浆水平衡计算过程
浆水平衡图、工艺流程图

在设计过程中,通过查阅资料和实习见闻,初步设定两套待选流程(如图4-1和图4-2):
(注:在设计工艺流程图中有A、B两个方案,其中A方案是本次设计的主选方案,B方案是所选择的与主方案进行对比的方案,设计中选择了纤维粗筛之后进行纤维分级作为B方案)
A 方案生产工艺设计流程图解析
(1)浆料系统
具体流程如图3-3,
OCC
排渣
排渣
排渣
排渣
排渣
排渣
排渣
排渣
图3-3 制浆流程工艺图
2.浆水平衡计算
以1t风干浆(10%水分为基础。单位:纤维为kg,液体为L)为基础进行浆水平衡计算:
Q3Q2
多圆盘浓缩机
Q1
已知:Q1 900.00, C1=11.00%,C3=0.70%,排渣率2.00%
所以:
Q1= Q3(1-2.00%)
所以:
Q5=Q4(1-8.00%)
Q5=Q7
Q3=Q6+Q8
Q8=Q7(1-8%)
Q9=8%Q7
Q6=(1-8%)Q4
得:
Q4=924.29
Q5=Q7=73.94
Q6=850.35
Q8=68.03
Q9=5.92
V4=Q4/C4=102698.89
V6=Q6/C6=96630.68
V5=V4 V6=6068.21
图3-1 A方案
(2)白水系统
回收利用多圆盘浓缩机出来的白水,添加到各个工段中,不够的则从造纸车间获取。
B 方案生产工艺设计流程图解析
(1)浆料系统
图3-2 B方案
(2)白水系统:
回收利用多圆盘浓缩机出来的白水,添加到各个工段中,不够的则从造纸车间获取。
(完整word版)浆水平衡计算完成
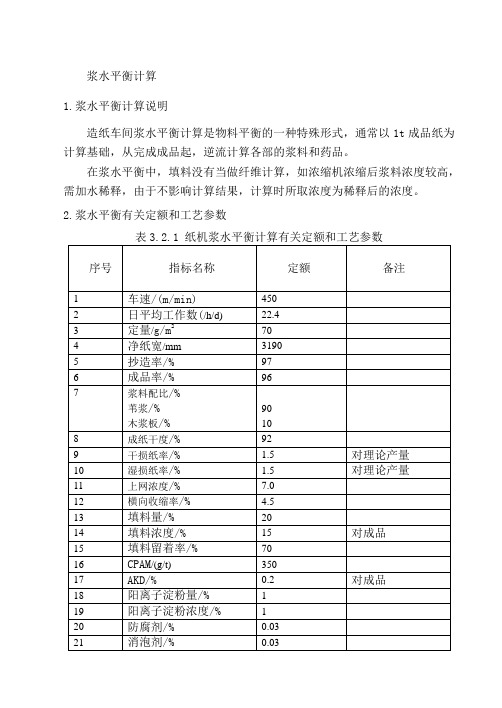
浆水平衡计算1.浆水平衡计算说明造纸车间浆水平衡计算是物料平衡的一种特殊形式,通常以1t成品纸为计算基础,从完成成品起,逆流计算各部的浆料和药品。
在浆水平衡中,填料没有当做纤维计算,如浓缩机浓缩后浆料浓度较高,需加水稀释,由于不影响计算结果,计算时所取浓度为稀释后的浓度。
2.浆水平衡有关定额和工艺参数3.3浆水平衡计算(1)复卷,完成整理部 已知:成纸水分为8%,即c 1=c 2=c 3=92% 以1t 成品纸为计算基础,0=1000.0000, 成品率k 1=96%。
计算:成品率k 1=V0/V 22=V 0/K 1=1000.0000/96% 1=V 2-V 0=1041.6667-10002=V 2c 2=1041.6667×92%=958.3334 Q 1=Q 2-Q 0=958.3334-920 =38.3334已知:c 2=c 3=c 4=92%, 2=958.3334, 2=1041.6667, 抄造率K 2=97%,干损纸率d 1=1.5%. 计算:抄造率k 2= 抄纸损纸包括干损纸、湿损纸两部分设X=抄造量+抄造损纸量 成品库%100⨯+抄造损纸量抄造量抄造量则X=V 2/k 2=1041.6667/97% =1073.8832设Y 为X 中绝干纤维量,则 Y=Q 2/k 2=958.3334/97% =987.9726Q 3=Y ·d 1=987.9726×1.5% =14.8196V 3=Q 3/c 3=14.8196/92%=16.1083 Q 4=Q 2+Q 3=958.3334+14.8196=973.1530 V 4=V 3+V 2=16.1083+1041.6667=1057.7750(3)干燥部已知:进干燥部纸页干度c 5=42%,4=973.1530 4=1057.7750 4=92%计算:Q 5=Q 4=973.15305=Q 5/c 5=973.1530/42%=2317.0310 1=V 5-V 4=2317.0310-1057.7750=1259.2560(4)压榨部已知:c 5=42%,c 8=21%, Q 5=973.1530, 5=2317.0310, 压榨部湿损纸率d 2=0.5%, 压榨部带出纤维量d 3=0.15% 计算:Q 7=Y ·d 2=987.9726×0.5% 设湿损纸的平均干度为30%,压榨部 压光、卷取真空伏辊 伏损池 压榨白水 8V Q 7即c 7=30%,则 V 7=Q 7/c 7=4.9399/30% =16.4663压榨带出纤维量:Q 6=Q 8×d 3,且Q 8=Q 5+Q 6+Q 7,则:Q 8=(Q 5+Q 7)/(1-d 3)=(973.1530+4.9399)/(1-0.15%)=979.5622 Q 6=979.5622×0.15%=1.4693 V 8=Q 8/c 8=4664.5819 V 6=V 8-V 7-V 5=2331.0847(5)真空伏辊已知:Q 8=979.5622,V 8=4664.5819,c 8=21%,c 11=12%, 伏辊带出纤维率d 4=0.2%,冲边水W 5=2600, 伏辊湿损纸率d 5=1.0%计算:冲边宽度:b=2×20(mm ),横向收缩率ε=4.5%,抄宽:B m =3190mm,则: 湿纸宽度B n =%5.41-Bm=3298湿纸边占整个湿纸幅宽比率r=329840202+⨯=1.1983%所以,进入伏损池的湿边纸占进入伏辊纸页的1.1983%。
450td本色生活纸用竹浆制浆车间洗选工段设计(毕业设计)
III
目录
摘要 ............................................................................................................................................. I ABSTRACT .............................................................................................................................. II 1 绪论 ........................................................................................................................................ 1 1.1 设计的目的及意义 ...................................................................................................... 