上海双高全焊接球阀说明书
全焊接球阀使用说明
全焊接球阀使用说明
一、产品说明
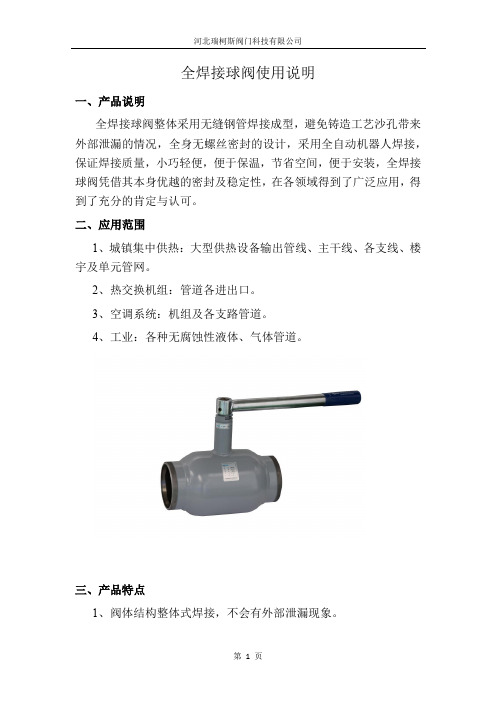
全焊接球阀整体采用无缝钢管焊接成型,避免铸造工艺沙孔带来外部泄漏的情况,全身无螺丝密封的设计,采用全自动机器人焊接,保证焊接质量,小巧轻便,便于保温,节省空间,便于安装,全焊接球阀凭借其本身优越的密封及稳定性,在各领域得到了广泛应用,得到了充分的肯定与认可。
二、应用范围
1、城镇集中供热:大型供热设备输出管线、主干线、各支线、楼宇及单元管网。
2、热交换机组:管道各进出口。
3、空调系统:机组及各支路管道。
4、工业:各种无腐蚀性液体、气体管道。
三、产品特点
1、阀体结构整体式焊接,不会有外部泄漏现象。
2、阀座由PTFE密封环及弹簧组成对压力和温度的变化适应能力强,在使用范围内不会产生任何的泄漏。
3、阀件全部采用的是数控机床加工,保证各零部件精度。
4、阀杆的防渗漏结构、多层密封,确保无泄漏。
5、阀杆操作轻便,无卡阻现象。
6、数控压装设备组装,扭矩轻,密封可靠。
四、主要零部件及材质。
球阀—产品使用说明书

Ball valves球阀使用说明书Ball Valve Operating Manual浙江石化阀门有限公司Zhejiang Petrochemical Valve Co., Ltd.二O一一年 Year 2011一用途Application球阀是一种管线阀门产品,用于接通或截断管路中的介质。
一般是处于全开或全关状态,在微开状态下可作流量的调节使用。
广泛适用于工况条件下水、气、油品等介质的各种管路中。
Ball valve is pipeline valve, used for connecting or cutting off medium in the pipelines. Normally it is at the state of opening or closing. And it couldfunction as regulating the flow when it is at the state of slightly open. It isused on the pipeline such as water, gas, oil etc.二性能规范 Performance Specification压力等级: Class150; Class300; Class600;Pressure: Class150; Class300; Class600;公称尺寸:NPS 2 ~NPS24;Nominal Size: NPS 2 ~NPS24阀体材料: ASTM A216 WCB; ASTM A351 CF8;Body Material:ASTM A216 WCB;ASTM A351 CF8;产品的设计、制造按API6D的规定;检查试验按API6D的规定;法兰连接尺寸按 ASME 的规定;结构长度按API6D的规定;Designed and manufactured according to API6D; Inspected and tested accordingto API6D;Flange ends according to ASME ; Face to face according to API 6D适用介质:水、蒸汽、油品等。
球阀说明书——精选推荐

球阀说明书摘要....................................................................... I ABSTRACT .................................................................. II 1 绪论 (1) 1.1球阀发展历史 (1)1.2国内外研究现状 (1)1.3本⽂研究的主要内容、⽅法和⽬标 (2)2 球阀的结构设计及校核 (3)2.1球阀的构成、作⽤原理、特点和结构分类 (3)2.1.1球阀的构成 (3)2.1.2球阀的作⽤原理 (3)2.1.3球阀的特点 (3)2.1.4球阀的结构类型 (4)2.2球体的直径确定 (4)2.3球体与阀座之间密封⽐压的确定 (5)2.3.1必需⽐压的计算 (5)2.3.2需⽤⽐压选择 (5)2.3.3设计⽐压的计算 (6)2.4球阀密封⼒的计算 (7)2.5球阀的转矩计算 (8)2.6阀体设计 (9)2.6.1阀体结构形式、连接形式、结构长度和材料的确定 (9)2.6.2阀体壁厚的确定 (10)2.6.3 阀体法兰设计 (10)2.6.4 阀体法兰校核 (11)2.7阀杆的设计和校核 (14)2.7.1 