gears because their pitch surfaces are hyperboloids of revolution. The tooth action between such gears is a combination of rolling and sliding along a straight line and has much in common with that of worm gears.A shaft is a rotating or stationary member, usually of circular cross section, having mounted upon it such elementsas gears, pulleys, flywheels, cranks, sprockets, and other power-transmission elements. Shaft may be subjected to bending, tension, compression, or torsional loads, acting singly or in combination with one another. When they are combined, one may expect to find both static and fatigue strength to be important design considerations, since a single shaft may be subjected to static stresses, completely reversed, and repeated stresses, all acting at the same time.The word “shaft” covers numerous v ariations, such as axles and spindles. Anaxle is a shaft, wither stationary or rotating, nor subjected to torsion load. A shirt rotating shaft is often called a spindle.When either the lateral or the torsional deflection of a shaft must be held to close limits, the shaft must be sized on the basis of deflection before analyzing the stresses. The reason for this is that, if the shaft is made stiff enough so that the deflection is not too large, it is probable that the resulting stresses will be safe. But by no means should the designer assume that they are safe; it is almost always necessary to calculate them so that he knows they are within acceptable limits. Whenever possible, the power-transmission elements, such as gears or pullets, should be located close to the supporting bearings, This reduces the bending moment, and hence the deflection and bending stress.Although the von Mises-Hencky-Goodman method is difficult to use in design of shaft, it probably comes closest to predicting actual failure. Thus it is a good way of checking a shaft that has already been designed or of discovering why a particular shaft has failed in service. Furthermore, there are a considerable number of shaft-design problems in which the dimension are pretty well limited by other considerations, such as rigidity, and it is only necessary for the designer to discover something about the fillet sizes, heat-treatment,and surface finish and whether or not shot peening is necessary in order to achieve the required life and reliability.Because of the similarity of their functions, clutches and brakes are treated together. In a simplified dynamic representation of a friction clutch, or brake, two in : ertias I and I traveling at the respective angular velocities W and W, one of which may be zero in the case of brake, are to be brought to the same speed by engaging the clutch or brake. Slippage occurs because the two elements are running at different speeds and energy is dissipated during actuation, resulting in a temperature rise. In analyzing the performance of these devices we shall be interested in the actuating force, the torque transmitted, the energy loss and the temperature rise. The torque transmitted is related to the actuating force, the coefficient of friction, and the geometry of the clutch or brake. This is problem in static, which will have to be studied separately for eath geometric configuration. However, temperature rise is related to energy loss and can be studied without regard to the type of brake or clutch because the geometry of interest is the heat-dissipating surfaces. The various types of clutches and brakes may be classified as fllows:. Rim type with internally expanding shoes. Rim type with externally contracting shoes. Band type. Disk or axial type. Cone type. Miscellaneous typeThe analysis of all type of friction clutches and brakes use the same general procedure. The following step are necessary:. Assume or determine the distribution of pressure on the frictional surfaces.. Find a relation between the maximum pressure and the pressure at any point. Apply the condition of statical equilibrium to find (a) the actuating force, (b) the torque, and (c) the support reactions.Miscellaneous clutches include several types, such as the positive-contact clutches, overload-release clutches, overrunning clutches, magnetic fluid clutches, and others.A positive-contact clutch consists of a shift lever and two jaws. The greatest differences between the various types of positive clutches are concerned with the design of the jaws. To provide a longer period of time for shift action during engagement, the jaws may be ratchet-shaped, or gear-tooth-shaped. Sometimes a great many teeth or jaws are used, and they may be cut either circumferentially, so that they engage by cylindrical mating, or on the faces of the mating elements.Although positive clutches are not used to the extent of the frictional-contact type, they do have important applications where synchronous operation is required.Devices such as linear drives or motor-operated screw drivers must run to definite limit and then come to a stop. An overload-release type of clutch is required for these applications. These clutches are usually spring-loaded so as to release at a predetermined toque. The clicking sound which is heard when the overload point is reached is considered to be a desirable signal.An overrunning clutch or coupling permits the driven member of a machine to “freewheel” or “overrun” bec ause the driver is stopped or because another source of power increase the speed of the driven. This : type of clutch usually uses rollers or balls mounted between an outer sleeve and an inner member having flats machined around the periphery. Driving action is obtained by wedging the rollers between the sleeve and the flats. The clutch is therefore equivalent to a pawl and ratchet with an infinite number of teeth.Magnetic fluid clutch or brake is a relatively new development which has two parallel magnetic plates. Between these plates is a lubricated magnetic powder mixture. An electromagnetic coil is inserted somewhere in the magnetic circuit. By varying the excitation to this coil, the shearing strength of the magnetic fluid mixture may be accurately controlled. Thus any condition from a full slip to a frozen lockup may be obtained.齿轮和轴的介绍摘要:在传统机械和现代机械中齿轮和轴的重要地位是不可动摇的。
机械设计类英文文献及翻译

The Sunflower Seed Huller and Oil PressBy Jeff Cox-- from Organic Gardening, April 1979, Rodale PressIN 2,500 SQUARE FEET, a family of four can grow each year enough sunflower seed to produce three gallons of homemade vegetable oil suitable for salads or cooking and 20 pounds of nutritious, dehulled seed -- with enough broken seeds left over to feed a winter's worth of birds.The problem, heretofore, with sunflower seeds was the difficulty of dehulling them at home, and the lack of a device for expressing oil from the seeds. About six months ago, we decided to change all that. The job was to find out who makes a sunflower seed dehuller or to devise one if none were manufactured. And to either locate a home-scale oilseed press or devise one. No mean task.Our researches took us from North Dakota -- hub of commercial sunflower activity in the nation -- to a search of the files in the U.S. Patent Office, with stops in between. We turned up a lot of big machinery, discovered how difficult it is to buy really pure, unrefined vegetable oils, but found no small-scale equipment to dehull sunflowers or press out their oil. The key to success, however, was on our desk the whole time. In spring 1977, August Kormier had submitted a free-lance article describing how he used a Corona grain mill to dehull his sunflower seeds, and his vacuum cleaner exhaust hose to blow the hulls off the kernels. A second separation floated off the remaining hulls, leaving a clean product. We'd tried it, but because some kernels were cracked and the process involved drying, we hadn't been satisfied. Now we felt the best approach was to begin again with what we learned from Mr. Kormier and refine it.Staff Editor Diana Branch and Home Workplace Editor Jim Eldon worked with a number of hand- and electric-powered grain mills. While the Corona did a passable job, they got the best results with the C.S. Bell #60 hand mill and the Marathon Uni Mill, which is motor-driven. "I couldn't believe my eyes the first time I tried the Marathon," Diana says. "I opened the stones to 1/8th inch, and out came a bin full of whole kernels and hulls split right at the seams. What a thrill that was!"She found that by starting at the widest setting,and gradually narrowing the opening, almost every seed was dehulled. The stones crack the hulls open, then rub them to encourage the seed away from the fibrous lining. The Bell hand mill worked almost as well. "As long as the stones open at least as wide as the widest unhulled seed, any mill will work," she says.Because the seed slips through the mill on its flat side, grading is an important step to take before dehulling. We made three sizing boxes. Thefirst is 1/4-inch hardware cloth [wire screen]. The second is two layers