量具重复性与再现性
重复性和再现性分析
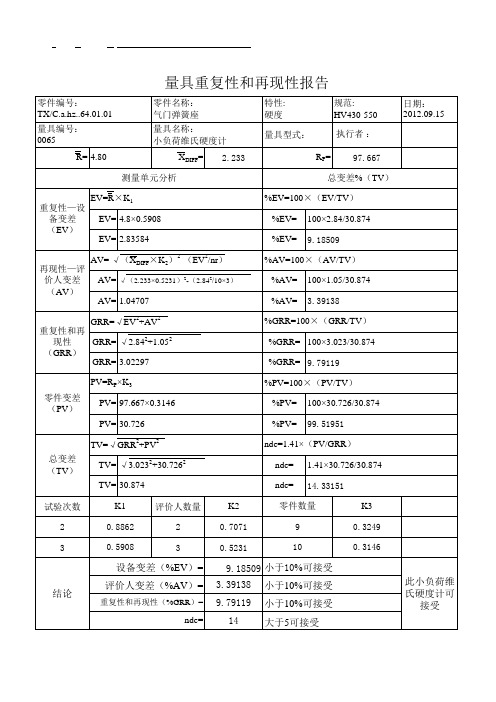
零件名称: 气门弹簧座 量具名称: 小负荷维氏硬度计 XDIFF= 2.233
特性: 硬度 量具型式: RP =
规范: HV430-550 执行者 : 97.667
日期: 2012.09.15
总变差%(TV) %EV=100×(EV/TV) %EV= %EV= 100× 2.84/30.874 9.18509
再现性—TV) %AV= %AV= 100× 1.05/30.874 3.39138
GRR=√EV2+AV2 重复性和再 现性 GRR= √2.842+1.052 (GRR) GRR= 3.02297 PV=RP× K3 零件变差 (PV) 0.3146 PV= 97.667× PV= 30.726 TV=√GRR2+PV2 总变差 (TV) TV= √3.0232+30.7262 TV= 30.874 试验次数 2 3 K1 0.8862 0.5908 评价人数量 2 3 K2 0.7071 0.5231
零件数量 9 10
设备变差(%EV)= 结论 评价人变差(%AV)=
重复性和再现性(%GRR)=
9.18509 小于10%可接受 3.39138 9.79119 14 小于10%可接受 小于10%可接受 大于5可接受 此小负荷维 氏硬度计可 接受
ndc=
量具重复性和再现性报告
零件编号: TX/C.a.hz..64.01.01 量具编号: 0065 R= 4.80 测量单元分析 重复性—设 备变差 (EV) EV=R×K1 0.5908 EV= 4.8× EV= 2.83584 AV= √(XDIFF×K2) -(EV /nr) AV= √(2.233×0.5231)2-(2.842/10×3) AV= 1.04707
测量系统重复性和再现性分析作业指导书

测量系统重复性和再现性分析作业指导书1.目的:为了配备并使用与要求的测量能力相一致的测量仪器,通过适当的统计技术,对测量系统的五个特性进行分析,使测量结果的不确定度已知,为准确评定产品提高质量保证。
2.适用范围:适用于本公司适用的所有测量仪器的重复性和再现性的测量分析。
3.职责:3.1品质部负责确定过程所需要的测量仪器,并定期校准和检定,对使用的测量系统分析,对存在的异常情况及时采取纠正预防措施。
4.术语:4.1偏倚偏倚是测量结果的观测平均值与基准值(标准值)的差值。
4.2稳定性(飘移)。
稳定性事测量系统在某持续时间内侧量同一基准或零件的单一特性时获得的测量值总变差。
4.3线性线性是在量具预期的工作量程内,偏倚的变差。
4.4重复性重复性是由一个评价人,采用一种测量仪器,多次测量同一零件的同一特性获得的测量值的变差。
4.5再现性再现性是由不同的评价人,采用相同的测量仪器,测量同一零件的同一特性的测量平均值的变差。
5 •测量系统分析作业准备:5.1确定测量过程需要使用的测量仪器以及测量系统分析的范围。
a )控制计划有要求的工序所使用测量仪器:b )有SPC空制要求的过程,特别是有关键/特殊特性的产品及过程:c)新产品、新过程:d)新增的测量仪器:e )已经作过测量系统分析,重新修理后:5.2公司按GB/T10012标准要求,建立公司计量管理体系,确保建立的测量系统的可靠性。
5.3品质部对测量仪器按规定的权限进行校准和调整,除使测量仪器的偏倚、稳定性、线性等符合规定要求之外,还应确认以下条件:a )确定量具检验的零件质量特性为技术型数据还是计量性数据。
针对批量生产(一般> 300件)的零件,其统计特性为计量型数据的采用R&F分析,针对计数型数据采用小样法分析。
b)确定测量系统中的变差只是由变差的普通原因引起的,而不是特殊原因引起的(可采取SPC技术)。
5.4操作步骤和方法5.4.1确定产品的特殊特性和关键特性和质量特性值和对应的测量仪器。
检具重复性再现性

%AV = 100 [ AV / TV ]
= 100 [ 0.01775 / 0.15334 ] = ######
%GRR = 100 [ GRR / TV ]
= 100 [ 0.03035 / 0.15334 ] = ######
