浆水平衡计算完成
浆水平衡图、工艺流程图

在设计过程中,通过查阅资料和实习见闻,初步设定两套待选流程(如图4-1和图4-2):
(注:在设计工艺流程图中有A、B两个方案,其中A方案是本次设计的主选方案,B方案是所选择的与主方案进行对比的方案,设计中选择了纤维粗筛之后进行纤维分级作为B方案)
A 方案生产工艺设计流程图解析
(1)浆料系统
具体流程如图3-3,
OCC
排渣
排渣
排渣
排渣
排渣
排渣
排渣
排渣
图3-3 制浆流程工艺图
2.浆水平衡计算
以1t风干浆(10%水分为基础。单位:纤维为kg,液体为L)为基础进行浆水平衡计算:
Q3Q2
多圆盘浓缩机
Q1
已知:Q1 900.00, C1=11.00%,C3=0.70%,排渣率2.00%
所以:
Q1= Q3(1-2.00%)
所以:
Q5=Q4(1-8.00%)
Q5=Q7
Q3=Q6+Q8
Q8=Q7(1-8%)
Q9=8%Q7
Q6=(1-8%)Q4
得:
Q4=924.29
Q5=Q7=73.94
Q6=850.35
Q8=68.03
Q9=5.92
V4=Q4/C4=102698.89
V6=Q6/C6=96630.68
V5=V4 V6=6068.21
图3-1 A方案
(2)白水系统
回收利用多圆盘浓缩机出来的白水,添加到各个工段中,不够的则从造纸车间获取。
B 方案生产工艺设计流程图解析
(1)浆料系统
图3-2 B方案
(2)白水系统:
回收利用多圆盘浓缩机出来的白水,添加到各个工段中,不够的则从造纸车间获取。
浆水平衡计算作业(A)

浆水平衡作业(1)
国内某造纸工厂以原木为原料,采用化学制浆方法生产漂白化学木浆,年产量为50万吨(漂白风干浆计),各生产工段工艺流程如下图1-1,1-2,1-3,1-4所示,请根据我们所学的专业知识,作该车间浆水平衡计算,要求列出计算工艺技术指标表和工艺参数表,详细计算步骤,并列出物料(浆水平衡)明细表和平衡总表。
一、化学制浆系统生产工艺流程图
1.备料系统工艺流程图
图1-1 原木备料系统生产流程简图
2.蒸煮系统工艺流程图
图1-2 木片蒸煮生产流程简图
3. 洗涤、筛选和净化、浓缩系统流程图
图1-3 洗涤、筛选和净化、浓缩生产流程简图
4.漂白系统流程图
图1-4 漂白系统生产流程简图。
(完整word版)浆水平衡计算完成
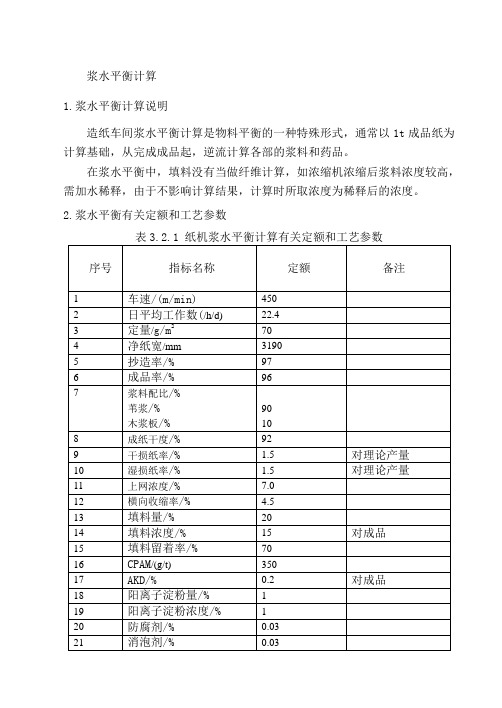
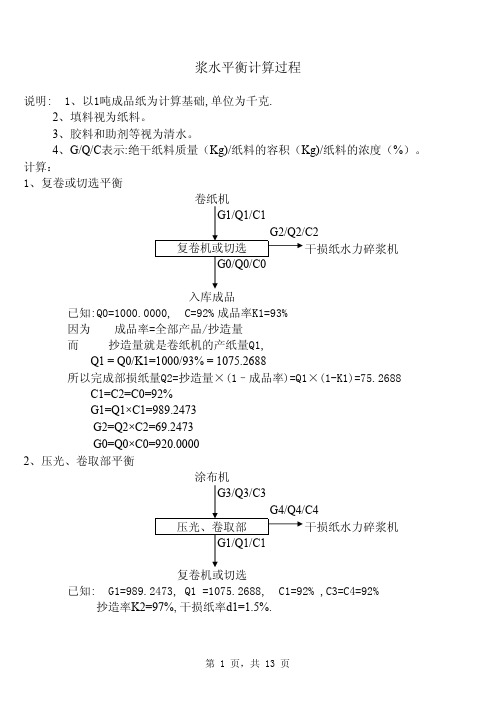
浆水平衡计算1.浆水平衡计算说明造纸车间浆水平衡计算是物料平衡的一种特殊形式,通常以1t成品纸为计算基础,从完成成品起,逆流计算各部的浆料和药品。
在浆水平衡中,填料没有当做纤维计算,如浓缩机浓缩后浆料浓度较高,需加水稀释,由于不影响计算结果,计算时所取浓度为稀释后的浓度。
2.浆水平衡有关定额和工艺参数3.3浆水平衡计算(1)复卷,完成整理部 已知:成纸水分为8%,即c 1=c 2=c 3=92% 以1t 成品纸为计算基础,0=1000.0000, 成品率k 1=96%。
计算:成品率k 1=V0/V 22=V 0/K 1=1000.0000/96% 1=V 2-V 0=1041.6667-10002=V 2c 2=1041.6667×92%=958.3334 Q 1=Q 2-Q 0=958.3334-920 =38.3334已知:c 2=c 3=c 4=92%, 2=958.3334, 2=1041.6667, 抄造率K 2=97%,干损纸率d 1=1.5%. 