1 1.2 课题背景 ...................................................................................................................... 1 1.2.1 本色生活纸的简介 ............................................................................................ 1 1.2.2 竹浆纤维的特点 ................................................................................................ 2 1.3 市场前景 ...................................................................................................................... 3 1.3.1 竹子造纸的优势 ................................................................................................ 3 1.3.2 本色纸在我国的市场前景 ................................................................................ 3 2 工程设计条件和总平面布置 ................................................................................................ 5 2.1 工程设计条件 .............................................................................................................. 5 2.1.1 厂址选择的基本原则 ........................................................................................ 5 2.1.2 本次设计的厂址选择 ........................................................................................ 5 2.1.3 资源条件 ............................................................................................................ 5 2.2 总平面布置 .................................................................................................................. 5 2.2.1 总平面布置的图的一般原则 ............................................................................ 5 2.2.2 总平面布置概述 ................................................................................................ 6 2.2.3 厂区绿化 ............................................................................................................ 7 3 生产工艺设计 ........................................................................................................................ 8 3.1 初步工艺流程 .............................................................................................................. 8 3.2 工艺流程的对比与选择 ............................................................................................ 10 3.2.1 洗浆机的选择 .................................................................................................. 10 3.2.2 筛选净化流程的对比 ...................................................................................... 11 3.2.3 工艺流程的综合对比及方案的确定 .............................................................. 12 3.3 浆水平衡计算 ............................................................................................................. 13 3.3.1 浆水平衡计算概述 .......................................................................................... 13 3.3.2 浆水平衡计算依据 .......................................................................................... 