R705-1
量具重复性和再现性报告
零件号和名称: 通道板总成(5492684) 量具名称:塞尺
特 征: 轮廓 BL 尺寸规范: 面轮廓 1.00
量具编号:LG06-1007 测量范围:0-8 mm
日 期:
2004.12
操作者:
陶志良、龚晨奇、 周嘉华
来自数据表: R = 0.0417
X DIFF = 0.0350
零件变差 ( PV )
PV = Rp ´ K3
´ = 0.47778
0.3146
= 0.15031
总变差 ( TV )
TV =
( GRR 2 PV2 )
= ( 0.03035 2 0.15031 2 )
= 0.15334
零件数
2 3 4 5 6 7 8 9 10
K3
0.7071 0.5231 0.4467 0.4030 0.3742 0.3534 0.3375 0.3249 0.3146
RP= 0.4778
数据分析报告者: 李悦生
测量 系 统 分析
重复性——设备变差 ( EV )
EV = R ´ K1
´ = 0.0417
0.5908
= 0.02462
再现性——评价人变差 ( AV )
试验次数 2 3
K1 0.8862
量具测量值重复性与再现性的评定

量具测量值重复性与再现性的评定一、相关概念1、重复性:传统上把重复性看作“评价人内变异性”。
重复性是指由一个评价人,用同一种测量仪器,多次测量同一零件的同一特性时获得的测量变差。
它是设备本身固有的变差和性能,通常指设备变差,尽管这样容易使人误解。
但事实上,重复性是在确定的测量条件下连续试验得到的普通原因(随机变差)变差。
当测量环境固定和已定义时,即确定了-固定的零件、仪器、标准、方法、操作者、环境和假设条件时,对于重复性最佳的术语是系统内部变差。
除了设备内部变差以外,重复性也包括在特定测量误差模型下任何情况下的内部变差。
2、再现性:传统上把再现性看作“评价人之间”的变异。
再现性通常定义为由不同的评价人,采用相同的测量仪器,测量同一零件的同一特性时测量平均值的变差。
手动仪器受操作者技术影响常常是实际情况,然而,在测量过程(即自动操作系统)中操作者就不是主要的变差源了。
由于这个原因,为此,再现性被看作是测量系统之间或测量条件之间的平均变差。
二、数据来源本案例数据节选自深圳市佳宝隆科技有限公司《重复性与再现性分析报告》,为避免重复,笔者采取了其中的前两次测定,结果如下:操作者测量序号 1 2 3 4 5 6 7 8 9 10A 1 31.99 31.98 31.98 31.99 31.99 31.98 31.99 31.98 31.99 31.992 32.00 31.99 31.99 32.00 31.98 31.99 32.00 31.99 31.99 32.00B 1 32.00 31.99 31.99 31.99 31.99 31.98 31.99 31.98 31.99 31.992 31.99 31.99 31.99 32.00 31.99 31.99 32.00 31.99 31.99 32.00C 1 31.99 31.99 31.99 31.99 31.99 31.98 31.99 31.98 31.99 31.992 32.00 31.99 31.99 32.00 31.98 31.99 32.00 31.99 31.99 32.00在该实验中,n=10,k=3,m=2。
重复性和再现性分析
重复性和再现性分析1、重复性和再现性分析的定义:重复性(设备误差):是指测量一个零件的某特性时,一位评价人用同一量具多次测量的变差。
再现性(评价人变差):指测量一个零件的某特性时,不同评价人用同一量具测量的平均值变差。
2、分析步骤:1)、获取一个样本零件数>5(一般取10样本零件),应代表实际的或期望的过程变差范围.2)、选择评价人A 、B、C等.零件的号码从1到n ,评价人不能看到零件的编号.3)、如果是正常测量系统程序的一部份,应校准量具.主评价人以随机顺序测量n 个零件,将测量结果输入相应的表格中.4)、求出对于每个评价人每个零件3个测量值的平均值和极差.5)、求出每个评价人的对所有的零件的测量总平均值(A X 、B X 、C X )和总极差(A R 、B R 、C R ).6)、求出每个零件的测量平均值P X ,并计算出测量总平均值X 和总极差P R .7)、求出极差平均值()A B C R R R R ++=评价人数。
