重复性与再现性案例
XX-QR-C01-33重复性和再现性报告

K3
零件数 量
参数设定 必须是2或3
必须是2或3 大于等于 2,小于等
'01 '01 PS PSW'!A6
零 件测 量公 差公 差
'01 PSW'!A21
· %G RR 大 于 30 % 的 误 差 — 不 可 接 受 , 应 尽 各 种 力 量 以 改 进 这 测 量 系 统 。 · 区 别 分 类 数 ( nd c ) 要 大 于 或 等 于 5 。
'01 PSW'!A54
'01 PSW'!H54
规格: 单位:
参数设定状况
3 3 10
零件名称: 量具编号: 量具名称: 量具精度:
结论
公司名称: 00 电话: 批准: 日期:
较较敏 感,需要进 行改进以获 得有效的数 据。
均值图评 价:
·大约一半 或一半以上 的数据点落 在控制限之 外,则测量 系统是适合 进行检验出
195.58
195.54
195.5
195.46
195.42
195.38
195.34
195.3
1
2
3
4
5
6
7
8
9
10
UCL
LCL
测
量
系
统
可
接
受
性
极差图评
的
价:
通
用
比
例
原
则
:
07-02-39
第 3 页,共 6 页
深圳市XXX有限公司 量具重复性和再现性分析报告
(非破坏性试验)
表格编号:XX-QR-C01-33 版次:V0
重复性与再现性案例ndc
重復性極差控制圖
0.090 0.070 0.050 0.030 0.010 -0.010 -0.030 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10
UCLR CLR LCLR
分析:極差圖被用來確定過程是否受控。原因是不論測量誤差可能有多大,控 制線將包含該誤差。因所有的極差均受控界限內,則說明所有的評價人都進行 了相同的工作。
操作人員/實驗 序號
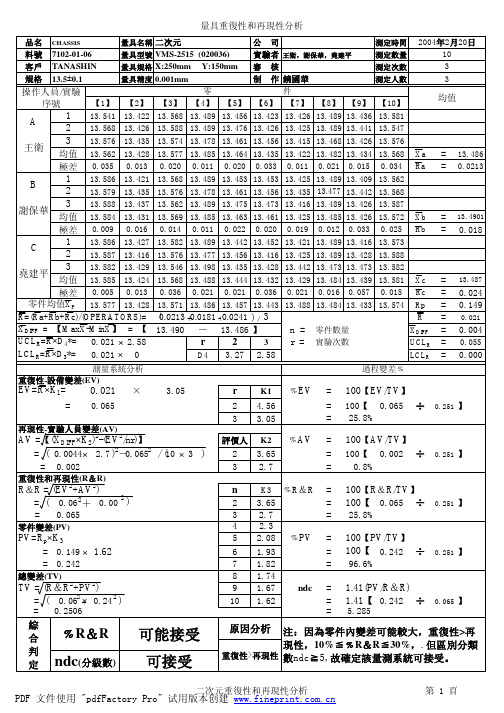
【2】 13.422 13.426 13.435 13.428 0.013 13.421 13.435 13.437 13.431 0.016 13.427 13.416 13.429 13.424 0.013 13.428
公 司 VMS-2515 (020036) 實驗者 王衛,謝保華,堯建平 X:250mm Y:150mm 審 核 0.001mm 制 作 饒國華 零 件 【3】 【4】 【5】 【6】 【7】 【8】 【9】 13.568 13.588 13.574 13.577 0.020 13.568 13.576 13.562 13.569 0.014 13.582 13.576 13.546 13.568 0.036 13.571 13.489 13.489 13.478 13.485 0.011 13.489 13.478 13.489 13.485 0.011 13.489 13.477 13.498 13.488 0.021 13.486 13.456 13.476 13.461 13.464 0.020 13.453 13.461 13.475 13.463 0.022 13.442 13.456 13.435 13.444 0.021 13.457 13.423 13.426 13.456 13.435 0.033 13.453 13.456 13.473 13.461 0.020 13.452 13.416 13.428 13.432 0.036 13.443 13.426 13.425 13.415 