14 3.3.3 浆水平衡计算过程 .......................................................................................... 14 3.3.4 浆水平衡明细表 .............................................................................................. 18 3.4 设备选型 ..................................................................................................................... 21 3.4.1 设备选型概述 .................................................................................................. 21
浆水平衡计算

5. 浆水平衡注意事项及工艺参数(1)填料按纤维算,但数量为其最终在纸页中的留着率,而不是按其加入量算。
(2)最终收支平衡表中纤维量允许误差为2kg;浆水量误差为200kg。
浆水平衡计算[说明] 以1吨成品纸为计算基准,单位为kg.在计算过程中将填料视为纤维,而将AKD、胶体硅、染料液视为清水.从成品按流程顺序逆向推算。
1、成品库平衡:已知:成纸水分7%V0=Q0=" 1C 0 = C 1’= C 1”=93% 合格率K 1=97%计算:由于合格率K 1=所以合格产品量V 1’=V 0K 1=V 1”= V 0-V 1’= Q 1’= V 1’C 1’=×93%= Q 1”=V 1”C 1”=30×93%=2、完成复卷部平衡:已知:Q 1’=Q 1”= V 1’= V 1”=C 3 = C 1’= C 1”=C 2=93% 成品率K 2=95%计算:由于成品率K 2=所以,抄造量V 3=V 0/K 2 = Q 3=V 3C 3=×93%=100%⨯全部产品量合格产品100%)()(30⨯V V 抄造量全部产品V 2= V 3-V 1’ -V 1”= Q 2=Q 3-Q 1’-Q 2’’= 3、卷取部平衡:已知:Q 3=V 3=C 3 = C 4= C 5=93%抄造率K 3=97% 干损纸率d 1=% 干燥部计算:设G=抄造量+抄造损纸量, 所以:G=V 3/K 3=设G 中绝干纤维为H=Q 3/K 3=假设干损纸全部出在压光卷取部,则Q 4=Hd 1= V 4=Q 4/C 4= Q 5=Q 3 +Q 4= V 5=V 3+V 4=4干燥部平衡:已知:进干燥部的纸页干度C 6=48%Q 5= , V 5=计算:Q 6= Q 5=444C V 水力碎555C VV 6 = Q 6/ C 6=W 1= V 6-V 5 = 真空伏辊5压榨部平衡: 伏损 已知:进压榨部干度C 9=20%,进干燥部的纸页干度C 6=48%压榨部湿损纸率d 2=%(对理论抄造量) 混合压榨部带出纤维率d 3=%(对进浆) 白水池 Q 6=, V 6=计算:湿损纸进入伏损池,则Q 8=Hd 2=×%=设湿损纸平均干度为35%,即C 8=35%,因此V 8= Q 8/ C 8= Q 9= (Q 6+Q 8)/(1- d 3)= V 9= Q 9/ C 9= Q 7= Q 9-Q 6-Q 8= V 7= V 9-V 6-V 8=6、真空伏辊平衡: 真空箱已知:Q 9= V 9=进真空伏辊纸页干度C 12=14% 水针W 2 伏损池伏辊带出纤维率d 4=%(对进浆) 冲边水W 3 C 10伏辊湿损纸率d 5=%(对理论抄造量) 混合白水池999C V Q888C V Q777C V Q666C V Q真空1212C V Q12横向收缩率ε=%伏辊水封水W4 C11冲边水W3=伏辊水封水W4= C9冲边宽度b=2×25mm 抄宽Bm=7510mm 压榨部计算:纸页在压榨和干燥过程中,随着纸页中水分的除去而不断收缩,因此,网上纸页的宽度比实际抄宽要宽.而为了获得在伏辊上的冲边量,必须求出时纸页在网上的宽度。
用Excel进行长网造纸机的浆水平衡计算

对进浆 对进口浆量
W17 2311. 2
kg
1. 4 输入程序 在名为“计算过程”的工作表中输入各物流的数值
或计算公式 ,为了更清晰地标明各物流所处单元格的 位置 ,自定义一下计算用“单元格”:这种“单元格”的列 号分别为 Q (绝干纤维量) 、V (浆料量) 、C (纸料浓度或 纸页干 度) 、D 和 K ( 各种 分率) ; 行 号分 别 用 0 、1 、2 ……等与物流的编号相对应 ,这样根据物流的符号 ,就
27
QL7 = QL6 + Q7
Q 累计到 7
64
D16 = 已知条件 ! D16 的数值
28
W1
W1 = (C0 - C5) 3 QL3/ (C0 3 C5)
65
Q16 Q16 = QL14 3 D16/ (1 - D16)
29
V7
V7 = QL7/ C8 - VL6 - W1
66
V16 V16 = Q16/ C15
14
V3
V3 = Q3/ C3
51
VL10 = VL9 + V10
V 累到 10
15
QL3 = QL1 + Q3
Q 累计到 3
52
C13 C13 = 已知条件 ! C13 的数值
16
VL3 = VL1 + V3
V 累计到 3
53
D12 = 已知条件 ! D12 的数值
17
C5
C5 = 已知条件 ! C5 的数值
54
Q12 Q12 = QL10 3 D12/ (1 - D12)
18
C8
C8 = 已知条件 ! C8 的数值
55
QL12 = QL10 + Q12
第五章第三节 工艺平衡计算 简明版

3)总体物料的平衡要求 局部环节允许有0.3%~1%的误差。
4) 计算结果的有效数字 ▪ 有效数字保留到小数点后4位 5)浆料与白水的相对密度 浆料与白水的相对密度可看作是水的相对密
度
▪ 4. 物料(浆水)平衡明细表 ▪ 包括物料平衡明细表和物料平衡总表
▪ 物料平衡明细表:进出某一单元(设备) 的浆与水等的数量。
V3=V2+Vw1-V ω3= m3/(V3ρ)
(3)螺旋输送机
Vw包括:A.加热冷凝水,取:900L; B.碱液,用碱量取:1.5%.碱浓度为:20g/L; C.水.