阀杆材料选择 (14)2.7.2 阀杆填料的选择、填料摩擦⼒及摩擦转矩的计算 (15)2.7.3 阀杆强度的计算 (16)2.8阀杆连接件的强度计算 (18)2.9球体的设计和校核 (20)2.10球阀的阀座设计 (21)2.11省⼒机构的设计和校核 (22)2.11.1蜗轮蜗杆的设计 (23)2.11.2蜗轮蜗杆的强度校核 (23)3 ANSYS软件分析 (24)3.1ANSYS软件的应⽤和介绍 (24)3.2模型的导⼊和分析 (26)3.2.1 模型的简化、导⼊和分析准备 (26)3.2.2 模型的材料定义 (27)3.2.3 模型的加载和边界条件的确定 (28)3.2.4 模型的加载后分析结果 (29)3.2.5 ANSYS结果分析 (33)结论 (34)参考⽂献 (35)致谢 (36)摘要本⽂根据已知的球阀设计经验对DN为250mm,设计压⼒为2Mpa的球阀进⾏设计,主要包括了材料选择、结构设计和强度校核等,在结构和材料⽅⾯在满⾜强度的前提下,尽量降低结构的复杂性,以更⼩的消耗、更简单的结构来实现成品的设计优化,同时对球阀的主要部件进⾏应⼒的软件分析。
球阀使用维护说明书

球阀使用维护说明书球阀使用维护说明书1、引言本文档提供了球阀的使用维护说明,详细介绍了球阀的组成部分、安装步骤、操作方法、常见问题及维护要点等内容。
通过阅读本文档,您将了解到如何正确使用和维护球阀,确保其正常运行和延长使用寿命。
2、球阀概述2.1 组成部分:球体、阀座、阀杆、阀盖、密封垫圈等。
2.2 工作原理:球阀通过旋转球体来实现开关控制,当球体转至某一位置时,阀体内流体可以通畅通过,而在其他位置将被阻塞。
3、安装步骤3.1 确认阀门尺寸和型号,选择适合的球阀。
3.2 检查球阀及其附件是否完好,没有损坏和松动。
3.3 在安装前,清理管道内的杂物和污垢,确保管道通畅。
3.4 将球阀正确安装在管道上,使用适当的螺栓和垫圈进行固定。
3.5 确保球阀安装位置正确,操作杆须容易访问。
3.6 使用扳手将球体旋转至适当位置,确保顺畅开关。
4、操作方法4.1 开关球阀:顺时针旋转球体以关闭球阀;逆时针旋转球体以打开球阀。
4.2 调节球阀:逐渐旋转球体以调节流体的流量。
4.3 注意事项:- 操作力应适度,不得过大用力;- 避免频繁开关球阀,以免损坏阀门。
5、常见问题及维护要点5.1 泄漏问题:- 检查阀杆和阀盖之间的密封垫圈,若有磨损或损坏应及时更换;- 确保螺纹连接牢固,如有松动应进行紧固。
5.2 球体卡死:- 清理球阀内的杂物和污垢,保持球体的顺畅运动;- 检查阀杆的润滑情况,如果困难应添加适当的润滑油。
5.3 操作杆无法旋转:- 确保操作杆未被卡住或阻塞,修复或更换卡住的零件;- 检查操作杆的连接情况,如有松动进行紧固。
6、附件本文档未附带附件,请参考球阀产品说明书以获取更多相关资料。
7、法律名词及注释7.1 球阀:一种用于调节流体流量的阀门,通过旋转球体来实现开关和调节。
7.2 球体:阀门内的旋转部分,用于控制流体的通断和调节流量。
7.3 阀杆:球阀上连接球体的部分,通过旋转球体控制流体的通断。
全焊接球阀安装使用说明

暖通设备有限公司全焊接球阀安装使用注意事项一、安装注意事项1、安装前须仔细核对球阀铭牌内容,确认各参数符合现场工况。
2、安装前打开球阀两侧封盖,反复清洗内部,清理掉杂物。
3、吊装时尽量使用球阀阀体吊环,不得直接以驱动机构为吊装点。
4、球阀的上下游应安装过滤装置,避免管道的杂质进入密封面而造成机械损伤。
5、球阀应安装于管道的水平及垂直方向合适位置,并确保安装时球阀与管道同心且处于合适的标高,让球阀与管道重力均匀分布。
6、焊接前应打磨清洁焊接坡口,保证焊管焊缝端面与斜面平整与光洁度要求,焊接时焊管与球阀的间隙均匀;7、需确认管道能够承受阀门自重,若不能承重,须在阀门下安装支撑机构,DN900以上必须阀下安装滑动水泥墩(水泥墩与阀体之间应垫上聚乙烯壳垫),此水泥墩必须既能承重又能使球阀自由滑动无阻碍(球阀安装后在管道内应力及热胀冷缩效应下会产生位移),水泥墩制作须按照相应建筑规范,保证水平及垂直各面的平行度与垂直度要求,水泥墩下应打好混凝土地基垫层。
8、不能将支撑机构焊接或固定于阀门上,这样做一是会因焊接时局部过热损坏球阀密封,二是会增加球阀在管道内应力及热胀冷缩效应下位移的阻力而损伤阀体。
9、球阀焊接于管道时,在焊接位置与阀体之间应采用适当降温措施,防止温度过高损坏阀座密封件。
10、现场焊接时,应采用单面焊接方式,先用氩弧焊打底焊接后,再采用其他焊接方法,防止焊渣及杂物进入管道,开关时损坏密封面。
11、焊接前必须先确认球阀全开状态,因为关闭状态焊接时,球体密封面裸露,开关时容易损坏密封,造成泄漏。
