宝钢高强度汽车钢板
宝钢推出第三代高强钢板可为汽车减重10%

保证按期兑现合同 ;选择在西部重工公司进行热处
理, 处 理成本 更 高达 1 0 0 0 元/ 吨 以上 , 兑 现这 批钢 板 酒钢将要承担高额亏损。 针对产品开发 中的技术难点 ,炼轧厂及碳钢薄板厂
得突破性进展 ,高碳低钒 、低碳高钒两种方案均能 满足标准要求 。炼轧厂已具备生产 z 向性能符合要 求 的低合金高强度钢板的能力 。 7 月初 ,客户需求厚度为 5 0 m m的 Q 3 4 5 E产品, 附加 “ Z 3 5 性能 、I 级探伤、 7 月上旬交付 ” 等条件 。 由 于炼 轧 厂 中板 轧 机 厚 度 配 套 生 产 能力 为 6 — 4 0 m m,难以满足要求 ,项 目组拟通过在不锈钢公司 或西部重工公 司进行热处理来补偿 。在技术评审时 发现 ,选 择在不锈钢公司进行热处理 ,处理成本高 达 4 5 0元/ 吨 ,且 只能安 排 在启 炉与 停炉 期 间 ,无 法
20 03 : 6 2-78.
[ 1 ] 狄 国标 ,刘振宇 ,郝利强 ,刘相华 .海 洋平台用钢的生 产现 状及发展趋势.机械
1 -3.
工程材料 ,2 0 0 8 年8 月 ,第8 期:
【 2 】狄 国标 ,刘 振宇 ,刘相华 ,麻庆 申.低碳海 洋平 台用钢 E 4 0 一 Z 3 5 的研制 .东北大学学报 (自然科学版 ) , 2 0 0 9 年1 1 月,
据悉, 宝钢是 目 前 国内唯一能量产第三代汽车钢
的企业, 目 前公 司已实现 向一汽轿 车的批量供货。此
・
2 5・
《 重钢 E 4 0高强船板 工艺技术研究 》
参考 文献
化作用 . 材料热处理学报 , 2 0 0 4 年第2 期 :1 - 4 .
宝钢高强钢BS550MC_BS600MC_BS650MC_BS700MC
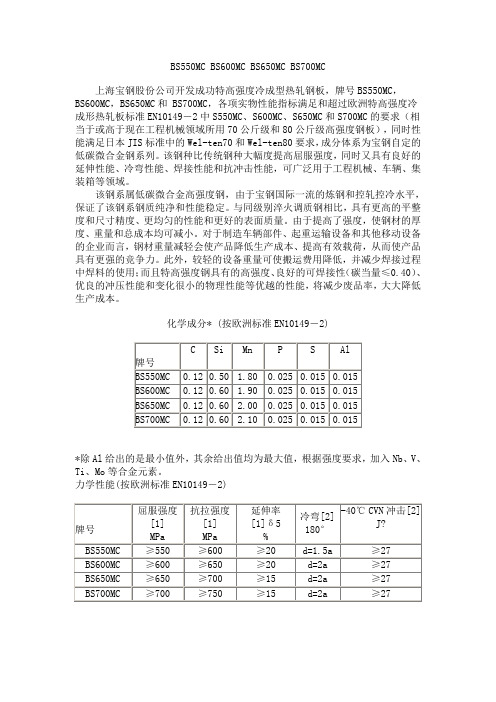
BS550MC BS600MC BS650MC BS700MC上海宝钢股份公司开发成功特高强度冷成型热轧钢板,牌号BS550MC,BS600MC,BS650MC和 BS700MC,各项实物性能指标满足和超过欧洲特高强度冷成形热轧板标准EN10149-2中S550MC、S600MC、S650MC和S700MC的要求(相当于或高于现在工程机械领域所用70公斤级和80公斤级高强度钢板),同时性能满足日本JIS标准中的Wel-ten70和Wel-ten80要求,成分体系为宝钢自定的低碳微合金钢系列。
该钢种比传统钢种大幅度提高屈服强度,同时又具有良好的延伸性能、冷弯性能、焊接性能和抗冲击性能,可广泛用于工程机械、车辆、集装箱等领域。
该钢系属低碳微合金高强度钢,由于宝钢国际一流的炼钢和控轧控冷水平,保证了该钢系钢质纯净和性能稳定。
与同级别淬火调质钢相比,具有更高的平整度和尺寸精度、更均匀的性能和更好的表面质量。
由于提高了强度,使钢材的厚度、重量和总成本均可减小。
对于制造车辆部件、起重运输设备和其他移动设备的企业而言,钢材重量减轻会使产品降低生产成本、提高有效载荷,从而使产品具有更强的竞争力。
此外,较轻的设备重量可使搬运费用降低,并减少焊接过程中焊料的使用;而且特高强度钢具有的高强度、良好的可焊接性(碳当量≤0.40)、优良的冲压性能和变化很小的物理性能等优越的性能,将减少废品率,大大降低生产成本。