13.422 0.011 13.425 13.435 13.416 13.425 0.019 13.421 13.425 13.442 13.429 0.021 13.488 13.489 13.489 13.468 13.482 0.021 13.489 13.477 13.489 13.485 0.012 13.489 13.489 13.473 13.484 0.016 13.484 13.436 13.441 13.426 13.434 0.015 13.409 13.442 13.426 13.426 0.033 13.416 13.428 13.473 13.439 0.057 13.433
量具重复性和再现性报告

5. 均值图:50%以上的点要在控制线外; 6. 极差图:所有点均须在控制线内。
)
)
)
)
)
n = 零件数
%AV
2
= 100(AV/TV) = 100 ( = 2.3667
0.0030
0.0067 ( 0.0030
× 0.5231 )2 - ( 0.00985
评价人
r = 实验次数
/ (10 ×3))
2 3 0.5231
/ 0.12626 )
%
K2
0.7071
重复性和再现性(GRR) GRR = EV 2 + AV 2 = =
0.0098 0.0103
2
%GRR
0.0030
2
= 100(GRR/TV) = 100 ( =
8.1499
+
零件 2 3 4
K3 0.7071 0.5231 0.4467 0.4030 0.3742 0.3534 0.3375 0.3249 0.3146 判定标准: 1. %GRR≤10% 2. 10%<%GRR≤30% ndc %PV
0.0103
/ 0.12626 )
%
零件变差(PV) PV = Rp = =
× K3 ×
0.3146Leabharlann = 100(PV/TV) = 100 ( = 99.6673
0.1258
0.4000 0.1258
5 6 7 8
/ 0.12626 ) %
总变差(TV) TV = GRR 2 + PV 2 = 0.01029 = 0.12626 测量系统分析结果: 1. 2. 3. 4. %GRR=8.1499%,即≤10%; 分级数ndc=17,即≥5; 均值图显示,50%以上的点均在控制线外; 极差图显示,所有点均在控制线内。 批准: 日期:
重复性和再现性
量具重复性与再现性分析:GR&R 是用来检定检测产品的人员是否具备识别产品特性的能力,正常的产品是否会误判,不正常的产品是否会漏判,也就是检定“检测系统是否正常”的一个工具。
GR&R是研究重复性和再现性的,是计量型分析。
1.简称:重复性(EV)(equipment variance)设备偏差、(再现性AV)(appriser variance)人員偏差、产品偏差(PV)(products variance),2.重复性(Repeatability):重复性是用本方法在正常和正确操作情况下,由同一操作人员,在同一实验室内,使用同一仪器,并在短期内,对相同试样所作多个单次测试结果,在95%概率水平两个独立测试结果的最大差值。
在中国仪器中当测量条件是在以下4个状况下实验时,相同的待测量的测量结果有一致性的称为重复性,4个条件如下:a、相同的测量环境b、相同的测量仪器及在相同的条件下使用c、相同的位置d、在短时间内的重复3.再现性(Reproducibility)是指两个不同的实验室对同一物料进行测定两个分析结果接近的程度.再现性的值总是大于或等于重复性,因为再现性的测量结果把重复性引起的偏差考虑进去了。
