SP-30变更控制程序
程序控制指令

(src(15~0))→PC (src(22~16))→XPC 功能说明: 先将返回地址PC、XPC压入栈顶,然后将
2023年10月17日7时30分
src的低16位值赋给PC,高7位值赋给XPC。
DSP原理及应用
13
2.子程序调用指令
⑤ FCALL[D]
指令格式: FCALL[D] extpmad
程序控制指令
程序控制指令
’C54x的程序控制指令共有31条,可分为6类:
包括: 分支转移指令
子程序调用指令
中断指令
返回指令
堆栈操作指令
其他程序控制指令
2023年10月17日7时30分
DSP原理及应用
2
程序控制指令
1.分支转移指令
分支转移指令共有6条,可实现无条件转移、有 条件转移和远程转移等。
① B[D]
(src(15~0))→PC
2023年10月17日7时30分
DSP原理及应用
10
2.子程序调用指令 ② CALL[D]
指令格式: CALL[D] pmad
操 作 数: pmad——程序存储器地址。
指令功能: 若非延时,(SP)-1→SP (PC)+2→TOS
pmad→PC
若延时,(SP)-1→SP (PC)+4→TOS
功能说明: 由src低16位所确定的地址赋给PC。
注 意: 若指令带后缀D,则为延迟方式。 该指令不能被循环执行。
2023年10月17日7时30分
DSP原理及应用
5
1.分支转移指令
③ BANZ[D]
指令格式: BANZ[D] pmad,Sind
操 作 数: Sind——单间接寻址操作数 pmad——程序存储器地址
汽车件项目管理程序

1.目的Objective:1.1定义并制作一个项目计划以支持一个产品或过程的开发和更改,以符合客户前期质量策划(APQP)要求。
1.2提供一个程序来管理和控制项目实施系统,通过”阶段”原则来及时地满足公司与客户需求, 并且以一个合适的成本来实现其价值。
1.3列出必要的项目交付并形成一个检查清单,以防止遗漏关键项目任务并以完成率来跟踪项目进度,同时,指定每项交付的负责人。
2.范围Scope:2.1适用于从报价阶段到项目量产阶段之间的项目开发工作。
3.职责Responsibility:3.1质量部门:质量部门负责对公司所有文件的受控管理及发行,包括审核文件格式及编码等。
3.2项目管理部门:项目管理部门负责对该流程文件的起草修改,发行准备及本部门受控文件的管理。
3.3其他职责参见作业流程。
4.作业流程Description:图14.1项目开发的节点说明:项目开发的节点按照IATF16949中有关APQP的要求,并基于不同阶段交付特征,规划了如下项目开发5个阶段及相应的节点(图1)。
Phase0:项目报价阶段,TG0:项目定点;Phase1:产品及过程设计阶段,TG1:软模启动;Phase2:设计验证阶段,TG2:硬模启动;Phase3:过程验证阶段,TG3:客户生产批准;Phase4:生产爬坡阶段,TG4:量产移交;注:对于客户来图加工项目,可根据实际情况考虑Phase1及Phase2是否适用。
4.2项目开发各阶段及节点的要求4.2.1Phase 0: 报价阶段:4.2.1.1可行性分析:销售管理部门在得到客户RFQ后,组织内部各部门进行可行性分析(附件1)。
4.2.1.2初步时间计划:项目管理部门根据客户的时间节点,结合内部及供应商时间需求创建项目开发时间计划(附件2)。
4.2.1.3项目管理部门组织架构图:项目管理部门创建项目组织架构图并说明相关人员资质及工作负荷(附件3)。