化学成分* (按欧洲标准EN10149-2)*除Al给出的是最小值外,其余给出值均为最大值,根据强度要求,加入Nb、V、Ti、Mo等合金元素。
力学性能(按欧洲标准EN10149-2)[1] 平行于轧向试样,[2] 垂直于轧向试样交货规格如所需要的规格超出表中所列规格,可与我们联系。
尺寸、外形、重量及允许偏差参照标准:《上海宝钢集团公司企业标准》Q/BQB301-1999宝钢高强度冷成型热轧薄板的各项实物性能已经达到并超过欧洲特高强度冷成型热轧板标准EN10149-2的要求。
常用宝钢钢材标准

常用宝钢钢材标准一、无间隙原子高强度冷连轧钢板及钢带(Q/BQB 413-2009)本标准适用于宝山钢铁股份有限公司生产的厚度为0.50mm~2.50mm的无间隙原子高强度冷连轧钢板及钢带。
通过控制钢中的化学成分来改善钢的塑性应变比(r值)和应变硬化指数(n 值)。
由于钢中元素的固溶强化和无间隙原子的微观结构,这种钢既具有高强度,又具有非常好的冷成型性能,通常用来制作需要深冲压的复杂部件。
钢板及钢带按用途区分应符合下表的规定。
二、加磷高强度冷连轧钢板及钢带(Q/BQB 411-2009)本标准适用于宝山钢铁股份有限公司生产的厚度为0.50mm~2.5mm的加磷高强度冷连轧钢板及钢带(以下简称钢板及钢带)。
在低碳钢或超低碳钢中,主要通过添加最大不超过0.12%的磷等固溶强化元素来提高钢强度。
这种钢具有高强度和良好的冷成形性能,且具备良好的耐冲击和抗疲劳性能,通常用于汽车覆盖件和结构件制作。
钢板及钢带按用途区分应符合下表的规定。
三、冷连轧低碳钢板及钢带(Q/BQB 403-2009)等同于GB/T5213-20008冷轧低碳钢板及钢带本标准适用于宝山钢铁股份有限公司生产的厚度为0.17mm~3.5mm的冷连轧低碳钢板及钢带钢板及钢带按用途区分应符合下表的规定室温储存条件下,对于表面质量要求为FC和FD的钢板及钢带,拉伸应变痕应符合下表的规定。
钢板及钢带各表面质量级别的特征应符合下表的规定。
四、冷连轧碳素钢板及钢带(Q/BQB 402-2009)本标准适用于宝山钢铁股份有限公司生产的厚度为0.17mm~3.5mm的冷连轧碳素钢板及钢带钢板及钢带按用途区分应符合下表的规定室温储存条件下,对于表面质量级别为FC和FD,并以退火及平整状态交货的钢板及钢带,拉伸应变痕应符合下表的规定。
五、冲压用冷连轧钢板及钢带(Q/BQB 408-2009)本标准适用于宝山钢铁股份有限公司生产的厚度为0.30mm~3.5mm的冲压用冷连轧钢板及钢带(以下简称钢板及钢带)钢板及钢带按用途区分应符合表1的规定室温储存条件下,对于表面质量要求为FC和FD的钢板及钢带,拉伸应变痕应符合下表的规定本标准牌号与国内外标准牌号的近似对照表六、烘烤硬化高强度冷连轧钢板及钢带(Q/BQB 416-2009)本标准适用于宝山钢铁股份有限公司生产的厚度为0.50mm~2.5mm的烘烤硬化高强度冷连轧钢板及钢带(以下简称钢板及钢带)在钢中保留一定量的固溶碳、氮原子,同时可通过添加磷、锰等强化元素来提高强度。
高强度钢板在重型载货车车架制造中的应用

种 尚在 开 发 之 中
,
部 分 高强 度钢品质 不 太 稳定
高强
机
,
用 废 料 剪 切 方 法 将 多倍 尺 卷 料 分 割 成 数 条 单 倍 尺
一
度 钢 的成 形 技 术 没 有 完 全 解 决 是 很 重 要 的 原 因
2 1
.