of1/4-inch cloth, moved slightly apart to narrow the opening in one direction, and the third is two layers of screen adjusted to make a still-smaller opening. Since the smallest unhulled seeds are about the size of the largest hulled kernels, the grading step prevents these undersized seeds from passing through unhulled. Processed together at a closer setting, the smallest seeds hulled out.Jim Eldon's workshop is littered with strange-looking pieces of apparatus. They represent initial attempts to build a workable winnowing box, using Kormier's vacuum exhaust idea for a source of air. Jim, Fred Matlack and Diana finally made a box with a Plexiglas front, through which they could observe what was happening.They cut a hole in the back of the box with a sliding cover to regulate the air pressure, and fiddled with various arrangements of baffles. The result was a stream of hulls exiting through one hole while the kernels fell to the bottom of the box. Now they were ready to try a five-pound sample of unhulled sunflower seeds to see how much they could recover.The five pounds were graded and dehulled, then winnowed. We got about one hull for every ten kernels in the final, winnowed product. These are easily picked out. They usually contain kernels still held behind the fibrous strings of the hull. Their weight prevents them from blowing out with the empty hulls. We found that bug-eaten seeds do blow away with the chaff, which was a bonus for cleanliness of the final product. Toss the hulls to the birds, who will find broken seeds among them.Starting with 80 ounces of unhulled seed, we ended up with 41-1/4 ounces of edible whole seeds, 1.8 ounces of damaged seeds suitable for animal feed, and 36.6 ounces of hulls. It took us about an hour. Notbad.Sunflower seeds store perfectly in the hulls, but they deteriorate more rapidly when shelled out. The grain mill dehuller and winnowing box give the gardener a way to have the freshest possible seeds for eating at all times of the year. With the construction of one more piece of equipment -- the oil press -- he can have absolutely fresh, unrefined, polyunsaturated sunflower oil for salads, mayonnaise and cooking.Most light, refined vegetable oils have been extracted using hexane, a form of naphtha. The oil is then heated to boil off the hexane. Lye is dumped into it. It's washed with steam, then heated to remove odors and taste before being laced with preservatives and stabilizers. It may feel oily in the mouth, but you might as well taste air. No so with fresh-made sunflower oil -- it's deliciously yet subtly nutty in flavor, adding unsurpassed flavor to salads.There's good reason to believe that sunflower oil may become the #1 vegetable oil in the U.S. in a few years. It's already #1 in health-conscious Europe. Corn oil has already caught on here for health reasons, and sunflower oil is so much better. Sunflower oil's 70 percent polyunsaturate is just under safflower, with corn oil bringing up the rear with 55 percent. And sunflowers yield 40 percent oil, soybeans only 20 percent.Our oil press isrelatively simple, but it must be welded together. Check the construction directions for details. The press consists of a welded tubular frame which accepts a three-ton hydraulic jack. You may already have one. If not, it can be purchased at most auto and hardware stores for about $16. A metal canister with holes drilled in its sides and one end welded shut holds the mashed sunflower seeds. A piston is inserted in the canister and then inverted and slipped over a pedestal on the frame. The jack is set in place, and the pressure gradually increased over half an hour. The oil drips from the sides of the canister into a tray -- the bottom of a plastic jug slipped over the pedestal works fine -- which empties the oil into a cup. You can filter the oil with a coffee filter to remove pieces of seed and other fine particles that would burn if the oil were used for cooking. If it's for salads or mayonnaise, there's no need to filter it.We first tried using "confectionary" sunflower seeds for oil. These are the regular eating kernels we're used to seeing. They give less than half as much oil as the oilseed types of sunflower. Although you can use confectionary types such as MAMMOTH RUS- SIAN for oil, don't expect to get more than an ounce and a half from a pound of seed. Oilseed produces three or more ounces of oil from a pound of seed and is well worth planting along with confectionary-type seeds. Oilseed has another big advantage -- to prepare it, you can put the whole, unhulled seed into a blender and whiz it until it forms a fine meal, while confectionary seeds must be dehulled first. The entire sequence of grading, dehulling and winnowing is avoided with oilseed.Oil types produce about a tenth of a pound of seed per head in commercial production. Gardeners, with their better soil and care, invariably do better than that. Our conservative estimate is that 1,280 plants will be enough for three gallons of oil. Spaced one foot apart in rows two feet apart, 1,280 oilseed plants will take a space 40-by-56 feet, or 80-by-28 if you want a more rectangular patch to face south.We worked in pound batches, since the canister just holds one pound of mash. After blending, we heated it to 170 degrees F. (77 deg C) by placing it in a 300-degree F. (149 deg C) oven and stirring it every five minutes for 20 minutes. Heating gets the oil flowing and doubles the yield of oil. In case you're wondering,"cold-pressed" oils sold commercially are also heated, and some are subjected to the entire chemical process. The term has no firm meaning within the industry, according to the literature we've surveyed.Heating does not change the structure of fats. It will not turn polyunsaturated fats into saturated fats. In fact, Dr. Donald R. Germann in his book, "TheAnti-Cancer Diet", says that "... an unsaturated fat must be heated to high temperatures -- above 425 degrees F. or 200 degrees C. -- at least 8 or 10 times before any shift toward saturation occurs..." Dean C. Fletcher, Ph.D., of the American Medical Association Department of Foods and Nutrition in Chicago, says, "It's true that either high temperature or repeated heatingdoes change the nature of some of the unsaturated oil molecules. (But) the flavor of the oil changes as these chemical changes occur, spoiling its taste. This effect is probably more profound than any of the physiological changes the altered oil might produce within the body."From 500 gm. of heated mash, we pressed 89 gm. of oil, 89 percent of the entire amount available and twice as much as we could press from unheated oil! The decision is up to you whether or not to heat the mash, but that extra 50 percent seems like an awful lot, especially when the whole technique is so labor intensive. The oil should be stored in the refrigerator, and it's probably best to use it within a month, since it has no preservatives. Mayonnaise made with such fresh oils should be kept refrigerated and used within two weeks. The leftover cake, still containing 50 percent of its oil, is a nutritious addition to your dishes, and makes excellent feed for animals or winter birds. Store the pressed cake in the freezer.We're talking then about a sunflower patch with two kinds of plants -- confectionary such as MAMMOTH RUSSIAN and oilseed such as PEREDOVIK. The oilseed plants should be grown 12 inches apart in rows two feet apart. Four average confectionary heads yield about a pound of unhulled seed. You'll need about 35 pounds of unhulled seed, or 140plants-worth, to yield 20 pounds of hulled kernels, about what a family of four will use in a year. That many plants can be grown in an area 26-by-10 feet. That's 260 square feet. Put that together with the 2,240 square feet for the oilseed sunflowers, and you need a patch about 2,500 square feet -- 25 100-foot rows -- to keep yourself supplied year-round with super nutrition and unsurpassable taste.Winnowing Machine For Sunflower SeedsThe winnowing machine operates on the age-old principle of blowing the chaff away from the heavy grain with a controlled current of air.The unit uses a household or shop-type vacuum cleaner for its air supply. A vacuum cleaner was used as a power source because it can supply a large volume of air over an extended period of time, and most homes and farms have a vacuum cleaner.A cloth bag has been attached to the chaff chute to catch the chaff as it is separated from the seed. The bag allows the hulls to be collected and greatly reduces the amount of waste material normally blown into the air by conventional systems.The unit has been constructed in such a way that the cloth bag and cleaner box can be placed inside the seed box, making a compact package for storage.Tools Required1. Table Saw2. Drill Press3. Band Saw4. Saber SawProcedure (cleaner box)1 . Cut out the two sides of the cleaner box from 1/4-inch plywood.2. Cut out the six interior pieces of the cleaner