数控机床主轴卡盘液压装置设计
CK6140数控车床主传动系统及进给伺服系统设计
__届毕业(设计)论文题目CK6140数控车床主传动系统及进给伺服系统设计专业班级学号学生姓名随笔客指导教师指导教师职称学院名称机电工程学院完成日期: 2014 年 5 月 25日CK6140数控车床主传动系统及进给伺服系统设计CK6140 CNC lathe main drive system and feed servo system design学生姓名指导教师摘要本文介绍了CK6140数控车床的组成及工作原理,对数控机床的主要组成部分:机床主轴箱,进给伺服系统及主轴PLC控制进行了总体的设计及其详细设计。
数控机床是现代机电一体化的典型产品,对提高零件的加工质量和加工效率具有较好的作用。
在本次设计中,主要完成了以下工作:根据给出的要求,首先确定设计要求给出的已知条件确定电机的型号和功率,传动系统的布局,变速方式,开停方式,换向方式,制动方式及齿轮的排列与布置。
然后根据转速范围及级数确定它的转速图、各齿轮的齿数和传动系统简图。
在根据已确定传动比来确定带传动。
通过轴的初步设计,进行齿轮的设计和校核。
选取相应的轴承和键,进行轴的具体设计和校核,键和轴承的设计和校核。
最后进行装配图和各个零件图的绘制,完成主轴箱的设计。
然后完成伺服系统的设计。
在对进给伺服系统进行设计时,要确定进给传动系统的传动方式及控制系统的形式。
设计中,选择进给伺服系统为开环控制系统。
通过给定的参数选择好步进电机的步距角可确定传动齿轮的传动比及滚珠丝杆的导程。
设计的进给伺服系统能够满足设计任务的要求。
关键词:数控机床主轴箱进给伺服系统AbstractThis thesis introduced the constitution and working principle of CK6140 machine tool,the primarily parts of NC machine tool designed:including proceeds the total design and detailed design. NC machine tool is a modern machine to give or get an electric shock the integral whole the typical model of technique the processing of product, right exaltation spare parts the quantity with process the efficiency to have the good function. In this design,primarily completed following work.According to the timetable to design. First identified design requirements given the known conditions determine the type and electrical power, drivetrain system layout, speed change, stop the way for the way braking and gear configuration and the way layout. Based on rotational speed and scope of the class to determine its rotational speed maps, the various gear and drivetrain system Chishu sketch. In accordance with established transmission belt transmission than to determine. Through axle of the preliminary design, gear design and verification. The bearings and get used to a specific axle design and verification, design and verification keys and bearings. Final assembly of the various parts and mapping. Completed