。
卷料
。
般 可 加 工 板 料厚 度 1
~
.
0
~
10 m
m
,
多倍 尺 卷
A
T &M
禳
界
高 强 度 钢 板 在 重 型 载 货 车 车 架 制 造 中 的应 用
介 绍 了 国 ph ~l 车 架 用 高 强 度 钢 板 的 品 种 和 性 能
" ,
以 及 国 内 重 型 载 货 车 纵 梁 / 梁 制 造 的成 形 工 序 横
l f 及 f ~J :L
、
冲裁 工 序 的 工 艺 过 程
车 架 总成 质 量 明 显 大
成 形 回 弹大
随着 强 度 的
于 国外车
目前 , 宝 钢研 制的汽 车大 梁 钢 7 0 0 L 已经
提 高伸 长 率 降 低
。
投产
。
宝 钢 与 国 外 其 他钢 厂 的 低 合 金 高 强 度 钢 板 屈 服
而 国 外 的 钢 厂 已 研 制 出 更 高 级 别 的 高 强 度钢板 。
。
横梁
、
传 动 轴 和 轿车底 盘 零 件 等 结 构 件
,
。
并且
,
为了
钢板 制造 车架 大 梁 与 横 梁 连 接板 等 零 件
,
但
提 高 钢 板 的 冷 成 形 性 能和 焊接 性 能
s420mc宝钢标准

s420mc宝钢标准
"S420MC" 是一种热轧的高强度低合金(HSLA)钢材牌号,符合欧洲标准EN 10149-2 的规定。
这一标准涵盖了热轧、高强度、低合金钢板和带材,适用于冷成型和热成型工艺。
EN 10149-2 标准包括多个不同强度等级的钢材,其中S420MC 就是其中之一。
关于S420MC 钢材的一般性特性,可能包括:
1.化学成分:其化学成分满足EN 10149-2 标准中规定的要求,
通常包括碳、硅、锰、磷和硫等元素。
2.机械性能:S420MC 是一种高强度钢,其机械性能(如抗拉强
度、屈服强度等)在EN 10149-2 中有具体规定。
3.热处理:这类钢材通常是通过控制热轧工艺来实现其设计的强
度和韧性。
4.用途:S420MC 钢材常用于需要高强度和优良成型性能的结构
应用,例如汽车制造、建筑结构等。
请注意,具体的技术规格和性能特性应该根据具体的标准文件查询,以确保符合要求。
建议参考宝钢公司的官方文档或联系宝钢的技术支持团队以获取最准确和最新的信息。
宝钢先进高强钢数据手册说明书

2019 CREATION BEYOND VISION01宝钢先进高强钢家族1.1 概述1.2 产品种类1.3 高强钢应用性能及试验方法1.3.1 力学性能与硬化曲线1.3.2 成形极限1.3.3 扩孔率1.3.4 动态力学性能1.3.5 疲劳性能1.3.6 延迟开裂性能1.4 宝钢汽车板材料数据服务0101020703淬火延性钢3.1 概述3.2 常用牌号和命名规则3.3 微观组织3.4 力学性能3.5 成形性能3.5.1 成形极限3.5.2 扩孔率3.6 点焊性能3.7 服役性能3.7.1 动态力学性能3.7.2 疲劳特性3.7.3 延迟开裂特性3.8 应用案例3.9 可供规格28282829303135373704马氏体钢4.1 概述4.2 常用牌号和命名规则4.3 牌号对照 4.4 微观组织 4.5 力学性能 4.6 成形性能 4.6.1 成形极限 4.6.2 扩孔率 4.7 点焊性能 4.8 服役性能 4.8.1 动态力学性能 4.8.2 疲劳特性 4.8.3 延迟开裂特性 4.9 应用案例4.10 可供规格3838393940414144454502双相钢2.1 