4.2.1.4技术评审:销售部门组织内部各部门对客户RFQ输入技术文件进行产品技术评审,技术部门生成BOM 表,销售管理部门根据客户要求组织汇总技术评审文件,内容包括但不限于公司介绍、项目信息、产品设计信息、初步模具方案、初步制造工艺方案、质量计划、物流规划、产能规划、投资计划等。
SPC分析管理控制程序(最新版)

SPC分析管理控制程序(最新版)SPC分析管理控制程序1 目的通过正确使用统计技术,进行制程能力分析,发现生产作业过程的潜在趋势,以便能达到早期预防或及时提出纠正措施并得以及时改善的目的。
2 适用范围涵盖整个产品实现过程及涉及的原材料、外加工品及半成品和成品;适用于客户特别指定的产品特性。
3 职责3.1 技术部:进行初期过程能力统计及数据分析;3.2 品保部3.2.1 组织技术/生产/采购等部门进行原因分析,制订对策并监督执行;3.2.2 执行相关统计技术,监督公司统计技术的运行。
3.3 生产部:执行量产后的统计分析并对产品不良及过程不良制订对策。
4 定义SPC:(Statistical Process Control)简称统计过程控制,利用统计的方法来监控制程的状态,确定生产过程在管制的状态下,以降低产品品质的变异。
5 工作程序5.1 统计技术的应用范围5.1.1 部门目标达成与实施情况分析;5.1.2 针对产品或工序有影响的各种因素定量分析和质量改进;5.1.3 产品的检验;5.1.4 产品过程能力分析;5.1.5 其他公司级数据的分析。
5.2 公司各部门根据使用需要选用统计技术,常用的统计技术有柏拉图(排列图)、推移图、层别法、直方图、分布图、X-R 图、P 图、CpK\PpK 分析、统计抽样等。
5.3 统计技术的使用方法5.3.1 柏拉图柏拉图的使用以层别法的项目类别为依据,依照排列位次后的统计表制成柏拉图,以便直观的看出存在的关键问题,从而采取必要的措施,其步骤为:a)将要处理的事以现象、状况或原因加以层别。
b)确定收集资料的时间间隔,应尽可能定期。
c)计算出各项目类别所产生的数据及所占的比例。
d)依照数据所占的比例的大小顺序排列。
e)计算出数据所占比例的累计值。
f)以项目类别为横轴,以累计值为纵轴,绘出柱状图。
g)连接累计曲线。
从柏拉图中可清楚的找出关键问题,针对关键问题,制定纠正和预防措施,具体按《纠正和预防措施程序》执行。
SPC统计过程控制程序

统计过程控制程序1目的使用统计过程控制中过程能力分析有关的方法来验证、分析过程能力,以发现问题,并采取对策,确保过程稳定,进而提高产品质量。
2范围本程序适用集团和子公司。
3引用标准4术语4.1SPC 统计过程控制4.2Cpk 过程能力指数(工序能力满足公差范围要求程度)4.3X-R图均值-极差控制图4.4P图不良率控制图4.5普通原因指的是造成随着时间的推移具有稳定的且可重复的分布过程中的许多变差的原因,称之为“统计过程状态”,“受统计控制”,或有时简称“受控”。
4.6特殊原因指的是造成不是始终作用于过程的变差的原因;即当它们出现时将造成(整个)过程的分布的改变,(特殊原因也叫可查明原因)。
5 职责5.1品质工程师5.1.1编制过程能力分析计划;5.1.2负责统计过程控制的实施、分析、监督、管理等工作;5.1.3负责对过程能力进行持续改进。
5.2管理者代表负责审核【过程能力分析计划】。
5.3品质总监负责批准【过程能力分析计划】。
5.4检验员/操作工负责过程能力分析中数据收集,记录异常等工作。
5.5多功能小组负责确定产品和过程特性中适用的统计工具,并在控制计划中予以规定。
6 工作程序6.1SPC的策划6.1.1由品质工程师在E0阶段产品定型后编制【过程能力分析计划】。
按照(附件1)【过程能力分析计划】编制,由管理者代表审核,总经理批准。
过程能力分析需在品质科对测量系统分析合格后进行。