计算:抄造率k 2= 抄纸损纸包括干损纸、湿损纸两部分设X=抄造量+抄造损纸量 成品库%100⨯+抄造损纸量抄造量抄造量则X=V 2/k 2=1041.6667/97% =1073.8832设Y 为X 中绝干纤维量,则 Y=Q 2/k 2=958.3334/97% =987.9726Q 3=Y ·d 1=987.9726×1.5% =14.8196V 3=Q 3/c 3=14.8196/92%=16.1083 Q 4=Q 2+Q 3=958.3334+14.8196=973.1530 V 4=V 3+V 2=16.1083+1041.6667=1057.7750(3)干燥部已知:进干燥部纸页干度c 5=42%,4=973.1530 4=1057.7750 4=92%计算:Q 5=Q 4=973.15305=Q 5/c 5=973.1530/42%=2317.0310 1=V 5-V 4=2317.0310-1057.7750=1259.2560(4)压榨部已知:c 5=42%,c 8=21%, Q 5=973.1530, 5=2317.0310, 压榨部湿损纸率d 2=0.5%, 压榨部带出纤维量d 3=0.15% 计算:Q 7=Y ·d 2=987.9726×0.5% 设湿损纸的平均干度为30%,压榨部 压光、卷取真空伏辊 伏损池 压榨白水 8V Q 7即c 7=30%,则 V 7=Q 7/c 7=4.9399/30% =16.4663压榨带出纤维量:Q 6=Q 8×d 3,且Q 8=Q 5+Q 6+Q 7,则:Q 8=(Q 5+Q 7)/(1-d 3)=(973.1530+4.9399)/(1-0.15%)=979.5622 Q 6=979.5622×0.15%=1.4693 V 8=Q 8/c 8=4664.5819 V 6=V 8-V 7-V 5=2331.0847(5)真空伏辊已知:Q 8=979.5622,V 8=4664.5819,c 8=21%,c 11=12%, 伏辊带出纤维率d 4=0.2%,冲边水W 5=2600, 伏辊湿损纸率d 5=1.0%计算:冲边宽度:b=2×20(mm ),横向收缩率ε=4.5%,抄宽:B m =3190mm,则: 湿纸宽度B n =%5.41-Bm=3298湿纸边占整个湿纸幅宽比率r=329840202+⨯=1.1983%所以,进入伏损池的湿边纸占进入伏辊纸页的1.1983%。
浆水 物料平衡

Q 1'Q 1"V1'V 1"1t成品纸为计算基础,单位为kg.填料用量小于10%,将填料视为纤维,松香、矾土、染料视为清水.C 1"C 1'"1 成品库平衡合格品完成整理副品2 完成整理平衡水力碎浆机3 卷曲部平衡干燥部完成整理水力碎浆机蒸发5 压榨部平衡干燥部6 真空伏辊平衡水封池伏损池支水针t=22.5*60/50=27min W2=27*0.00105*3=0.08505 m 3/t纸=85.0500kg/t纸生产吨纸的湿纸切边及引纸水针(3根)用水量为:水针切下湿纸边用冲边水冲入伏损池,伏辊内喷水做水封水并润滑作用,随同白水进入真空室,进而进入水封池。
湿纸切边及引纸水针使用7kg/cm 2以上的高压水,水针喷孔孔径为1mm,喷水量为:128 案板、案辊平衡洗网水一部分进入浓白水池,一部分进入稀白水池。
单层布置的纸机若白水直接用白水盘引出,洗网水则不进入浓白水池,全部进入稀白水池。
本例使用的双层布置3150长网多缸纸机,设40%的洗网水进入白水池,60%进入稀白水池。
纸料从堰口喷出后需要用水拦住,防从网案跑下来,用水量W6=2000.000。
