第二代生物柴油及其关键技术
地沟油加氢脱氧制备第二代生物柴油技术

地沟油加氢脱氧制备第二代生物柴油技术李继涛;张晓燕;沈健;孙殿成;刘金龙【摘要】采用分步浸渍法制备了催化剂NiMoW/γ-Al2O3.以地沟油为原料,通过固定床反应器对NiMoW/γ-Al2O3催化剂的性能进行了评价.地沟油经加氢脱氧等反应得到C15~C18的直链柴油烷烃,即第二代生物柴油.考察了不同反应温度、反应压力、液态空速下产物的质量收率、脱氧率和选择性.实验结果表明,适宜的反应条件为:反应温度380 ℃反应压力5.0 MPa液态空速1.0 h-1,在该反应条件下,生物柴油的质量收率为84.63%,脱氧率不低于99.98%【期刊名称】《广州化工》【年(卷),期】2017(045)012【总页数】4页(P80-83)【关键词】催化剂;地沟油;加氢脱氧;第二代生物柴油【作者】李继涛;张晓燕;沈健;孙殿成;刘金龙【作者单位】辽宁石油化工大学石油化工学院,辽宁抚顺 113001;中石化炼化工程(集团)股份有限公司洛阳技术研发中心,河南洛阳 471003;中石化炼化工程(集团)股份有限公司洛阳技术研发中心,河南洛阳 471003;辽宁石油化工大学石油化工学院,辽宁抚顺 113001;中石化炼化工程(集团)股份有限公司洛阳技术研发中心,河南洛阳 471003;中石化炼化工程(集团)股份有限公司洛阳技术研发中心,河南洛阳471003【正文语种】中文【中图分类】TS229第二代生物柴油是指在一定条件下经过加氢脱氧等工艺技术将动植物油脂转化为具有类似石化燃料品质的碳氢燃料。
与石化柴油相比,第二代生物柴油原料来源更丰富,原料中的硫含量更低,燃烧后对环境污染小,油品具有较低的密度和运动黏度,较高的十六烷值[1],是石化柴油最具潜力的替代燃料之一,目前已逐渐开始工业化推广,如美国UOP公司和巴西Petrobras公司等已研发出成熟的动植物油催化加氢工艺[2]。
目前制约第二代生物柴油工业化发展的主要问题是成本过高,据统计,生物柴油制备成本的80%是原料成本[3],若以油料农作物等为原料的工艺成本普遍较高,且大量种植油料农作物会与粮食作物抢地,因此采用廉价的原料是第二代生物柴油实用化的关键。
生物质连续化制备高品质生物柴油关键技术

生物质连续化制备高品质生物柴油关键技术生物质能作为可再生的资源,其利用不仅可实现资源的再生利用,也可以减少对环境的污染。
其中,生物柴油是利用生物质资源生产的一种清洁能源,可以替代传统柴油使用,具有重要的应用价值。
生物质连续化制备高品质生物柴油是目前研究的热点之一,需要攻克以下几个关键技术。
1.生物质前处理技术生物质前处理是将原生物质转化为易于催化转化的中间产物或基础化合物的过程。
在生物质连续化制备高品质生物柴油中,生物质的前处理对于提高生物柴油的品质和生产效率起到了至关重要的作用。
目前,常用的生物质前处理技术包括浸泡、碱处理、酸处理、微波处理等。
2. 催化剂研究与开发生物柴油是通过催化转化将生物质转化为柴油的过程中,催化剂是至关重要的因素。
因此,在生物质连续化制备高品质生物柴油的过程中,研究和开发高效、低毒、长效的催化剂具有重要的意义。
当前,以酸性离子液体催化剂、钠亚麻油酸盐催化剂、离子交换树脂等为代表的新型催化剂吸引了广泛的关注。
3. 反应条件优化反应条件也是影响生物质制备生物柴油质量和效率的重要因素。
