钢的热处理的目的分类
钢的表面热处理

第八章钢的表面热处理知识要点:表面热处理的目的、分类;常用的表面热处理工艺(感应加热表面淬火和渗碳);了解表面热处理的典型零件。
一、表面热处理的目的1.提高零件的表面性能,具有高硬度、高耐磨和高的疲劳强度。
→保证高精度2.使零件心部具有足够高的塑性和韧性。
→防止脆性断裂。
“表硬心韧”二、表面热处理的分类及工艺特点主要有两大类:表面淬火和化学热处理。
(一)表面淬火1.工艺:将工件表面快速加热到奥氏体区,在热量尚未达到心部时立即迅速冷却,使表面得到一定深度的淬硬层,而心部仍保持原始组织的一种局部淬火方法。
工艺特点:(1)不改变工件表面化学成分,只改变表面组织和性能;(2)表面与心部的成分一致,组织不同。
2.所用材料一般多用中碳钢、中碳合金钢,也有用工具钢、球墨铸铁等。
典型零件:如用40、45钢制作的机床齿轮齿面的强化、主轴轴颈处的硬化等。
3.常用表面淬火方法主要有:感应加热表面淬火、火焰加热表面淬火和激光加热表面淬火。
(1)感应加热表面淬火原理:通以一定频率交变电流的感应线圈,产生的交变磁场在工件内产生一定频率的感应电流(涡流),利用工件的电阻而将工件加热;由于感应电流的集肤效应,使工件表层被快速加热至奥氏体化,随后立即快速冷却,在工件表面获得一定深度的淬硬层。
感应线圈→交变磁场→感应电流→工件电阻→加热,集肤效应→表层加热,快冷→淬硬层。
工件淬硬层的深度与频率有关:A. 0.2~2mm,高频感应加热(100—500KHz),适用于中小型齿轮、轴等零件;B.2~10mm,中频感应加热(0.5—10KHz),大中型齿轮、轴;C.〉10—15mm,工频感应加热(50Hz),用于大型轴、轧辊等零件。
特点:淬火质量好,表层组织细密、硬度高、脆性小、疲劳强度高;生产频率高、便于自动化,但设备较贵,不适于单件和小批量生产。
应用:主要零件类型是轴类、齿轮类、工模具,最常见的有:齿轮,如机床和精密机械上的中、小模数传动齿轮,蒸汽机车、内燃机车、冶金、矿山机械等上的大模数齿轮。
第6章 钢的热处理
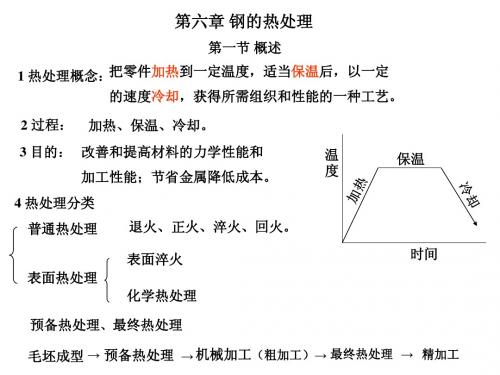
保温
普通热处理
退火、正火、淬火、回火。
表面淬火
表面热处理
时间
化学热处理
预备热处理、最终热处理 毛坯成型 → 预备热处理 → 机械加工(粗加工)→ 最终热处理 → 精加工
5 状态图中三条重要线及加热和冷却速度对线的位置的影响
A3 A1 0 0.77 2.11 4.3 6.69
硬度650HB,塑性和韧性差
原因:碳过饱和程度大,晶格畸变大,
淬火内应力大,存在显微裂纹,
容易导致脆性断裂的出现,微 细孪晶存在破坏了滑移系使脆 性增大,塑性和韧性差。
孪晶M
M的硬度主要取决于含碳量
M 转变是在 Ms ~ Mf 进行。
残余A量随含碳量的增多而增多,即C↑ → A残↑
(三)影响C曲线的因素
1 碳的影响
亚共析钢和过共析钢C曲线上部
多出一条先共析相析出线。
A过转变前,亚共析钢析出F,过共析钢析出Fe3C 剩下的A过达到共析成分,再发生P类型转变。
共析钢C曲线最靠右,所以:共析钢A过最稳定。
亚共析钢随含碳量↑, C曲线向右移, A过稳定性↑。
过共析钢随含碳量↑, C曲线向左移, A过稳定性↓。
A+F F+P
A + Fe3CⅡ P+ Fe3CⅡ
2 冷却介质的选择
保证有足够的冷却速度V冷>Vk;