概述2.2 常用牌号和命名规则2.3 牌号对照2.4 微观组织2.5 力学性能2.6 成形性能2.6.1 成形极限2.6.2 扩孔率2.7 点焊性能2.8 服役性能2.8.1 动态力学性能2.8.2 疲劳特性2.8.3 延迟开裂特性2.9 应用案例2.10 可供规格0909********1623252607孪晶诱发塑性钢7.1 概述7.2 常用牌号和命名规则7.3 微观组织7.4 力学性能7.5 成形性能7.5.1 成形极限7.5.2 扩孔率7.6 点焊性能7.7 服役性能7.7.1 动态力学性能7.7.2 延迟开裂特性7.8 应用案例7.9 可供规格61616162626364646406相变诱导塑性钢6.1 概述6.2 常用牌号和命名规则6.3 牌号对照6.4 微观组织6.5 力学性能6.6 成形性能6.6.1 成形极限6.6.2 扩孔率6.7 点焊性能6.8 服役性能6.8.1 动态力学性能6.8.2 疲劳特性6.8.3 延迟开裂特性6.9 应用案例6.10 可供规格535353545455 5658596008热冲压成形钢8.1 概述8.2 常用牌号和命名规则8.3 牌号对照8.4 微观组织8.5 连续冷却转变(CCT)曲线8.6 力学性能8.7 点焊性能8.8 服役性能8.8.1 动态力学性能 8.9 应用案例8.10 可供规格6565656666676769707009高强钢零件产品与工艺设计建议9.1 产品形状的设计9.2 冲压工艺设计9.3 冲压模具设计9.4 模具加工、调试和验收7172737405复相钢5.1 概述5.2 常用牌号和命名规则5.3 牌号对照5.4 微观组织5.5 力学性能5.6 成形性能5.6.1 成形极限5.6.2 扩孔率5.7 点焊性能5.8 应用案例5.9 可供规格464646474849 49525210宝钢试验设备75宝钢超轻型白车身(BCB)的高强钢应用1.2 产品种类先进高强度钢板主要指以相变强化为主要强化方式的一类钢板,包括双相钢(Dual Phase Steel,DP)、相变诱发塑性钢(Transformation Induced Plasticity Steel,TRIP)、孪晶诱发塑性钢(Twinning Induced Plasticity Steel,TWIP)、复相钢(Complex Phase Steel,CP)和马氏体钢(Martensitic Steel,MS)等,如下图所示。
hc340la厚度3.0mm宝钢标准

文章标题:深度解读hc340la厚度3.0mm宝钢标准在当今社会中,金属材料的广泛应用已经成为了各个行业的基础。
作为一个重要的钢铁标准,hc340la厚度3.0mm宝钢标准无疑是影响力巨大的产品之一。
通过本文,我们将深入探讨这一标准的深度和广度,为您全面呈现hc340la厚度3.0mm宝钢标准的特点和应用。
第一,让我们从hc340la的基本概念开始。
hc340la是一种低合金高强度冷轧钢板,具有优越的成型、焊接和冷成形性能。
其具有出色的成型、弯曲、拉伸和冲击性能,适用于汽车制造、机械制造、家电制造等领域。
而3.0mm的厚度则为其提供了更强的机械性能和较高的强度,能够满足更加苛刻的工程要求。
我们将探讨hc340la厚度3.0mm宝钢标准的生产工艺和技术指标。
宝钢作为国内知名的钢铁生产厂家,拥有先进的生产工艺和严格的质量控制体系。