反应条件的优化能够进一步提高生物柴油的产率和抗氧化性能,降低其产量成本。
现有研究指出,温度、催化剂的用量、反应时间等是影响反应条件的重要因素。
4. 加氢技术在生物质连续化制备高品质生物柴油的过程中,加氢技术是一种重要的手段。
加氢工艺能够使生物柴油的分子量提高,同时也能够提高生物柴油的抗氧化性能和储存稳定性。
近年来,以固体酸-金属催化剂、纳米钛金属催化剂为代表的新型加氢技术在研究和应用中取得了显著的进展。
总之,生物质连续化制备高品质生物柴油是一个非常复杂的过程,需要攻克多项关键技术。
随着技术的不断发展和完善,相信生物质连续化制备高品质生物柴油将会越来越广泛地应用于替代传统柴油,降低能源消耗和污染 emissions。
生物柴油技术3篇

生物柴油技术生物柴油技术——现状与发展随着全球油价的不断攀升和环境保护意识的提高,生物燃料作为一种可再生燃料,逐渐受到越来越多的关注。
生物柴油是其中的一种,它是由生物质或废弃物转化而成的一种可再生燃料,具有良好的环保性、可再生性和安全性等优点。
本文将从生物柴油的定义、生产技术、应用前景等方面介绍生物柴油技术的现状与发展。
一、生物柴油的定义生物柴油是一种由植物油、动物油或废弃物经过化学反应制成的可再生燃料,通常采用的反应是酯化反应,生成甲酯或乙酯。
生物柴油具有与石油柴油相近的燃烧性能和可靠性,但其排放物少、环保、可再生,是一种节能环保的新型燃料。
二、生物柴油的生产技术1. 原料准备生物柴油的原料主要包括植物油、动物油和废弃物等。
其中最常用的是植物油,如大豆油、棕榈油、菜籽油等。
2. 酯化反应在酯化反应中,将原料通过与醇(甲醇或乙醇)在催化剂(如氢氧化钠或氢氧化钾)作用下进行酯化反应,生成甲酯或乙酯。
该反应产生大量的热量,需要在反应过程中进行冷却。
3. 精制处理精制处理包括脱水处理、酸洗纯化和蒸馏等过程,旨在去除水分、杂质和未反应的醇等成分,提高生物柴油的纯度和成品率。
三、生物柴油的应用前景生物柴油作为一种可再生燃料,其应用前景非常广泛。
一方面,生物柴油可以替代传统的石油柴油、汽油等化石能源,减少对化石能源的依赖,降低能源消耗和环境污染;另一方面,生物柴油可以直接应用于个人轿车、商用车、农用车以及城市公交车、出租车等交通工具,还可以应用于船舶、航空器等各类运输工具和农机具等机械设备。
总之,生物柴油技术已经成熟,其应用前景非常广阔,可以为促进能源转型和环境保护事业做出重要贡献。
生物柴油技术——优点和局限生物柴油是一种由生物质或废弃物转化而成的可再生燃料,可以替代传统的石油柴油,具有优良的环保性、可再生性和安全性等优点。
然而,生物柴油在应用中也存在一些局限性,限制了其在能源转型中的应用。
本文将从优点和局限两个方面来介绍生物柴油技术。
地沟油制备生物柴油的技术方法

同时使0号柴油的闪点提高,凝点和冷滤点降低,使储运过程更加安全,低温性能得到改善,有利于在更宽的温度范围内使用,可以满足使用要求。
地沟油酸催化法制备生物柴油是利用地沟油与甲醇或乙醇等低碳醇在酸性催化剂条件下进行酯交换反应,生成相应脂肪酸甲酯或乙酯。
姚亚光等以酸作为催化剂,首先对地沟油进行除杂、脱胶、脱色、脱水的预处理,在酸催化条件下利用地沟油制备生物柴油,通过对地沟油与甲醇、乙醇酯化反应进行正交实验,实验确定了酸催化地沟油制备生物柴油的最佳反应条件为:甲醇温度为70 ℃,油醇摩尔比为1∶40,催化剂浓度为7%,反应时间为6小时,级差顺序依次是:油醇摩尔比、反应时间、催化剂浓度、温度;乙醇温度为80 ℃,油醇摩尔比为1∶30,催化剂浓度为5%,反应时间为6小时,级差顺序依次是:油醇摩尔比、温度、催化剂浓度、反应时间。
