白马300MW循环流化床锅炉介绍
300MW锅炉简介1

300MW锅炉简介 锅炉简介
嘉峪关宏晟电热有限责任公司
第一章 火力发电 流程简介
一、火力发电厂的生产流程示意
火力发电厂的生产过程
燃料在锅炉中燃烧放出热量,加热给水形成饱和蒸汽, 饱和蒸汽经进一步加热后成为具有一定压力的过热蒸汽,过 热蒸汽经蒸汽管道进入汽轮机膨胀做功,带动发电机转子一 起高速旋转发电;在汽轮机中做完功的蒸汽,排入凝汽器, 凝结水经凝结水泵升压后进入低压加热器,利用汽轮机的抽 汽加热后进入除氧器除氧,除氧后的凝结水由给水泵打入高 压加热器,给水在高压加热器中利用汽轮机的高温抽汽进一 步提高温度后,重新回到锅炉中。
蒸汽的产生过程
未饱和水 饱和水 饱和蒸汽 过热蒸汽
给水
省煤器
汽包
过热器
汽轮机高压缸
乏汽
再热蒸汽
高压缸排汽
再热器
汽轮机中压缸
水循环过程
汽锅 下降管 下集箱 水冷壁
给水加热器使给水加热到215-240℃,由给水管道将水送到省煤器, 水在省煤器中被加热到某一温度后进入锅筒,然后沿下降管下行到 水冷壁进口集箱,经适当分配后注入水冷壁管,水在水冷壁管内吸 收炉膛内的辐射热后形成和水和饱和蒸汽的混合物,上升进入锅筒 内,由汽水分离装置分离,蒸汽由锅筒上部流入过热器,分离下来 的水仍参与水冷壁管内的循环。汽水混合物的分离设备是保证蒸汽 品质和过热器工作可靠的必要设备。蒸汽流入过热器后继续被加热 成具有一定温度和过热度的过热蒸汽。
首台国产化300MW循环流化床锅炉技术及应用
中国电工技术学会科学技术奖首台国产化300M W循环流化床锅炉技术及应用闫绍勇剥、硕陈刚(内蒙古大唐国际再生资源开发有限公司,呼和浩特010206)摘要300M w循环流化床锅炉是引进的A L s TO M技术,该技术的引进使国内cFB机组从135M w到300M w的跨越,具有燃料适应性广,低s02和N O x排放等特点。
本文主要介绍了300M w cF B锅炉的设计特点,调试方案的难点和创新点,通过运行技术调整与优化,实现了机组的安全稳定运行。
关键词:循环流化床;烘炉;耐磨;膨胀节;翻床T he Fi rs t M ade i n O ur C ount r v300M WC FB B oi l er r I Iechnol ogy and A ppl i ca t i on砌,l肋口D yD咒2j‰,z i妨“D C讫Fn G an譬A bs t r act300M W ci rc ul at i ng f l ui di z ed bed boi l er i s i nt r oduced A L ST O M t echnol og V,w hi che na bl e t he i nt roduc t i on l eap C FB t echn ol ogy f而m l35M W t o300M W,w i t h w i def ue l adapt abi l i t y,andl ow S02and N0x em i ss i on.T hi s ar t i cl e i nt r oduces a300M W C FB boi l e r desi gn char act er i st i c,C onl m i s si oni ng di fnc ul t and i nnovat i ve t ec hnol ogy,t he un i t achi eve a sa f e and s t abl e ope r at i on by t he adjus t m ent and op t i m i zat i on t e chnol ogy.K ey w or ds:ci rc ul at i ng fl ui di ze d bed;dD r out;W e ar.re si s t a nt;E xpan s i on J oi n t;bed nop1引言云南开远电厂2×300M w工程是国家发改委确定的在四川白马循环流化床示范电站引进法国300M w cF B锅炉后的第一个国产化项目,由云南大唐国际红河发电有限责任公司建设经营。