铜网要连续洗涤,洗网水压力一般高于2.943×105N/m 2(3 kg/cm 2),车速在100m/min以上喷水压力为3.924×105 N/m 2(4 kg/cm 2),在200 m/min以上,喷水管压力为5.886×105 N/m 2(6 kg/cm 2).本机车速在240m/min,相当于(60mmH 2O).洗网设置5根,每根管上有双排孔,孔径为1mm, 孔距20mm,每米100个孔,每根有效长3.84m,一根喷水量计算如下:0.001×0.001×60×100×3.84m3/min=0.3723 m3/min 案板案辊除气槽已知 流浆箱除气槽11 旋翼筛平衡稳浆箱12 一段除渣器平衡旋翼筛13 高频振框筛平衡除气槽屋顶白水池解得:Q26=[V25-V21+(Q25-Q21)/C27]/(1/C27-1/C26)Q30=Q23+Q29+Q36Q30=Q31+Q32Q32+Q34=Q33Q33=Q35+Q36Q32=d13*Q30Q35=d14*Q33V30=V23+V29+V36一段、二段、三段构成循环,必须对这几个单元进行联立平衡计算。
用Excel进行长网造纸机的浆水平衡计算

对进浆 对进口浆量
W17 2311. 2
kg
1. 4 输入程序 在名为“计算过程”的工作表中输入各物流的数值
或计算公式 ,为了更清晰地标明各物流所处单元格的 位置 ,自定义一下计算用“单元格”:这种“单元格”的列 号分别为 Q (绝干纤维量) 、V (浆料量) 、C (纸料浓度或 纸页干 度) 、D 和 K ( 各种 分率) ; 行 号分 别 用 0 、1 、2 ……等与物流的编号相对应 ,这样根据物流的符号 ,就
27
QL7 = QL6 + Q7
Q 累计到 7
64
D16 = 已知条件 ! D16 的数值
28
W1
W1 = (C0 - C5) 3 QL3/ (C0 3 C5)
65
Q16 Q16 = QL14 3 D16/ (1 - D16)
29
V7
V7 = QL7/ C8 - VL6 - W1
66
V16 V16 = Q16/ C15
14
V3
V3 = Q3/ C3
51
VL10 = VL9 + V10
V 累到 10
15
QL3 = QL1 + Q3
Q 累计到 3
52
C13 C13 = 已知条件 ! C13 的数值
16
VL3 = VL1 + V3
V 累计到 3
53
D12 = 已知条件 ! D12 的数值
17
C5
C5 = 已知条件 ! C5 的数值
54
Q12 Q12 = QL10 3 D12/ (1 - D12)
18
C8
C8 = 已知条件 ! C8 的数值
55
QL12 = QL10 + Q12
浆水平衡计算作业

1.沉淀法处理白水一般有平流沉淀池、斜管沉淀池呵斜板沉淀池等几种,但其流程大致相同,现以斜板沉淀法处理纸机白水为例,其流程如下:与浆水平衡计算有关的工艺技术数据见下表:
回用←←
絮凝剂
↓↑
纸机白水 →→ → →
反洗水↓
回用← ← ←
↓
排反洗水
表1-1斜板沉淀池处理白水的有关工艺技术数据
3.过滤法处理纸机白水设备很多,但目前使用较先进的主要是多园盘纤维过滤机,其特点是占地面积小,白水回用周期短,但其需要用长纤维浆作滤层,其流程如下图;与浆水平衡计算有关的工艺技术数据如下表:
长纤维浆
↓
→ →回用
表1-3多园盘纤维过滤机处理纸机白水的有关工艺技术数据
序号
指标名称
单位
数据范围
选用数据
备注
60
对白水量
7
硫酸铝:水玻璃
1:10
8
矾土液浓度
%
10
9
水玻璃浓度
%
10
10
砂滤罐排渣水悬浮物浓度
%
0.1
11
预处理白水量
L
106650
送来的水量
(注:) 1ppm=10-6Kg
请根据以上数据进行该系统的浆水平衡计算,需要列出详细计算步骤,并作出浆水平衡图
2.气浮法处理白水,按溶气方式可分为空压机注入溶气法、泵后射流溶气法和
1
预处理纸机白水量
L
109860
送来的水量
2
处理白水浓度
%
0.25
纸机白水浓度
3
长纤维浆来浆浓度
%
3.5---4
3.5
4
混合池出浆浓度
浆水平衡计算过程
高压洗网 洗毛布水
200
入网坑水
量
总用清水
量
其中直排
清水量
313.69 未计药液 0.144 49.1 116.7 349.7
36
纸机日产量=60VBmqK1K2K3/109 (t/d) 其中V—工作车速,m/min