在很多实际工作中,最重要的再现性指由不同操作者、采用相同的方法、仪器,在相同的环境条件下,检测同一被测物的重复检测结果之间的一致性,即检测条件的改变只限于操作者的改变。
也就是说别人用你说的方法和仪器也能做出同样的结果来,这就是试验的再现性。
当然,这样的试验就叫做再现性实验。
4.测量结果的重复性:是指“在相同测量条件下,对同一被测量进行连续多次测量所得结果之间的一致性”。
上述定义中的“一致性”是定量的,可以用重复性条件下对同一量进行多次测量所得结果的分散性来表示。
而表示测量结果分散性的量,最为常用的是实验标准。
重复性条件。
质言之,就是在尽量相同的条件下,包括程序、人员、仪器、环境等,以及尽量短的时间间隔内完成重复测量任务。
一个正确的GRR(重复性和再现性)步骤
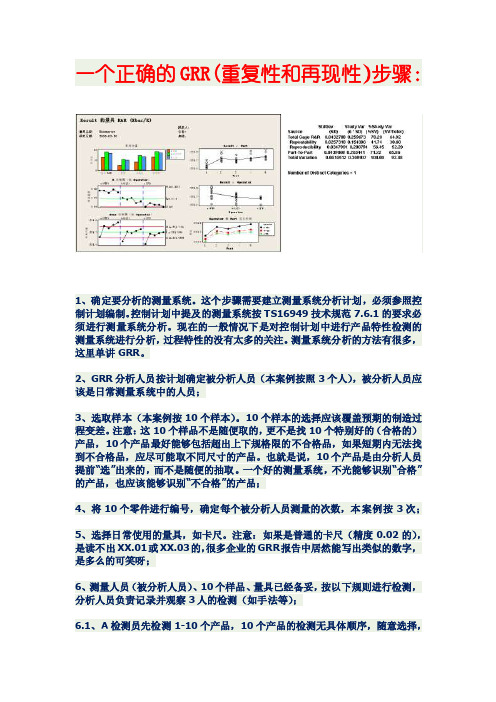
一个正确的GRR(重复性和再现性)步骤:1、确定要分析的测量系统。
这个步骤需要建立测量系统分析计划,必须参照控制计划编制。
控制计划中提及的测量系统按TS16949技术规范7.6.1的要求必须进行测量系统分析。
现在的一般情况下是对控制计划中进行产品特性检测的测量系统进行分析,过程特性的没有太多的关注。
测量系统分析的方法有很多,这里单讲GRR。
2、GRR分析人员按计划确定被分析人员(本案例按照3个人),被分析人员应该是日常测量系统中的人员;3、选取样本(本案例按10个样本)。
10个样本的选择应该覆盖预期的制造过程变差。
注意:这10个样品不是随便取的,更不是找10个特别好的(合格的)产品,10个产品最好能够包括超出上下规格限的不合格品,如果短期内无法找到不合格品,应尽可能取不同尺寸的产品。
也就是说,10个产品是由分析人员提前“选”出来的,而不是随便的抽取。
一个好的测量系统,不光能够识别“合格”的产品,也应该能够识别“不合格”的产品;4、将10个零件进行编号,确定每个被分析人员测量的次数,本案例按3次;5、选择日常使用的量具,如卡尺。
注意:如果是普通的卡尺(精度0.02的),是读不出XX.01或XX.03的,很多企业的GRR报告中居然能写出类似的数字,是多么的可笑呀;6、测量人员(被分析人员)、10个样品、量具已经备妥,按以下规则进行检测,分析人员负责记录并观察3人的检测(如手法等);6.1、A检测员先检测1-10个产品,10个产品的检测无具体顺序,随意选择,检测人员不应知道产品的编号,此为盲测;6.2、B和C依次检测,第一次检测完毕;6.3、重复以上6.1和6.2完成第二和第三次检测;6.4、数据录入以下的Excel表中;7、结果分析:GRR%小于等于10%且NDC大于等于5时为可接受;GRR%大于10%且小于等于30%、NDC大于等于4时为可能可以接受,如果定义为接受,请确定接受的条件;GRR%大于30%且NDC小于4时为不可接受,测量系统需要改善;8、如果结果不可接受,分析EV%和AV%,找出原因进行改善,再返回到第二步重新进行分析;9、均值极差控制图的判断:均值图应该至少50%以上的点在控制限外,极差图应正常;10、按客户要求提交GRR结果并存档。
MSA运用案例:扭力MSA分析-(重复和再现性)
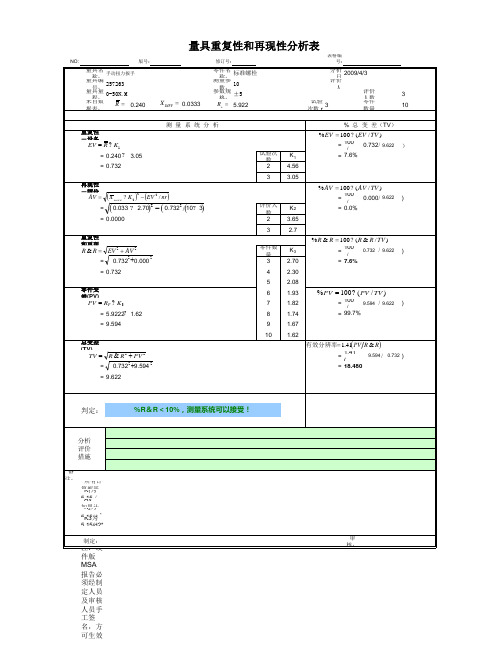
TV = R & R + PV = 0.732 2 +9.594
= 9.622
= 1.41×(
2
9.594
/
0.732
)
= 18.480
判定:
%R&R<10%,测量系统可以接受! & < , 测量系统可以接受!