MMS6000 TSI
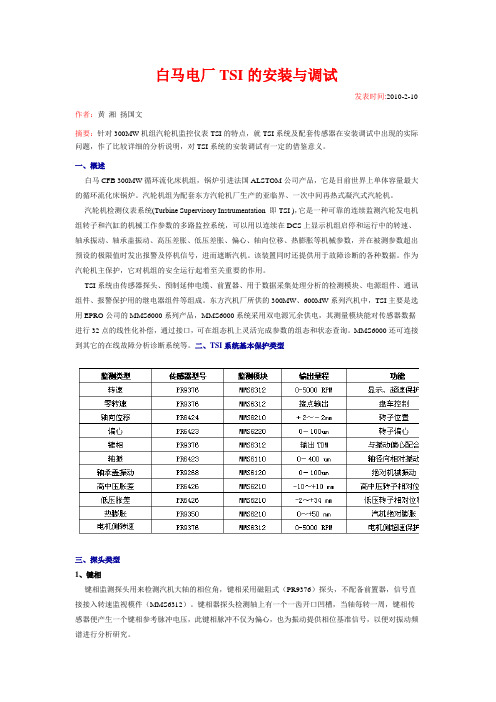
白马电厂TSI的安装与调试发表时间:2010-2-10 作者:黄湘扬国文摘要:针对300MW机组汽轮机监控仪表TSI的特点,就TSI系统及配套传感器在安装调试中出现的实际问题,作了比较详细的分析说明,对TSI系统的安装调试有一定的借鉴意义。
一、概述白马CFB 300MW循环流化床机组,锅炉引进法国ALSTOM公司产品,它是目前世界上单体容量最大的循环流化床锅炉。
汽轮机组为配套东方汽轮机厂生产的亚临界、一次中间再热式凝汽式汽轮机。
汽轮机检测仪表系统(Turbine Supervisory Instrumentation 即TSI ),它是一种可靠的连续监测汽轮发电机组转子和汽缸的机械工作参数的多路监控系统,可以用以连续在DCS上显示机组启停和运行中的转速、轴承振动、轴承盖振动、高压差胀、低压差胀、偏心、轴向位移、热膨胀等机械参数,并在被测参数超出预设的极限值时发出报警及停机信号,进而遮断汽机。
该装置同时还提供用于故障诊断的各种数据。
作为汽轮机主保护,它对机组的安全运行起着至关重要的作用。
TSI系统由传感器探头、预制延伸电缆、前置器、用于数据采集处理分析的检测模块、电源组件、通讯组件、报警保护用的继电器组件等组成。
东方汽机厂所供的300MW、600MW系列汽机中,TSI主要是选用EPRO公司的MMS6000系列产品,MMS6000系统采用双电源冗余供电,其测量模块能对传感器数据进行32点的线性化补偿,通过接口,可在组态机上灵活完成参数的组态和状态查询。
MMS6000还可连接到其它的在线故障分析诊断系统等。
二、TSI系统基本保护类型三、探头类型1、键相键相监测探头用来检测汽机大轴的相位角,键相采用磁阻式(PR9376)探头,不配备前置器,信号直接接入转速监视模件(MMS6312)。
键相器探头检测轴上有一个一齿开口凹槽,当轴每转一周,键相传感器便产生一个键相参考脉冲电压,此键相脉冲不仅为偏心,也为振动提供相位基准信号,以便对振动频谱进行分析研究。
白马300MW循环流化床锅炉介绍共47页文档

Hale Waihona Puke 21、要知道对好事的称颂过于夸大,也会招来人们的反感轻蔑和嫉妒。——培根 22、业精于勤,荒于嬉;行成于思,毁于随。——韩愈
23、一切节省,归根到底都归结为时间的节省。——马克思 24、意志命运往往背道而驰,决心到最后会全部推倒。——莎士比亚
25、学习是劳动,是充满思想的劳动。——乌申斯基
谢谢!
白马300MW循环流化床锅炉介绍
11、用道德的示范来造就一个人,显然比用法律来约束他更有价值。—— 希腊
12、法律是无私的,对谁都一视同仁。在每件事上,她都不徇私情。—— 托马斯
13、公正的法律限制不了好的自由,因为好人不会去做法律不允许的事 情。——弗劳德
14、法律是为了保护无辜而制定的。——爱略特 15、像房子一样,法律和法律都是相互依存的。——伯克
循环流化床锅炉原理
五、给煤
• 给煤经过机械或气力输煤的方式送 入燃烧室,脱硫用的石灰石颗粒经 过单独的给料管采用气力输送的方 式或与给煤一起送入炉内,燃烧形 成的灰渣经过布风板上或炉壁上的 排渣口排处炉外。
谢谢欣赏!
