个别托盘制作及边缘整塑75页PPT
合集下载
tray盘制作PPT幻灯片
19
PET形狀
PET覆膜平片
普通片材
有色PET小条子
PET平片
PET卷材
20
PET材質成分及性能報告
性能
數值/單位(國際單位制)
熔流率
2.8g/10Min
比重
1.4
拉伸屈服強度
148 Mpa
拉伸斷裂強度
17 Mpa
斷裂伸長率
40%
拉伸模量
1600 Mpa
缺口衝擊強度@23℃
75 j/m
維卡軟化點
•
• 一、PVC片材韌性較高,不易燃燒,燃燒時會產生氯氣,對環境造成一定影響,PVC易熱合,可採用 封口機和高周波封邊,是生產透明吸塑製品的主要原料。 PVC片材是一種用途廣泛而深受歡迎的材料, PVC膠片可以分為環保及不環保兩種,可以製成透明、彩色、防靜電、鍍金、植絨等各種吸塑包裝製 品,其特點主要透明度高、表面光澤好、晶點少、水紋小、用途廣、耐衝擊性強、並且易於成型,產 品廣泛用於玩具、食品、電子產品、醫藥、電器、禮品、化妝品、文具等產品外包裝。 二、PS硬片 密度低,韌性差,易燃燒,燃燒時會產生苯乙烯氣體(屬有害氣體),所以一般用來生產各種工業用 的吸塑託盤。PS片材是近年發展起來的新型環保包裝材料,憑著其優良熱成型性能,良好的環保性能 及衛生性能,廣泛應用於醫藥、食品、玩具、電子。
較強的衝擊強度和韌度 無毒、無味、無臭
較多
PP PVC
聚丙烯 聚氯乙烯
延伸性良好、較軟
無毒、無味、無臭
少用
較強的衝擊強度和韌度 無毒、無味、無臭 少用或不用
3
吸塑產品價格決定因素:
吸塑的單價=產品材料成本+能耗+人工及運輸+利潤
能耗:吸塑是通過熱加工的,耗電能相對其他行業較大,大致為產品材料成本的8% 人工:吸塑主要靠機器生產,人工較少,大致為產品材料成本的10% 運輸:根據客戶離本廠距離而定。 利 吸潤塑:製吸品塑單廠價的的純高利低潤跟一以般下很因低素,有關12:%-吸20塑%。製品的長、寬、高和吸塑成型的複雜程度; 所用材料的類型、厚度和顏色;吸塑產品的後道加工工藝(折邊、打孔、封邊等)、訂 單數量和訂單週期。
PET形狀
PET覆膜平片
普通片材
有色PET小条子
PET平片
PET卷材
20
PET材質成分及性能報告
性能
數值/單位(國際單位制)
熔流率
2.8g/10Min
比重
1.4
拉伸屈服強度
148 Mpa
拉伸斷裂強度
17 Mpa
斷裂伸長率
40%
拉伸模量
1600 Mpa
缺口衝擊強度@23℃
75 j/m
維卡軟化點
•
• 一、PVC片材韌性較高,不易燃燒,燃燒時會產生氯氣,對環境造成一定影響,PVC易熱合,可採用 封口機和高周波封邊,是生產透明吸塑製品的主要原料。 PVC片材是一種用途廣泛而深受歡迎的材料, PVC膠片可以分為環保及不環保兩種,可以製成透明、彩色、防靜電、鍍金、植絨等各種吸塑包裝製 品,其特點主要透明度高、表面光澤好、晶點少、水紋小、用途廣、耐衝擊性強、並且易於成型,產 品廣泛用於玩具、食品、電子產品、醫藥、電器、禮品、化妝品、文具等產品外包裝。 二、PS硬片 密度低,韌性差,易燃燒,燃燒時會產生苯乙烯氣體(屬有害氣體),所以一般用來生產各種工業用 的吸塑託盤。PS片材是近年發展起來的新型環保包裝材料,憑著其優良熱成型性能,良好的環保性能 及衛生性能,廣泛應用於醫藥、食品、玩具、電子。
較強的衝擊強度和韌度 無毒、無味、無臭
較多
PP PVC
聚丙烯 聚氯乙烯
延伸性良好、較軟
無毒、無味、無臭
少用