分析 评价 措施
备注: 所有计算都基于预期5.15σ(在正态分布曲线之下99.0%的面积)。 K1为5.15/d2,d2取决于试验次数(m)和零件数与评价人的乘积(g),並假设该值大于15。 AV-如果计算中根号下出现负值,评价人变差缺省为0。 K2为5.15/d2*,式中d2*取决于评价人数量(m)和(g),g为1,因为只有单极差计算。 K3为5.15/d2*,式中d2*取决于零件数(m)和(g),g为1,因为只有单极差计算。
2 2
= 0.732
零件变差(PV) 零件变差
6 7 8 9 10
% PV = 100 × ( PV / TV )
= 100×(9.594 / 9.622 = 99.7% )
PV = RP × K 3
= 5.9222 × 1.62 = 9.594
总变差(TV) 总变差
有效分辨率 = 1.41(PV R & R )
R = 0.240
X DIFF = 0.0333
RP = 5.922测 量系 统 分 析 重复性-设备变差 重复性-设备变差(EV)
% EV = 100 × ( EV / TV )
= 100×(0.732 / 9.622 试验次数 2 3 K1 4.56 3.05 = 7.6% )
EV = R × K 1
= 0.0000
重复性和再现性(R&R) 重复性和再现性
MSA测量系统分析实战案例分享
沟通不畅
分析结果涉及专业术语和复杂数据,与非专业 人员沟通存在障碍。
结果应用不足
分析结果未得到充分应用,未能有效指导实践。
结果解读与沟通
解决方案
01
02
加强与业务人员的沟通 ,将专业术语转化为易 于理解的语言。
03
04
采用先进的数据可视化 工具,提高结果呈现效 果。
建立结果应用机制,确 保分析结果在实践中发 挥作用。
指定专业的测量人员,确保测量的准确性和一致性。
制定测量方案
明确测量的对象、方法、步骤和注意事项等,形成详细的测量方案 。
收集数据
进行实际测量
按照测量方案进行实际测量,并记录详细的测量数据。
数据整理
对收集到的数据进行整理,包括数据清洗、分类和汇总等。
进行分析
数据可视化
01
利用图表等方式将数据可视化,以便更直观地观察数据的分布
和规律。
统计分析
02
运用统计方法对数据进行深入分析,如描述性统计、方差分析
、回归分析等。
判断测量系统稳定性
03
通过数据分析判断测量系统的稳定性,如重复性和再现性等。
制定改进措施
识别问题
根据分析结果识别存在的 问题,如测量误差、设备 故障、操作不当等。
制定改进方案
针对存在的问题制定相应 的改进方案,如更换设备 、优化操作流程、提高人 员技能等。
实战案例二:某电子企业MSA测量系统 分析
案例背景
企业情况
某大型电子制造企业,专注于电 子元器件的生产和质量控制。
问题描述
企业在生产过程中,发现某些元 器件的测量数据存在波动,影响
了产品质量的稳定性。
分析目的
MSA重复性再现性讲解及分析公式省公开课获奖课件说课比赛一等奖课件
鉴定原则
假如Gage R&R不不小于所测零件公差旳10%, 则此系统无问题。
假如Gage R&R不小于所测零件公差旳10%而不 不小于20%,那么此系统是能够接受旳。
假如Gage R&R不小于所测零件公差旳20%而不 不小于30%,则接受旳根据是数据测量系统旳主 要程度和改善所花费旳商业成本。
分析措施
计算公式
UCLr=Rbar*D4
若任何单独旳R值不小于UCLr,就应重新检讨试验 过程,重新试验并改正不正确旳地方,或除掉不 合适旳数据,利用新旳数据重新进行计算R值。 D4值按下表选用。
试验次数
2
3
D4
3.27
2.58
分析措施
计算公式 可反复性——测量仪器(设备)变异( EV) EV=Rbar*K1
分析措施
可反复性及再现性分析数据表
检
验
A
B
C
员
样 本 XA1
XA2
XA3
RA
XB1
XB2
XB3
RB
XC1
XC2
XC3
1
XA11
XA21
XA31
RA1
XB11
XB21
XB31
RB1
XC11
XC21
XC31
2
XA12
XA22
XA32
RA2
XB12
XB22
XB32
RB2
XC12
XC22
XC32
3
XA13
9
4.98 4.97 5.03 0.06 4.97 4.99 5.04 0.07 5.03 5.01 5.04