典型的CFB锅炉系统
稀相
区 CFBB 炉膛
高温旋风分离 料腿
煤石 灰 石
二次风
密相区
一次风 室
U型阀返料装置 一次风
过热器 过热器 省煤器 省煤器 空预器 空预器
尾部 受热面
烟囱
除尘器 引风机
一次风机 二次风机
一次风
二次风
三、循环流化床优缺点
• 优点;高效、低污染清洁燃烧技术。具有 燃烧效率高、给煤点少。煤种适应性广<优 质,劣质煤。>、烟气中有害气体排放浓度 低、负荷调节范围大、灰渣可综合利用。 启动,停炉,结焦处理时间较短,长时间 压火之后可直接启动。
U形回料器
• 作用:回料器是确保旋风分离器分离效果的重要 部件,它的基本任务是将分离器分离出来的高温 固体颗粒稳定地输送回压力较高的燃烧室内,并 以一定的料位压差形成灰墙,确保气体反窜进入 分离器的量最小,保证大量的固体颗粒经过分离 器和回料器再进入炉膛的良性稳定的物料流动, 是循环流化床锅炉正常运行的一个重要保证。
旋风分离器的组成:分离器进口烟道;旋风筒;中心 筒;锥体;分离器出口烟道。
旋风分离器
3、返料装置
返料装置的作用是将分离器收集下来的物料送回流 化床循环燃烧,并保证流化床内的高温烟气不经 过返料装置短路流入分离器。返料装置既是一个 物料回送器,也是一个锁气器,如果这两个作用 失常,物料的循环燃烧过程建立不起来,锅炉的 燃烧效率将大大降低,燃烧室内的燃烧工况变差, 锅炉将达不到设计蒸发量。
300MW循环流化床锅炉常见问题及基本知识详解

300MW循环流化床锅炉常见问题及基本知识作者:空地海提交日期:2010-3-24 14:57:00 | 分类:锅炉专业| 访问量:111目前国内投产的300MW循环流化床机组共有十一台,都是引进、吸收法国ALSTOM公司CFB锅炉先进技术而设计制造的亚临界中间再热、单锅筒自然循环锅炉,在东方锅炉厂、哈尔滨锅炉厂和上海锅炉厂生产。
国内最早的300MW循环流化床机组投产时间已两年多,最短的也超过半年。
从锅炉的运行情况看,普遍存在给煤不畅、炉内受热面磨损、非金属膨胀节拉裂及炉本体各结合部漏灰、外置床流化不良、返料器回料不畅、排渣困难等问题。
一、给煤不畅:300MW循环流化床锅炉布置有四条给煤线,每条给煤线从煤仓到皮带式称重给煤机,再到刮板式给煤机,最后通过3个给煤口进入炉内。
给煤不畅是300MW循环流化床锅炉运行中最为常见的问题,尤其是在雨季,一台锅炉在一个运行班次可能发生给煤不畅几次,甚至十几次,几乎每个厂都要耗费大量的人力物力来解决这一问题。
给煤不畅的原因:主要原因是来煤潮湿、来煤中含灰量大、甚至来煤中夹杂大量泥土。
燃料中的细微颗粒在煤中水份大时极易黏结,从而造成煤仓和给煤机堵煤。
不断的黏结使煤仓的有效容积不断减少,最终导致下煤口堵塞。
给煤机的堵塞主要在入炉前的刮板给煤机,雨季经常出现刮板给煤机底部积煤将刮板抬高,使给煤机的出力不断降低,若处理不及时,最终的结果就是给煤机不堪重负而跳闸,严重时刮板给煤机受损,电机烧毁。
其次,称重给煤机皮带跑偏,清扫链不能及时将漏入称重机下部的积煤刮走;刮板给煤机传动链咬、润滑不良导致运行中断链;刮板给煤机长时间运行导致刮板断裂、变长、松脱,造成给煤机跳闸等。
另外,来煤中的编织袋、树枝、钢筋等杂物进入给煤机,从而造成给煤机跳闸、卡涩、堵煤等情况的发生。
二、炉内受热面磨损300MW循环流化床锅炉炉内除布置水冷壁管外,还在炉膛上部布置扩展蒸发受热面,扩展蒸发受热面也叫水冷屏和翼型水冷壁,根据锅炉蒸发量的需要补充,一般在30到40屏之间。