Bm—抄宽,Bm=B+2e,mm q—定量, g/m2 K1—纸机抄造率,取97% K2—成品率,取93% K3—纸机每天有效工作时间,22.5小时 日产量=60×243×2900×350×97%×93%×22.5/109=300( t /d) 日产量=60×141×2900×600×97%×93%×22.5/109=300( t /d) 除开涂料后的纤维产量为300×(1-8.6%)=274 每小时产量=274/22.5=12.2t/h 每吨纸需要的喷水量(m3/t纸)=喷水量(m3/h)/每小时产量(t/h) 再回到真空伏辊的平衡计算, 伏辊水封水W6=1.7/12.2=0.139(m3/t纸)=1390(kg/t纸),是辊内喷水,进入真空泵系统. 所以Q14=G14/C14=41.6084/10%=416.084 因Q13+W6=Q14+Q15+Q10
G10/Q10/C10
G11/Q11/C11
压榨部
伏损池
G9/Q9/C9
前干燥部 已知: G9=918.4411,Q9=2040.9802,C9=45%,C10=20%,
第 3 页,共 13 页
压榨部湿损纸率d3=0.5%,压榨部带出纸料率d4=0.15%.
压榨部湿损纸量G11=纸机抄造量G1/抄造率K2×d3=989.2473/97%×0.5%=5.0992
第 7 页,共 13 页
制浆造纸浆水平衡计算过程
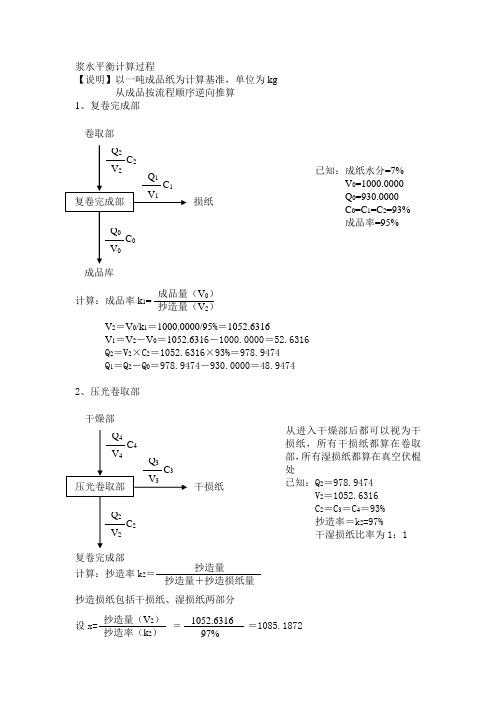
浆水平衡计算过程【说明】以一吨成品纸为计算基准,单位为kg 从成品按流程顺序逆向推算1、复卷完成部已知:成纸水分=7%V0=1000.0000Q0=930.0000C0=C1=C2=93%成品率=95%201V1=V2-V0=1052.6316-1000.0000=52.6316Q2=V2×C2=1052.6316×93%=978.9474Q1=Q2-Q0=978.9474-930.0000=48.94742、压光卷取部从进入干燥部后都可以视为干损纸,所有干损纸都算在卷取部,所有湿损纸都算在真空伏棍处已知:Q2=978.94742=1052.63162=C3=C4=93%抄造率=k2=97%干湿损纸比率为1:1 设x= =1085.1872抄造量(V2)抄造率(k2)抄造损纸量为1085.1872-1052.6316=32.5556干损纸量V 3=32.5556×50%=16.2778Q 3=V 3×C 3=16.2778×93%=15.1384Q 4=Q 3+Q 2=15.1384+978.9474=994.0858V 4=V 3+V 2=16.2778+1052.6316=1068.90943、后干燥部进后干燥部纸页干度C 5=55% 4=994.0858 4=1068.9094 4=93%54 V 5=Q 5/C 5=994.0858/55%=1807.4287W 1=V 5-V 4=1807.4287-1068.9094=738.51934、表面施胶部干度C 6=80% 5=994.08585=1807.4287 5=55%65 V 6=Q 6/C 6=994.0858/80%=1242.6073W 2=V 5-V 6=1807.4287-1242.6073=564.82145、前干燥部C 7=43% 6=994.0858 6=1242.6073 6=80%76 V 7=Q 7/C 7=994.0858/43%=2311.8274W3=V 7-V 6=2311.8274-1242.6073=1069.22016、压榨部:出伏辊时纸页干度为C 8=20% 7=994.0858 7=2311.8274 7=43%0.2%(相对成品量) 计算:压榨白水纤维损失量Q 9=0.2%×Q 0=0.2%×930.0000=1.8600 