通过该方法制备出性质优良的生物柴油。
主要优点有:良好的可燃性(十六烷值)、蒸发性(馏程及馏出温度)、安全性(闪点),黏度和冷凝点温度,对发动机的腐蚀性(酸度和酸值),热值。
该实验制备的生物柴油在很多方面具有普通柴油无法比拟的优越特性。
付严等以地沟油为原料,研究了地沟油和甲醇在三段式反应器中固定化脂肪酶上合成生物柴油。
对地沟油的酸值、皂化值以及水含量进行了检测。
考察了进料流速、溶剂、水含量对反应的影响。
在40 ℃,正己烷作溶剂,添加水含量为地沟油质量的20%,每一段反应器中添加的甲醇与地沟油的摩尔比为1∶1时,生物柴油产率为94%。
陈英明等将地沟油通过过滤、脱胶、脱色、脱水等预处理后,与甲醇、正己烷、水等按一定比例通过搅拌器混合均匀,用蠕动泵输送到填充片状固定化酶的反应器顶部,滴入反应器内,恒温循环水浴。
将三支反应器串联起来形成一个三级反应系统,每一级反应器进料的油醇摩尔比均为1∶1,每级反应的产物及时去除副产物甘油。
将反应产物通过水洗、蒸馏等除去甲醇、水和正己烷,得到粗制生物柴油。
生物柴油的应用现状及技术进展
生物柴油的应用现状及技术进展张 静1,唐恩凌2(11中国石油锦西石化公司研究院,辽宁葫芦岛 125001;21沈阳理工大学装备工程学院,辽宁沈阳 110168) 摘 要:介绍了生物柴油的主要特性、原料来源及生产工艺;评述了国际上现有的各种生物柴油生产方法;给出了国内外生物柴油应用现状及技术进展;对我国生物柴油发展应解决的技术问题进行了概述,展望了我国生物柴油的发展前景。
关键词:生物柴油;可再生能源;酯交换反应 中图分类号:TE626.24 文献标识码:A 文章编号:167129905(2008)0820023208 生物柴油是生物质能的一种形式,其主要成分为通过动植物油脂转化而来的高级脂肪酸的低碳烷基酯混合物,因其物化性能与石化柴油相近,并可以直接代替石化柴油或与普通石化柴油以任意比例互溶代替石化柴油使用而得名。
与来自于石油的石化柴油相比,生物柴油具有环境友好、在使用过程中可降低有害废弃物排放等多方面环保优点,加之占世界能源消耗量40%的石油因资源量极为有限,造成原油和燃料油市场价格巨幅波动,生物柴油作为一种优质生物质可再生能源,自20世纪90年代以来在世界范围内形成了研究开发热潮,并已经形成快速发展的产业。
我国是世界上经济发展最为迅速的国家之一,对能源的需求量长期持续高速增长,在现在的能源消耗构成中,除煤炭能够满足自给外,石油和天然气供给远远满足不了经济发展的需要,特别是石油。
我国2003年消耗石油215亿t,从国际市场上进口高达9100万t,国际依存度高达3614%,从各种渠道得到的数据表明,2004年我国石油进口量将突破亿t大关,达到112亿t,石油的国际依存度也将突破40%。
国际石油价格的高企,不仅增加了购买石油的外汇消耗,而且给我国经济的稳定发展造成不容忽视的负面影响。
与矿物柴油相比,生物柴油具有环境友好的特点,其柴油车尾气中有毒有机物排放量仅为1/10,颗粒物为20%,CO2和CO排放量仅为10%。
二代生物柴油能量密度

二代生物柴油能量密度
【原创实用版】
目录
1.二代生物柴油的概述