box from 3/4 x 3-1/2-inch select pine.3. Assemble the cleaner box elements with glue and nails.4. Cut four 1/4-inch square strips of pine four inches long.5. Glue the strips around the end of the chaff chute.6. Sand all surfaces and edges.7. Finish with clear lacquer finish.Procedure (seed box)1. Cut two pieces of pine /34" x 5 /12 x 15 inches for the sides.2. Cut two pieces of pine 3/4 x 5-1/2 x inches for the top and bottom.3. Plow a /14 x 1/4 groove for the front and back panels in all four pieces.4. Rip the top board to 5 inches so that the front panel can slide into the grooves in the side boards.5. Rabbet both ends of each 15-inch side piece to accept the top and bottom boards.6. Drill a hole in the left side board 2-1/2 inches from the top. The size of the hole is determined by the vacuum cleaner hose fitting.7. Cut a 3-1/4 x 4 inch hole in the top 1/2 inch from the right end. This hole will accept the cleaner box.8. Cut two pieces of pine for the baffle.9. Drill two 1-inch holes in the bottom of the baffle box.10. Cut a piece of 1/4 x 8-1/2 x 14 inch plywood for the back panel.11. Cut a 3-inch hole, centered 1-7/8 inches from the top and left sides of the plywood back.12. Assemble the sides, baffles, top, bottom, and back panel with glue and nails.13. Cut an 8-7/16 x 15-3/4-inch piece of Plexiglas for the front.14. Cut a one-inch radius on the top corners of the front.and sand the edges.15. Drill a one-inch thumb hole centered 7/8 inch from the top edge.16. Cut a 3-1/2-inch disk of 1/4-inch plywood for the vent cover.17. Drill a 3/16-inch hole 3/8 inch from the edge of the disk.18. Mount the disk over the vent with a #10 x 1-inch screw.19. Sand all surfaces and edges of the, box.20. Finish with clear lacquer finish.MaterialsCleaner Box2 -- 7-3/4 x 7-1/2 x 3/4" plywood (sides)6 -- 3/4 x 3-1/2 x 24" for all members (baffles)4 -- 1/4 x 1/4 x 4" pine (chute cleats)22 -- 1" x 18 ga. headed nailsWhite vinyl glueClear lacquer finishSeed Box2 -- 3/4' x 5-1/2 x 15" select pine (sides)2 -- 3/4 x 5-1/2 x 8-1/2" select pine (top and bottom)1 -- 3/4 x 3-1/2 x 4-1/2" select pine (baffle)1 -- 3/4 x 4-1/2 x 4-1/2" select pine (baffle)1 -- 1/4 x 8-1/2 x 14" plywood (back)1 -- 1/4 x 3-1/2" dia. plywood (control valve)1 -- 1/4' x 8-7/16 x 15-1/4" Plexiglas (front)1 - #10 x 1" flat head screw18 - 4d finish nailsWhite vinyl glueClear lacquer finish1 -- 17 x 31" cloth laundry bagSunflower Seed Oil PressThe press was designed so that homesteaders can produce sunflower oil from their own seeds. The oil can be pressed as is or heated to 170 degrees F., which doubles oil yield.Both methods require the seed to be ground to fine powder. If you are pressing the oil seed variety, a meat grinder or electric blender will do an excellent job of grinding the seed. The confectionary type of seed will require the seed to be hulled and winnowed before it is ground. A food mill with the stones set at the coarse setting can be used to accomplish this step. The ground kernels are placed in the cylinder with the piston closing the bottom portion of the cylinder.The cylinder is mounted in the press frame and a three-ton hydraulic jack is used to supply the pressure.Because of the great pressures created by the hydraulic jack, it is important that the frame be properly constructed and firmly mounted to the work surface before the pressing operation begins. The following instructions can be given to a welder.Tools Required1. Power Hacksaw2. Metal Band Saw3. Metal Lathe4. Drill Press5. Belt or Disk Grinder6. Arc Welder7. Hand ClampsProcedure (Frame)1. Cut two pieces of 1-3/4" O.D. x 1-3/8" I.D. x 24-1/2 inch long tubing for the uprights.2. Cut one piece of 1-3/4" O.D. x 1-3/8" I.D. x 6-1/2 inch long tubing for the center tube.3. Cut one 3/4" x 2-3/4 x 5-1/2 inch steel bar for the top cross member.4. Cut two pieces of 1-3/4 x 1-3/4 x 8 inch angle iron for the base members.5. Drill two 9/32-inch holes in each base member 1/2 inch from the outer edges.6. Weld the base members, tubes and cross member together as per the drawing.7. Grind all edges to remove any burrs.8. Paint the frame.9. If a mounting board is desired, cut a piece of pine 1-1/4 x 6-1/2 x 12 inches long.10. Center the frame on the board and mark the location of the four mounting holes.11. Drill four 7/8-inch holes 1/4-inch deep to accept the T-nuts.12. Drill four 5/16-inch holes through the mounting board using the same centers created by the 7/8-inch holes.13. Round the edges of the base and sand all surfaces.14. Install four 1/4-20 T-nuts.15. Finish the base with clear lacquer finish.16. Assemble the base to the frame using four 1/4-20 x 1-1/4-inch round head bolts.Procedure (Cylinder)1. Cut a piece of 3-1/2" O.D. x 3-1/4" I.D. tubing 5-3/8 inches long.2. Face both ends on the lathe.3. Cut out a 3-1/2-inch round disk from 1/4-inch plate steel.4. Weld the disk to one end of the tube.5. Drill a series of 3/32-inch holes around the side of the tube on 1/2-inch centers.6. Remove all burrs on the inside and outside of the tube.Procedure (Piston)1. Cut out a 3-3/8-inch disk of 1/4-inch plate steel.2. Cut a 1-3/8" O.D. x 1-1/8" I.D. piece of tubing 1-1/8 inches long.3. Face both ends of the tube.4. Weld the tube in the center of the 3-3/8-inch disk. All welds should be made on the inside of the tube.5. Mount the piston in the lathe and turn the disk to fit the inside diameter of the cylinder. This will be about 3-15/64 inches in diameter.6. Remove any sharp edges.Procedure (Collector Ring)1. Cut the bottom out of a one-gallon plastic bottle. The cut line should be approximately 1-1/2 inches from the bottom of the bottle.2. Make a 1/8 x 1 inch slot at one edge of the bottom outside ring. This will allow the oil to pour into a receiving cup.3. Cut a 1-3/4-inch hole in the center of the bottom, so that the unit will fit over the center tube in the frame.MaterialsFrame2 -- 1-3/4 O.D. x 1-3/8 I.D. x 24-1/2" long H.R.S. (frame tubes)1 -- 1-3/4 O.D. x 1-3/8 I.D. x 6-1/2 inch long H.R.S. (center tube)1 -- 3/4 x 2-3/4 x 5-1/2" flat bar H.R.S. (top cross member)2 -- 1-3/4 x 1-3/4 x 8" angle iron H.R.S. (base members)1 -- 1-1/4 x 6-1/2 x 12" #2 white pine (wood base)4 -- 1/4-20 x 1-1/4 R.H. mounting bolts4 -- 1/4-20 T-nutsBlack enamel for frame (finishing material)Clear lacquer finish for wood base3 -- 1/8" dia. welding rodsCylinder1 -- 1/4 x 3-1/2" dia. C.R.S. disk (top)1 -- 3-1/2 O.D. x 3-1/4 I.D. C.R.S. tube (cylinder)1 -- 1/8 dia. welding rodPiston1 -- 1/4 x 3-3/8 D.A. C.R.S. disk (piston top)1 -- 1-1/4 O.D. x 1 I.D. x 1" long H.R.S. (piston tube)1 -- 1/8 dia. welding rodCollector Ring1 -- Bottom from a one-gallon plastic bottle (oil collector ring)葵花籽脱壳机和油压机由Jeff考克斯-从有机园艺,1979年4月,罗代尔新闻2,500平方尺,一个四口之家每年可以长到足以产生三种葵花籽国产蔬菜沙拉或烹调油和20磅的营养丰富,适合脱皮加仑种子 - 与遗留养活一个冬天的产值,破碎的种子鸟类。
机械外文文献及翻译
与机械相关的外文及翻译Multidisciplinary Design Optimization of Modular Industrial Robots by Utilizing High Level CAD Templates1、IntroductionIn the design of complex and tightly integrated engineering products, it is essential to be able to handle interactions between different subsystems of multidisciplinary nature [1]. To achieve an optimal design, a product must be treated as a complete system instead of developing subsystems independently [2]. MDO has been established as a convincing concurrent design optimization technique in development of such complex products [3,4].Furthermore, it has been pointed out that, regardless of discipline, basically all analyses require information that has to be extracted from a geometry model [5]. Hence, according to Bow-cutt [1], in order to enable integrated design analysis and optimization it is of vital importance to be able to integrate an automated parametric geometry generation system into the design framework. The automated geometry generation is a key enabler for so-called geometry-in-the-loop[6] multidisciplinary design frameworks, where the CAD geometries can serve as framework integrators for other engineering tools.To eliminate noncreative work, methods for creation and automatic generation of HLCt have been suggested by Tarkian [7].The principle of high HLCts is similar to high level primitives(HLP) suggested by La Rocca and van Tooren [8], with the exception that HLCts are created and utilized in a CAD environment.Otherwise, the basics of both HLP and HLCt can, as suggested byLa Rocca, be compared to parametric LEGOV Rblocks containing a set of design and analysis parameters. These are produced and stored in libraries, giving engineers or a computer agent the possibility to first topologically select the templates and then modify the morphology, meaning theshape,of each template parametrically.2、Multidisciplinary Design FrameworkMDO is a “systematic approach to design space exploration”[17], the implementation of which allows the designer to map the interdisciplinary relations that exist in a system. In this work, the MDO framework consists of a geometry model, a finite element(FE) model, a dynamic model and a basic cost model. The geometry model provides the analysis tools with geometric input. The dynamic model requires mass properties such as mass, center of gravity, and inertia. The FE model needs the meshed geometry of the robot as well as the force and torque interactions based on results of dynamic simulations.High fidelity models require an extensive evaluation time which has be taken into account. This shortcoming is addressed by applying surrogate models for the FE and the CAD models. The models are briefly presented below. 