較強的衝擊強度和韌度 無毒、無味、無臭 少用或不用
3
吸塑產品價格決定因素:
吸塑的單價=產品材料成本+能耗+人工及運輸+利潤
能耗:吸塑是通過熱加工的,耗電能相對其他行業較大,大致為產品材料成本的8% 人工:吸塑主要靠機器生產,人工較少,大致為產品材料成本的10% 運輸:根據客戶離本廠距離而定。 利 吸潤塑:製吸品塑單廠價的的純高利低潤跟一以般下很因低素,有關12:%-吸20塑%。製品的長、寬、高和吸塑成型的複雜程度; 所用材料的類型、厚度和顏色;吸塑產品的後道加工工藝(折邊、打孔、封邊等)、訂 單數量和訂單週期。
托盘培训课件(PPT 30页)

重托(肩上托法)
• 左手托盘,左手向上弯曲,手肘离腰部约15cm; 小臂与身平行,掌心折掌向上,掌略高于肩 2cm;
• 五指自然张开,大拇指指向左肩,其余四指向 左上方分开;五指和掌根掌握托盘平衡,并使 重心落于掌心,或掌心 稍向里侧。
使用托盘的基本步骤:
理盘
装盘
起盘
行走
卸盘
▪理盘:
根据装运物品选择合适的托盘, 洗净擦干,保持干净。如不是防滑则在盘 内垫上洁净的垫布(垫布用清水沾湿拧干 再使用效果更好)。铺平拉齐,这样既整 洁美观又可使盘内物品不滑动。
2、在端着托盘的行走过程中,两眼要目视前方,另一 手自然摆动或放在背后,或贴于腰间;
3、在行走过程中,遇有客人从对面走来,应主动避让, 并致以问候;
4、使用托盘进行上菜服务时,应事先对客人进行提醒, 避免汤汁洒到客人身上;
5、在托盘行进中,要始终保持轻松和湿度微笑。 6、用轻托的方式给宾客斟酒时,要随时调节托盘重心, 使之落在手指控制范围之内。
装盘:根据物品形状、体积、使用先后顺序
等,进行合理装盘 。
原则:
1、将较重、较高的物品放在托盘里挡,较轻、 低矮物品摆在托盘外挡; 2、流质菜摆中间,成形菜摆两头或四周。 3、先用的物品摆前边或上边,后用的物品摆 后边或下面。
要求:托盘内的物品重量分布均衡,
重心靠近身体。
起盘
要领: 1、装盘后,应将左脚向前一步,上身前倾,将左手掌置于 工作台面上方 ,掌心向上。 2、用右手将托盘拉出台面_2/3,然后将左手托住盘底,掌 心位于底部中间,右手握住托盘边。 3、在右手的帮助下用力将托盘托起,待左手掌握好重心后, 右手即放开。 4、如托盘较重,则先屈膝,双腿用力,使托盘上升,然 后用手掌托住盘底
新编2塑料成型方法及工艺过程精选文档精选文档PPT课件

成型周期短 ,生产效率高,易于实现全自动化生产 ; 能一次成型形状复杂、尺寸精确、带有金属或非金属嵌件的
塑料制件; 对成型各种塑料的适应性强,到目前为止,几乎所有的热塑
性塑料及一些热固性塑料均可用此方法成型; 注射成型的设备价格及模具制造费用较高,对于单件及小批
量的塑料件生产不宜采用此法 。
22.11.2020
22
3.压注成型特点及应用
优点: (1)可以成形较复杂的塑件。 (2)制件质量高。 (3)生产效率高。 (4)模具的磨损较小。
缺点:(1)所用模具结构较复杂,模具制造成本高。 (2)成型塑料浪费较大 (3)塑件因有浇口痕迹,使修整工作量增大。
22.11.2020
23
(四) 挤出成型工艺
22.11.2020
17
压缩成型原理图
1-凸模固定板;2-上凸模;3-凹模; 4-下凸模;5-凸模固定板;6-下模座板
22.11.2020
18
2.压缩成型工艺过程 压缩成型工艺过程包括压缩成型前的准备、压缩成
型和后处理等。其工艺流程如图所示。
22.11.2020
19