RC 0.03 0.03 0.02 0.02 0.02 0.06 0.07 0.07 0.03
重复性和再现性分析报告
结论
零件名称 零件编号 被测参数 量具名称 量具编号 量具精度 测量人员 测量日期 审批 公差上限 公差下限 编号 测量人 数据区 R UCLR LCLR X UCLX LCLX XDIFF RP ndc
结论
以立项申请表中的零件名称为准 以立项申请表中的零件编号为准 所要测量的产品特性值,如尺寸 所进行测量系统分析的量具名称,如检具+尖角塞尺 所进行测量系统分析的量具编号 量具的最小分辨刻度 进行测量系统分析的人员通常为2-3人 所进行测量系统分析时间 报告的审批人员,通常为品保部经理 被测参数的公差上限 被测参数的公差下限 对所需要测量的零件进行编号,通常为1-10 所进行测量系统分析的人员 根据测量人不同次数不同零件填写到对应的数据区 测量人极差的平均值 极差的控制上限,超出时,过程不受控 每个人测量次数在7人以下时为0 所有零件的平均值 平均值的上控制限,一般70%以上的落在上下控制限以外 平均值的下控制限,一般70%以上的落在上下控制限以外 不同测量人之间的极差 不同零件之间的极差 对零件的分辨力,通常要求为5以上
RP= 基于测量过程总变差分析
设备变差 EV
EV= R × K1 EV=
ቤተ መጻሕፍቲ ባይዱ
人员变差 AV
AV= [(XDIFF×K2)2-(EV2/nr)]1/2 AV=
测量变差 R&R
R&R= (EV2+AV2)1/2 R&R=
EV%= 100*[ EV / TV ]% EV%= AV%= 100*[ AV / TV ]% AV%= R&R%= 100*[ R&R / TV ]% R&R%=
在10%以下,可以接受; 10-30%,视测量参数的重要性,改进成本考虑是否接受; 30%以上,不接受.
总装车间 四轮定位仪重复性再现性报告20110110
总装车间 四轮定位仪重复性和再现性四轮定位仪重复性和再现性分析分析分析报告报告摘要:为了确定总装车间四轮定位仪测试的重复性和再现性,利用EXCEL 的自带函数编制了进行重复性和再现性分析的应用软件。
通过对总装车间现有车辆进行四轮定位检测,收集数据样本,并根据MSA 测量系统分析指导书,对样本数据进行分析计算,得到了关于总装车间四轮定位仪的重复性和再现性报告。
关于ISO/TS 16949:2002,测量系统分析对于某产品某个特性的量化指标,需要借助测量工具对该特性进行测量,测量值的准确与否至关重要。
测量值可靠不仅仅取决于量具本身的特性,还与测量人员、方法、检测环境以及测量对象本身的属性相关。
我们通常用某测量系统的偏倚(Bias )和变差(Variance )来描述测量数据的质量,被称为偏倚的统计特性指的是数据值相对于参考(基准)值的位置,被称为变差的特性指的是数据的分布宽度。
设备的重复性(EV ):由同一测量人员,采用一种测量仪器,多次测量同一零件的同一特性时所获得的测量值变差。
设备的再现性(A V ):由不同测量人员,使用一种测量仪器,多次测量同一零件的同一特性时所获得的测量平均值的变差。
通过对零件进行多次分组测量,将得到的数据进行分析计算,运用Gage R&R 分析方法来确定测量过程中出现的波动(误差)的大小和类型。
GR&R 的接受准则:1 %R&R 接受准则——数据判定a %R&R<10%可接受b 10%≤%R&R ≤30%,通知由制造部或APQP 小组依据量具的重要性、成本及维修费用,决定是否可接受。
c %R&R>30%不能接受,必须改进。
2 %R&R 接受准则——控制图判定a 均值图(1) 一半以上的点应落在控制限以外,代表量具具有足够的分辨率;如果没有一半以上的点应落在控制限以外,代表测量系统没有足够的分辨率。
(2)均值图显示出评价人之间应没有明显差别。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二次元重復性和再現性分析
第2頁
量具重復性和再現性分析
品名 料號 客戶 規格
CHASSIS
量具名稱 二次元 量具型號 VMS-2515 (020036) 量具規格 X:250mm 量具精度 0.001mm
7102-01-06 TANASHIN 13.5± 0.1
Y:150mm
公 司 健益五金制品有限公司 測定時間 實驗者 王衛,謝保華,堯建平 測定數量 審 核 測定次數 制 作 饒國華 測定人數