12、严禁在管道及球阀内部进行焊接作业,因为这样会产生焊渣及杂物残留在球阀密封处,开关时会挤伤密封面,造成密封失效,严重影响正常使用。
二、使用维护注意事项:1、使用前必须严格检查球阀及管道,清扫清理及反复冲洗管线内部,不能在管线里有杂物及污水情况下开关球阀,这样会损坏密封面,出现泄露。
2、球阀90度旋转即可完成全开和全关,应按照执行机构指示针操作,顺时针为关、逆时针为开,开或关时指针接近90度位置时,不准过力操作,防止损坏执行机构内件。
焊接管道阀门参考指南说明书

How to Order Valves (Single Type)Air Operated TypeIntegral Fitting Type (Hyper Fittings)Series LVCLVALVH LVD LVQ LQ1LVNTL/TIL LQ3C o u r t e s y o f C M A /F l o d y n e /H y d r a d y n e ▪ M o t i o n C o n t r o l ▪ H y d r a u l i c ▪ P n e u m a t i c ▪ E l e c t r i c a l ▪ M e c h a n i c a l ▪ (800) 426-5480 ▪ w w w .c m a f h .c o mDifferent Diameter Tubing Applicable with ReducerDifferent diameter tubing can be selected (within a body class) by using a nut andinsert bushing (reducer).1. Connect tubing with special tools.Refer to the pamphlet “High-Purity Fluoropolymer Fittings HYPER FIT-TING ®/Series LQ1, 2 Work Procedure Instructions”(M-E05-1)for connecting tubing and special tools.(Download-able from our web site.)2. Tighten the nut to the end surface of the body. As a guide, refer to the proper tightening torques shown below.PipingCautionBe sure to read before handling. Refer to front matters 42 and 43 for Safety Instructions,and pages 491and 492for High Purity Chemical Valve Precautions.CautionSeries LVCStandard Specifications462C o u r t e s y o f C M A /F l o d y n e /H y d r a d y n e ▪ M o t i o n C o n t r o l ▪ H y d r a u l i c ▪ P n e u m a t i c ▪ E l e c t r i c a l ▪ M e c h a n i c a l ▪ (800) 426-5480 ▪ w w w .c m a f h .c o mSingle typeUnit type˾With flow rate adjustmentThe flow rate is adjusted by controlling the diaphragm stroke.˾With bypassA change of volume inside the suck back valve pulls in liq-uid at the end of the nozzle to prevent dripping.OptionsAdjustment knobAdjusts the flow rate.Lock nutLocks the adjustment knob position.Adjustment knobAdjusts the amount of suck back.Lock nutLocks the adjustment knob position.Suck back bodySymbolLock nutLocks the adjustment knob position.How to OrderAB