2.二代生物柴油的能量密度
3.二代生物柴油的优缺点
4.二代生物柴油的发展前景
正文
【1.二代生物柴油的概述】
二代生物柴油,也被称为生物柴油燃料,是一种由生物质资源制成的可再生能源。
与传统的化石燃料相比,二代生物柴油具有可再生、低碳排放和可生物降解等优点,被认为是一种对环境友好的替代能源。
【2.二代生物柴油的能量密度】
二代生物柴油的能量密度是指单位体积的生物柴油所能释放的能量。
一般来说,二代生物柴油的能量密度高于传统的柴油,可以满足甚至超过柴油机的能量需求。
【3.二代生物柴油的优缺点】
二代生物柴油的优点包括:可再生、低碳排放和可生物降解。
与传统的化石燃料相比,二代生物柴油的使用可以大大减少温室气体的排放,有利于环境保护。
此外,二代生物柴油的使用也有助于提高能源利用率,促进农业发展。
然而,二代生物柴油也存在一些缺点。
例如,其生产成本较高,可能会影响其市场推广。
此外,二代生物柴油的生产和储存也需要一定的技术支持,以保证其质量和稳定性。
【4.二代生物柴油的发展前景】
尽管二代生物柴油存在一些问题,但其作为一种可再生能源,具有广阔的发展前景。
随着技术的进步和生产规模的扩大,二代生物柴油的生产成本有望降低。
同时,随着环境保护意识的提高,二代生物柴油的市场需求也将进一步增加。
生物柴油生产工艺技术概述
生物柴油生产工艺技术概述史国强;李军;邢定峰【摘要】随着国际原油价格的持续走高和二氧化碳减排压力的增加,许多国家都在积极发展可再生能源.20世纪90年代以来,生物柴油作为可再生能源的一个重要发展方向得到了广泛的发展.生物柴油原料既有动植物油脂、废弃油脂和微生物油脂,也有秸秆类等废弃生物质,由于原料类型不同,生物柴油产品的组成也有所区别,可分为酯类和烃类等,相应的生产技术主要有酯交换(第一代)、催化加氢(第二代)和气体合成(第三代)等.论述了第一代和第二代生物柴油生产技术及其典型工艺,简单介绍了第三代生物柴油和藻类生物柴油生产技术,并提出了相应的建议.【期刊名称】《石油规划设计》【年(卷),期】2013(024)005【总页数】6页(P29-34)【关键词】生物柴油;工艺技术;酯交换;催化加氢;气体合成;藻类【作者】史国强;李军;邢定峰【作者单位】中海油新能源投资有限责任公司;中国石油天然气股份有限公司规划总院;中国石油天然气股份有限公司规划总院【正文语种】中文【中图分类】TE667随着国际原油价格的持续走高和二氧化碳减排压力的增加,许多国家都在积极发展可再生能源。
生物柴油是以油脂为原料,通过一定的物理和化学方法将油脂加工为可替代石化柴油的燃料,具有环境友好和可再生等优点。
20 世纪90 年代以来,生物柴油作为可再生能源的一个重要发展方向得到了广泛的发展。
目前,全球生物柴油产量达到了2 000×104~3 000×104t/a,我国生物柴油产量约为100×104t/a。
发展生物柴油对于保障我国能源安全、促进农业发展和提高农民收入有着非常重要的作用和意义。
1 生物柴油的原料特点生物柴油成本的主要决定因素是其原料成本,原料成本一般占生物柴油总成本的70%~85%[1]。
世界各国都选择自身有优势的油脂原料来发展生物柴油。
油脂原料来源广泛,主要有动植物油脂、废弃油脂、微生物油脂和农林废弃物等[2-6]。
第一代和第二代生物柴油的技术路线