V冷↑→ 热应力和组织应力↑ 650 ℃~ 400℃: V冷要快
650℃ 550℃ 400℃
vk
常用淬火介质:水、盐水、矿物油
水:在650℃~400℃冷速很大,对A稳定性较小的碳钢非常有利。 但300 ℃~200 ℃冷速仍很大,组织应力大,易变形和开裂。 盐水:由于NaCl晶体在工件表面析出和爆破,破坏包围在工件表面的 蒸 汽膜,使冷速加快,而且可以破坏加热产生的氧化皮,使其 剥落。盐水淬火容易得到高硬度和光洁表面。但300 ℃~200 ℃ 冷速仍很大,组织应力大,易变形和开裂。 适用于形状简单、硬度要求高、表面要求光洁、变形要求不严格 的碳钢零件,如:螺钉、销钉、垫圈等。 矿物油:冷却能力弱:650℃~550℃,18℃水的冷却强度为1, 则50℃
钢的热处理

t2 t1
等温时间t M转变量与等温时间的关系
M转变是在Ms~Mf温度范围内迚行,与停留时间无关。
3
转变不完全
多数钢的Mf点在室温以下,因此冷却到室温时 仍会有A存在,称为残余A,用Ar表示。A的含碳 量越高,Ms、Mf就越低,所以Ar就越多。
100 80 60 40 20
4
瞬间形核,高速长大
Ms Mf 20 温度(℃) M转变量与温度的关系
E G A3
900
γ
Accm Arcm Acm
860
820
780
α+γ Ar3 P
Ac3
S
γ+Fe3C
K
740
临界点,它是制定热处理工
艺时选择加热和冷却温度的 依据。
700
α+Fe3C
660 0 0.2 0.4 0.6 0.8 1.0 1.2 1.4
w(C)%
3 钢在加热时的组织转变
3.1 A的形成
A A→F3C A→P A→B Ms
21 32
38
40 43 50 55
HRC
温度/℃
Mf
1 10 102 103 104 105
时间/s
影响C曲线的因素
⑴ 成分的影响
① 含碳量的影响:共析钢的C曲线最靠右,其余向左移动。
Ms 与Mf 点随含碳量增加而下降。
② 合金元素的影响
除Co 外, 凡溶入奥氏体的合金元素都使C 曲线右移。
4
原始组织的影响 ——原始组织越细,相界面越多,越有利于A形核。
4 钢在冷却时的组织转变
连续冷却转变 热处理时常用的冷却方式
等温转变
由于冷却过程大多不是极其缓慢的,得到的组织是不平衡组织,因
钢的热处理分类

钢的热处理分类
1. 退火!嘿,就像让钢好好地休息一下。
比如说打造一把剑,退火能让剑身更稳定,没那么脆啦,不容易断哦!
2. 正火呀,这就类似给钢来个“提神醒脑”。
你想想啊,制造汽车零件的时候,正火一下,零件就更结实耐用咯!
3. 淬火哦,哇,这可是让钢变得超级强硬的关键一步。
好比运动员要去参加重要比赛,经过淬火的钢就是那最厉害的选手!就像做刀具,淬火后那才叫锋利呢!
4. 回火呢,有点像给刚猛的钢“降降火”。
比如你看那弹簧,经过回火处理,才既有弹性又不会轻易变形呀!
5. 表面热处理,这可真是个神奇的操作。
就像给钢化个美美的妆,让它的表面更耐磨更耐腐蚀呀。
好比自行车的链条,做了表面热处理,就能长久如新啦!
6. 化学热处理,哎呀呀,这可是能给钢带来特别性质的魔法呢!就好像给钢赋予了超能力,像齿轮经过这样的处理,性能那叫一个棒!
7. 渗碳处理呀,是不是感觉很陌生?其实就像给钢加餐补充营养一样。
做一些机械零件的时候,渗碳处理让它们更强大哟!
8. 渗氮处理,这个厉害啦!简直是给钢穿上了一层坚固的盔甲。
像一些高精密的仪器零件,渗氮处理后质量杠杠的嘞!