Q 8=Q 7+Q 9=994.0858+1.8600=995.9458V 8=Q 8/C 8=995.9458/20%=4979.7290V 9=V 8-V 7=4979.7290-2311.8274=2667.9016C 9=Q 9/V 9=1.8600/2667.9016=0.0697%7、真空伏辊已知:水封槽白水纤维损失量1%(相对成品量)Q 8=995.9458V 8=4979.7290W 4=500.0000W5=2000.0000切边损失纸页干度C13=20%切边宽度2×50mm湿损纸纸页干度C12=20%出伏辊时纸页干度C8=20%进伏辊时纸页干度C10=14%横向收缩率ε=2%抄宽Bm=2680mm干湿损纸比率为1:1123湿纸页宽度Bn=Bm/(1-ε)=2680/(1-2%)=2735mm单位长度湿纸页的纤维量为G=(Q8+Q12)/Bn所以切边损失量Q13=2×50×G=2×50×(995.9458+15.1384)/2735=36.9683 Q11=1%×Q0=1%×930.0000=9.3000Q10=Q11+Q12+Q13+Q8=9.3000+15.1384+36.9683+995.9458=1057.3525 V13=Q13/C13=36.9683/20%=184.8415V12=Q12/C12=15.1384/20%=75.6920V10=Q10/C10=1057.3525/14%=7552.5179V11=V10+W4+W5-V12-V13-V8=7552.5179+500.0000+2000.0000-75.6920-184.8415-4979.7290 =4812.2554C11=Q11/V11=9.3000/4812.2554=0.1933%8、真空吸水箱已知:水封槽白水中纤维损失量3%(相对成品量) W 6=500.0000Q 10=1057.3525V 10=7552.5179C 10=14%进真空吸水箱纸页干度C 14=2%计算:150 Q 14=Q 15+Q 10=27.9000+1057.3525=1085.2525 V 14=Q 14/C 14=1085.2525/2%=54262.6250 V 15=V 14+W 6-V 10=54262.6250+500.0000-7552.5179=47210.1071 C 15=Q 15/V 15=27.9000/47210.1071=0.0591%9、成形板案板已知:白水纤维损失量30%(相对成品量) 上网浓度C 15=0.7%W7=2000.0000Q14=1085.2525V14=54262.6250C14=2%计算:Q16=30%×Q0=30%×930.0000=279.0000Q15=Q16+Q14=279.0000+1085.2525=1364.2525V15=Q15/C15=1364.2525/0.7%=194893.2143V16=V15+W7-V14=194893.2143+2000.0000-54262.6250 =142630.5893C16=Q16/V16=279.0000/142630.5893=0.1956%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
55
真空伏辊带出纤维率/%
0.2
56
压榨部带出纤维率/%
0.15
57
真空箱水封水/(L/t)
400
58
喷淋水/(L/t)
2500
59
断纸喷水/(L/t)
1300
60
伏辊水封水(L/t)
3700
61
水针水(L/t)
10.1412
62
洗伏辊用水(L/t)
9000
63
冲边水(L/t)
2600
64
拦边水(L/t)
45
二段除渣器渣浆浓度/%
1.2
46
三段除渣器渣浆浓度/%
1.5
47
振框平筛进浆浓度/%