2.1 High Level CAD Template—Geometry ModelTraditionally, parametric CAD is mainly focused on morphological modifications of the geometry. However, there is a limit to morphological parameterization as follows:•The geometries cannot be radically modified.•Increased geometric complexity greatly increases parameterization complexity.The geometry model of the robot is generated with presaved HLCts, created in CATIA V5. These are topologically instantiated with unique internal design variables. Topological parameterization allows deletion, modification, and addition of geometricelements which leads to a much greater design space captured.Three types of HLCts are used to define the industrial robot topologically; Datum HLCt which includes wireframe references required for placement for the Actuator HLCTs and Structure HLCts, as seen Fig.2.Fig. 2 An industrial robot (left) and a modular industrial robot(right) The names of the references that must be provided for each HLCt instantiation are stored in the knowledge base (see Appen-dix A.4), which is searched through by the inference engine. In Appendix A, pseudocode examples describes how the references are retrieved and how they are stored in the knowledge base.The process starts by the user defining the number of degrees of freedom (DOF) of the robot (see Fig. 3) and is repeated until the number of axis (i) is equal to the user defined DOF.In order to instantiate the first Structure HLCt, two Datum and two actuator instances are needed. References from the two Datum instances help orienting the structure in space, while the geometries of the actuator instances, at both ends of the link, are used to construct the actuator attachments, as seen in Figs. 2 and 3. For the remaining links, only one new instance of both datum and actuator HLCts are required, since the datum and actuator instances from adjacent links are already available.Appendix A.2 shows a pseudocode example of an instantiation function. The first instantiated datum HLCt is defined with reference to the absolute coordinate system. The remaining datum HLCt instances are placed in a sequential order, where the coordinate system of previous instances is used as reference for defining the position in space according to user inputs (see also AppendixA.3). Furthermore, the type of each actuator and structure instance is user defined.Fig. 3 The high level CAD template instantiation process Since it is possible to create new HLCts in the utilized CAD tool, the users are not forced to merely choose from the templates available. New HLCts can be created, placed in the database and parametrically inserted into the models.2.2 Dynamic ModelThe objective of performing dynamic simulation of a robot is to evaluate system performance, such as predicting acceleration and time performance, but it also yields loads on each actuated axis, needed for actuator lifetime calculations and subsequent stress analysis based on FE calculations. Thedynamic model in the outlined framework is developed in Modelica using Dymola, and it constitutes a seven-axis robot arm based on the Modelica Standard library [18].The dynamic model receives input from the geometry model,as well as providing output to the FE model, which is further described in Sec. 2.3. However, to better understand the couplings between the models, the Newton –Euler formulation will be briefly discussed. In this formulation, the link velocities and acceleration are iteratively computed, forward recursivelyWhen the kinematic properties are computed, the force and torque interactions between the links are computed backward recursively from the last to the first link2.3 FE Surrogate ModelTo compute the structural strength of the robot, FE models for each robot link is created utilizing CATIA V5, see Fig. 4. For each HLCt, mesh and boundary conditions are manually preprocessed in order to allow for subsequent automation for FE-model creation. The time spent on preprocessing each FE-model is thus extensive. Nonetheless, the obtained parametric FE-model paves way for automated evaluation of a wide span of concepts. Each robot link is evaluated separately with the load conditions extracted from the dynamicmodel. The force (fi-11and fi) and torque (ţi-1and ti) are applied on the surfaceswhere the actuators are attached.2.4 Geometric Surrogate Models.Surrogate models are numerically efficient models to determine the relation between inputs and o utputs of a model [19]. The input variables for the proposed application are the morphological variables thickness and link height as well as a topological variable actuator type. The outputs of the surrogate models are mass m, Inertia I, and center of gravity ri,ci.To identify the most suitable type of surrogate model for the outlined problem, a range of surrogate models types are created and evaluated using 50 samples. The precision of each surrogate model is compared with the values of the original model with 20 new samples. The comparison is made using the relative average absolute error (RAAE) and relative maximum absolute error (RMAE) as specified by Shan et al. [20], as well as the normalized root mean square error (NRMSE), calculated as seen in Eq. (3). All precision metrics are desired to be as low as possible, since low values mean that the surrogate model is accurateThe resulting precision metrics can be seen in Appendix B and the general conclusion is that anisotropic kriging [21], neural networks [22], and radialbasis functions [23] are the most promising surrogate models. To investigate the impact of increasing number of samples, additional surrogate models of those three are fitted using 100 samples, and the results compiled in Appendix B. The resulting NRMSEs for 50 and 100 samples for anistotropic kriging, neural networks, and radial basis functions can be seen in Fig.5. The figures inside the parentheses indicate the number of samples used to fit the surrogate models.Fig. 5 Graph of the NRMSEs for different surrogate models,fitted using 50 and 100 samplesAccording to Fig. 5, anisotropic kriging outperforms the other surrogate models and the doubling of the number of samples usedfor fitting the surrogate model increases the precision dramatically.2.5 FE Surrogate ModelsFor generating FE surrogate models, the anisotropic kriging was also proven to be the most accurate compared to the methods evaluated in Sec. 2.4. Here, one surrogate model is created for each link. Inputs are thickness,actuators, force (fi-11and fi) and torque (ţi-1and ti). The output for eachsurrogate model is maximum stress (MS).A mean error of approximately 9% is reached when running 1400 samples for each link. The reason for the vast number of samples, compared to geometry surrogate models, has to do with a much larger design space.利用高水平CAD模板进行模块化工业机器人的多学科设计优化1 介绍指出,除了规则,基本上所有的分析都需要信息,而这些信息需要从一个几何模型中提取。
机械类英语论文及翻译
Mechanical DesignAbstract:A machine is a combination of mechanisms and other components which transforms, transmits. Examples are engines, turbines, vehicles, hoists, printing presses, washing machines, and movie cameras. Many of the principles and methods of design that apply to machines also apply to manufactured articles that are not true machines. The term "mechanical design" is used in a broader sense than "machine design" to include their design. the motion and structural aspects and the provisions for retention and enclosure are considerations in mechanical design. Applications occur in the field of mechanical engineering, and in other engineering fields as well, all of which require mechanical devices, such as switches, cams, valves, vessels, and mixers.Keywords: Mechanical Design ;Rules for Design ;Design ProcessThe Design ProcessDesigning starts with a need real.Existing apparatus may need improvements in durability, efficiency, weight, speed, or cost. New apparatus may be needed to perform a function previously done by men, such as computation, assembly, or servicing. With the objective wholly or partly.In the design preliminary stage, should allow to design the personnel fullyto display the creativity, not each kind of restraint. Even if has had many impractical ideas, also can in the design early time, namely in front of the plan blueprint is corrected. Only then, only then does not send to stops up the innovation the mentality. Usually, must propose several sets of design proposals, then perform the comparison. Has the possibility