9. 碳氮共渗,哇哦,这是双重强化啊!就如同给钢来了个组合拳,让它的性能翻倍呀。
总之,钢的热处理分类就是这么奇妙又重要,每一种都有它独特的作用和效果,能让钢变得更出色呀!。
钢的热处理及组织转变

二、钢在加热及冷却时的组织转变
② 贝氏体型转变 :
一、钢的热处理
钢的退火:
⑴ 退火的定义 将钢加热到一定温度,保温一定时间,然后缓慢冷却下 来,获得接近平衡状态的组织的热处理工艺,称为退火。 ⑵ 退火的目的
① 降低硬度,提高塑性和韧性;
② 消除残余内应力,减轻变形和防止开裂; ③ 均匀成分,细化晶粒,为最终热处理作准备; ④ 改善或消除铸造、轧制、焊接等加工中的组织缺陷。
降低钢的硬度和耐磨性。
温度过低,在淬火组织中出现铁素体,使淬火组织出现软 点,降低钢的强度和硬度。
一、钢的热处理
钢的淬火:
理想的淬火冷却曲线 应该是:在650~550 0 C范围要快冷,其它 温度区间不需快冷, 尤其在Ms点以下更不 需快冷,以免引起工 作变形或开裂。
一、钢的热处理
钢的淬火:
保持适当时间,缓慢冷却,重新形成均匀的晶粒,以消除
形变强化效应和残余应力的退火工艺。
目的:
温度 再结晶温度
消除加工硬化
提高塑性
改善切削加工性能
时间
一、钢的热处理
钢的正火:
⑴ 定义:将钢加热到 AC3 或 Accm 以上 30~50℃,保温一定
时间,出炉后在空气中冷却的热处理工艺,称为钢的正火。
上贝氏体 (羽毛状)
500
下贝氏体 (针叶状)
二、钢在加热及冷却时的组织转变
② 贝氏体型转变 :
性能上看上贝氏体的脆性较大,无实用价值;而下贝 氏体则是韧性较好的组织,是热处理时(如采用等温淬火) 常要求获得的组织。
原因:上贝氏体中的碳 化物呈较粗的片状,分
布在铁素体板条间,且
不均匀,使板条容易发 生脆废;
获得的球化效果较好,在大件和大批量生产中难以实现,
钢材料常用的热处理方式及目的
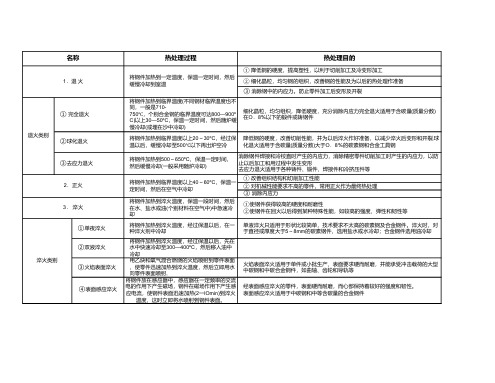
细化晶粒,使钢件获得较高韧性和足够的强度,使其具有良好的综合力学性能
将经过淬火的钢件加热到100~160℃,经过长 时间的保温,随后冷却
将铸件放在露天;钢件(如长轴、丝杠等)放在 海水中或长期悬吊或轻轻敲打 要经自然时效的零件,最好先进行粗加工
将钢件放到含有某些活性原子(如碳、氮、铬等 )的化学介质中,通过加热、保温、冷却等方法 ,使介质中的某些原子渗入到钢件的表层,从 而达到改变钢件表层的化学成分,使钢件表层 具有某种特殊的性能 将碳原子渗入钢件表层 常用于耐磨并受冲击的零件,如:轮、齿轮、轴 、活塞销等 将氮原子渗入钢件表层
常用于重要的螺栓、螺母、销钉等零件
将碳和氮原子同时渗人到钢件表层适用于低碳 钢、中碳钢或合金钢零件,也可用于高速钢刀 具
消除内应力,减少零件变形,稳定尺寸,对精度要求较高的零件更为重要
使表面具有高的硬度(HRC60~65)和耐磨性,而中心仍保持高的韧性 提高钢件表层的硬度、耐磨性、 耐蚀性 提高钢件表层的硬度和耐磨性
将钢件加热到淬火温度,经过保温以后,在一 单液淬火只适用于形状比较简单,技术要求不太高的碳素钢及合金钢件。淬火时,对
种淬火剂中冷却
于直径或厚度大于5~8mm的碳素钢件,选用盐水或水冷却;合金钢件选用油冷却
将钢件加热到淬火温度,经过保温以后,先在 水中快速冷却至300—400ºC,然后移人油中 冷却 用乙炔和氧气混合燃烧的火焰喷射到零件表面 ,使零件迅速加热到淬火温度,然后立即用水 向零件表面喷射, 将钢件放在感应器中,感应器在一定频率的交流 电的作用下产生磁场,钢件在磁场作用下产生感 应电流,使钢件表面迅速加热(2一lOmin)到淬火
温度,这时立即将水喷射到钢件表面。
火焰表面淬火适用于单件或小批生产、表面要求硬而耐磨,并能承受冲击载荷的大型 中碳钢和中碳合金钢件,如曲轴、齿轮和导轨等
第3章钢的热处理
化学热处理
渗碳 碳氮共渗 渗氮 氮碳共渗 渗其它非金属 渗金属 多元共渗 溶渗
三、热处理的原理
铁碳合金相图是确定热处理工艺的重 要依据。它是表示平衡状态下不同化学成 分的铁碳合金在不同温度时所具有的组织 和状态的图形。
热处理的过程
金属材料零件
加热至某一温度区间 保温
奥氏体组织
屈氏体组织
马氏体组织 索氏体组织 贝氏体组织
3、球化退火的应用范围为( A. 亚共析钢和合金钢件 C. 不能用于过共析钢
4. 比较正火与退火的异同点,生产中如何选用退火与正火?