1.2
48
振框平筛出浆浓度/%
0.7
49
多圆盘过滤机进口白水浓度/%
0.4
50
多圆盘过滤机回收浆料浓度/%
4.0
51
圆网浓缩机出浆浓度/%
3.5
52
圆网浓缩机白水浓度/%
0.05
53
案板带出纤维率/%
43
54
真空箱带出纤维率/%
=41.6667
Q2=V2c2=1041.6667×92%
=958.3334
Q1=Q2-Q0=958.3334-920
=38.3334
(2)压光,卷曲部 已知:c2=c3=c4=92%,
Q2=958.3Biblioteka 34,V2=1041.6667,
抄造率K2=97%,
干损纸率d1=1.5%.
计算:抄造率k2=
抄纸损纸包括干损纸、湿损纸两部分
真空箱水封水W6=47.1420
计算:由于Q13=Q11+Q12,Q12=d6·Q13,
则:Q13=Q11/(1-d6)=1034.5074
V13=Q13/c13=34483.5790
真空箱水封水W16进入水封池,所以
V12=V13+W6-V11=26168.4631
Q12=d6·Q13=31.0352
V4=V3+V2=16.1083+1041.6667=1057.7750
(3)干燥部
已知:
进干燥部纸页干度c5=42%,
Q4=973.1530
V4=1057.7750
c4=92%
计算:Q5=Q4=973.1530
V5=Q5/c5=973.1530/42%=2317.0310
W1=V5-V4=2317.0310-1057.7750
(5)真空伏辊
已知:Q8=979.5622,V8=4664.5819,c8=21%,c11=12%,
伏辊带出纤维率d4=0.2%,冲边水W5=2600,
伏辊湿损纸率d5=1.0%
计算:冲边宽度:b=2×20(mm),横向收缩率ε=4.5%,抄宽:Bm=3190mm,则:
湿纸宽度Bn= =3298
湿纸边占整个湿纸幅宽比率r= =1.1983%
计算:由于Q17=Q16+Q15,而Q16=d8·Q17
所以Q17=Q15/(1-d8)=1910.4476
Q16=95.5224
V16=Q16/c16=13646.0542
V17=V15+V16-W8-W9=269094.3845
c17=Q17/V17=0.7100%
(9)旋翼筛
已知:Q17=1910.4476
浆水平衡计算
1.浆水平衡计算说明
造纸车间浆水平衡计算是物料平衡的一种特殊形式,通常以1t成品纸为计算基础,从完成成品起,逆流计算各部的浆料和药品。
在浆水平衡中,填料没有当做纤维计算,如浓缩机浓缩后浆料浓度较高,需加水稀释,由于不影响计算结果,计算时所取浓度为稀释后的浓度。
2.浆水平衡有关定额和工艺参数
高位箱回流量/%
5
24
调浆箱回流量/%
10
25
配浆箱回流量/%
10
26
高浓脱水机出浆浓度/%
30
27
高浓磨浆机出浆浓度/%
30
28
侧压浓缩机进浆浓度/%
3
29
侧压浓缩机出浆浓度/%
9
30
侧压浓缩机白水浓度/%
0.05
31
进伏辊纸页干度/%
12
32
进压榨纸页干度/%
21
33
进烘缸纸页干度/%
42
34
冲边宽度/(mm)
V17=269094.3845
旋翼筛排渣率d9=7%
旋翼筛排渣浓度c18=1.3%
计算:因为Q18=d9·Q19
Q19=Q18+Q17
所以Q19=Q17/(1-d9)
=2054.2447
Q18=143.7971
V18=Q18/c18=11061.3177
V19=V17+V18=280115.7022
Q14=d7·Q15=780.4178
V14=V15-V13+W7=226391.4512
c14=Q14/V14=0.3447%
(8)流浆箱
已知:Q15=1814.9252,
V15=259275.0302,
d8=5%(流浆箱回流率),