K2
÷
0.251
再現性-實驗人員變差(AV)
AV =【(XDIFF× 2)2-(EV2/nr)】 K = ( 0.0044 × 2.7 )2-0.0652 / ( 10 ×3 ) = 0.002 R&R = (EV +AV ) = ( 0.06 2+ 0.00 2 ) = 0.065
2 2
﹪AV
2 3
評價零件與人員均值圖 零件評價人均值圖
Hale Waihona Puke 均值均值UCLx UCL CLx CL
LCL LCLx
3 4 5 3 人員與測定次數 6 7 8 9 10 1 4 2 3 4 5 6 7 8 5 9 10
分析:控制線以內的區域表示測量的敏感性(幹擾)。由於研究中所使用的零件組代表了過程的變差,大 約一半以上的平均值均落在控制線之外。則測量系統是適合檢驗出零件之間的變差,以及能為過程的 分析和控制提供有用的信息。
二次元重復性和再現性分析
第5頁
量具重復性和再現性分析
2月20日 10 3 3
之
二次元重復性和再現性分析
第6頁
【5】 13.456 13.476 13.461 13.464 0.020 13.453 13.461 13.475 13.463 0.022 13.442 13.456 13.435 13.444 0.021 13.457
均值
Xa Ra
= =
Xb Rb
= =
(0.0213 +0.0181 + 0.0241 ) / 3 - 13.490 13.486 】 r 2 3
重復性極差控制圖
0.090 0.070 0.050
UCLR CLR LCLR
1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10
0.030 0.010 -0.010 -0.030
分析:極差圖被用來確定過程是否受控。原因是不論測量誤差可能有多大,控制線 將包含該誤差。因所有的極差均受控界限內,則說明所有的評價人都進行了相同的 工作。
Y:150mm 零 【4】 13.489 13.489 13.478 13.485 0.011 13.489 13.478 13.489 13.485 0.011 13.489 13.477 13.498 13.488 0.021 13.486
公 司 健益五金制品有限公司 測定時間 實驗者 王衛,謝保華,堯建平 測定數量 審 核 測定次數 制 作 饒國華 測定人數 【6】 13.423 13.426 13.456 13.435 0.033 13.453 13.456 13.473 13.461 0.020 13.452 13.416 13.428 13.432 0.036 13.443 件 【7】 13.426 13.425 13.415 13.422 0.011 13.425 13.435 13.416 13.425 0.019 13.421 13.425 13.442 13.429 0.021 13.488 【8】 13.489 13.489 13.468 13.482 0.021 13.489 13.477 13.489 13.485 0.012 13.489 13.489 13.473 13.484 0.016 13.484 【9】 13.436 13.441 13.426 13.434 0.015 13.409 13.442 13.426 13.426 0.033 13.416 13.428 13.473 13.439 0.057 13.433 【10】 13.581 13.547 13.576 13.568 0.034 13.562 13.568 13.587 13.572 0.025 13.573 13.588 13.582 13.581 0.015 13.574
3.65 2.7 2.3 2.08 1.93 1.82 1.74 1.67 1.62
100【R&R/TV】 100【 0.065 ÷
25.8%
0.251
﹪PV
100【PV/TV】 100【 0.242 ÷
96.6%
0.251
ndc
1.41(PV/R&R) 1.41【 0.242 ÷
5.285
0.065
13.300
B
評價人圖 C
A
B
C
分析:評價人的差異較小,顯示的折線接近水平線 。