一、淬火
1、淬火的概念和目的 淬火是将工件加热到奥氏体化后,保持一 定的时间,以适当方式冷却(水冷或油冷), 获得马氏体或贝氏体组织的热处理工艺 马氏体是碳或合金元素在α-Fe中的过饱 和固溶体,硬度较高,用M表示,马氏体中 含碳量越高,其硬度也越高。
工艺 特点
应用 范围
一、淬火
2、淬火方法和应用
一、淬火
2、淬火方法和应用 淬火开裂现象
一、淬火
3、钢的淬透性 淬透性是以在规定条件下钢试样淬硬深度 和硬度分布表征的材料特性。 淬硬深度是从淬硬的工件表面量至规定硬 度值(一般为550HV)处的垂直距离。 淬硬深度愈深,淬透性愈好。 影响钢淬透性的决定因素是马氏体临界冷 却速度。大多数合金元素(除钴外)降低钢的马 氏体临界冷却速度,因而能显著提高钢的淬透 性。
用于淬火返修件,消除淬火应力,细化 组织,防止重新淬火后变形或开裂。
练习
1、用锻、铸、方法制造的零件毛坯,为消除毛坯内应力,均匀 组织,改善切削加工性能,为后序工作做准备,常采用( A、调质 B、淬火 C、回火 D退火或正火 )
2、为了细化晶粒提高力学性能改善切削加工性,常对低碳钢件 进行的热处理是( A. 完全退火 ) B. 球化退火 ) B. 过共析钢和合金工具钢等 D. 以上都对 C. 正火 D. 淬火
钢的热处理
二、过冷奥氏体连续冷却转变组织 冷却速度大于Vc 连续冷却转变得到马氏体组织
冷却速度大于Vc′而小于Vc 连续冷却转变将得到珠光体+马 氏体的混合组织
冷却速度小于Vc′连续冷却转变得到珠光体组织
三、过冷奥氏体等温冷却转变图在连续冷却中的应用 用等温转变曲线来估计连
续冷却转变过程,是很粗略 的、不精确的。随着实验技 术的发展,将有更多、更完 善的连续转变曲线被测定, 用它来解决连续冷却转变问 题才是合理的。
用于亚共析钢的铸、锻、焊件 接近平衡组织
二、 等温退火
加热到高于Ac3 (或Ac1 ) 的适当温度,保温,组织转变后空冷 应用、组织同完全退火
加热到Ac1+30--50℃,保温,随炉冷却或等温冷却 三、球化退火 主要用于共析钢和过共析钢等工模具钢 铁素体基体上分布着细小均匀的球状渗碳体
高速钢的等温退火与普通退火
T12钢球化退火显微组织(500×)
对于存在网状二次渗碳体的过共析钢,应在球化退火前进行正火消除网状渗碳体,以 利于球化。
加热至低于A1的某一温度(一般为500~650℃),保温后随炉冷却 四、去应力退火 钢结构件
不发生组织变化
加热到固相线以下100~200℃,长时间保温,缓慢冷却 五、均匀化退火 消除钢锭、铸件或锻造毛坯的偏析现象 晶粒很粗大。一般再进行完全退火或正火处理
45钢退火的显微组织(500×)
45钢正火的显微组织(500×)
二、正火的应用 1.消除缺陷组织 2.作为最终热处理 3.改善切削加工性能 三、退火与正火的选用原则
1.从切削加工性上考虑
2.从使用性能上考虑
钢的几种热处理工艺与合适加工硬度范围的关系
3.从经济性上考虑 正火生产周期短,设备利用率高,工艺操作简单,比较经济。在条件允许 的情况下,应尽量选择正火。