第一代和第二代生物柴油的技术路线第一代生物柴油的技术路线主要是利用玉米、甘蔗、大豆等作物的油脂成分作为原料,经过脱脂、酯化等反应制得生物柴油。
具体步骤包括:1. 原料准备:选择合适的农作物,采集油脂含量高的种子或果实。
2. 脱脂:将油脂经过压榨或溶剂提取的方式进行脱脂,去除杂质。
3. 碱催化酯化:将脱脂后的油脂与碱催化剂(如氢氧化钠)进行酯化反应,将油脂转化为酯类化合物。
4. 中和酯化产物:将酯化产物中的酸性物质进行中和处理,以确保生物柴油的稳定性。
5. 精炼:对中和后的酯化产物进行精炼处理,以去除杂质和水分。
6. 脱酸:通过酸性树脂或其他吸附剂来去除生物柴油中的酸性物质,提高其质量和稳定性。
7. 储存和分装:将生物柴油储存在适当的容器中,并进行分装以便出售或使用。
第二代生物柴油的技术路线主要是利用生物质(如农作物秸秆、木材碎屑、食物废弃物等)中的纤维素和木质素等成分制得生物柴油。
具体步骤包括:1. 生物质预处理:将生物质进行粉碎、干燥等预处理,以提高其可降解性和转化效率。
2. 析解:采用热解、酸解、酶解等方法将纤维素和木质素等成分分解为糖类或单体糖。
3. 发酵:将糖类或单体糖与适当的微生物(如酵母、细菌)进行发酵,产生酒精(如乙醇)。
4. 混合醇:将酒精与适当的催化剂(如氢氧化钠)进行催化合成,生成混合醇。
5. 精炼:对混合醇进行精炼处理,去除杂质和水分。
6. 脱酸:通过酸性树脂或其他吸附剂来去除生物柴油中的酸性物质,提高其质量和稳定性。
7. 储存和分装:将生物柴油储存在适当的容器中,并进行分装以便出售或使用。
第二代生物柴油相比第一代生物柴油更具可持续性和环保性,因为它利用生物质废弃物作为原料,不需要为了生产生物柴油而种植额外的农作物,减少了对食品资源的竞争。
此外,它还可以有效利用农作物废弃物和食品废弃物等生物质资源,减少了废弃物处理的负担。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
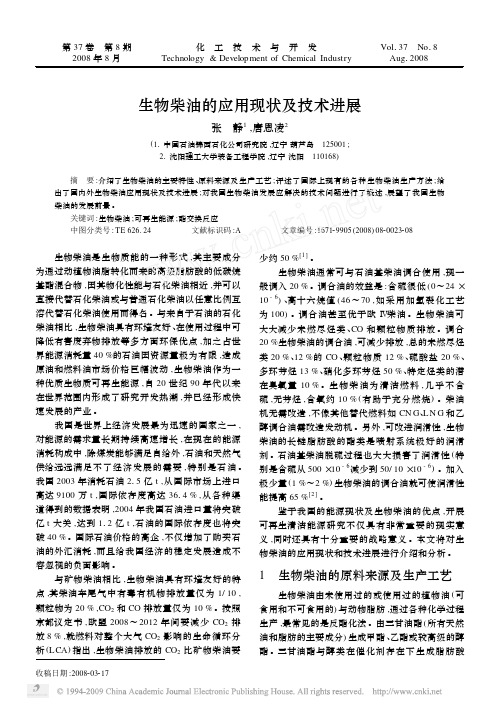
生物柴油具有更大的发展空间
万吨 万吨
国外生物柴油研究状况
250
233.2
200
150.0
150
100
83.3
50
6.7
0 2003
8.3
2004
25.0
2005 2006
年份
2007
2008
1800 1600 1400 1200 1000
40
50
60
2Theta (o)
两步法制备的生物基炭质
催化剂的XRD表征谱图
C 002
一步法制备的生物基炭质 催化剂的XRD谱图
② FT-IR 表征结果
S=O
C-O-S S=O
HO C O
C O SO3H
两步法制备生物基炭质催化剂 FT-IR表征谱图
③ 质构特性比较
一步法制备生物基炭质催化剂 FT-IR表征谱图
① 硫酸用量的影响
100
95
Esterification Rate (%)
90
85
1:2.5 g/ml
1:3.0 g/ml
1:4.0 g/ml
80
1:5.0 g/ml
75
0
1
2
3
4
5
Reaction Time (h)
硫酸用量对酯化率的影响
② 磺化时间的影响
100
Esterification rate (%)
Surface area (m2/g)
2.0 — 7.2 7.5 4.7
Acid density (mmol/g)
Total
1.4 4.13 1.97 2.04 1.71