3.压缩成型特点:
优点:(1)模具结构比较简单。 (2) 压力损失小,有利于流动性差的塑料成型。 (3) 可以生产一些流动性很差、面积很大、厚度较
步骤如图所示:
22.11.2020
13
(3)塑件后处理。由于塑化不均或由于塑料在模具型腔中的结 晶、定向和冷却不均匀及金属嵌件的影响、塑件的二次加 工不当等原因,塑件内部不可避免地存在内应力。而内应
力的存在往往导致塑件在使用过程中产生变形或开裂。为 了解决这些问题,根据塑料的特性和使用要求,可对塑件 进行退火处理或调湿处理
③注射压力损失大:很大一部分压力用在压实固体塑料和克 服塑料与料筒摩擦。
塑料制件; 对成型各种塑料的适应性强,到目前为止,几乎所有的热塑
性塑料及一些热固性塑料均可用此方法成型; 注射成型的设备价格及模具制造费用较高,对于单件及小批
量的塑料件生产不宜采用此法 。
22.11.2020
22
3.压注成型特点及应用
优点: (1)可以成形较复杂的塑件。 (2)制件质量高。 (3)生产效率高。 (4)模具的磨损较小。
缺点:(1)所用模具结构较复杂,模具制造成本高。 (2)成型塑料浪费较大 (3)塑件因有浇口痕迹,使修整工作量增大。
22.11.2020
23
(四) 挤出成型工艺
22.11.2020
17
压缩成型原理图
1-凸模固定板;2-上凸模;3-凹模; 4-下凸模;5-凸模固定板;6-下模座板
22.11.2020
18
2.压缩成型工艺过程 压缩成型工艺过程包括压缩成型前的准备、压缩成
型和后处理等。其工艺流程如图所示。
22.11.2020
19
3.压缩成型特点:
优点:(1)模具结构比较简单。 (2) 压力损失小,有利于流动性差的塑料成型。 (3) 可以生产一些流动性很差、面积很大、厚度较
步骤如图所示:
22.11.2020
13
(3)塑件后处理。由于塑化不均或由于塑料在模具型腔中的结 晶、定向和冷却不均匀及金属嵌件的影响、塑件的二次加 工不当等原因,塑件内部不可避免地存在内应力。而内应
力的存在往往导致塑件在使用过程中产生变形或开裂。为 了解决这些问题,根据塑料的特性和使用要求,可对塑件 进行退火处理或调湿处理
③注射压力损失大:很大一部分压力用在压实固体塑料和克 服塑料与料筒摩擦。
塑料个别托盘的制作及应用
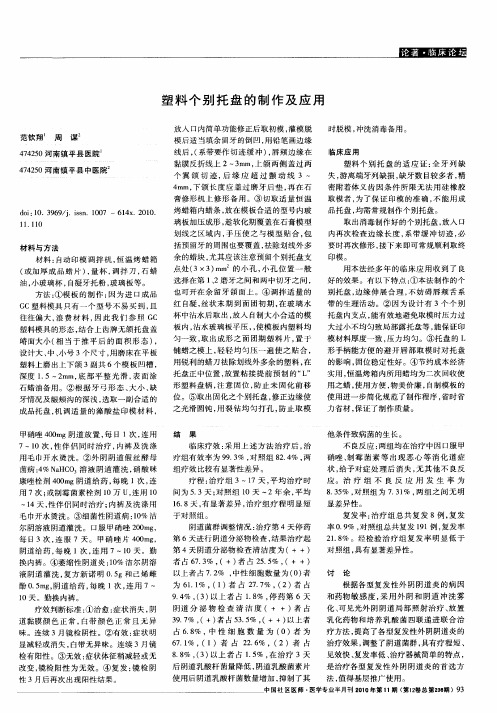
放 入 口 内简 单 功 能 修 正 后 取 初 模 ,灌 模 脱 模后适 当填余 留牙 的倒 凹 ,用铅笔画边缘 线后 ,(系带要作切 迹缓 冲),唇颊 边缘在 黏膜反折线上 2~3mm,上颌 两侧 盖过 两 个 翼 颌 切 迹 ,后 缘 应 超 过 颤 动 线 3 — 4mm,下 颌 长 度 应 盖 过 磨 牙 后 垫 ,再 在 石 膏修形机上 修形 备用 。③切 取适 量恒 温 烤蜡箱 内蜡条 ,放在模板合适 的型号内玻 璃板加压成形 ,趁软化期覆盖 在石膏模 型 划线之 区域 内 ,手 压使 之与模 型贴 合 ,包 括 预 留 牙 的 周 围 也 要 覆 盖 ,祛 除划 线 外 多 余 的蜡块 ,尤其应该 注意预留个 别托盘支 点 处 (3×3)mm 的 小 孑L,小 孔 位 置 一 般 选 择 在 第 1、2磨 牙 之 间和 两 中切 牙 之 间 , 也 可开在余 留牙颌 面上 。④ 调拌适 量 的 红 自凝 ,丝状末 期 到面 团初期 ,在玻 璃 水 杯 中沾水后取 出 ,放入 自制大小合适 的模 板 内 ,沾水玻璃板平压 ,,使模板 内塑料 均 匀一致 ,取 出成 形之 面 团期 塑料 片 ,置 于 铺蜡之模 上 ,轻 轻均 匀压一 遍使 之贴 合 , 用锐利 的蜡 刀祛 除划 线外 多余 的塑料 ,在 托 盘 正 中位 置 ,放 置 粘 接 提 前 预 制 的 “L” 形 塑 料 盘 柄 ,注 意 固位 ,防 止 未 固 化 前 移 位 。⑤取 出固化之个别托盘 ,修正边缘使 之光滑 圆钝 ,用 裂钻均 匀打 孔 ,防止 取模