(4)碱处理塔
(5)2#真空洗浆机
(6)螺旋输送机
(7)漂白塔
(8)3#真空洗浆机
3)筛选工段 已知筛选总损失率:2.0% (对进一段CX筛浆量) 一段CX筛进浆浓度:1.0% 进一段CX筛绝干纤维量:
▪ 分母为浆料或白水总量,以“kg或L”为单 位,
▪ 分子为绝干纤维量,以“kg”为单位,
▪ 其侧面所示的为浆料或白水的浓度,以 “%”为
3.浆水平衡计算的注意事项
1) 可视为清水的溶液或乳液 (1)制浆过程中添加的助剂、漂白生产过
程加入的漂液及抄纸过程中添加量较少的 助剂。 (2)明矾溶液,施胶用溶液或乳液。 2)可视为纤维的物料 (1)填料可将其绝干量视为纤维。 (2)抄纸过程中加入量较大能留在纸页中 的功能助剂。
4.绘制浆水平衡图(图6-2) 二、碱回收过程的物料平衡计算(课下自 学)
课下作业2
栏边喷水 洗网水
流浆箱
m1 1
v 3 v1
长网部
v4 m
v
真空箱
m2 2 浓
v2
白
水
池
浆水平衡计算过程
高压洗网 洗毛布水
200
入网坑水
量
总用清水
量
其中直排
清水量
313.69 未计药液 0.144 49.1 116.7 349.7
36
纸机日产量=60VBmqK1K2K3/109 (t/d) 其中V—工作车速,m/min
Bm—抄宽,Bm=B+2e,mm q—定量, g/m2 K1—纸机抄造率,取97% K2—成品率,取93% K3—纸机每天有效工作时间,22.5小时 日产量=60×243×2900×350×97%×93%×22.5/109=300( t /d) 日产量=60×141×2900×600×97%×93%×22.5/109=300( t /d) 除开涂料后的纤维产量为300×(1-8.6%)=274 每小时产量=274/22.5=12.2t/h 每吨纸需要的喷水量(m3/t纸)=喷水量(m3/h)/每小时产量(t/h) 再回到真空伏辊的平衡计算, 伏辊水封水W6=1.7/12.2=0.139(m3/t纸)=1390(kg/t纸),是辊内喷水,进入真空泵系统. 所以Q14=G14/C14=41.6084/10%=416.084 因Q13+W6=Q14+Q15+Q10
G10/Q10/C10
G11/Q11/C11
压榨部
伏损池
G9/Q9/C9
前干燥部 已知: G9=918.4411,Q9=2040.9802,C9=45%,C10=20%,
第 3 页,共 13 页
压榨部湿损纸率d3=0.5%,压榨部带出纸料率d4=0.15%.