SO3H
0.7 1.5 1.83 2.21 0.86
炭质催化剂催化酯化反应条件的优化
Esterification Rate (%)
最适条件为:
a,催化剂用量;b,醇油摩尔比;c,反应温度
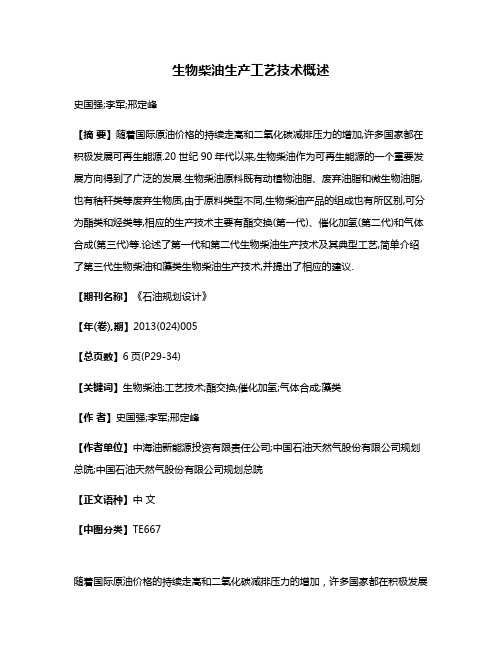
文冠果油
精 饲 料 产 品
皂 苷 类 药 物
植 物 蛋 白 产 品
蛋白饮料 营养食品
油粕
种皮
种仁
果壳
(主含纤维素半纤维素) (含油、皂苷、蛋白、淀粉) (主含纤维素半纤维素)
用于生产 纤维素 乙醇
皂
苷
类
用于生产
药
纤维素
物
乙醇
• 文冠果生物炼制技术
SHF SSF SSCF CBP
一种以文冠果为
原料多产物联产
0
0
1
2
3
4
5
Reaction time (h)
炭化温度的影响
¾ 磺酸化过程
100
130 oC
150 oC
170oC
200oC
80
20
0
2
4
6
8
10
Carbonization time (h)
炭化时间的影响
100 80
Esterification rate (%)
Esterification rate (%)
60
60
40
40
20
20
0
0
1
2
3
4
5
Reaction time (h)
磺酸化温度的影响
0
0
2
4
6
8
10
Sulphonation time (h)
磺化时间的影响
酯化反应条件: 乙醇/油酸摩尔比10:1, 催化剂用量7.0 wt %, 温度80℃, 搅拌速度200 rpm, 反应5 h。
炭质固体酸的制备条件优化——一步法
• 固相:蛋白
2)70%乙醇萃取皂苷;
• 硫酸铵盐相:水
3)蛋白沉淀物。
2. 文冠果果壳、种皮制备纤维素乙醇
Concentration (g/L) Concentration (g/L)
45
40
E th a n o l
35
Reducing sugar
G lu co se
30
25
20
15
10
5
0
-20
M.Ratio 6:1 M.Ratio 9:1 M.Ratio 12:1 M.Ratio 15:1
20
40
60
80
100
120
t (m in)
100 90 80 70 60 50 40 30 20 10 0 0
NaOH-0.50% NaOH-0.75% NaOH-1.00% NaOH-1.50%
20
组分
可溶物 半纤维素 纤维素 木质素 灰分
果壳
25.9 17.6 38.7 17.2 0.65
含量(%)
种皮
20.51 12.49 11.70 54.93 0.37
3.1 生物基炭质固体酸的制备及其性能
• 炭化-磺酸化制备生物基炭质催化剂
• 直接磺酸化制备生物基炭质催化剂
Lignin
Direct sulphonation
Acetic acid
Acetoin
7
2,3-BD
1,3-PD
6
5
4
3
2
1
0
a
b
c
物料衡算
Cellulose to glucose Hemicellulose to xylose
Glucose to ethanol Xylose to ethanol Transesterification Crude glycerol to 1,3-
本催化剂与其它原料经两步法制备的炭质催化剂的质构特性比较
Catalyst