取 出消毒制作好 的个别托盘 ,放入 口 内再次检查边 缘 长度 ,系带缓 冲切 迹 ,必 要时再次修形 ,接下来即可常规顺利取终 印 模 。
用本法经多 年 的临床应 用收 到 了 良 好的效果。有以下特点 :①本法制作 的个 别托盘 ,边缘 伸展 合理 ,不妨 碍唇颊 舌 系 带的生理活动 。② 因为设计 有 3个 个别 托 盘 内 支 点 ,能 有 效 地 避 免 取 模 时压 力 过 大过小不均匀致局部露托盘等 ,能保证 印 模 材料厚度一致 ,压力 均匀 。③托 盘的 L 形手柄能方便 的避开 唇部取 模 时对 托盘 的影响 ,固位稳定性好 。④节约成本经济 实用 ,恒温烤箱 内所用蜡均为二次 回收使 用 之蜡 ,使用方程序 ,省时省 力 省材 ,保证 了制作质量 。
个别托盘的制作(精)

(五)模型后堤区的处理
1.上颌后堤区
2.下颌后堤区
• 下颌后堤区位于下颌两侧磨牙后垫区,在下颌磨 牙后垫前1/3或1/2处用蜡刀刻出深、宽各0.5~ 1mm的沟,使义齿舌侧倒凹区、上颌结节和上 颌硬区 • 填倒凹的材料为人造石,其颜色要与模型材料不 同,以便于识别
2.垂直距离恢复不正确的影响
(1)垂直距离恢复得过大:
表现为:面部下1/3距离增大、上下唇张开,勉强 闭合上下唇时,颏唇沟变浅,颏部皮肤呈 皱缩状,肌张力增加,容易出现肌疲劳。 若制成全口义齿,则义齿的高度偏大,肌 张力增大可使牙槽嵴加速吸收。 相撞声,常需大张口进食,义齿容易脱位。而且咀嚼效 能有所下降。
2. 取印模
• 上下颌印模制取完成并经检查符合要求后, 用雕刻刀修去印模外围过多的印模膏,在印 模的组织面和边缘均匀刮除2mm左右厚的印 模膏。并消除倒凹,制成个别托盘。
3、检查印模
• 印模必须清晰、光滑、完整.不与托盘分离,如有 气泡或缺损,应用弹性印模材料或蜡予以填补 • 印模边缘应圆钝。厚度为2—3mm • 上颌后缘的伸展与后颤动线一致 • 下颌后缘盖过磨牙后垫,远中舌侧边缘向远中伸 展到下颌舌骨后间隙,下缘应跨过下颌舌骨嵴
2.模型灌注
• 选择阴模上高而开阔处,放入少量调拌均匀的人造石或 石膏,将阴模置于振荡器上震动 • 若无振荡器,则手持托盘柄在橡皮碗的碗边上轻轻敲击 震动 • 边震动边灌注,使人造石或石膏由高处流至阴模全部 • 不要将大量的人造石或石膏直接倾注在印模的低凹部分, 以免空气排溢不畅而形成气泡
3.模型加底座
咬合位垂直距离 =息止颌位垂直距离-2mm
例如:下颌在息止颌位时,鼻底到颏底距离 为69mm,减去2mm 值,垂直距离为67mm。
第三章 全口义齿印模制取及颌位关系记录

蜡片 自凝材料 光固化材料 ❖恒基托 最终病人戴入口中
热凝材料
终模型上完成的 托
第三节 颌位关系记录
托牙基底板的做法:紧密贴合 埋增力丝 自凝塑料暂基托的做法:填倒凹 粘丝期 2mm 光固化塑料暂基托的做法: 填倒凹 光固化
终模型上完成的 托
牙合 托的制作
1、准备工作