6.1.2过程能力分析时机6.1.2.1SPC实施前提是生产过程是受控的(从人、机、料、法、环各方面分析),如果过程不处于受控状态,要求采取解决变差的特殊原因的措施,见6.3.3。
6.1.2.2由品质工程师主导,在小批量生产时进行,并在在新品开发提交PPAP至顾客,量产后后需对生产过程进行持续监控。
6.1.2.3当生产条件变化(变化情况包括工艺方法改变、设备的更换及大修、原材料变更等)或质量改进后需重新进行过程能力分析。
发那科机器人与SFR-SE-SP-0017 气动焊枪的设定-作业指导书
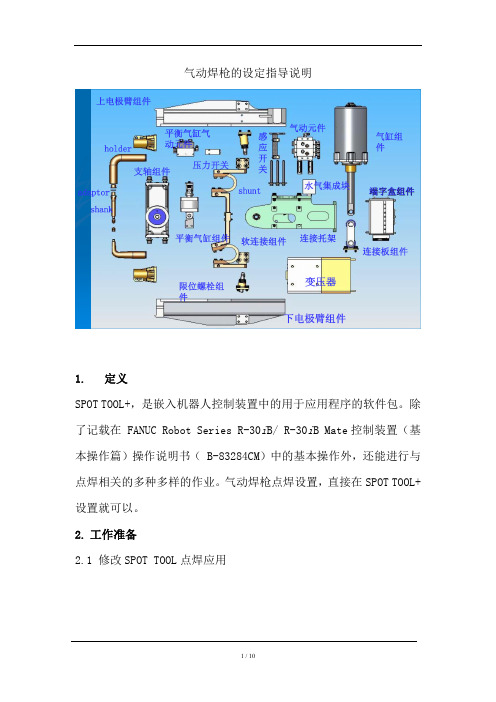
气动焊枪的设定指导说明1. 定义SPOT TOOL+,是嵌入机器人控制装置中的用于应用程序的软件包。
除了记载在 FANUC Robot Series R-30i B/ R-30i B Mate控制装置(基本操作篇)操作说明书( B-83284CM)中的基本操作外,还能进行与点焊相关的多种多样的作业。
气动焊枪点焊设置,直接在SPOT TOOL+设置就可以。
2.工作准备2.1 修改SPOT TOOL点焊应用图1:程序细节中点焊是否启用查看程序细节中点焊是否启用,就判断点焊应用是否启用。
SPOT TOOL+中默认为点焊。
多个应用工具的情况下,将在此程序中使用的应用工具设置为有效。
图2:控制启动模式修改SPOT TOOL+应用2.2.焊柜通信信号设置正确3.外部条件3.1 焊柜动力电源接通3.2 控制柜电源接通3.3 焊机与控制通讯正常 3.4 气动焊枪气压正常4. 所需技能4.1 FANUC 机器人基本操作 4.2 点焊基本操作 4.3 气动焊枪原理5. 工作步骤5.1.气动焊枪设置气缸进出气管接口气缸夹紧和松开到位检测开关冷却水管回路控制气缸动作阀片图3:气动焊枪安装示意图安装好启动焊枪,连接冷却水回路,平衡气缸回路气管以控制阀,气缸检测回路。
5.2 FANUC机器人点焊焊机接口设置在SETUP中选择“点焊初始设置”或者在控制启动模式中选择“点焊初始设置”,变更后,执行冷启动操作。
图4:SPOT CONFIG配置图1图5:SPOT CONFIG配置图 2图6:SPOT CONFIG配置图 3气动焊枪点焊时,是靠气缸伸缩推动焊钳夹紧和关闭,无伺服电机,气动焊枪点焊时,无需在控制启动模式,添加伺服枪轴,只需在点焊初始设置界面设置一些与气动焊枪相关的设置图7:气动焊枪设置界面5.2 多焊机和多设备配置多焊枪系统上,利用多任务执行多个程序中的指令,控制多把焊枪并进行焊接。
多焊枪系统的配置可以考虑如下所示的配置图8:多焊枪系统将“焊接机器数量”设置为 2。
NIST SP 800-30风险评估报告要点示例
NIST SP 800-30风险评估报告要点示例
实施概要
1、简介
目的
风险评估的范围
描述系统的组成、原理、用户、所在位置及其他风险评估应该考虑的详细的系统信息。
2、风险评估方法
简单介绍风险评估所采用的方法。
参与者(如风险评估小组成员)
信息搜集的技术(如所适用的工具、调查表)
风险测量准则的描述(例如一个3*3或者5*5的风险矩阵)
3、系统描述
描述系统的情况,包括硬件、软件、系统界面、用户和数据。
提供系统之间的图表或者系统输入输出流程图以描述本次风险评估的范围。
4、薄弱点描述
整理并且形成适用于被评估系统的薄弱点列表。
5、威胁源描述
整理并且形成适用于被评估系统的威胁源列表。
6、风险评估结果
观察发现的列表(威胁源/薄弱点成对出现),应该包括:
观察发现的数量及简单的描述(例如:用户系统口令能够被容易的猜解或破译)威胁源及对应薄弱点的讨论
识别已有的安全控制措施
发生可能性的讨论及评价
影响分析的讨论及评价
风险的等级