8)、求出最大均值(max.)(min.)DIFF X X X =-9)、求出均值上限值2X UCL X A R =+、均值下限值2X LCL X A R =-和极差上限值4R UCL D R =、极差上限值30R LCL D R ==。
并画出每个评价人的均值和极差图。
10)、进行测量系统分析。
①重复性—设备变差(EV ) 1EV R K =⨯②再现性—评价人变差(A V )AV =③重复性和再现性(R&R )&R R =④零件变差(PV )3p PV R K =⨯⑤总变差(TV )TV =⑥%总变差(TV )%100(/)EV EV TV =⨯%100(/)AV AV TV =⨯%&100(&/)R R R R TV =⨯%100(/)PV PV TV =⨯有效分辨率=1.41(PV / R&R )11)、量具重复性和再现性接收标准(之一)①低于10%误差——测量系统可接收。
量具的重复性和再现性
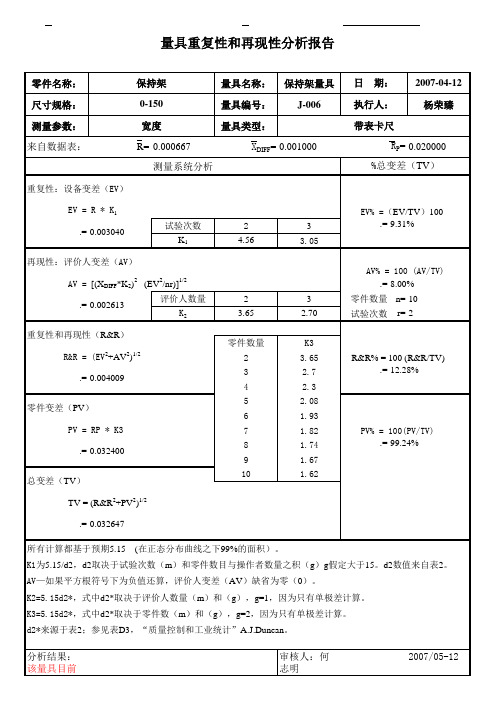
量具名称: 量具编号: 量具类型:
保持架量具 J-006
日
期:
2007-04-12 杨荣臻
执行人: 带表卡尺
XDIFF= 0.001000
RP= 0.020000 %总变差(TV)
试验次数 K1
2 4.56
3 3.05
EV% =(EV/TV)100 .= 9.31%
AV% = 100 (AV/TV) .= 8.00% 2 3.65 零件数量 2 3 4 5 6 7 8 9 10 3 2.70 K3 3.65 2.7 2.3 2.08 1.93 1.82 1.74 1.67 1.62 PV% = 100(PV/TV) .= 99.24% R&R% = 100 (R&R/TV) .= 12.28% 零件数量 n= 10 试验次数 r= 2
评价人数量 K2
分析结果:该07/05-12 2006/10/25
k1为515d2d2取决于试验次数m和零件数目与操作者数量之积gg假定大于15d2数值来自表2
量具重复性和再现性分析报告
零件名称: 尺寸规格: 测量参数: 来自数据表: 保持架 0-150 宽度 R= 0.000667 测量系统分析
重复性:设备变差(EV) EV = R * K1 .= 0.003040 再现性:评价人变差(AV) AV = [(XDIFF*K2) - (EV /nr)] .= 0.002613 重复性和再现性(R&R) R&R = (EV +AV ) .= 0.004009 零件变差(PV) PV = RP * K3 .= 0.032400 总变差(TV) TV = (R&R2+PV2)1/2 .= 0.032647 所有计算都基于预期5.15(在正态分布曲线之下99%的面积)。 K1为5.15/d2,d2取决于试验次数(m)和零件数目与操作者数量之积(g)g假定大于15。d2数值来自表2。 AV—如果平方根符号下为负值还算,评价人变差(AV)缺省为零(0)。 K2=5.15d2*,式中d2*取决于评价人数量(m)和(g),g=1,因为只有单极差计算。 K3=5.15d2*,式中d2*取决于零件数(m)和(g),g=2,因为只有单极差计算。 d2*来源于表2;参见表D3,“质量控制和工业统计”A.J.Duncan。
量具重复性和再现性报告(含数据表和控制图)

零件名称 测量参数 尺寸规格 根据数据表
PB-JL4002 零件长度 (150±0.2)mm R= 0.017
量具名称 量具编号 量具类型 XDIFF=
游标卡尺
计量 0.020
测量系统分析
重复性 ---- 设备变差(EV)
EV=
R
×
= 0.017
×
= 0.050833333
K1 3.05
再现性 ---- 评价人变差(AV)
试验次数
K1
2
4.56
3
3.05
AV= [( XDIFF
×
K2
)2-(
EV
)2/(
n × r )]