c15=c16=0.7%,
W9=3500.0000,
W8=326.7000
W11=d11·V24=163.0353
V23=V24-V21-W11=46453.8533
c23=Q23/V23=0.4913%
(12)振框平筛
已知:c25=0.7%,
Q18=143.7971,
V18=11061.3177 ,
排渣浓度c26=4%,
排渣率d13=0.1%
计算:c27=c14=0.3447%
(13)一段锥形除渣器
已知:Q24=2282.4941
V24=326070.5908
一段除渣器排渣率d14=15%
一段除渣器渣浆浓度c28=
1.0%
计算:由于Q29=Q28+Q24
而Q28=d14·Q29
则:Q29=Q24/(1-d14) =2685.2872
Q28=402.7931
V28=Q28/C28=40279.3083
2×20
35
进真空箱纸页干度/%
3.0
36
水力碎浆机工作浓度/%
4.0
37
旋翼筛排渣率/%
7
38
旋翼筛排渣浓度/%
1.3
39
一段除渣器排渣率/%
15
40
二段除渣器排渣率/%
18
41
三段除渣器排渣率/%
20
42
二段除渣器进浆浓度/%
0.8
43
三段除渣器进浆浓度/%
0.6
44
一段除渣器渣浆浓度/%
1.0
设X=抄造量+抄造损纸量
则X=V2/k2=1041.6667/97%
=1073.8832
设Y为X中绝干纤维量,则
Y=Q2/k2=958.3334/97%
=987.9726
Q3=Y·d1=987.9726×1.5%
=14.8196
V3=Q3/c3=14.8196/92%=16.1083
Q4=Q2+Q3=958.3334+14.8196=973.1530
联立方程,解得:
Q30=8.2321,V30=2388.0503, Q31=541.6850,V31=67710.6250,
Q32=444.1817,V32=59585.3500,Q33=97.5033,V33=8125.2750,
Q34=68.8215,V34=19094.1623,Q35=163.3248,V35=27220.8000
=16.4663
压榨带出纤维量:Q6=Q8×d3,且Q8=Q5+Q6+Q7,
则:Q8=(Q5+Q7)/(1-d3)=(973.1530+4.9399)/(1-0.15%)=979.5622
Q6=979.5622×0.15%=1.4693
V8=Q8/c8=4664.5819
V6=V8-V7-V5=2331.0847
所以,进入伏损池的湿边纸占进入伏辊纸页的1.1983%。由于伏辊处湿
损纸率是对抄造量和全部损纸量而言,即:
Q10=Y·d5+r·Q11,
而Q9=d4·Q11
故Q11=Q8+Q9+Q10=(Y×d5+Q8)/(1-d4-r)=1003.4722
Q10=Y·d5+r·Q1=987.9726×1.0%+1.1983%×1003.4722=21.9030
V10=W2+W3+Q10/c8+W5=3269.2751
V9=V11+W4-Q10/c8-V8=4956.6160
c10=Q10/V10=0.6700%
c9=Q9/V9=0.04049%
(6)真空箱平衡
已知:Q11=1003.4722,
V11=8362.2679,
c13=3.0%,
真空箱白水带出纤维率d6=3.0%,
(11)除气器
已知:Q21=2054.2447,
V21=279453.7022,
C24=0.7%,
d12=10%( 除气器回流量)
计算:由于Q21+Q23=Q24,Q23=d12·Q24
故Q24=Q21/(1-d12)=2282.4941
Q23=228.2494
V24=Q24/c24=326070.5908
=1259.2560
(4)压榨部
已知:c5=42%,c8=21%,