为降低风险的推荐的控制措施
7、总结
观察发现的总和,观察发现的概述及相应的风险等级。
建议及说明,以利于风险降低过程中建议的控制措施的实施。
反恐-散货、吨车运输安全控制程序
题目散货、吨车运输安全控制程序第2版1、目地本程序的目的防止货物在运输过程丢失、调包或被不法分子、恐怖组织利用运输过程制造恐怖事件,遵守C-TPA T及客户的反恐安保要求,确保货物安全、及时结关,特制订本程序。
2、范围公司通过散货、吨车运入和运出货物的运输过程。
3、职责3.1、保安对进出公司区域的散货、吨车进行登记、检查运输资料;3.2、保安主管进行安全检查、对装卸过程进行管控、对运输过程进行跟踪和核实。
4、程序4.1、公司原则上不使用吨车或散货运输。
如因客户需要或货物数量/重量原因确实无法使用集装箱,方可使用指定运输公司提供的吨车或散货运输。
4.2、公司货物采用吨车或散货运输时,无论何种原因均不可采用拼车形式。
4.3、运入货物4.3.1、所有进入公司的货物需由资材员工核对采购发出的订单,对无采购单据物料一律拒收,特殊情况需联系采购进行核实。
4.3.2、经核实的外来货物一律存放在资材课待检区域,由品管人员进行质量检验,并填写相应的记录。
4.3.3、来货必须符合采购单或送货单数量/重量,对数量或重量不符、颜色有差异、形状不致、有可疑气味的货物,需立即报告安全主管、当地执法机关、海关调查处理。
4.3.4、品管检验质量合格后,货物应存放于安全的区域内,并加上标识,资材课做好记录,以便于日后追溯。
4.4、运出货物4.4.1、船务根据出货计划提前5-14天与货运代理或船公司预定仓位以确保在出货前2-3第1次编制审批题目散货、吨车运输安全控制程序第2版天拿到货运公司的S/O,确保货物能够按照计划时间离开工厂4.4.2、根据出货计划及S/O安排拖车。
提前1-2天与运输公司联系预约车辆。
以确保散货、吨车能够及时到达我司和安全装货。
4.4.3、运输公司在散货、吨车到工厂前提供司机资料给我司以方便装车前确认司机资料如:司机姓名、身份证号码、运输工具相关信息。
4.4.4、货物装运完成后,保安主管加上封条,有需要时再加上挂锁,确保货物运输过程安全。
精品spc控制程序
NYC亚新科南岳(衡阳)有限公司企业标准ASIMCO Nanyue (Hengyang) Co.,LtdQG/NY0202.27-2003统计过程控制(SPC)程序发布日期:2003-11-15 实施日期:2003-11-20 亚新科南岳(衡阳)有限公司标准化委员会发布前言本标准由公司标准化委员会提出。
本标准由总师办归口。
本标准由工艺处负责起草。
本标准主要起草人:凌刚SPC(统计过程控制)程序1.目的在开发及生产过程的各个阶段使用统计图表进行分析,以便及时发现在这个过程中出现的工程变异,并采取措施及时矫正和改善,从而达到持续改进之目的。
2.适用范围适用于公司内所有生产产品的全过程统计分析。
3.规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
3.1 SPC及PPAP参考手册4.定义、首字母缩写词和缩略语SPC——统计过程控制5.权限与职责5.1权限质量控制部对统计方法选择与应用归口管理5.2职责5.2.1 质量控制部负责在质量检验工作中应运用适宜的统计方法;5.2.2 技术中心负责统计技术在产品、工艺参数优化、加工过程控制等方面的运用;5.2.3 各有关部门和车间均应运用公司规定的统计方法进行质量分析,实施质量控制和质量改进。
6.过程流程图(见附录8.1)7过程流程7.1统计过程控制操作规范7.1.1 权责A表示协助人员;B表示主要责任人员。