300 MW循环流化床锅炉床料翻床原因分析及运行对策

个支 腿几 乎没 有床 料 , 出现 吹空现 象 , 成 床压 急剧 造
在 已经 投运 的法 国普 罗旺斯 电厂 和美 国红 山电厂
升 高而 塌床 。
的 2 0MW F 5 C B锅 炉上 , 调试 过程 中均 出现 过床 料 翻 床 现象 。白 马循 环 流 化 床示 范 电站 3 0 MW F 0 C B锅 炉 自 20 0 5年 1 2月 3 0日锅 炉投 煤 以来 , 在锅炉 调试 期 间 也 出现 过 翻 床现 象 , 曾经 造 成 停 炉 。床料 翻床 现 象
维普资讯
3 0MW 循 环 流化床 锅 炉床 料 翻床 0 原 因分 析 及 运 行 对 策
蒋茂庆 ,高洪培 邝 伟 , ,唐 俊 黎 兵。 ,
1 白马循 环 流化床 示范 电站 有限 责任 公 司, . 四川 内江 6 1 0 40 5 2 西安 热工研 究院有 限公 司, . 陕西 西安 3 重 庆 电力 高等 专科 学校 ,重 庆 . 7 0 3 102 4 05 003
4 翻 床 的 原 因分 析 及 对 策
造成 3 0MW F 0 C B锅 炉 床 料 翻床 的主 要 原 因在 于其 特有 的炉 膛结 构 。 由于 锅炉 下部 采用 的是 双 支腿
的风 帽将 一 次 风 送 人 各 支 腿 内, 匀 流 化 炉 内床 料 。 均
同时 , 各 支腿 四周 的不 同高 度上 , 别 布 置有 上 、 在 分 下 二次 风 口, 环 物 料 料腿 分 别 从 前后 墙 的支 腿 上 返人 循 炉膛 , 石灰 石 和煤 均 直接 送 人 旋 风分 离 器 下 的各 循 环
别为 东方 汽轮机 厂 和东方 电机厂 的产 品 。锅 炉 主要技
术参数 见 表 1 。锅 炉 设 计 煤 为 四川 宜 宾 高 硫 无 烟 煤 ,
300MW级循环流化床锅炉性能分析
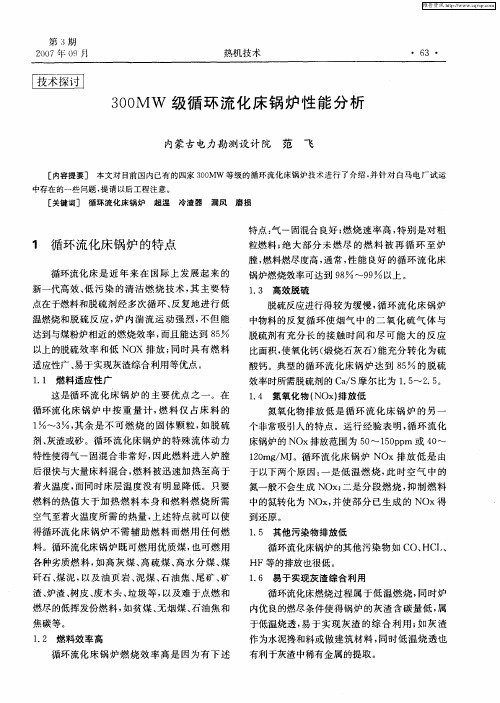
循 环 流化床燃 烧 过 程属 于低 温燃 烧 , 时 炉 同 内优 良的燃尽条 件使 得 锅 炉 的 灰 渣 含 碳量 低 , 属
于低温烧透 , 易于实现灰渣 的综合利 用 ; 灰渣 如 作为水泥搀和料或做建筑材料 , 同时低温烧透也
有利 于灰 渣 中稀有 金 属 的提 取 。
维普资讯
氮一 般不 会生 成 NOx 二 是 分 段 燃 烧 , 制 燃 料 ; 抑
特性使得气一固混合非常好 , 因此燃料进人炉膛 后很快与大量床料混合 , 燃料被迅速加热至高于
着 火温 度 , 同时 床 层 温度 没 有 明显 降低 。只要 而 燃 料 的热 值 大 于加 热 燃 料 本 身 和 燃 料 燃 烧 所需 空 气至着 火温 度所 需 的热 量 , 述特 点 就 可 以使 上
2 国内 目前 3 0 0 MW 等级循 环 流化 床锅炉技术介 绍
2 1 A1 [ M 引进型 30 . 、 O 0 Mw 循环流化床 锅炉
Байду номын сангаас
中 的氦转化 为 NOx 并 使 部 分 已 生 成 的 NOx得 ,
到还原 。
得循环流化 床锅炉不需辅助燃料 而燃用任何 燃
料 。循环 流化 床锅 炉 既 可 燃用 优 质 煤 , 可 燃 用 也 各种劣 质燃 料 , 高 灰 煤 、 硫 煤 、 水 分 煤 、 如 高 高 煤
矸 石 、 泥 , 及 油 页 岩 、 煤 、 油焦 、 矿 、 煤 以 泥 石 尾 矿
・
6 4・
热 机技 术
第 3期 20 0 7年 0 9月