压榨部湿损纸量G11=纸机抄造量G1/抄造率K2×d3=989.2473/97%×0.5%=5.0992
第 7 页,共 13 页
制浆造纸浆水平衡计算过程
浆水平衡计算过程【说明】以一吨成品纸为计算基准,单位为kg 从成品按流程顺序逆向推算1、复卷完成部已知:成纸水分=7%V0=1000.0000Q0=930.0000C0=C1=C2=93%成品率=95%201V1=V2-V0=1052.6316-1000.0000=52.6316Q2=V2×C2=1052.6316×93%=978.9474Q1=Q2-Q0=978.9474-930.0000=48.94742、压光卷取部从进入干燥部后都可以视为干损纸,所有干损纸都算在卷取部,所有湿损纸都算在真空伏棍处已知:Q2=978.94742=1052.63162=C3=C4=93%抄造率=k2=97%干湿损纸比率为1:1 设x= =1085.1872抄造量(V2)抄造率(k2)抄造损纸量为1085.1872-1052.6316=32.5556干损纸量V 3=32.5556×50%=16.2778Q 3=V 3×C 3=16.2778×93%=15.1384Q 4=Q 3+Q 2=15.1384+978.9474=994.0858V 4=V 3+V 2=16.2778+1052.6316=1068.90943、后干燥部进后干燥部纸页干度C 5=55% 4=994.0858 4=1068.9094 4=93%54 V 5=Q 5/C 5=994.0858/55%=1807.4287W 1=V 5-V 4=1807.4287-1068.9094=738.51934、表面施胶部干度C 6=80% 5=994.08585=1807.4287 5=55%65 V 6=Q 6/C 6=994.0858/80%=1242.6073W 2=V 5-V 6=1807.4287-1242.6073=564.82145、前干燥部C 7=43% 6=994.0858 6=1242.6073 6=80%76 V 7=Q 7/C 7=994.0858/43%=2311.8274W3=V 7-V 6=2311.8274-1242.6073=1069.22016、压榨部:出伏辊时纸页干度为C 8=20% 7=994.0858 7=2311.8274 7=43%0.2%(相对成品量) 计算:压榨白水纤维损失量Q 9=0.2%×Q 0=0.2%×930.0000=1.8600 Q 8=Q 7+Q 9=994.0858+1.8600=995.9458V 8=Q 8/C 8=995.9458/20%=4979.7290V 9=V 8-V 7=4979.7290-2311.8274=2667.9016C 9=Q 9/V 9=1.8600/2667.9016=0.0697%7、真空伏辊已知:水封槽白水纤维损失量1%(相对成品量)Q 8=995.9458V 8=4979.7290W 4=500.0000W5=2000.0000切边损失纸页干度C13=20%切边宽度2×50mm湿损纸纸页干度C12=20%出伏辊时纸页干度C8=20%进伏辊时纸页干度C10=14%横向收缩率ε=2%抄宽Bm=2680mm干湿损纸比率为1:1123湿纸页宽度Bn=Bm/(1-ε)=2680/(1-2%)=2735mm单位长度湿纸页的纤维量为G=(Q8+Q12)/Bn所以切边损失量Q13=2×50×G=2×50×(995.9458+15.1384)/2735=36.9683 Q11=1%×Q0=1%×930.0000=9.3000Q10=Q11+Q12+Q13+Q8=9.3000+15.1384+36.9683+995.9458=1057.3525 V13=Q13/C13=36.9683/20%=184.8415V12=Q12/C12=15.1384/20%=75.6920V10=Q10/C10=1057.3525/14%=7552.5179V11=V10+W4+W5-V12-V13-V8=7552.5179+500.0000+2000.0000-75.6920-184.8415-4979.7290 =4812.2554C11=Q11/V11=9.3000/4812.2554=0.1933%8、真空吸水箱已知:水封槽白水中纤维损失量3%(相对成品量) W 6=500.0000Q 10=1057.3525V 10=7552.5179C 10=14%进真空吸水箱纸页干度C 14=2%计算:150 Q 14=Q 15+Q 10=27.9000+1057.3525=1085.2525 V 14=Q 14/C 14=1085.2525/2%=54262.6250 V 15=V 14+W 6-V 10=54262.6250+500.0000-7552.5179=47210.1071 C 15=Q 15/V 15=27.9000/47210.1071=0.0591%9、成形板案板已知:白水纤维损失量30%(相对成品量) 上网浓度C 15=0.7%W7=2000.0000Q14=1085.2525V14=54262.6250C14=2%计算:Q16=30%×Q0=30%×930.0000=279.0000Q15=Q16+Q14=279.0000+1085.2525=1364.2525V15=Q15/C15=1364.2525/0.7%=194893.2143V16=V15+W7-V14=194893.2143+2000.0000-54262.6250 =142630.5893C16=Q16/V16=279.0000/142630.5893=0.1956%。