Carbon (H2SO4) Sugar catalyst Starch-derived catalyst Sulfonated vegetable oil pitch In this study
Composition
CH0.45O0.39S0.01 CH1.14O0.39S0.03 CH0.85O0.23S0.032 —— CH0.78O0.50S0.027N0.033
最佳制备条件: 磺酸化温度为20℃; 浓硫酸用量为5ml/1g; 磺酸化时间为45 min。
炭质固体酸特性表征
① XRD表征结果
Intensity (a.u.)
200
160
C (002)
120
C (002): 2θ= 20 ~ 30° 层状芳环碳组成的多孔碳结构
80
C (004)
40
0
10
20
30
95
90
85
80 15
30
45
60
120
Sulphonation time (min)
磺酸化时间对酯化率的影响
③ 磺化温度的影响
Esterification rate (%)
100
95
90
85
80
75
70
20
40
60
80
100
Sulphonation temperature ( oC)
图2.7 磺酸化温度对催化剂活性的影响
的方法,中国专利
200910012133.X
16
文冠果果实各部位主要成分的含量
Composition of the different parts of Xanthoceras sorbifolia fruit
Component
Oil Protein Total Saponins Hemicellulose Cellulose Lignin
Kernel 57.42 27.68 0.88
Content ( % dry basis) Husk
1.26 19.60 38.70 15.20
Seed coat
15.49 18.20 54.93
文冠果生物炼制中的几个关键环节
1. 三液相萃取文冠果中主要成分
• 正己烷相:油脂 • 乙醇相:皂苷
传统提取方法: 1)正己烷萃取油脂;
3)副产物甘油的高值化利用
1,3-丙二醇、环氧氯丙烷
11
二、第二代生物柴油及其关键技术
第二代生物柴油及其关键技术
1. 中药活性成分提取 2. 纤维素乙醇制备
能源型 植物
3. 第二代生物柴油
1)催化剂的制备
2)反应条件优化
4. 副产甘油的利用:
生物柴油
①高产1,3-丙二醇菌种的改造 ②发酵工艺优化(代谢工程、发
• 资源、能源、环境、人口、粮食、气候
• 可再生能源:太阳能、风能、生物质能
• 液体生物燃料:燃料乙醇、生物柴油、丁醇 • 气体生物燃料:甲烷、氢气
未来世界会是什么样?
液体生物燃料的发展大趋势
• 汽油添加剂或替代品:乙醇、丁醇 • 柴油添加剂或替代品:生物柴油
• 随着太阳能电动车的发展,汽油有望逐渐被电能替代, 汽油替代品将向化学品发展;
3. 脂肪酸乙酯生物柴油的制备
Ethyl esters (%) Ethyl esters (%) Ethyl esters (%)
100 90 80 70 60 50 40 30 20 10 0 0
28℃ 60℃ 75℃
20
40
60
80
100
120
t (m in)
温度对酯交换反应的影响
100 90 80 70 60 50 40 30 20 10 0 0
第二代生物柴油 及其生物炼制关键技术
大连理工大学生命科学与技术学院 修志龙