7.1.2 操作内容:7.1.2.1 控制图表之选用时机,视实际需要选用合适办法。
·X-R(均值和极差图)用于批量生产后之产品加工过程中重要的计量型技术参数之控制分析。
·p图(不合格品率图)用于批量生产后之计数型特性试验、规格外观等检查。
NIST SP800-30 摘要
威胁识别(Threat Identification)缺陷识别(Vulnerability Identification)控制分析(Control Analysis)可能性确定(Likelihood Determination)影响分析(Impact Analysis)风险确定(Risk Determination)控制建议(Control Recommendations)结果报告(Results Documentation)系统评定确定风险评估工作的范围;勾勒运作授权(或认可)边界;提供定义系统风险的重要信息,这些信息主要包括以下类型:o硬件;o软件;o系统接口(如内部和外部连接);o数据和信息;o支持和使用IT系统的人员;o系统的使命(如IT系统所起的作用);o系统和数据的关键程度(如系统的价值或对机构的重要性);o系统和数据的敏感性。
系统评定应收集的信息IT系统的功能需求(Functional Requirements);系统的用户,包括为系统提供技术支持的系统用户(System Users),和使用系统执行业务功能的应用用户(Application Users);系统安全政策(Security Policy),包括机构政策(Organizational Policy)、政府要求(Federal Requirements)、法律法规(Law)和业界惯例(Industry Practices);系统安全架构(System Security Architecture);当前的网络拓扑(Topology);系统的可用性需求?机构需要什么信息(包括双向的)?系统生成、使用、处理、存取什么信息?信息对于用户使命有多重要?信息流经的路径?系统处理和存储的信息类型(金融、人事、研发、医疗、控制)?信息的敏感级别?系统的哪些信息不应泄漏给哪些人?信息处理和存储的明确地点?信息存储器的类型?如果信息泄漏给非授权人员会给机构带来怎样的潜在影响?信息的可用性和完整性需求?如果系统或信息不可靠会对机构产生什么影响?机构能够容忍的系统停机时间?这个时间大于平均修复/恢复时间吗?用户还有其它处理或通讯选项吗?系统或安全故障会造成人员伤亡吗?缺陷识别缺陷识别(Vulnerability Identification)的目的是编写可能被威胁源利用的系统缺陷清单;识别系统缺陷的方法包括:使用系统评定阶段的信息收集技术;进行系统安全测试;制定安全需求检查列表(Checklist);不同阶段的系统其缺陷识别方法有所不同:设计阶段的系统可关注机构安全政策、所计划的安全规程、系统安全需求定义、开认证、入侵检测、对象重用、系统审计等标准。
FANUC数控系统PMC功能指令
功能命令编号 功能名命令号处理内容SA1SA5SB5SB6SB71END1SUB 1第1级程序结束○○2 END2 SUB 2第2级程序结束 ○○3END3SUB 48第3级程序结束××4 TMR SUB 3定时器处理 ○○5TMRB SUB 24固定定时器处理○○6TMRC SUB54追加定时器处理 ○○7DEC SUB 4BCD译码处理○○8DECB SUB25二进制译码处理 ○ ○9CTR SUB 5计数器处理○○10 CTRC SUB 55 追加计数器处理 ○○11ROT SUB 6BCD回转控制○○12 ROTB SUB 26 二进制回转控制 ○○13COD SUB 7BCD码变换○○14 CODB SUB 27二进制码变换 ○○15MOVE SUB 8逻辑乘后数据转送○○16 MOVOR SUB 28 逻辑加后数据转送 ○○17MOVB SUB 431字节数据转送×○18 MOVW SUB 44 2字节数据转送 × ○19MOVN SUB 45任意字节数据转送×○20 COM SUB 9公用线控制开始 ○○21COME SUB 29公用线控制结束○○22 JMP SUB 10跳转 ○○23JMPE SUB 30跳转结束○○24 JMPB SUB 68标号跳转1 ×○25JMPC SUB 73标号跳转2×○26 LBL SUB 69标号 ×○27PARI SUB 11奇偶校验○○28 DCNV SUB 14数据变换 ○○29DCNVB SUB 31扩展数据变换○○30 COMP SUB 15BCD大小比较 ○○31COMPB SUB 32二进制大小比较○○32 COIN SUB 16BCD一致判断 ○○33SFT SUB 33移位寄存器○○B-10141/05154编号 功能名命令号处理内容SA1SA5SB5SB6SB734 DSCH SUB 17BCD数据检索 ○○35DSCHB SUB 34二进制数据检索○○36XMOV SUB 18BCD变址修改数据转送 ○○37XMOVB SUB 35二进制变址修改数据转送○○38 ADD SUB 19 BCD加法运算 ○○39ADDB SUB 36二进制加法运算○○40 SUB SUB 20 BCD减法运算 ○○41SUBB SUB 37二进制减法运算○○42 MUL SUB 21 BCD乘法运算 ○○43MULB SUB 38二进制乘法运算○○44 DIV SUB 22 BCD除法运算 ○○45DIVB SUB 39二进制除法运算○○46 NUME SUB 23 BCD常数赋值 ○○47NUMEB SUB 40二进制常数赋值○○48 DISPB SUB 41信息显示 ○○49EXIN SUB 42外部数据输入○○50 WINDR SUB 51CNC数据读取 ○○51WINDW SUB 52CNC数据写入○○52 DIFU SUB 57前沿检测 ×○53DIFD SUB 58后沿检测×○54 EOR SUB 59异或 ×○55AND SUB 60逻辑乘×○56 OR SUB 61逻辑和 ×○57NOT SUB 62逻辑非×○58 END SUB 64程序结束 ×○59CALL SUB 65有条件子程序调出×○60 CALLU SUB 66子程序调出 ×○61SP SUB 71子程序开始×○62 SPE SUB 72子程序结束 ×○此外,还有DISP, FNC90, MMCWR, MMCWW, MMC3R, MMC3W, PSGN,PSGN2, AXCTL命令。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
有限公司 文件编号: P-30 版本 页 数 生效日期 编制部门
核准 审核 编写
日期 日期 日期
变更控制程序
有限公司
程 序 文 件
编制部门: 人力行政中心
文件编号: SP-30
名称 变更控制程序 版次:A/0
页码: 2 /6
文件更改履历表
序号 更改章节及内容 文件版本 更改日期
1 首版发行 A/0 2017.3.5
有限公司
程 序 文 件
编制部门: 人力行政中心
文件编号: SP-30
名称 变更控制程序 版次:A/0
页码:3/ 6
1.0 目的
规定对本厂已批准的各类文件、设备、设施、物料供应商及环境因素发生变更时控制的
程序,以保证产品的生产、体系运行过程始终处于受控状态。
2. 0 范围
范围适用于全厂所有产品及体系过程的变更。
3.0 定义
无
4.0 权责