1.1材料
红蜡片、分离剂、石膏强化 剂、实验无牙牙合模型
第一节 无牙颌印模
三、制取终印模
用个别托盘取第二次印模作为终印模
第二节 无牙颌模型
模型的概念
无牙颌模型是灌注模型材料于无牙颌印模内形 成的无牙颌阳模
工作模型灌注
1.灌注前印模的准备 检查印模边缘完整无缺;表面印迹清楚光滑; 印模与托盘无分离情况; 冲洗印模上的唾液和水分;
2.材料的选择 树脂基托:熟石膏或硬石膏; 铸造金属基托: 超硬石膏
2、方法步骤 2.4 铺蜡基托
2.4.2 铺基托并压 实边缘
牙合 托的制作
2、方法步骤 2.4 铺蜡基托
2.4.3 去除多余 的蜡片
牙合 托的制作
2、方法步骤 2.4 铺蜡基托
2.4.4 压实蜡片
牙合 托的制作
2、方法步骤 2.4 铺蜡基托
2.4.5 封闭并烫 光边缘
牙合 托的制作
2、方法步骤 2.5 铺蜡牙合 堤
牙合 托的制作
1、准备工作
1.2工具
排牙刀、喷灯、直尺、红蓝 铅、橡皮、喷枪
牙合 托的制作
2、方法步骤 2.1 描记基托范围
牙合 托的制作
2、方法步骤 2.2 涂石膏强固剂
牙合 托的制作
2、方法步骤 2.3 涂分离油
牙合 托的制作
2、方法步骤 2.4 铺蜡基托
热凝材料
终模型上完成的 托
第三节 颌位关系记录
托牙基底板的做法:紧密贴合 埋增力丝 自凝塑料暂基托的做法:填倒凹 粘丝期 2mm 光固化塑料暂基托的做法: 填倒凹 光固化
终模型上完成的 托
牙合 托的制作
1、准备工作
1.1材料
红蜡片、分离剂、石膏强化 剂、实验无牙牙合模型
第一节 无牙颌印模
三、制取终印模
用个别托盘取第二次印模作为终印模
第二节 无牙颌模型
模型的概念
无牙颌模型是灌注模型材料于无牙颌印模内形 成的无牙颌阳模
工作模型灌注
1.灌注前印模的准备 检查印模边缘完整无缺;表面印迹清楚光滑; 印模与托盘无分离情况; 冲洗印模上的唾液和水分;
2.材料的选择 树脂基托:熟石膏或硬石膏; 铸造金属基托: 超硬石膏
2、方法步骤 2.4 铺蜡基托
2.4.2 铺基托并压 实边缘
牙合 托的制作
2、方法步骤 2.4 铺蜡基托
2.4.3 去除多余 的蜡片
牙合 托的制作
2、方法步骤 2.4 铺蜡基托
2.4.4 压实蜡片
牙合 托的制作
2、方法步骤 2.4 铺蜡基托
2.4.5 封闭并烫 光边缘
牙合 托的制作
2、方法步骤 2.5 铺蜡牙合 堤
牙合 托的制作
1、准备工作
1.2工具
排牙刀、喷灯、直尺、红蓝 铅、橡皮、喷枪
牙合 托的制作
2、方法步骤 2.1 描记基托范围
牙合 托的制作
2、方法步骤 2.2 涂石膏强固剂
牙合 托的制作
2、方法步骤 2.3 涂分离油
牙合 托的制作
2、方法步骤 2.4 铺蜡基托
个别托盘的制作及边缘整塑PPT课件
.
57
回切1MM厚度的边缘蜡
.
58
.
59
红膏的使用
.
60
.
61
.
62
.
63
.
64
.
65
.
66
.
67
.
68
.
69
.
70
.
71
.
72
8 要不要边缘整塑?
.
73
讲了这么多,大家觉得个别托盘+边缘整塑 对于获得一个理想的终印模是不是特别重 要,印模是全口义齿的基础,就像盖房子 一样,是地基,取得良好的印模,获得良 好的模型,是制作一副让患者用着舒心的, 医生做着放心的全口义齿的前提。
.
21
6 怎样制作个别托盘?
个别托盘材料:自凝塑料,光固化树脂片 利弊?
.
22
光固化树脂片费用大概在400-500一盒,一盒约50片
.