工艺设计浆水平衡
摘要要完成了30t/日(70g/m2)胶版纸造纸车间的初步设计。
首先对设计方案论证,确定工艺参数,根据所选的参数进行浆水平衡计算,然后根据计算的结果并结合工厂的生产实践进行设备选型,根据选型的结果进行绘制车间平面布置图, ,最后进行经济概算,并给出了工艺流程图。
设计中采用了ZW24型1760纸机,设计车速为200m/min。
为了便于纸机的运行,车间的设计采用了两层布置,面积为2991.4m2,其中长127.3m,宽18 m。
工艺方面,采用了20%麦草浆、30%阔叶浆和50%针叶浆三种原料进行抄造,并进行了打浆、AKD中性施胶、加填、和表面施胶等。
设计的总投资为3866.61万元,回收期为4.8年。
关键词:胶版纸造纸车间工艺平衡计算车间平面布置前言 (1)1.总论 (2)1.2设计范围 (2)1.3设计指导思想 (2)2.工艺论证及流程设计 (3)2.1技术指标 (3)2.2纤维原料的选择与配比 (4)2.3打浆工艺 (5)2.3辅料的选择 (6)2.3.1施胶剂的选择 (6)2.3.2干强剂的选择 (7)2.3.3助留剂的选择 (7)2.3.4填料的选择 (7)2.3.5调色剂的选择 (8)2.3.6表面施胶剂选择 (9)2.3.7辅料的使用及加入方式 (9)2.4供浆系统 (10)2.4.1浆料混合 (10)2.4.2浆料贮存 (10)2.4.3冲浆稀释 (11)2.4.4浆料净化筛选 (12)2.5网部 (12)2.6压榨部 (13)2.7干燥部 (13)2.8白水回收 (13)2.9损纸的处理 (14)2.10工艺方框流程图 (15)3.浆水平衡 (15)3.1注意事项及工艺参数 (15)3.2浆水平衡计算 (18)3.3浆水平衡收支总表 (30)4.设备选型计算 (31)4.1打浆工段 (31)4.1.1打浆设备 (31)4.1.2辅助设备 (33)4.2抄纸工段 (42)4.2.1纸机选型 (42)4.2.2网案非标池系列 (44)4.2.3非真空泵系列 (46)4.2.4三段通汽设备系列 (47)4.2.5真空泵系列 (47)4.3完成工段 (49)4.3.1七辊压光机 (49)4.3.2圆筒卷纸机 (49)4.3.3复卷机 (49)4.3.4打包机 (49)4.3.5电动葫芦 (50)4.3.6其它设备 (50)4.4白水回收 (50)4.4.1气浮池 (50)4.4.2溶气罐 (50)4.4.4清水池 (51)4.4.5射流器 (51)4.5辅料工段 (52)4.5.1填料贮存槽 (52)4.5.2填料泵 (52)4.5.3淀粉糊化槽 (52)4.5.4电动葫芦 (52)4.5.5P V A胶液槽 (52)4.5.6淀粉胶液槽 (52)4.5.7胶液高位槽 (53)4.5.8胶液混合贮槽 (53)5.车间布置设计 (53)5.1车间设备布置原则 (53)5.2生产设备布置设计的步骤与注意事项 (53)5.2.1步骤 (53)5.2.2注意事项 (54)5.3车间跨度及高度的确定 (54)5.3.1确定的原则 (54)5.3.2跨度与高度 (54)6.经济概算 (55)6.1固定资产投资 (55)6.1.1土建部分 (55)6.1.2设备部分 (56)6.1.3其他费用 (56)6.2成本核算 (57)6.2.1构成产品的直接费用 (57)6.2.2成本回收年限 (59)总结 (59)参考文献 (60)随着经济的快速发展,书刊需求量急增,全国各地不同程度地存在购书难的现象,为此1983年国务院发出《关于加强出版工作的决定》的通知。
纸板厂设计中的浆水平衡计算
纸板厂设计中的浆水平衡计算李录云【摘要】以某纸板生产线项目的设计为例,对浆水平衡在纸板生产线设计方案制定中所起的作用进行了探讨.%Taking a paperboard project as example,the importance of the calculation of the balances of pulp and water to the determination of the capacity and the design improvement in pulp and paper industry was illustrated in this paper.【期刊名称】《中国造纸》【年(卷),期】2013(032)006【总页数】6页(P40-45)【关键词】浆水平衡;纸板;产品品种;定量【作者】李录云【作者单位】武汉凯迪研究总院,湖北武汉,430223【正文语种】中文【中图分类】TS78在设计造纸生产线的过程中,浆水平衡计算的结果为生产流程的优化、设备选型、管道计算、管件选择等提供理论依据,进而会影响到项目的经济性与合理性[1]。