PPPAB Adjustment knobAdjusts the flow rate.Adjustment knobAdjusts the amount of suck back.Lock nutLocks the adjustment knob position.Lock nutLocks the adjustment knob position.SymbolAdjustment knobAdjusts the flow rate.Standard SpecificationsNote 1)Different diameter tubing shown in ( ) can be selected when usedwith a reducer.Refer to page 489 for details.Basic sizeWith reducerA small amount of fluid from the inlet side is allowed to flowcontinuously to the outlet side by providing a bypass inside the body.463Series LVCSuck BackAir Operated TypeIntegral Fitting Type (Hyper Fittings)LVA LVH LVD LVQ LQ1LVN TL/TIL LQ3C o u r t e s y o f C M A /F l o d y n e /H y d r a d y n e ▪ M o t i o n C o n t r o l ▪ H y d r a u l i c ▪ P n e u m a t i c ▪ E l e c t r i c a l ▪ M e c h a n i c a l ▪ (800) 426-5480 ▪ w w w .c m a f h .c o mSeries LVCConstructionStandard type N.C.typeN.O.typeDouble acting typeWith reducerWith flow rate adjustmentWith bypassSuck back (single type)Suck back (unit type)With indicatorC o u r t e s y o f C M A /F l o d y n e /H y d r a d y n e ▪ M o t i o n C o n t r o l ▪ H y d r a u l i c ▪ P n e u m a t i c ▪ E l e c t r i c a l ▪ M e c h a n i c a l ▪ (800) 426-5480 ▪ w w w .c m a f h .c o mSeries LVCBasic typeDimensions465DimensionsAir Operated TypeIntegral Fitting Type (Hyper Fittings)LVA LVHLVD LVQ LQ1LVN TL/TILLQ3C o u r t e s y o f C M A /F l o d y n e /H y d r a d y n e ▪ M o t i o n C o n t r o l ▪ H y d r a u l i c ▪ P n e u m a t i c ▪ E l e c t r i c a l ▪ M e c h a n i c a l ▪ (800) 426-5480 ▪ w w w .c m a f h .c o mSeries LVCDimensions466C o u r t e s y o f C M A /F l o d y n e /H y d r a d y n e ▪ M o t i o n C o n t r o l ▪ H y d r a u l i c ▪ P n e u m a t i c ▪ E l e c t r i c a l ▪ M e c h a n i c a l ▪ (800) 426-5480 ▪ w w w .c m a f h .c o mManifoldsSeries LVCManifold SpecificationsHow to Order Manifold BaseHow to Order ValveLVALVHLVDLVQLQ1LVNTL/TILLQ3 CourtesyofCMA/Flodyne/Hydradyne▪MotionControl▪Hydraulic▪Pneumatic▪Electrical▪Mechanical▪(8)426-548▪www.cmafh.comEnter the part number of the valves to be mounted together with the manifold base part number.