4.1 各个部门或个人可根据工作职责提出变更申请。
4.2 受变更影响的各部门对变更申请进行评估、审核、列出相关的实施计划。并对经批准的变
更申请和行动计划负责实施,负责将实施情况书面报告给质量管理部门。
4.3 人力行政中心负责变更的管理,指定专人负责变更控制工作,界定变更分类,组织变更评
估和审核,制订变更实施计划,跟踪变更的实施,对变更效果进行评价,及时反馈变更信息。
4.4企业负责人对所有变更申请和实施计划进行批准以及对变更进行批准。
5.0 作业内容
5.1 变更类型
5.1.1 所有已批准的作业文件及各种记录的变更
5.1.2 技术文件的变更 技术文件包括:工艺规程、质量标准、分析方法。
5.1.3关键设备仪器、设施的变更:
5.1.3.1关键设备仪器:直接用于生产和QC测试,对产品质量直接造成影响的各类设备仪器。
5.1.3.2 QC关键设施:对生产环境直接造成影响,对产品质量直接造成影响的各类公用设施。
5.1.4 物料供应商变更:包括原料、辅料、包装材料供应商的变更。
5.1.5标签、说明书、包装材料的变更:包括标签、说明书彩盒和外箱上印刷的文字、颜色、
图案和尺寸、材质等的变化。
5.1.6委托生产商要求的变更。
5.1.7政府部门要求的变更。
5.1.8 人员组织机构图及公司环境因素、危险源的变更。
5.1.9生产用物料的贮存条件和(或)有效期的变更,包括原辅料、包装材料、中间体和成品。
有限公司
程 序 文 件
编制部门: 人力行政中心
文件编号: SP-30
名称 变更控制程序 版次:A/0
页码:3/ 6
5.1.10 在日常生产过程中发生的非计划性变更
5.2变更程序
5.2.1 在需要变更时,由需要发生变更的岗位责任人员向人力行政中心口头提出申请。
5.2.2提出变更的申请人按以下要求填写“变更申请表”, 交本部门负责人评估、签署意见:
5.2.2.1 变更名称:明确变更的主题及变更类型。
5.2.2.2 变更理由:描写该变更提出的原因。
5.2.2.3 变更内容:说明 “原来内容” (原来版本号)、 “ 修改后内容 ” (修改后版本号),
文件应写完整编号。
5.2.2.4 申请人、申请日期及所属部门。
5.2.3 申请变更部门负责人按照以下要求对变更进行评估:
5.2.3.1变更是否违背了政策法规、法定标准。
5.2.3.2变更是否属于需验证的范围。判断标准参见:验证主计划、子系统验证主计划及验证
计划;设施、设备和仪器的确认;工艺验证;清洁验证;计算机验证。
5.2.3.3变更是否需要进行稳定性考察。判断标准参见:留样和稳定性试验。
5.2.3.4变更是否会涉及其他文件的变更。
5.2.3.5变更是否会涉及委托加工方。
5.2.3.6如果变更需要培训,变更执行前必须完成培训。
5.3.4申请部门负责人应列出本部门变更的工作计划和受变更影响的部门,
5.3.5变更申请部门将变更申请书分送到各相关部门。
5.3.6各相关部门负责人在收到变更申请后,需对变更申请部门的申请及变更工作计划进行评
估,在相关部门评估意见栏注明部门、意见并签名。若同意变更申请,需提出变更涉及的本部
门文件及完成变更工作计划。若不同意变更申请,需书面说明理由。
5.3.7由变更申请部门收集各相关部门已完成评估及变更工作计划的“变更申请表”后,上交
人力行政中心门。人力行政中心门在收到各部门提交的“变更申请表”后,对所有相关部门的
评估进行综合评估,并提出评估意见。必要时召开相关部门会议,布置变更内容。
5.3.7.1人力行政中心负责人审核的内容
5.3.7.1.1 变更申请的内容明确
5.3.7.1.2 变更申请引发了另外的变更已经明确。
有限公司
程 序 文 件
编制部门: 人力行政中心