very much in the plan which finally designated, has used certain not in plan some ideas which accepts.When the general shape and a few dimensions of the several components become apparent, analysis can begin in earnest. The analysis will have as its objective satisfactory or superior performance, plus safety and durability with minimum weight, and a competitive cost. Optimum proportions and dimensions will be sought for each critically loaded section, together with a balance between the strengths of the several components. Materials and their treatment will be chosen. These important objectives can be attained only by analysis based upon the principles of mechanics, such as those of static for reaction forces and for the optimum utilization of friction; of dynamics for inertia, acceleration, and energy; of elasticity and strength of materials for stress and deflection; of physical behavior of materials; and of fluid mechanics for lubrication and hydrodynamic drives. The analyses may be made by the same engineer who conceived the arrangement of mechanisms, or, in a large company, they may be made by a separate analysis division or research group. Design is a reiterative and cooperative process, whetherdone formally or informally, and the analyst can contribute to phases other than his own. Product design requires much research and development. Many Concepts of an idea must be studied, tried, and then either used or discarded. Although the content of each engineering problem is unique, the designers follow the similar process to solve the problems.Product liability suits designers and forced in material selection, using the best program. In the process of material, the most common problems for five (a) don't understand or not use about the latest application materials to the best information, (b) failed to foresee and consider the reasonable use material may (such as possible, designers should further forecast and consider due to improper use products. In recent years, many products liability in litigation, the use of products and hurt the plaintiff accused manufacturer, and won the decision), (c) of the materials used all or some of the data, data, especially when the uncertainty long-term performance data is so, (d) quality control method is not suitable and unproven, (e) by some completely incompetent persons choose materials.Through to the above five questions analysis, may obtain these questions is does not have the sufficient reason existence the conclusion. May for avoid these questions to these questions research analyses the appearance indicating the direction. Although uses the best choice of material method not to be able to avoid having the product responsibility lawsuit, designs the personnel and the industry carries on the choice of material according to thesuitable procedure, may greatly reduce the lawsuit the quantity.May see from the above discussion, the choice material people should to the material nature, the characteristic and the processing method have comprehensive and the basic understanding.Finally, a design based upon function, and a prototype may be built. If its tests are satisfactory, the initial design will undergo certain modifications that enable it to be manufactured in quantity at a lower cost. During subsequent years of manufacture and service, the design is likely to undergo changes as new ideas are conceived or as further analyses based upon tests and experience indicate alterations. Sales appeal.Some Rules for DesignIn this section it is suggested that, applied with a creative attitude, analyses can lead to important improvements and to the conception and perfection of alternate, perhaps more functional, economical,and durable products.To stimulate creative thought, the following rules are suggested for the designer and analyst. The first six rules are particularly applicable for the analyst.1. A creative use of need of physical properties and control process.2. Recognize functional loads and their significance.3. Anticipate unintentional loads.4. Devise more favorable loading conditions.5. Provide for favorable stress distribution and stiffness with minimum weight.6. Use basic equations to proportion and optimize dimensions.7. Choose materials for a combination of properties.8. Select carefully, stock and integral components.9. Modify a functional design to fit the manufacturing process and reduce cost.10. Provide for accurate location and noninterference of parts in assembly.Machinery design covers the following contents.1. Provides an introduction to the design process , problem formulation ,safety factors.2. Reviews the material properties and static and dynamic loading analysis ,Including beam , vibration and impact loading.3. Reviews the fundamentals of stress and defection analysis.4. Introduces fatigue-failure theory with the emphasis on stress-life approaches to high-cycle fatigue design, which is commonly used in the design of rotation machinery.5. Discusses thoroughly the phenomena of wear mechanisms, surface contact stresses ,and surface fatigue.6. Investigates shaft design using the fatigue-analysis techniques.7. Discusses fluid-film and rolling-element bearing theory and application8. Gives a thorough introduction to the kinematics, design and stress analysis of spur gears , and a simple introduction to helical ,bevel ,and worm gearing.9. Discusses spring design including compression ,extension and torsion springs.10. Deals with screws and fasteners including power screw and preload fasteners.11. Introduces the design and specification of disk and drum clutches and brakes.Machine DesignThe complete design of a machine is a complex process. The machine design is a creative work. Project engineer not only must have the creativity in the work, but also must in aspect and so on mechanical drawing, kinematics, engineerig material, materials mechanics and machine manufacture technology has the deep elementary knowledge.One of the first steps in the design of any product is to select the material from which each part is to be made. Numerous materials are available to today's designers. The function of the product, its appearance, the cost of thematerial, and the cost of fabrication are important in making a selection. A careful evaluation of the properties of a. material must be made prior to any calculations.Careful calculations are necessary to ensure the validity of a design. In case of any part failures, it is desirable to know what was done in originally designing the defective components. The checking of calculations (and drawing dimensions) is of utmost importance. The misplacement of one decimal point can ruin an otherwise acceptable project. All aspects of design work should be checked and rechecked.The computer is a tool helpful to mechanical designers to lighten tedious calculations, and provide extended analysis of available data. Interactive systems, based on computer capabilities, have made possible the concepts of computer aided design (CAD) and computer-aided manufacturing (CAM). How does the psychologist frequently discuss causes the machine which the people adapts them to operate. Designs personnel''s basic responsibility is diligently causes the machine to adapt the people. This certainly is not an easy work, because certainly does not have to all people to say in fact all is the most superior operating area and the operating process. Another important question, project engineer must be able to carry on the exchange and the consultation with other concerned personnel. In the initial stage, designs the personnel to have to carry on the exchange and the consultation on the preliminary design with the administrative personnel, and is approved.This generally is through the oral discussion, the schematic diagram and the writing material carries on.If front sues, the machine design goal is the production can meet the human need the product. The invention, the discovery and technical knowledge itself certainly not necessarily can bring the advantage to the humanity, only has when they are applied can produce on the product the benefit. Thus, should realize to carries on before the design in a specific product, must first determine whether the people do need this kind of productMust regard as the machine design is the machine design personnel carries on using creative ability the product design, the system analysis and a formulation product manufacture technology good opportunity. Grasps the project elementary knowledge to have to memorize some data and the formula is more important than. The merely service data and the formula is insufficient to the completely decision which makes in a good design needs. On the other hand, should be earnest precisely carries on all operations. For example, even if places wrong a decimal point position, also can cause the correct design to turn wrongly.A good design personnel should dare to propose the new idea, moreover is willing to undertake the certain risk, when the new method is not suitable, use original method. Therefore, designs the personnel to have to have to have the patience, because spends the time and the endeavor certainlycannot guarantee brings successfully. A brand-new design, the request screen abandons obsoletely many, knows very well the method for the people. Because many person of conservativeness, does this certainly is not an easy matter. A mechanical designer should unceasingly explore the improvement existing product the method, should earnestly choose originally, the process confirmation principle of design in this process, with has not unified it after the confirmation new idea.外文论文翻译译文机械设计摘要:机器是由机械装置和其它组件组成的。