<Example>LLC2A-03-S11••••• 1set1 ∗LVC20A-S07-1••••• 2sets 2••••• 1set 1∗valves, etc. to be mounted.on the left side, with the A (OUT) ports in front.A (OUT) portStations are countedfrom station 1 on the left side, with the A (OUT) ports in front.Series LVC12...S t a t i o n s DimensionsLLC २A--२२-CStationsC o u r t e s y o f C M A /F l o d y n e /H y d r a d y n e ▪ M o t i o n C o n t r o l ▪ H y d r a u l i c ▪ P n e u m a t i c ▪ E l e c t r i c a l ▪ M e c h a n i c a l ▪ (800) 426-5480 ▪ w w w .c m a f h .c o mLVCPA AR PN.C.LQ23PortSeries LVCStandard SpecificationsHow to Order ValveBasic sizeWith reducerConstruction469LVA LVH LVD LVQ LQ1LVN TL/TILLQ3C o u r t e s y o f C M A /F l o d y n e /H y d r a d y n e ▪ M o t i o n C o n t r o l ▪ H y d r a u l i c ▪ P n e u m a t i c ▪ E l e c t r i c a l ▪ M e c h a n i c a l ▪ (800) 426-5480 ▪ w w w .c m a f h .c o mSeries LVCDimensions470C o u r t e s y o f C M A /F l o d y n e /H y d r a d y n e ▪ M o t i o n C o n t r o l ▪ H y d r a u l i c ▪ P n e u m a t i c ▪ E l e c t r i c a l ▪ M e c h a n i c a l ▪ (800) 426-5480 ▪ w w w .c m a f h .c o m。
全焊接球阀产品介绍
全焊接球阀产品介绍全焊接球阀是一种特殊类型的球阀,其特点是阀体和阀盖通过直接焊接连接,无需密封垫片,从而确保了阀体的完全密封性。
全焊接球阀广泛应用于石油、天然气、化工、电力等行业,特别适用于高温、高压和腐蚀介质的工作环境。
下面将详细介绍全焊接球阀的产品特点、工作原理和应用领域。
一、产品特点:1.全焊接结构:阀体和阀盖通过全焊接连接,无需密封垫片。
这种设计确保了阀体的完全密封性,有效防止了泄漏问题。
2.强度高:全焊接球阀采用高强度材料制造,具有较高的耐压和耐腐蚀性能。
3.耐高温性能好:全焊接球阀适用于高温工况,阀内部结构设计合理,能够承受高温介质的腐蚀和高温冲击。
4.快速开闭:全焊接球阀采用弹性材料球座密封,摩擦小,开闭力矩小,操作灵活方便,开关速度快。
5.可靠的密封性能:全焊接球阀采用弹性密封体,具有良好的密封性能,能够有效防止泄漏。
6.负压阀座设计:全焊接球阀采用负压阀座设计,通过内压作用,使密封面贴附于球体表面,确保了阀门关闭时的可靠密封。
二、工作原理:三、应用领域:由于全焊接球阀具有优良的密封性能和耐腐蚀性能,广泛应用于以下领域:1.石油和天然气工业:全焊接球阀适用于油气输送管道和炼油工艺管道,可阻止油气泄露,确保生产安全。
2.化工工业:全焊接球阀适用于各种腐蚀介质的控制和截断,如酸、碱等。
3.电力工业:全焊接球阀可以用于电力站锅炉给水管道、循环水管道的控制。
4.环保工程:全焊接球阀可用于废水处理、废气治理等环保项目中,确保处理系统的安全稳定运行。
总之,全焊接球阀通过特殊的焊接连接结构,保证了阀体的完全密封性。
其特点包括高强度、耐高温、耐腐蚀、快速开闭和可靠的密封性能。
全焊接球阀广泛应用于石油、天然气、化工、电力等行业,特别适用于高温、高压和腐蚀介质的工作环境。