在制造hc340la厚度3.0mm产品时,宝钢采用了先进的冷轧和热处理工艺,确保了产品的材质纯净、板形平整、具有较高的抗拉强度和延展性。
产品符合相关标准,具有出色的成型性能和表面质量,能够满足客户的多样化需求。
接下来,我们将重点分析hc340la厚度3.0mm宝钢标准在汽车制造领域的应用。
随着汽车工业的迅速发展,对汽车材料的要求也越来越高。
hc340la厚度3.0mm产品具有优异的成型性能和高强度,能够大幅减轻汽车自重,提高车身强度,同时还能满足碰撞安全要求。
其良好的焊接性能和表面质量,也使得hc340la厚度3.0mm产品成为了汽车制造的首选材料。
我们将总结和回顾hc340la厚度3.0mm宝钢标准的特点和应用。
通过本文的深入解读,我们不仅全面了解了产品的基本概念、生产工艺和技术指标,还深入探讨了其在汽车制造领域的广泛应用。
hc340la 厚度3.0mm宝钢标准作为一种优质的钢铁产品,在不断提升技术含量和产品性能的也为相关行业的发展注入了强大的动力。
在个人观点方面,我认为hc340la厚度3.0mm宝钢标准的出现,为相关行业带来了革命性的变革。
宝钢高强钢700

宝钢型钢 研究院
宝钢股份 研究院
汽车轻量化 设计方案与分析 宝钢型钢
各成形工艺及 产品工艺方案支撑
宝钢研究院
热轧带钢应用联合研究中心
高强钢辊压在客车上的应用
高强钢辊压在客车上的应用
高强钢辊压在客车上的应用
卡车 使用周期 5
客车 8-10
商务车 25年
1、高强钢辊压件设计的客车相比矩形管设计的客车,减重20%-25%
跨海大桥连续梁柱钢筋挤压栓螺纹连接器
现代构筑物用高性能金属结构新材料研究
上海市科技企业创新项目
上海市科技攻关项目
编号0452H1112
编号042012058
7
7
技术能力—成型技术
原创技术成果申请中国专利12项,9项已获得授权,其中授权发明专利6项 主导编制6项国际、国家技术标准 开发出了12项国家(10项)、上海市重点新产品(2项)
内控标准高于企业标准
质量要求关键点的保证措施
孔型设计
现场检测和记录
外形
轧辊设计
数值模拟
质量要求关键点的保证措施
工艺选择
延伸率 原料控制 产品检测
质量要求关键点的保证措施
孔型设计
酸洗压扁 原料选择 QStE700TM HC700/980ms 实验检测
质量要求关键点的保证措施
轧辊设计
焊接性能 涡流探伤仪 控制 系统 实验检测
Forming Direction
14
14
方成方工艺
“直接成方”成形过程分析
开卷入料
矫平
辊压成形
焊接
整形
切割 存储
板料成方过程中,在各个机架受到
上下辊与立辊的作用,变形过程既
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
宝钢高强度汽车钢板
宝钢新开发的高强度汽车用钢有4个强度级别(屈服强度),与欧洲标准一致。
1. 技术标准
表1 宝钢高强度汽车钢板的技术指标(欧洲标准)
注:厚度大于8mm屈服强度可降低20MPa。
注:Nb+ V+ Ti≤0.22%
2.实物水平
2.2 650MPa级冷弯照片
8mm钢板3mm钢板3mm和8mm 钢板
2.3 700MPa级冷弯照片
8mm钢板8mm钢板4mm钢板
3. 可供规格
屈服强度级别(MPa)厚度(mm)宽度(mm)
550 2.5~16.0 900~1600
600 3.0~12.0 900~1600
650 3.0~10.0 900~1600