机械类英文文献+翻译
机械类英文文献+翻译20.9 MACHINABILITYThe machinability of a material usually defined in terms of four factors:1、Surface finish and integrity of the machined part;2、Tool life obtained;3、Force and power requirements;4、Chip control.Thus, good machinability good surface finish and integrity, long tool life, and low force And power requirements. As for chip control, long and thin (stringy) cured chips, if not broken up, can severely interfere with the cutting operation by becoming entangled in the cutting zone.Because of the complex nature of cutting operations, it is difficult to establish relationships that quantitatively define the machinability of a material. In manufacturing plants, tool life and surface roughness are generally considered to be the most important factors in machinability. Although not used much any more, approximate machinability ratings are available in the example below.20.9.1 Machinability Of SteelsBecause steels are among the most important engineering materials (as noted in Chapter 5), their machinability has been studied extensively. The machinability of steels has been mainly improved by adding lead and sulfur to obtain so-called free-machining steels.Resulfurized and Rephosphorized steels. Sulfur in steels forms manganese sulfide inclusions (second-phase particles), which act as stress raisers in the primary shear zone. As a result, the chips produced break up easily and are small; this improves machinability. The size, shape, distribution, and concentration of these inclusions significantly influence machinability. Elements such as tellurium and selenium, which are both chemically similar to sulfur, act as inclusion modifiers in resulfurized steels.Phosphorus in steels has two major effects. It strengthens the ferrite, causingincreased hardness. Harder steels result in better chip formation and surface finish. Note that soft steels can be difficult to machine, with built-up edge formation and poor surface finish. The second effect is that increased hardness causes the formation of short chips instead of continuous stringy ones, thereby improving machinability.Leaded Steels. A high percentage of lead in steels solidifies at the tip of manganese sulfide inclusions. In non-resulfurized grades of steel, lead takes the form of dispersed fine particles. Lead is insoluble in iron, copper, and alumin um and their alloys. Because of its low shear strength, therefore, lead acts as a solid lubricant (Section 32.11) and is smeared over the tool-chip interface du ring cutting. This behavior has been verified by the presence of high concentra tions of lead on the tool-side face of chips when machining leaded steels.When the temperature is sufficiently high-for instance, at high cutting spee ds and feeds (Section 20.6)—the lead melts directly in front of the tool, acting as a liquid lubricant. In addition to this effect, lead lowers the shear stress in the primary shear zone, reducing cutting forces and power consumption. Lead can be used in every grade of steel, such as 10xx, 11xx, 12xx, 41xx, etc. Le aded steels are identified by the letter L between the second and third numeral s (for example, 10L45). (Note that in stainless steels, similar use of the letter L means 〝low carbon,〞a condition that improves their corrosion resistance.)However, because lead is a well-known toxin and a pollutant, there are se rious environmental concerns about its use in steels (estimated at 4500 tons of lead consumption every year in the production of steels). Consequently, there is a continuing trend toward eliminating the use of lead in steels (lead-free ste els). Bismuth and tin are now being investigated as possible substitutes for lea d in steels.Calcium-Deoxidized Steels. An important development is calcium-deoxidize d steels, in which oxide flakes of calcium silicates (CaSo) are formed. These f lakes, in turn, reduce the strength of the secondary shear zone, decreasing tool-chip interface and wear. Temperature is correspondingly reduced. Consequently, these steels produce less crater wear, especially at high cutting speeds.Stainless Steels. Austenitic (300 series) steels are generally difficult to mac hine. Chatter can be s problem, necessitating machine tools with high stiffness.However, ferritic stainless steels (also 300 series) have good machinability. M artensitic (400 series) steels are abrasive, tend to form a built-up edge, and req uire tool materials with high hot hardness and crater-wear resistance. Precipitati on-hardening stainless steels are strong and abrasive, requiring hard and abrasio n-resistant tool materials.The Effects of Other Elements in Steels on Machinability. The presence of aluminum and silicon in steels is always harmful because these elements com bine with oxygen to form aluminum oxide and silicates, which are hard and a brasive. These compounds increase tool wear and reduce machinability. It is es sential to produce and use clean steels.Carbon and manganese have various effects on the machinability of steels, depending on their composition. Plain low-carbon steels (less than 0.15% C) c an produce poor surface finish by forming a built-up edge. Cast steels are mor e abrasive, although their machinability is similar to that of wrought steels. To ol and die steels are very difficult to machine and usually require annealing pr ior to machining. Machinability of most steels is improved by cold working, w hich hardens the material and reduces the tendency for built-up edge formation.Other alloying elements, such as nickel, chromium, molybdenum, and vana dium, which improve the properties of steels, generally reduce machinability. T he effect of boron is negligible. Gaseous elements such as hydrogen and nitrog en can have particularly detrimental effects on the properties of steel. Oxygen has been shown to have a strong effect on the aspect ratio of the manganese sulfide inclusions; the higher the oxygen content, the lower the aspect ratio an d the higher the machinability.In selecting various elements to improve machinability, we should consider the possible detrimental effects of these elements on the properties and strengt h of the machined part in service. At elevated temperatures, for example, lead causes embrittlement of steels (liquid-metal embrittlement, hot shortness; see Se ction 1.4.3), although at room temperature it has no effect on mechanical prop erties.Sulfur can severely reduce the hot workability of steels, because of the fo rmation of iron sulfide, unless sufficient manganese is present to prevent suchformation. At room temperature, the mechanical properties of resulfurized steels depend on the orientation of the deformed manganese sulfide inclusions (aniso tropy). Rephosphorized steels are significantly less ductile, and are produced so lely to improve machinability.20.9.2 Machinability of Various Other MetalsAluminum is generally very easy to machine, although the softer grades te nd to form a built-up edge, resulting in poor surface finish. High cutting speed s, high rake angles, and high relief angles are recommended. Wrought aluminu m alloys with high silicon content and cast aluminum alloys may be abrasive; they require harder tool materials. Dimensional tolerance control may be a pro blem in machining aluminum, since it has a high thermal coefficient of expans ion and a relatively low elastic modulus.Beryllium is similar to cast irons. Because it is more abrasive and toxic, t hough, it requires machining in a controlled environment.Cast gray irons are generally machinable but are. Free carbides in castings reduce their machinability and cause tool chipping or fracture, necessitating to ols with high toughness. Nodular and malleable irons are machinable with hard tool materials.Cobalt-based alloys are abrasive and highly work-hardening. They require sharp, abrasion-resistant tool materials and low feeds and speeds.Wrought copper can be difficult to machine because of built-up edge form ation, although cast copper alloys are easy to machine. Brasses are easy to ma chine, especially with the addition pf lead (leaded free-machining brass). Bronz es are more difficult to machine than brass.Magnesium is very easy to machine, with good surface finish and prolong ed tool life. However care should be