全焊接球阀工艺及焊接架设计说明书

目录一、全焊接球阀选取与焊接工艺选取 (1)1、全焊接球阀的特性 (1)2、全焊接式结构 (1)3、阀体与焊接材料分析 (1)4、焊接过程及分析 (5)5、全焊接球阀的焊接参数选择 (6)二、滚轮架的选取 (7)1、滚轮架的定义 (7)2、方案的选择及确定 (8)3、滚轮驱动方案 (9)4、滚轮的设计 (11)5、轴的设计 (12)6、轴承的选择 (12)7、丝杆的设计 (13)三、计算与校核 (15)1、驱动圆周力与支反力的分析及中心角的确定 (15)2、滚轮支反力计算 (17)3、电动机的选取 (20)4、轴的校核 (21)5、键的校核 (22)6、轴承的寿命计算 (22)7、轴承的强度计算 (24)四、结语 (24)一、全焊接球阀的选取与焊接工艺的选取1、全焊接球阀的特性:1、整体式焊接球阀,不会有外部泄漏等现象。
2、由于阀座是由碳化特氟隆密封环及咖弹簧构成的,所以对压力和温度的变化适应能力强,在标注压力和温度范围内不会产生任何泄滑。
3、球体的加工过程有先进的计算机检测仪跟踪检测,所以球体的加工精度高。
4、由于阀体材料跟管道材质一样,不会出现应力不均,也不会由于地震及车辆经过地面时而产生变形,管道耐老化。
5、密封环本体采用含量25%Carbon(碳素)的CPTFE材质,保障完全无泄漏(0%)。
6、直埋式焊接球阀可以直接埋于地下,不用建高大型阀门井,只需在地面上设置小型浅井,大大节省施工费用及工程时间。
7、可根据管道的施工及设计要求,调整阀体的长短和阀杆的高度。
8、球体的加工精度非常精密,操作轻便,无不良干涉。
9、采用高级的原材料,能保PN25以上的压力。
10、与同类行业的同种规格产品相比,阀体小,而且外型美观。
11、在保证阀门正常操作、使用情况下,质保20年。
2、全焊接式结构球阀阀体由6部分锻造的壳休装配后焊接而成,结构紧凑、整个球阀挥然一体.目前日内生产使用的大口径球阀多为分体三片式构造,各部分之间采用螺栓连接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
全焊接球阀Q 3/6/9 6 1/7 F
使
用
说
明
书
上海双高阀门集团有限公司
一、用途:
城市煤气:煤气输出管道、主干线及各支线供应管道等。
集中供热:大型供热设备输出管线、主干线、支线。
热交换机:管道及各回路启闭。
钢铁厂:各种流体管道、废气择放管道、煤气和热力供应管道、燃料供应管道。
各种工业设备:各种热处理管道、各种工业煤气和热力管道。
二、特性:
整体式焊接球阀,不会有外部泄漏等现象。
由于阀座是由碳化特氟隆密封环及咖弹簧构成的,所以对压力和温度的变化适应能力强,在标注压力和温度范围内不会产生任何泄漏。
球体的加工过程有先进的计算机检测仪跟踪检测,所以球体的加工精度高。
由于阀体材料跟管道材质一样,不会出现应力不均,也不会由于地震及车辆经过地面时而产生变形,管道耐老化。
密封环本体采用含量25%Carbon(碳素)的CPTFE材质,保障完全无泄漏(0%)。
直埋式焊接球阀可以直接埋于地下,不用建高大型阀门井,只需在地面上设置小型浅井,大大节省施工费用及工程时间。
可根据管道的施工及设计要求,调整阀体的长短和阀杆的高度。
球体的加工精度非常精密,操作轻便,无不良干涉。
采用高级的原材料,能保PN25以上的压力。
与同类行业的同种规格产品相比,阀体小,而且外型美观。
在保证阀门正常操作、使用情况下,质保20年。
三、阀门的结构特点
1.带锁装置和开闭无误定位装置:
本阀门没有带锁装置,如果阀门在特殊情况下可以设计成带锁装置,这样有利于安装在室外的阀门防止闲杂人操作。
开闭无误装置,我们的球阀开闭度的确认通常是根据开关指示标志来决定,当指示标记和管道平行时,阀门处于开启位置,和管道垂直时,阀门处于关闭位置。
(备注:如需其他要
求,请在订单中说明)
2.防火结构:
为防止火灾或骤热的出现使聚四氟乙烯阀座及填料烧损时,发生较大泄漏而助长火势,我们在密封面和阀杆上设计了注脂阀在球体阀座间设置了防火
密封环和弹簧,在阀座烧损后,弹簧将阀座迅速推向球体上,注脂阀注入润
滑脂注入到阀座和阀杆上,形成金属接触,和润滑脂的双重作用,起到一定
程度的密封,从而保证系统的安全。
(备注:如需防火要求,请在订单中说明)
3.特殊的阀座结构:
多年的球阀制造经验与国外先进技术的结合,而设计的双线密封,可自然泄压阀座,能保证高压、低压及真空状态下的完全密封。
(1) 双重密封为使阀门更有效地密封,该结构采用双重密封结构,即聚
四氟乙烯密封软密封。
加上金属硬密封,如果软密封出现问题,金属密封也能起到作用,见图3.