23
制取初印模:选择合适的成品托盘,利用印模膏获得 较为精确的边缘形态,藻酸盐材料制取初印模,灌注 石膏模型
.
24
.
25
.
26
.
27
1.上颌①唇颊舌侧止于粘膜转折处,以不妨碍唇颊舌 肌的运动做最大伸展
.
6
.
7
.
8
.
9
2 全口您用什么托盘来取模?
.
10
2 全口您用什么托盘来取模?
.
11
2 全口您用什么托盘来取模?
Accu托盘
.
12
2 全口您用什么托盘来取模?
.
13
3 个别托盘是什么?
.
14
3 个别托盘是什么?
个别托盘的制作ppt课件

• 印模边缘应圆钝。厚度为2—3mm • 上颌后缘的伸展与后颤动线一致 • 下颌后缘盖过磨牙后垫,远中舌侧边缘向远中伸
展到下颌舌骨后间隙,下缘应跨过下颌舌骨嵴
ppt课件.
9
注意事项
• 印模内唾液、碎屑要冲洗干净,然后轻轻甩干或 用棉花吸干。
• 采用水胶体弹性印模料印模时,要及时灌注模型, 以免印模在空气中失去水分而体积收缩。
ppt课件.
12
2.模型灌注
• 选择阴模上高而开阔处,放入少量调拌均匀的人造石或 石膏,将阴模置于振荡器上震动
• 若无振荡器,则手持托盘柄在橡皮碗的碗边上轻轻敲击 震动
• 边震动边灌注,使人造石或石膏由高处流至阴模全部 • 不要将大量的人造石或石膏直接倾注在印模的低凹部分,
以免空气排溢不畅而形成气泡
• 印模膏阴模的表面要涂肥皂水做分离剂,然后再 灌注模型
ppt课件.
10
二、检查模型
全口义齿模型是灌注模型材料在无牙颌
ppt课件.
11
(一)工作模型灌注
1.调拌模型材料 • 调拌模型材料时必须掌握好水粉比例 • 调拌前先在橡皮碗内注入所需要的水,然后按比
例加入石膏或人造石粉,随即用调拌刀迅速而均 匀地调拌 • 调拌的时间过长或中途加水再调拌,将影响模型 材料的凝固而降低其抗压强度
ppt课件.
27
(一)颌位关系
是指下颌对上颌的位置关系,包括 垂直关系和水平关系
ppt课件.
28
(二)垂直颌位关系
• 确定垂直颌位关系即确定垂直距离
• 垂直距离为天然牙列在
,鼻底到颏底的
距离,也就是面部下1/3的高度
• 牙列缺失后,上下无牙颌形成的间隙即上下牙槽 嵴之间的距离为颌间距离
展到下颌舌骨后间隙,下缘应跨过下颌舌骨嵴
ppt课件.
9
注意事项
• 印模内唾液、碎屑要冲洗干净,然后轻轻甩干或 用棉花吸干。
• 采用水胶体弹性印模料印模时,要及时灌注模型, 以免印模在空气中失去水分而体积收缩。
ppt课件.
12
2.模型灌注
• 选择阴模上高而开阔处,放入少量调拌均匀的人造石或 石膏,将阴模置于振荡器上震动
• 若无振荡器,则手持托盘柄在橡皮碗的碗边上轻轻敲击 震动
• 边震动边灌注,使人造石或石膏由高处流至阴模全部 • 不要将大量的人造石或石膏直接倾注在印模的低凹部分,
以免空气排溢不畅而形成气泡
• 印模膏阴模的表面要涂肥皂水做分离剂,然后再 灌注模型
ppt课件.
10
二、检查模型
全口义齿模型是灌注模型材料在无牙颌
ppt课件.
11
(一)工作模型灌注
1.调拌模型材料 • 调拌模型材料时必须掌握好水粉比例 • 调拌前先在橡皮碗内注入所需要的水,然后按比
例加入石膏或人造石粉,随即用调拌刀迅速而均 匀地调拌 • 调拌的时间过长或中途加水再调拌,将影响模型 材料的凝固而降低其抗压强度
ppt课件.
27
(一)颌位关系
是指下颌对上颌的位置关系,包括 垂直关系和水平关系
ppt课件.
28
(二)垂直颌位关系
• 确定垂直颌位关系即确定垂直距离
• 垂直距离为天然牙列在
,鼻底到颏底的
距离,也就是面部下1/3的高度
• 牙列缺失后,上下无牙颌形成的间隙即上下牙槽 嵴之间的距离为颌间距离