L 7 投 资和运 行费 用适 中
S WA E RD电厂 的 ( 5MW ) 2 20 x 机组 等 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2)、喷涂
喷涂主要设计在出口烟道、入口烟道顶部以及旋风分离器顶部和侧 墙。喷涂量约600吨。对该工程来说,喷涂施工是个难点。首先喷涂保温 层,然后喷涂耐火层。耐火喷涂分块 设计,每块尺寸约为800*800mm, 每块四周设计有Z形工作缝,相邻两块必须错缝。所以每个部位至少喷 涂四次,喷涂难度大,材料反弹率高。特别是旋风分离器吊耳部位和出 口烟道顶部散管处,死角多,施工位置狭窄,喷枪不易到位,反弹料易 堆积,容易出现孔洞、蜂窝等缺陷。为此,我们在现场多次试验,优化 施工方案,改进和完善施工工艺和设备,喷涂质量优良。
1)、炉膛的施工
锅炉炉膛7.1米~16.1米四周和上部炉膛与入口烟道接口的前后侧全部采用耐火 浇注料。在炉膛区域,耐热钢筋密布,间距为120mm*120mm,浇注厚度为100mm。耐 热钢筋的密集、V型结构和鳍片式水冷壁结构给木模的安装和混凝土的振打带来很大 的困难.特别是炉膛下部布置有30多个二次风管到炉膛的接口,回料器、外置床、冷 渣器等到炉膛灰道等20多个大小不等,形状不规则的孔洞,给木模的制作和安装很 大的难度。一个孔洞同时从内外进料,用四根振动棒才能将耐火混凝土振打到位。 同时,这些接口的膨胀非常关键,膨胀缝的安装必须小心仔细。
白马300MW循环流化床锅炉安装介绍
[摘 要] 白马 300MW 循环流化床锅炉示范电站工程是国家电力公司 和国家机械工业总局中长期科技发展规划的重点项目之一,是目前世 界上最大的循环流化床锅炉机组,也是温家宝总理亲自签署的我国 引进法国ALSTOM循环流化床锅炉技术和促进我国机械制造水平的 重点项目。
分离器出口烟道边吊装边找正。在组件分段上,进口烟道制作成 一件,出口烟道按照设计进行分段,主要是考虑到现场制作机具 限制。灰道在受热面吊装前吊装到位,水冷壁安装找正后,即可 安装找正。
4、外置床施工
外置床壳体施工是关键工序,应在钢架安装期间就开始安装,为炉墙及下 一步受热面施工提供足够的时间。
首先,把外置床底板(布风板)安装到位,
焊 材 库
焊 材 领 用 签 字
焊材领用烘烤制度
焊材库
主蒸汽P91管
主蒸汽P91管
2、锅炉炉内向火面焊缝打磨
CFB锅炉炉膛向火面 要求很高,按照alstom 公司的技术规范要求, 制造焊缝和现场焊缝, 均应平滑,不应有毛刺、 尖锐突起,凹凸不允许 超过0.5mm,否则运行 中对设备磨损极快。水 冷壁打磨成为循环流化 床锅炉安装工艺的关键 点。在水冷壁管屏安装 结束后,立即组织炉内 焊缝及焊口表面的打磨 工作。炉内搭设满膛架, 并准备足够的打磨机具、 材料,还准备了部分特 殊的打磨工具,针对一 些位置狭窄的地方。
为防止耐火浇注料的水分被保温层吸收,在保温层和 耐火层之间贴油纸。
搅拌是非常重要的过程,因为它对内衬质量起到决定性的影响。用 于该锅炉的耐火材料比重大,较稠,传统的强制式搅拌机不易保证拌 合质量。为此,针对现场实际情况,我们对搅拌机的叶片方向、叶片 数量、转速、叶片与壳体的间隙均进行了改造。改造后的搅拌机能保 证搅拌质量。每天坚持做好记录,对于所用耐火材料的搅拌,其搅拌 时间、搅拌方法、搅拌时工作温度、环境温度,浇灌的位置及搅拌混 凝土的量均有详细的文字记录。并对每一批混凝土取样编号,以利以 后识别。
炉墙施工进行技术交底