exercised because of its high rate of oxi dation and the danger of fire (the element is pyrophoric).Molybdenum is ductile and work-hardening, so it can produce poor surfac e finish. Sharp tools are necessary.Nickel-based alloys are work-hardening, abrasive, and strong at high tempe ratures. Their machinability is similar to that of stainless steels.Tantalum is very work-hardening, ductile, and soft. It produces a poor surf ace finish; tool wear is high.Titanium and its alloys have poor thermal conductivity (indeed, the lowest of all metals), causing significant temperature rise and built-up edge; they can be difficult to machine.Tungsten is brittle, strong, and very abrasive, so its machinability is low, although it greatly improves at elevated temperatures.Zirconium has good machinability. It requires a coolant-type cutting fluid, however, because of the explosion and fire.20.9.3 Machinability of Various MaterialsGraphite is abrasive; it requires hard, abrasion-resistant, sharp tools.Thermoplastics generally have low thermal conductivity, low elastic modul us, and low softening temperature. Consequently, machining them requires tools with positive rake angles (to reduce cutting forces), large relief angles, small depths of cut and feed, relatively high speeds, and proper support of the work piece. Tools should be sharp.External cooling of the cutting zone may be necessary to keep the chips f rom becoming 〝gummy〞and sticking to the tools. Cooling can usually be a chieved with a jet of air, vapor mist, or water-soluble oils. Residual stresses m ay develop during machining. To relieve these stresses, machined parts can be annealed for a period of time at temperatures ranging from to ( to ), and th en cooled slowly and uniformly to room temperature.Thermosetting plastics are brittle and sensitive to thermal gradients during cutting. Their machinability is generally similar to that of thermoplastics.Because of the fibers present, reinforced plastics are very abrasive and are difficult to machine. Fiber tearing, pulling, and edge delamination are significa nt problems; they can lead to severe reduction in the load-carrying capacity of the component. Furthermore, machining of these materials requires careful rem oval of machining debris to avoid contact with and inhaling of the fibers.The machinability of ceramics has improved steadily with the development of nanoceramics (Section 8.2.5) and with the selection of appropriate processi ng parameters, such as ductile-regime cutting (Section 22.4.2).Metal-matrix and ceramic-matrix composites can be difficult to machine, d epending on the properties of the individual components, i.e., reinforcing or wh iskers, as well as the matrix material.20.9.4 Thermally Assisted MachiningMetals and alloys that are difficult to machine at room temperature can be machined more easily at elevated temperatures. In thermally assisted machinin g (hot machining), the source of heat—a torch, induction coil, high-energy bea m (such as laser or electron beam), or plasma arc—is forces, (b) increased too l life, (c) use of inexpensive cutting-tool materials, (d) higher material-removal rates, and (e) reduced tendency for vibration and chatter.It may be difficult to heat and maintain a uniform temperature distribution within the workpiece. Also, the original microstructure of the workpiece may be adversely affected by elevated temperatures. Most applications of hot machi ning are in the turning of high-strength metals and alloys, although experiment s are in progress to machine ceramics such as silicon nitride.SUMMARYMachinability is usually defined in terms of surface finish, tool life, force and power requirements, and chip control. Machinability of materials depends n ot only on their intrinsic properties and microstructure, but also on proper sele ction and control of process variables.20.9 可机加工性一种材料的可机加工性通常以四种因素的方式定义:1、分的表面光洁性和表面完整性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Abstract: With a focus on the intake tower of the Yanshan Reservoir, this paper discusses the method of modeling in the 3D CAD software SolidWorks and the interface processing between SolidWorks and the ANSYS code, which decreases the difficulty in modeling complicated models in ANSYS. In view of the function of the birth-death element and secondary development with APDL (ANSYS parametric design language), a simulation analysis of the temperature field and thermal stress during the construction period of the intake tower was conveniently conducted. The results show that the temperature rise is about 29.934 □ over 3 or 4 days. The temperature differences between any two points are less than 24 □. The thermal stress increases with the temperature difference and reaches its maximum of 1.68 MPa at the interface between two concrete layers.Key words: SolidWorks; ANSYS; APDL; birth-death element; temperature field; thermal stress1 IntroductionMass concrete is widely used in civil and hydraulic engineering nowadays, and its thermal stress increasingly attracts attention during design and construction. It is necessary to analyze the temperature field and thermal stress of important mass concrete structures with both routine methods and the finite element method (FEM). Some researchers have done a large amount of simulation analyses using FEM software (Tatro 1985; Barrett et al. 1992; Kawaguchi and Nakane 1996; Zhu and Xu 2001; Zhu 2006), but difficulties in these methods remain. There are two main difficulties: (1) Most mass concrete structures are complex and difficult to model with FEM software. (2) Complete simulation is difficult with FEM software because of the complex construction processes and boundary conditions of concrete. The structure of the intake tower of the Yanshan Reservoir is complex. It is 34.5 m high and there is a square pressure tunnel at the bottom, the side length of which is 6 m. The intake tower was modeled in the 3D CAD software SolidWorks and imported into ANSYS with an interface tool. Then, using the APDL program, analysis of the temperature field and thermal stress during construction was conducted.2 Modeling in SolidWorks and interface processing between SolidWorks and ANSYS 2.1 Modeling in SolidWorksSolidWorks is a CAD/CAE/CAM/PDM desktop system, and the first 3Dmechanical CAD software in Windows developed by the SolidWorks company. It provides product-level automated design tools (Liu and Ren 2005). The outside structure of the intake tower is simple but the internal structure is relatively complex. Therefore, the process of modeling is undertaken from the inside to the outside. The integrated and internal models of the intake tower are shown in Fig. 1 and Fig. 2.图片 Fig. 1 Integrated model Fig. 2 Cross section2.2 Interface processing between SolidWorks and ANSYSANSYS is a type of large universal finite element software that has a powerful ability to calculate and analyze aspects of structure, thermal properties, fluid, electromagnetics, acoustics and so on. In addition, the interface of ANSYS can be used to import the CAD model conveniently (Zhang 2005), which greatly reduces the difficulties of dealing with complex models. The interface tools are given in Table 1.Table 1 CAD software packages and preferred interface tools图表1After modeling in SolidWorks, it is necessary to save the model as a type of Parasolid (*.x_t) so as to import it into ANSYS correctly. Then, in ANSYS, the importing of the model is completed with the command “PARAIN, Name, Extension, Path, Entity, FMT, Scale” or the choice of “FileDImportDPARA...” in the GUI interface. There are two means of importing: selecting or not selecting “Allow Defeaturing”,the differences of which are shown in Fig. 3 and Fig. 4.图片Fig. 