the design of headstock.Then completing the design of the servomechanism system. In designing of servo system, we can determine driving mode of driving system and controlling mode of controllingsystem,choosing the servo system for opening wreath control the system.Passing the parameter to settle the choice the good step the step for the electrical engineering the distance cape can make sure to spread to move the spreading of wheel gear to move the radio the roll the bead silk the think stick's lead. Design of into give the servo system can satisfy to designthe request of the mission.Keywords:NC Machine Tool;Axis Housing;Servomechanism目录摘要 (Ⅰ)Abstract (Ⅱ)第一章卧式数控车床简介 (1)1.1数控车床简介 (1)1.2 CK6140介绍及设计说明 (2)1.3设计任务 (3)第二章 CK6140总体设计计算 (6)2.1总体设计要求 (6)2.2机床的总体布局的确定 (7)2.3换向方向的选择 (7)2.4开停方式选择 (8)2.5 制动方式选择 (8)2.6 齿轮布置与排布 (8)2.7 变速方式选择 (9)2.8进给系统的组成及选用 (10)第三章主变速箱总体设计 (12)3.1电机的选用 (12)3.2传动方案的拟定 (15)3.3确定各级的转速.................................... 错误!未定义书签。
液压卡盘课程设计--液压卡盘的设计与控制
目录1 卡盘结构及原理 (1)1.1 结构 (1)1.2 原理 (2)2 主要零件的制造要点 (3)3 液压卡盘的设计要求 (3)4 液压卡盘的结构 (4)5 液压卡盘的工作原理 (5)6 液压卡盘的工作原理 (6)7 主要参数设计 (7)7.1 液压卡盘承载力的确定 (7)7.2 卡瓦对钻杆的夹紧力Q (8)7. 3 蝶形弹簧的轴向推力F 的计算 (8)7.4 设计蝶形弹簧 (10)7.5 活塞行程S 的确定 (10)7.6夹紧包角 (13)7.7夹紧力与夹紧油压 (13)7.8转动丝杆之驱动力矩 (16)7.8.1 驱动活塞产生有压缩需要力矩 (16)7.8.2丝杆与缸盖的止推摩擦力矩 (17)8 液压控制系统的设计 (18)9结束语 (19)10参考文献 (20)液压卡盘的设计与控制液压卡盘是钻机的一个主要部件,其功能是夹紧钻机上的钻杆,并向钻杆传递转矩和轴向力,驱动钻具实现回转和给进,完成加减压钻进。
本文结构介绍液压卡盘的原理及制造要点。
1 卡盘结构及原理1.1 结构卡盘的结构如图1 所示,主要由活塞杆1、座板2、滚轮3、卡盘座4、销轴5、螺栓组件6、转动板7、压轮架8、连杆9、螺母10 和卡盘爪11 等组成(油缸部分没有画出)。
连接方式为:座板和压轮架夹住滚轮,滚轮两端穿入转动板的孔中,活塞杆穿入座板和压轮架中心孔并由螺母锁紧,转动板的另外两个孔分别用螺栓组件与卡盘座和卡盘爪连接,连杆也分别用销轴与卡盘座和卡盘爪连接。
从图1 中可以看出,当活塞杆在液压的作用下作轴向运动时,带动滚轮既沿卡盘轴向又沿卡盘径向远动,实际上滚轮是绕卡盘座的定点转动,也就是转动板在滚轮的带动下绕卡盘座的定点转动,卡盘爪在转动板的带动下同时又受连杆的限定既沿卡盘轴向又沿卡盘径向远动,保证卡盘爪可靠撑住物体1.2 原理卡盘的工作原理如图2 所示:该机构是一个平行四杆机构,AD (卡盘座)静止,AB =DC,AD=BC,A、D两点为定点,当AB(转动板)绕A 点转动时,DC(连杆)在BC(卡盘爪)的带动下绕D 点也就是在该平行四杆机构中,AB、DC 作转动,BC 作平动。
(完整版)数控车床主轴设计
绪论随着市场上产品更新换代的加快和对零件精度提出更高的要求,传统机床已不能满足要求。