与外专进行炉墙浇注技术交流
独特的耐火混凝土工作缝设置 :
在每小于1000mm*1000mm区域的耐火混凝土内均设置工作缝,上层与下层 必须错缝,工作缝与Z形工作缝,每条工作缝必须形成三角形沟槽。为此, 只能分块、间隔施工,木模利用率低,成本高,工效低施工工期长。特别 是三角槽的形成非常困难。该设计木模难以固定:特别是炉膛斜面,容易 跑模、胀模。木模的固定和支撑很重要。
包顶上的2台 200 t液压千 斤顶,将汽 包由锅炉零 米水平抬吊 就位,然后 安装汽包支 撑梁及轴承, 松钩就位。
2、水冷壁吊装
在水冷壁安装中,为保证扩展水冷壁安装质量,避免空中对口,采 用炉顶顶开口,水冷壁从上往下吊装,最后封闭顶棚水冷壁。
施工中,最大限度加大地面组合率,保证设备 外形尺寸,满足相关技术要求。水冷壁最重件达 83t。
四台高温旋风 分离器布置在炉膛 两侧的钢架副跨内, 在旋风分离器下各 布置一台回料器。 由旋风分离器分离 下来的物料一部份 经回料器直接返回 炉膛,另一部分则 经过布置在炉膛两 侧的外置换热器后 再返回炉膛。
锅炉尾部 后竖井烟 道内从上 到下布置 有高温过 热器HTS、 低温再热 器LTR、 二级省煤 器ECO2、 一级省煤 器ECO1。
循环流化床锅炉示意图
这是一 张比较 典型的 循环流 化床锅 炉结构 原理图, 白马示 范电站 锅炉与 此基本 相同。
Alstom提供的锅炉立体图
看这 的是 立从 体电 图厂 老 厂 方 向
锅炉本体由五跨组成,第一、二跨布置有由炉膛、高温钢板旋风 分离器、回料器以及外置换热器组成的主循环回路、冷渣器以及二 次风系统等;第三、四跨布置尾部烟道(高温过热器、低温再热器 以及省煤器、省煤器灰斗等);第五跨为单独布置的回转式空气预 热器。炉膛采用全膜式水冷壁结构,宽15051mm,深12615mm,炉膛 底部采用裤衩型将炉膛分为两个床。
然后安装四侧墙板以及中隔墙以及流化风帽,再浇注,然后 把受热面管排吊装完后再安装外置床顶板,最后安装受热面集箱 以及受热面管排。
流化风及侧墙浇注完毕
外置床受热面管排的吊装
三、锅炉炉墙施工
本工程锅炉炉墙砌筑和耐火耐磨材料的浇注工作量 特别大,约4000多吨。砌筑耐火砖和耐火浇注料的施 工主要在磨损严重区域,如旋风分离器、回料器、外 置床、冷渣器、燃烧器以及相关的进出口烟道、灰道 等部位。 因循环流化床锅炉耐火耐磨工作量大,设计复杂, 环节较多,点多面广,质量工艺要求高。耐火不定型 材料的施工是循环流化床锅炉安装的重点,也是难点。 所以施工条件准备要充分,如备料、施工用的合格水 源、木模的制作、耐热钢筋等金属件的安装、材料运 输通道规划、照明、材料存放、试块试验、专用工器 具准备、人员培训等一系列工作都必须进行通盘考虑, 各个环节的相互衔接进行了周密计划。
筛选过的合格耐火砖
因旋风分离器内在运行过程中磨损非常严重,因此,施工质量要求非常严 格。如:耐火砖的灰缝饱满度必须大于90%以上,灰缝控制在1~3mm,相 邻砖的平整度小于0.3mm,膨胀缝均匀,宽度在±1mm。同时,对旋风分离 器的内径误差要求在±3mm内。这不仅对施工人员的技术工人水平要求高, 同时对壳体的制造、筒体安装精度要求也非常高。如:每个旋风分离器锥 段和直段的所有水平支撑环水平度必须严格保证。
并采用了小坦克炉顶滑移就位技术。
水冷壁组合时,还将炉墙耐热钢筋尽可能地焊接 上,保证耐热钢筋安装质量。
对关键的水冷壁布风板,精确调整水平,确保安装要求。
3、烟风道施工
旋风分离器采用直段和锥段单独吊装,空中对接