文件编号: SP-30
名称 变更控制程序 版次:A/0
页码:3/ 6
5.3.7.1.3 所有的相关部门都参与评估并制定合理的工作计划
5.3.7.1.4 有合适的文件支持变更
5.3.7.1.5 有正确的签名和日期
5.3.7.2 如果人力行政中心审核不通过,则变更申请部门对相关内容进行补充直至通过品质审
核,或者变更
被结束。
5.3.8总经理授权人批准后,人力行政中心门复印已批准的“变更申请表”并分发到申请部门。
中各部门相关内容下发给相关部门后,变更方可进行。
5.3.9申请变更部门应对所涉及的相关人员进行培训,并将培训记录复印件交人力行政中心。
5.3.10 人力行政中心应根据各责任部门制订的工作计划,在计划完成时间前,确认各项计划
的落实情况,填写”变更申请表”,涉及到纠正和预防措施的项目还需在纠正预防措施跟踪
表”内填写跟踪情况。
5.3.11在所有的变更工作完成后,人力行政中心收集相关的支持文件,如验证报告,试验数
据,稳定性实验数据,供应商审计报告,分析方法验证报告等等,审核并确认变更对产品的特
性、 含量、质量及纯度没有产生负面影响。
5.3.12如果内容过多栏目位置不足,可另加附页,可打印签名。
5.4技术文件的变更
5.4.1 工艺规程式、分析方法的变更:按工芑风险评估表或“分析方法风险评须表”对发生变
更的工艺或分析方法进行评估,如果被评估为直接影响,在批准变更申请后,责任部门应进行
相应的验证及稳定性考查。如评估为非直接影响,则不需要验证。
5.4.2 对贮存条件和(或)有效期的变更:在批准变更申请后,应对至少3批样品进行稳定性
试验,或提供以前稳定性试验数据汇总及评估作为有效期变更的依据。人力行政中心根据稳定
性实验报告结果进行评估,如物料及中间产品评估结果符合变更要求的则变更可以接受。如成
品评估结果符合变更要求的,则应上报药品监督管理部门批准,评估结果不符合要求的,变更
停止。
5.4.3供应商变更:按文件《采购控制程序》进行。
5.4.4政府部门要求的变更,按政府要求操作。对变更涉及到的内容由相关部门提出申请。
有限公司
程 序 文 件
编制部门: 人力行政中心
文件编号: SP-30
名称 变更控制程序 版次:A/0
页码:3/ 6
5.4.5对于变更涉及到委托加工产品,需征得委托方的同意。委托加工方联系人将变更后的委
托方的文件(包括作业指导书,批生产记录,测试标准,分析方法,处方,工艺等)提供给我
方的联系人,我方联系人需将收到的文件移交给人力行政中心文件管理员,由文件管理员登记
后交相关部门负责人并签字确认。 相关部门收到人力行政中心交接的委托加工方变更的文件
后,在“变更跟踪表”上加以记录。如需修订或新建测试标准或分析方法,按《文件控制程序》
执行,如需修订操作指导书,则按《文件控制程序》执行,其它按本文件执行。
5.5 当变更违背政策法规、法定标准,或影响设备或设施的性能、安全性或灵敏性,人力行政
中心应在该变更申请表上注明不能接受,并终止变更。
5.6当变更需要验证和稳定性试验,则由有关部门按照有关操作指导书制定方案。
5.7 非计划性变更的管理
5.7.1在日常工作中,如发现生产工艺、指令、记录、设备参数、方法等的书面规定与实际操
作不符时,应由现场负责人确认。 如需要当即进行修订,应由现场负责人在需要变更的文件
或 记录上将要修订的部分用斜线(/)划去,修订后签名,然后经人力行政中心负责人审核。
5.7.2 人力行政中心负责人对修订的内容进行评估,对非关键性且不会对产品有显著影响的非
计划性变更。
5.8. 变更记录的管理
按《文件控制程序》、《记录控制程序》执行。
5.9. 变更登记表的电子版文件要设置权限,相关有权限人员才能进行更改和删减操作;