700 3.0~10.0 900~1600
4.焊接
宝钢汽车用热轧高强钢通过低碳低合金设计降低钢的碳当量和焊接裂纹敏感系数,具有良好的可焊接性能,不需预热就可直接进行焊接。
屈服强度级别(MPa)碳含量实绩C,%碳当量实绩Ceq裂纹敏感系数Pcm 700 ≤0.08 0.40 0.17
650 ≤0.08 0.34 0.15
600 ≤0.08 0.29 0.14
550
≤0.08 0.23 0.12
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
Pcm=C+(Mn+Cr+Cu)/20+V/10+Mo/15+Si/30+Ni/60+5B
焊接方法
宝钢汽车用热轧高强钢可使用气体保护焊(MAG )和手工电弧焊(SMAW )、埋弧焊(SAW )进行焊接,推荐使用气体保护焊(MAG )。
焊接热输入
焊接时使用推荐的热输入,可使热影响区具有良好的机械性能。
并且热输入范围越宽说明该钢种的焊接性能越好。
焊接热输入由下列公式计算:
60
1000
k U I Q v ⨯⨯⨯=
⨯
下图为按钢板厚度推荐的最佳焊接热输入范围:
在厚度一定的条件下宝钢汽车用热轧高强钢的许用焊接热输入范围很宽,具有优良的焊接性能。
坡口形式
宝钢汽车用热轧高强钢适用于多种接头型式的焊接,常用的接头型式有:I 型坡口、V 型坡口
焊接材料
在焊接接头力学性能满足构件要求的情况下,为避免接头处的应力集中、降低焊缝的内应力,应尽可能选择强度不超过推荐值的焊材。
焊接方法的热效率:k MAG 0.8 SMAW 0.8 SAW 1.0 TIG 0.6 Q =焊接热输入[KJ/mm]
U =焊接电压[V]
I =焊接电流[A]
v =焊接速度[mm/min]
k =焊接方法热效率
宝钢汽车用热轧高强钢可选用的焊接材料详见下表
屈服强度级别(MPa)焊丝牌号
焊丝型号
可供焊材企业
焊丝
直径GB/TB AWS
700 HS80
BHG-4
GMn3Ni1CrMo ER76-G
ER76-G
-
ER110S-G
-
ER100S-G
上海宝煊
哈尔滨焊接研究所
法国SAF
(OERLIKON)
Ф
1.2-1.6
650
600 BHG-3 ER69-G -
550 BH503 ER50-6 ER70S-6
推荐典型焊接参数:(以Ф1.2mm焊丝、钢板厚度8mm为例)采用的焊接方法:MAG
保护气体成分:80%Ar+20%CO2
气体流量:15 L/min
焊丝干伸长:12mm
坡口:V型60o
焊接电流(A)焊接电压
(V)
焊接速度
(mm/min)
焊接线能量
(KJ/mm)
200~280 22~28 350~400 0.8~1.4 焊接接头的力学性能
屈服强度级别(MPa)(厚度)试验用焊丝
Wire
层、道数
Pass
热输入Q
Heat input
(KJ/mm)
拉伸试验(Tensile test)
抗拉强度
Rm(MPa)
断裂位置
Position
700(8mm)HS80 二层三道0.8 835 热影响区(HAZ)
700(8mm)BHG-4 二层三道0.8 835 热影响区(HAZ)
700(8mm)GMn3Ni1CrMo 二层三道0.8 820 热影响区(HAZ)
650(8mm)BHG-4 二层三道0.8 785 母材(BM)
600(8mm)BHG-3 二层三道0.8 735 母材(BM)
5. 减薄应用
高强度钢减薄经验公式:。