分离器进口烟道在水冷壁吊装之前预先吊装就位, 用倒链接钩,待上部水冷壁找正后开始找正固定。
浇注质量的好坏关键取决于木模的配置和安装。因循环流化床锅炉耐火 材料浇注面广,形状不规则,木模制作和安装工作量大,难度高。所以, 组织了大批技术能力强、经验丰富的高级木工进行施工。
木模的配置
木模的安装
三、质量控制
1、焊接工艺
公司和项目部高度重视工程焊接质量,明确了焊接质量目标,对焊缝表 面和内部质量的要求高,对材料、工艺、方法、人员均提出了更新更高的 要求。 为实现本工程制定的质量目标,建立了焊接质量保证措施,焊接过程管 理,各级焊接人员质量责任制,焊接材料管理制度,焊材烘烤制度,焊材 领用制度,焊接质量评定制度等,形成了较为完善的焊接质量管理体系。 本工程严把人员入场关,除严格按《焊工技术考核规程》DL/T679-1999的 规定执行外,对受监部件焊接的焊工还必须经过ALSTOM公司专家按ASME标 准进行的现场考核,签字认可后方有资格进行承压部件的焊接工作。 锅炉整体水压试验焊口18096只,合格率为99.19%,其中Ⅰ级片率>85
耐火浇注料对水温、水量的要求:
该工程的耐火材料非常敏感,对环境温度、水温、储 存、搅拌、加水量等要求高。加水量严格控制。该锅炉 耐火材料的施工主要在夏季,耐火混凝凝固时间短。开 工前在现场做试验,发现搅拌好的材料,不能保证现场 施工。试验的环境温度27℃,水温22℃。因此,采用在 水中加冰块对水进行降温,将水温降至8~15℃,搅拌出 料18分钟后发生凝固。实践证明加冰块降低水温的措施 有效。为此,现场配置了专用冰柜储存冰块,确保施工 质量。
提出建议,希望对同类锅炉施工具有参考价值。
一、工程概况:
白马1*300MW循环流化床示范电站工程锅炉 为法国Alstom公司设计、制造的单汽包、自然 循环、半露天布置的循环流化床锅炉,全钢架 支吊结构,采用高温旋风分离器进行气固分离, 采用外置换热器控制床温及再热汽温,汽包支 吊采用悬臂支撑式结构。主体安装工程由四川 电力建设三公司承建。
3)、旋风分离器的施工
旋风分离器以砌砖为主。为保证耐磨材料的使用寿命,我们首先按ALSTOM公司的技术规范对耐火砖进行 了认真检查,发现有部分耐火砖存在有裂纹。针对该情况,ALSTOM专门派专家到现场进行抽检、筛选、确 认,对淘汰的耐火砖组织重新订货生产,确保耐火材料的质量。
业 主 对 耐 火 砖 进 行 检 验 外 专 对 耐 火 砖 进 行 检 验
%。
考核前核对试件
焊接试件检查
工艺卡检查
工艺参数检查
焊前练习
焊前练习
焊工标志卡
焊工标志卡
在焊接工艺上,承压部件的焊接以全氩弧焊(GTAW)和氩底电面焊 (GTAW+SMAW)为主。水冷壁管无耐火材料的区域采用GTAW焊接,省煤器、 低再、高过及外置床内的热交换器全部采用GTAW焊接。对于外置床内困难的焊口 位置还普遍采用一人持枪,一人送丝的双人配合内加丝氩弧焊工艺。外置床壳体、 旋风分离器、回料器及烟、风、灰道等的制作广泛采用半自动CO2气体保护焊工 艺。耐热钢筋的焊接采用焊条电弧焊(SMAW)工艺。高温过热器、中温过热器和 高温再热器普遍采用的SA-213MT91,SA213TP321H等高合金新材料,并存在与该 类钢的异种钢焊口,该部分焊口数为3200只,约占总焊口数的17.7%,此类焊口的 焊接质量对整个锅炉的焊接质量起着至关重要的作用,焊接工艺上全部采用GTAW 焊接,严格按焊接工艺卡要求进行内充氩保护、焊前预热、焊接及焊后热处理等工 艺过程。