3 Importing with defeaturing Fig. 4 Importing without defeaturing3 Analysis of temperature field of intake towerThe temperature analysis of the intake tower during the construction period involves aspects of the temperature field and thermal stress. The calculation must deal with the problems of simulation of layered construction, dynamic boundary conditions, hydration heat, dynamic elasticity modulus, autogenous volume deformation of concrete and thermal creep stress, which are difficult to simulate directly in ANSYS. APDL is a scripting language based on the style of parametric variables. It is used to reduce a large amount of repetitive work in analysis (Gong and Xie 2004). This studycarried out a simulation analysis of the temperature field considering nearly all conditions of construction, using the birth-death element and programming with APDL.3.1 Solving temperature field principle3.1.1Unsteady temperature field analysisThe temperature of concrete changes during the construction period due to the effect of hydration heat of cement. This problem can be expressed as a heat conduction problem with internal heat sources in the area. The unsteady temperature field T(x, y, z,D ) is written as (Zhu 1999):公式1where □ is the thermal conductivity of concrete, c is the specific heat of concrete, □ is the density of concrete, □ is the adiabatic temperature rise of concrete, and □ is the age of concrete.In the 3D unsteady temperature field analysis, the functional form I e (T) is 公式2where □R is a subfield of unit e ; □0 is the area on surface D , which is only in boundary units; c□□□□; □ is the exothermic coefficient; the thermal diffusivityc□□□□ ; and isthe air temperature.a T3.1.2Initial conditions and boundary conditions of concrete The initial conditions are the distribution laws of the initial transient temperature of internal concrete. The calculated initial temperature of concrete is 10 □.The index formula of hydration heat of cement is公式3where t is the pouring time. The conversion between Q and □ is 公式4The boundary conditions involve the laws of interaction between concrete and the surrounding medium. When concrete is exposed to the air, the boundary conditionis 公式5where n is the normal direction. Both and a T □ are constants or variables (Ashida and Tauchert 1998; Lin and Cheng 1997). During the maintenance period, the insulation materials of concrete are steel formworks and straws, and the exothermic coefficient of the outer surface is reduced as equivalent processing. The exothermic coefficients of the steel formwork and the straw are 45 kJ/(m2h+0) and 10 kJ/(m2h+0),respectively. Based on the local temperature during construction, the following formula can be fitted according to the temperature variation curve:公式63.2 Analysis of temperature field in ANSYSThe simulation scheme of layered construction, which is based on the real construction scheme, is shown in Table 2. The pouring days in Table 2 are all the total days of construction for each layer. A layer is not poured until the former layer is poured.图表2The feature points are selected in every layer above the base plate. The maximum temperatures and the temperature curves are given in Table 3 and Fig. 5, respectively.Table 3 Coordinates and maximum temperature of feature points图表3 图片5Fig. 5 Maximum temperature curvesFig. 5 shows that the maximum temperature of each layer occurs on the 3rd or 4th day after pouring, and then the temperature decreases with time, which is consistent with related literature (Lin and Cheng 1997; Luna and Wu 2000; Wu and Luna 2001). In Fig. 5, the numbers of feature points from 2 to 8 are corresponding to their maximum temperature curves from Nodetemp 2 to Nodetemp 8, and the curve of Nodetemp 9 is the air temperature curve. Feature point 8, the maximum temperature of which is 29.934 □ , occurring on the 206th day of the total construction period, shows the maximumtemperature rise during the construction period. Feature point 4, the coordinates of which are (16.4, 16.0, 5.0), shows the maximum temperature difference of 23.5340.4 Analysis of thermal stress of intake towerExpansion or contraction of the structure occurs during heating and cooling. If the expansion or contraction of different parts is inconsistent, then thermal stress occurs. The indirect method was adopted in this study: the temperature of nodes was first obtained in analysis of the temperature field, and then applied to the structure as a body load.4.1 Selection of calculating parametersThe parameters of concrete are given in Table 4.The elasticity modulus is公式7Table 4 Parameters of concrete图表4The creep effect must be considered in analysis of temperature stress. The creep degree of concrete is influenced by the cement type, water-cement ratio and admixture. The formula of the creep degree is 公式8Considering the creep degree, the formula of the elasticity modulus is adjusted to be公式94.2 Analysis of thermal stress in ANSYSAs in analysis of the temperature field, feature points were selected in each layer above the base plate, and their coordinates were the same as those in the temperature field analysis. The maximum thermal stress of each point is shown in Table 5. Feature point 9, the coordinates of which are (17.4, 10.8, 8.0), is the point with the maximum thermal stress.Table 5 Maximum thermal stress of feature points图表5The thermal stress curves of feature points are shown in Fig. 6.图片6Fig. 6 Maximum stress curvesIn Fig. 6, the numbers of feature points from 2 to 9 are corresponding to their maximum stress curves from S1_2 to S1_9, and the S1_10 curve is the ultimate tensile stress of concrete. The formula of concrete’s ultimate tensile stress is公式10The figures and table show that the maximum thermal stress of the intake tower is 1.68 MPa, occurring on the 90th day of the construction period, which is the end of the third layer maintenance period and the beginning of the pouring of the fourth layer. It is known that the thermal stress increases with the temperature difference. Feature point 9 is located at the interface between the third layer and the fourth layer. Thus, it is postulated that the maximum thermal stress is caused by the instantaneous temperature difference between two layers in the pouring period. In Fig. 6, the S1_10 curve shows the ultimate tensile stress curve of concrete. It is known that the maximum thermal stress of each point in the intake tower during the constructionperiod is less than the ultimate tensile stress of concrete.5 Conclusions⑴ The problem of the interface between SolidWorks and ANSYS is resolved in this study, realizing an effective combination of the advantages of both SolidWorks and ANSYS and providing a basis for analysis in ANSYS.(2)Using a birth-death element and considering layered construction, dynamic boundary conditions, hydration heat, the dynamic elasticity modulus, autogenous volume deformation and creep of concrete, the temperature field and thermal stress during the construction period are conveniently obtained due to the virtues of secondary development with APDL.(3)The analysis of temperature shows that the temperature of concrete rises rapidly in the early stage of construction, reaches a maximum value of 29.934 □ on the 3rd or 4th day after pouring, drops thereafter, and is consistent with air temperature after about 30 days. The thermal stress increases with the temperature difference, and the occurrence time of the maximum thermal stress is consistent with that of the maximum temperature difference. The maximum thermal stress occurs at the interface of new and old layers and is caused by the instantaneous temperature difference, the value of whichis 1.68 MPa.(4)The maximum thermal stress is less than the ultimate tensile stress of concrete, which illustrates that the curing measures in construction are effective. Meanwhile, in view of the fact that the maximum thermal stress occurs at the interface of new and old layers, more attention should be paid to it, especially when there is a long interval of time between the pouring of different layers.ReferencesAshida, F., and Tauchert, T. R. 1998. An inverse problem for determination of transient surface temperature from piezoelectric sensor measurement. Journal of Applied Mechanics, 65(2), 367-373. [doi:10.1115/1.2789064]Barrett, P. R., Foadian, H., James, R. J., and Rashid, Y. R. 1992. Thermal- structural analysis methods for RCC dams. Proceedings of the Conference of Roller Concrete III, 407-422. San Diego: ASCE.Gong, S. G., and Xie, G. L. 2004. Commands and Parametric Programming in ANSYS. Beijing: China Machine Press. (in Chinese)Kawaguchi, T., and Nakane, S. 1996. Investigations on determining thermal stress in massive concrete structures. ACI Materials Journal, 93(1), 96-101.Lin, J. Y., and Cheng, T. F. 1997. Numerical estimation of thermal conductivity from boundary temperature measurements. Numerical Heat Transfer, 32(2), 187-203. [doi:10.1080/10407789708913887]Liu, L. J., and Ren, J. P. 2005. Application of the secondary development in SolidWorks. Mechanical Management and Development, (1), 74-75. (in Chinese) Luna, R., and Wu, Y. 2000. Simulation of temperature and stress fields during RCC dam construction. Journal of Construction Engineering and Management, ASCE, 126(5), 381-388. [doi: 10.1061/(ASCE) 0733-9364(2000)126:5(381)]Tatro, S. B. and Schrader, E. K. 1985. Thermal consideration for roller compacted concrete. ACI Structural Journal, 82 (2), 119-128.Wu, Y., and Luna, R. 2001. Numerical implementation of temperature and creep in mass concrete. Finite Elements in Analysis and Design, 37(2), 97-106.[doi:10.1016/S0168-874X(00)00022-6]Zhang, J. 2005. Interface design between AutoCAD and ANSYS. Chinese Quarterly of Mechanics, 26(2), 257-262. (in Chinese)Zhu, B. F. 1999. Thermal Stresses and Temperature Control of Mass Concrete. Beijing: China Electric Power Press. (in Chinese)Zhu, B. F., and Xu, P. 2001. Methods for stress analysis simulating the construction process of high concrete dams. Dam Engineering, 6(4), 243-260.Zhu, B. F. 2006. Current situation and prospect of temperature control and cracking prevention technology for concrete dam. Journal of Hydraulic Engineering, 37(12), 1424-1432. (in Chinese)。