可以说,浆水平衡计算贯穿于整个设计项目的生命周期,包括项目的策划、建设、运行、改造直至结束[2]。
浆水平衡计算说起来是一个非常庞大和繁杂的内容。
笔者以某纸板生产线项目在策划阶段所进行的浆水平衡计算工作为例,来谈谈浆水平衡计算对项目前期的影响。
1 项目条件本项目位于我国的东部地区,拟建设一条产能为25 万t/a、产品为白纸板的生产线。
主要原料为漂白商品木浆、日本废纸(以下简称日废)、混合废纸以及旧报纸。
产品定量200 ~450 g/m2,产品的品种是白底白纸板和灰底白纸板两种,根据市场变化进行灵活调整。
2 项目分析项目的主要难点在于产能大,原料、产品品种及定量多样。
因此,首先要分析纸板各层原料使用状况;接下来要计算每种产品在不同情况下原料的使用量;根据原料的使用量来确定制浆车间各系统的生产能力;再根据各系统的生产能力分析及优化方案。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
W8=10.5/12.2=0.8606(m3/t纸)=860.6557 G17=d7×G16,而G16=G13+G17 所以G16=G13/(1-d7)=969.4444/(1-2.55%)=994.8117
Q16=G16/C16=39792.4679
G17=d7×G16=2.55%×994.8117=25.3677
G1=Q1×C1=989.2473
G2=Q2×C2=69.2473
G0=Q0×C0=920.0000 2、压光、卷取部平衡
涂布机
G3/Q3/C3
压光、卷取部
G4/Q4/C4 干损纸水力碎浆机
G1/Q1/C1
复卷机或切选 已知: G1=989.2473, Q1 =1075.2688, C1=92% ,C3=C4=92%
计算喷水量: 1、已知喷水管的喷孔孔径和喷水压力时
W= nπ/4•d2•3600μ√2gH
其中 W —n个孔喷出的水量,m3/h n—喷水孔个数
d —孔径,m
μ —流量系数,取0.6
H —喷水管的压力,m水柱
g—重力加速度,m/s2,9.81
2、已知清水管的内径(水管无喷孔)和喷水管压力时
W =π/4•d2u•3600 其中 W —每一根水管的水量,m3/h
第 7 页,共 13 页
Q15=Q13+W6-Q14-Q10=9694.444+1390-416.084-4624.6385=6043.7215 C15=G15/Q15=2.9083/6043.7215=0.04812%9、真空Fra bibliotek水箱平衡 脱水板
G16/Q16/C16
W7
G17/Q17/C17
水封水 伏损池
设湿损纸的平均干度为C11=30%,
Q11=G11/C11=16.9974
压榨部带出纸料量G12=G10×d4
G10=G9+G11+G12, G10=(G9+G11)/(1-d4)=(918.4411+5.0992)/(1-0.15%)=924.9277
G12=G10×d4=1.3874
Q10=G10/C10=4624.6385
设施胶剂回流量为其加如量的10%, W4=10%W3
则有 W3-W4=90%W3=460.0000
W3=511.1111, W4=51.1111
G8=G7=918.4411
Q8=Q7-460.0000=1021.3566, C8=G8/Q8=89.92% 6、前干燥部平衡
压榨部
G9/Q9/C9 前干燥部
第 8 页,共 13 页
所以G18=G16/(1-d8)=994.8117/(1-30%)=1421.1596 Q18=G18/C18=473719.8571 G19=d8×G18=30%×1421.1596=426.3479 Q19=Q18-Q16=433927.3892 C19=G19/Q19=0.09825% 11、流浆箱平衡
W5 蒸发水量
G8/Q8/C8
表面施胶机 已知: G8=918.4411,Q8=1021.3566,C8==0.8992%,C9=45%
有G9=G8=918.4411, Q9=G9/C9=2040.9802
W5=Q9-Q8=1019.6236 7、压榨部平衡
真空伏辊
G12/Q12/C12 压榨白水排地沟
第 4 页,共 13 页
伏辊脱水时会带走纸料进入真空泵,带出纸料率为d6=0.3%,即 G15=d6×G13=0.3%G13 对伏辊进行纸料平衡:
G13=G14+G15+G10=3.24%G13+10.1984+0.3%G13+924.9277 G13=(10.1984+G8)/(1-X-d6)=(10.1984+924.9277)/(1-3.24%-0.3%)=969.4444 G14=3.24%×969.4444+10.1984=41.6084 G15=0.3%×969.4444=2.9083 Q13=G13/C13=9694.444
Q12=Q10-Q9-Q11=2566.6609
C12=G12/Q12=0.05405% 8、真空伏辊平衡
真空吸水箱
G13/Q13/C13
W6
伏辊水封水
真空伏辊
G10/Q10/C10
伏损池(纸边和湿损 G14/Q14/C14 纸)
伏辊真空泵 G15/Q15/C15
压榨部 已知: G10=924.9277 ,Q10=4624.6385,C10=20%,C13=C14=10%, 真空伏辊湿损纸率d5=1.0%,真空伏辊带出纸料率d6=0.3%. 计算冲边量: 湿纸幅宽Bn =( B+2e1)/(1-ε ) +2e2 其中B—成纸净纸宽,m
G3=G1+G4=1004.5449
Q3=G3/C3=1091.8966
Q4=G4/C4=16.6278 3、涂布机平衡
后干燥部
G5/Q5/C5
G6/Q6/C6 涂料
涂布机
W1 蒸发水量
G3/Q3/C3
压光机 已知: G3=1004.5449 ,Q3=1091.8966,C3=92%, C5=90%,C6=60%
Q17=Q16+W7-Q13=30507.6139
C17=G17/Q17=0.08315% 10、脱水板平衡
流浆箱
网部喷水
G18/Q18/C18
w9
w9
网坑
脱水板
G19/Q19/C19 机外白水池
G16/Q16/C16
真空吸水箱 已知:G16=994.8117,Q16=39792.4679,C16=2.5%,C18=0.3% 案辊白水带出纸料率d8=30% W9=106.4/12.2=8.7217(m3/t纸)=8721.7213 G19=d8×G18,而G18=G16+G19
u — 设定的水的流速,m/s
第 5 页,共 13 页
序号 1 2 2
3 4 5 6 7
8 9 10 9 11 12 13
14
喷水管名 压力(m 母管径/孔径 称 水柱) (mm)
孔个数
水管根 流速取值 合计喷 数 (m/s) 水量
备注
流箱喷雾 40
42/¢3
设15
5
3m23./0h8
5个流箱
胸辊处扇
水管
水针喷水 170
18/¢0.7
3
3
0.144
入伏损池
真空伏辊 水封水
40
26.75
1
1.5
1.7 入真空泵系统
一压榨沟
纹辊高压 170
软管42
3
排掉
喷水
大辊(盲
孔辊)压 30
33.5
4
8
排掉
榨辊入水
毛布吸水 箱喷水管
30
60/¢1.5
设30
12
33.3 入毛布真空泵
高压洗毛 布喷水
170
软管42¢1
浆水平衡计算过程
说明: 1、以1吨成品纸为计算基础,单位为千克.
2、填料视为纸料。 3、胶料和助剂等视为清水。 4、G/Q/C表示:绝干纸料质量(Kg)/纸料的容积(Kg)/纸料的浓度(%)。 计算:
1、复卷或切选平衡
卷纸机
G1/Q1/C1
复卷机或切选
G2/Q2/C2 干损纸水力碎浆机
G0/Q0/C0
G6=60/250×G3=0.24×1004.5449=241.0908,
Q6=G6/C6=143.5064
G5=G3-G6=918.4411
Q5=G5/C5=1020.4901
W1=Q5+Q6-Q3=72.0999
4、后干燥部平衡
表面施胶机
G7/Q7/C7
W2
后干燥部
蒸发水量
G5/Q5/C5
涂布机 已知: G5=918.4411 ,Q5=1020.4901,C5=90%, C7=62% G7=G5=918.4411 Q7=G7/C7=1481.3566 W2=Q7-Q5=460.8665 5、表面施胶机平衡
入网坑,但其中1根
形喷水
40
60/¢1.5
设30
5
16
入伏损池
低压扇形
喷水
30
60/¢1.5
设30
26
72.23
入网坑
喷淋淀粉
管
40
32/¢2.4
4
14.4
2升/分.孔
高压针形
入网坑,但其中二
洗网喷水 250
设30
8
28.5
根入伏损池
真空吸水
箱引水喷 40
1.5
相当于2个 33
4.997 入真空泵系统
30
面积
24m2.)
16 辅料制备 30
17
搅拌器水 封水管
30
15
18 泵水封水 30
15
15
回用
7
回用
1.5
7.6
0.95/台,排掉
1.5
17
0.95/台,排掉
19
真空泵工 作水管
30
70(3个)、 50(4个)
20.8× 1.5 3+10.6× 循环回用
4=104.8
20 合计
其中:水 针水
160
G10/Q10/C10
G11/Q11/C11
压榨部
伏损池
G9/Q9/C9
前干燥部 已知: G9=918.4411,Q9=2040.9802,C9=45%,C10=20%,
第 3 页,共 13 页
压榨部湿损纸率d3=0.5%,压榨部带出纸料率d4=0.15%.