同时金属硬密封还是防火结构的设计,即当软密封遭到火灾燃烧时,金属硬密封阀座能够起到密封作用。
(2)紧急注脂密封如果异物或其他原因损坏密封面,阀座中的密封脂加注系
统可提供一种快速简单的恢复紧密关断的方法,加注密封脂达到密封。
另外,加注系统也可以用于周期性情况阀座的密封区域。
同时,在阀杆密封中也增加紧急注脂密封补充。
见图4。
4.防静电性能:
为防止由于球体及阀杆与聚四氟乙烯的摩擦而产生的静电,静电容易打火点燃易燃易爆介质或使操作人员触电,在阀杆与球体及球体与阀体之间设
置了导静电弹簧,使静电通过管路导入地下,保证系统安全。
见图(5)
5.中法兰(阀体与左体联接部)无外漏结构:
阀体与左体的连接部是靠垫片密封,为防止由于火灾,高温或振动及开、关扭矩的不均等因素,造成该处泄漏,特设计为阀体与左体金属——金属接触,形成定止口法兰,保证无处漏。
图(6)备注:常规阀门连接垫片为O 型圈
6、排污与自动泄压结构:
阀体底部设计排污阀,阀门在使用过程中起到一定的排污作用,排污阀两三个月要排污一次。
注:(排污阀必须在管道没有压力的情况下排污)
7.紧急切断装置
当管道发生事故时,要求该事故管道两端的球阀实行紧急切断,一般要求在
15s之内关闭两端阀门,或者在更短的时间内。
现在,我们公司大部分选用国内
外的气液电联动的紧急切断装置。
该装置直接利用管道输送的介质,利用介质的
压力,由感应装置或由主控室的指令,感应事故信号,直接控制阀门,达到紧急
切断阀门的目的。
见图(7)
8.固定球结构
为减少介质压力对球体及阀杆造成的弯曲应力,将阀杆与球体的连接设计成分段结构,而且还在阀杆与球体的连接处安装轴承,避免介质压力直接作用在阀杆上,造成阀门开关的难度。
另外,加大球体的支撑截面积,提高球体的刚性。
见图(8)
四、阀门性能规范
注:1,表中温度是指工作状态下管路介质的温度,表中压力是持续无冲击压力。
2,表中流量系数和操作力矩为计算值
3,设计标准:
①设计制造按API 6D的规定。
②试验和检验按API 6D的规定。
③法兰尺寸按ASME B 16.5的规定。
④结构长度按ASME B16.10的规定。
⑤外观质量标准按MSS-SP55的规定。
五、安装、保管和使用
1.本阀可安装于任意位置,但必须要便于维护,检修和操作。
2.安装前首先检查阀门上的标志是否符合使用要求。
3.安装前应排除和清除在运输过程中造成缺陷和污物,然后方能安装。
4.阀门处于开启位置时,扳手或指示标记应与通道方向平行。
5.本阀存放时两端通道必须堵塞,阀门处于全开位置,不应堆叠,应放在干
燥通风的室内。
6.本阀在保管、使用期间应定期检查,发现故障及时排除。
7.应保持本阀内腔的清洁,必要时加以清洗。
8.本阀在系统运行过程中必须全开或全关,严禁作调节用。
9.阀体底部设计排污阀,阀门在使用过程中起到一定的排污作用,排污阀两
三个月要排污一次。
注:(排污阀必须在阀门关闭,管道没有压力的情况下排污)。