= [( 0.0203 × 3.6500 )2-( 0.050833 )2/( 10 × 3 )] = 0.073634091
评价人
2
3
K2
重复性和再现性(R&R)
R&R
7.7009%
/ TV ] / 0.660 ]
%AV= 100[
AV
/ TV ]
= 100[ 0.073634091 / 0.660092 ]
=
11.1551%
n=样件数量
r=测量次数
%R&R= 100[
R&R
/ TV ]
= 100[ 0.089476294 / 0.660092 ]
=
13.5551%
%PV= 100[
PV
= 100[
0.654
=
99.0770%
/ TV ] / 0.660092 ]
ndc= 1.41( = 1.41( = 10.306
如何提高测量结果的可重复性和再现性

如何提高测量结果的可重复性和再现性在科学研究、工程实践以及日常生活的各种测量活动中,获得准确、可靠且具有一致性的测量结果至关重要。
测量结果的可重复性和再现性是评估测量质量的关键指标。
可重复性指的是在相同条件下,由同一测量者对同一被测量进行多次测量所得结果的一致性;再现性则是指在不同条件下(如不同测量者、不同测量设备、不同测量时间等)对同一被测量进行测量所得结果的一致性。
提高测量结果的可重复性和再现性对于保证数据质量、做出正确的决策以及推动技术进步都具有重要意义。
下面我们将探讨一些有效的方法来提高测量结果的可重复性和再现性。
一、测量设备的校准和维护测量设备的准确性和稳定性是获得可靠测量结果的基础。
定期对测量设备进行校准,使其与已知的标准值进行比对和调整,能够确保设备在测量过程中提供准确的读数。
校准应按照规定的周期和标准程序进行,并且要使用可追溯至国家标准的校准标准。
同时,对测量设备进行良好的维护也是必不可少的。
保持设备的清洁、干燥,防止受到撞击和过度磨损,定期检查设备的零部件是否正常工作,及时更换老化或损坏的部件,都有助于延长设备的使用寿命和保持其测量性能。
二、测量环境的控制测量环境的变化可能会对测量结果产生显著影响。
例如,温度、湿度、气压、电磁场等环境因素都可能导致测量误差。
因此,要尽可能地控制测量环境,使其保持稳定和一致。
在进行精密测量时,可以使用恒温恒湿箱、电磁屏蔽室等设备来创造稳定的测量环境。
对于一些对环境因素较为敏感的测量,还需要在测量过程中实时监测环境参数,并对测量结果进行相应的修正。
三、测量方法的标准化采用标准化的测量方法是提高测量结果可重复性和再现性的重要手段。
标准化的测量方法通常经过了广泛的验证和实践,能够有效地减少测量过程中的不确定性和误差。
在制定测量方法时,应详细描述测量的步骤、操作要点、数据处理方法等,确保不同的测量者在遵循该方法时能够得到一致的结果。
同时,测量方法应根据技术的发展和实际应用的需求不断进行更新和完善。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
量具重复性与再现性分析:GR&R 是用来检定检测产品的人员是否具备识别产品特性的能力,正常的产品是否会误判,不正常的产品是否会漏判,也就是检定“检测系统是否正常”的一个工具。
GR&R是研究重复性和再现性的,是计量型分析。
一、重复性是用本方法在正常和正确操作情况下,由同一操作人员,在同一实验室内,使用同一仪器,并在短期内,对相同试样所作多个单次测试结果,在95%概率水平两个独立测试结果的最大差值。
在中国仪器中当测量条件是在以下4个状况下实验时,相同的待测量的测量结果有一致性的称为重复性,4个条件分别为:
1、相同的测量环境;
2、相同的测量仪器及在相同的条件下使用;
3、相同的位置;
4、在短时间内的重复。
二、再现性是指两个不同的实验室对同一物料进行测定两个分析结果接近的程度。
再现性的值总是大于或等于重复性,因为再现性的测量结果把重复性引起的偏差考虑进去了。
在很多实际工作中,最重要的再现性指由不同操作者、采用相同的方法、仪器,在相同的环境条件下,检测同一被测物的重复检测结果之间的一致性,即检测条件的改变只限于操作者的改变。
也就是说别人用你说的方法和仪器也能做出同样的结果来,这就是试验的再现性。
当然,这样的试验就叫做再现性实验。