注:(1)、所有的計算都是建立在預計的5.15σ(正態分布曲線之下面積的99%)基礎之 上的。 (2)、AV---如果根號下的計算值為負值,則評價人的變差(AV)等於0。 (3)、D4在2次試驗時取3.27,在3次試驗時取2.58,對於7次以下的試驗D3=0。
測量系統分析 重復性-設備變差(EV)
【2】 13.422 13.426 13.435 13.428 0.013 13.421 13.435 13.437 13.431 0.016 13.427 13.416 13.429 13.424 0.013 13.428
【3】 13.568 13.588 13.574 13.577 0.020 13.568 13.576 13.562 13.569 0.014 13.582 13.576 13.546 13.568 0.036 13.571
二次元重復性和再現性分析
第3頁
量具重復性和再現性分析
2月20日 10 3 3
均值
13.486 0.0213
13.49
0.018
13.487
0.024 0.149
0.021
0.004
0.055
0.000
】
】
】
】
】
性>再現 分類數ndc
二次元重復性和再現性分析
第4頁
量具重復性和再現性分析
2月20日 10 3 3
2004年2月20日 10 3 3
零件圖
13.650 13.600
13.550
13.500 13.450 13.400
13.350
13.300 1 2 3 4 5 6 7 8 9 10
分析:如果零件間有較大的變差,表現為折線而非水平線。從零件圖可知零件間存在較大變差!
A
13.600 13.500 13.400
量具重復性和再現性分析
品名 料號 客戶 規格
CHASSIS
量具名稱 二次元 量具型號 VMS-2515 (020036) 量具規格 X:250mm 量具精度 0.001mm
7102-01-06 TANASHIN 13.5± 0.1 【1】 13.541 13.568 13.576 13.562 0.035 13.586 13.579 13.588 13.584 0.009 13.586 13.587 13.582 13.585 0.005 13.577
可能接受 可接受
注:因為零件內變差可能較大,重復性>再現 性,10%≦﹪R&R≦30%,.但區別分類數ndc 重復性>再現性 ≧5,故確定該量測系統可接受。
原因分析
二次元重復性和再現性分析
第1頁
量具重復性和再現性分析
品名 料號 客戶 規格
CHASSIS
量具名稱 二次元 量具型號 VMS-2515 (020036) 量具規格 X:250mm 量具精度 0.001mm
D4
n = 零件數量 r = 實驗次數
過程變差﹪
3.27
2.58
Xc Rc Rp R XDIFF UCLR LCLR
= = = = = = =
EV=R× 1= K =
0.021
0.065
×
3.05
r
2 3
評價人
K1
﹪EV
= = =
100【EV/TV】
100【 25.8% 0.065
4.56 3.05
7102-01-06 TANASHIN 13.5± 0.1
Y:150mm
公 司 健益五金制品有限公司 測定時間 實驗者 王衛,謝保華,堯建平 測定數量 審 核 測定次數 制 作 饒國華 測定人數
2004年2月20日 10 3 3
144 13.600 13.550 13.500 13.450 13.400 13.350 13.300 143.9 1 2 3 4 1 5 6 7 8 9 10 1 2 2
2004年2月20日 10 3 3
操作人員/實驗 序號
A 王衛
1 2 3
均值 極差
B 謝保華
1 2 3
均值 極差
C 堯建平
1 2 3
均值 極差 零件均值XP R=(Ra+Rb+Rc)/(OPERATORS)= XDIFF = 【MaxX-MinX】 = 【 UCLR=R× 4*= D 0.021 × 2.58 LCLR=R× 3*= D 0.021 × 0
3.65 2.7
K3
= = = = = = = = = = = =
100【AV/TV】
100【 0.8% 0.002
÷
0.251
重復性和再現性(R&R)
n
2 3 4 5 6 7 8 9 10
﹪R&R
零件變差(PV)
PV=Rp× 3 K = 0.149 × 1.62 = 0.242