数控机床由于众多的优点已成为现代机床发展的主流方向。
它的发展代表了一个国家设计、制造的水平,在国内外都受到高度重视。
现代数控机床是信息集成和系统自动化的基础设备,它集高效率、高精度、高柔性于一身,具有加工精度高、生产效率高、自动化程度高、对加工对象的适应强等优点。
实现加工机床及生产过程的数控化,已经成为当今制造业的发展方向。
可以说,机械制造竞争的实质就是数控技术的竞争。
本课题的目的和意义在于通过设计中运用所学的基础课、技术基础课和专业课的理论知识,生产实习和实验等实践知识,达到巩固、加深和扩大所学知识的目的。
通过设计分析比较机床的某些典型机构,进行选择和改进,学习构造设计,进行设计、计算和编写技术文件,达到学习设计步骤和方法的目的。
通过设计学习查阅有关设计手册、设计标准和资料,达到积累设计知识和提高设计能力的目的。
通过设计获得设计工作的基本技能的训练,提高分析和解决工程技术问题的能力,并为进行一般机械的设计创造一定的条件。
一、设计题目及参数1.1 题目本设计的题目是数控车床的主轴组件的设计。
它主要由主轴箱,主轴,电动机,主轴脉冲发生器等组成。
我主要设计的是主轴部分。
主轴是加工中心的关键部位,其结构优劣对加工中心的性能有很大的影响,因此,在设计的过程中要多加注意。
主轴前后的受力不同,故要选用不同的轴承。
1.2参数床身回转空间400mm尾架顶尖与主轴端面距离1000mm主轴卡盘外径Φ200mm最大加工直径Φ600mm棒料作业能力50~63mm主轴前轴承内和110~130mm最大扭矩480N·m二、主轴的要求及结构2.1主轴的要求2.1.1旋转精度主轴的旋转精度是指装配后,在无载荷,低转速的条件下,主轴前端工件或刀具部位的径向跳动和轴向跳动。
主轴组件的旋转精度主要取决于各主要件,如主轴、轴承、箱体孔的的制造,装配和调整精度。
液压动力卡盘使用指导书
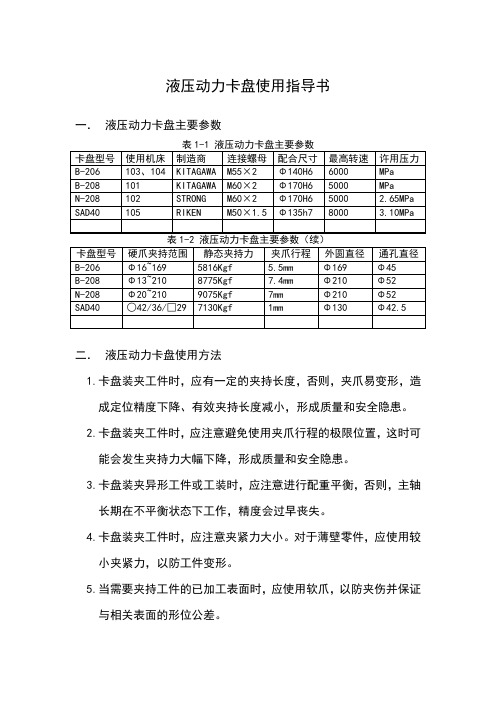
液压动力卡盘使用指导书一.液压动力卡盘主要参数二.液压动力卡盘使用方法1.卡盘装夹工件时,应有一定的夹持长度,否则,夹爪易变形,造成定位精度下降、有效夹持长度减小,形成质量和安全隐患。
2.卡盘装夹工件时,应注意避免使用夹爪行程的极限位置,这时可能会发生夹持力大幅下降,形成质量和安全隐患。
3.卡盘装夹异形工件或工装时,应注意进行配重平衡,否则,主轴长期在不平衡状态下工作,精度会过早丧失。
4.卡盘装夹工件时,应注意夹紧力大小。
对于薄壁零件,应使用较小夹紧力,以防工件变形。
5.当需要夹持工件的已加工表面时,应使用软爪,以防夹伤并保证与相关表面的形位公差。
三.液压动力卡盘的拆卸与安装图1 液压动力卡盘分解图1.本体2.楔块3.底爪4.硬爪或软爪5.T型块6.防尘盖7.连接螺母8.压板9.专用套筒扳手1. 拆卸①使卡盘处于锁紧状态,用六方扳手卸下夹爪及T形块。
对于不能锁定主轴的车床,可以留一个夹爪作为施力点。
②用六方扳手卸下防尘盖的三个螺丝,取出防尘盖。
参见图a。
③用扳手抵住夹爪,用六方扳手旋下6个卡盘紧固螺栓,必要时可以使用套管。
参见图b。
④用脚踩下卡盘踏板,使卡盘处于松开状态,将专用套筒扳手插入卡盘中心孔内,与卡盘上的开口稳固配合,然后逆时针旋转套筒扳手,使卡盘向外与主轴脱离。
参见图c、d。
⑤当卡盘与主轴脱离后,为防止卡盘意外脱落,可以向卡盘中心孔内插入一根金属棒料,然后用手旋转卡盘,使之与拉杆脱离。
参见图e。
a. b.c. d.e.f.图2 液压卡盘拆卸2. 分解①用六方扳手旋下连接盘紧固螺丝,利用连接盘上预留的顶丝孔将连接盘卸下。
参见图a。
②将卡盘楔块向后推,使底爪与楔块分离,将底爪卸下。
③从卡盘正面用铜棒轻轻敲击楔块前部,使楔块与连接螺母整体从卡盘本体分离。
参见图b。
a. b.c. d.e. f.图3 液压卡盘分解④用六方扳手旋下联接螺母外侧压板的紧固螺丝,卸下压板。
⑤用六方扳手旋松楔块外圆上的顶丝,使楔块上的定位滚珠退回。
毕业设计(论文)-数控车床主轴卡盘液压装置设计
毕业设计(论文)-数控车床主轴卡盘液压装置设计大XX大学毕业设计(论文)数控车床主轴卡盘液压装置设计所在学院专业班级姓名学号指导老师年月日I摘要通过对数控车床的液压系统的分析和了解,结合已掌握的液压方面的知识对原有系统进行优劣分析并提出改进方案;最终使液压系统实现车床的变档及卡紧,使其满足旋转精度,刚度,温升,抗震性等主要性能,以提高整机性能,并保证该液压系统执行上述二个动作时的可行性与可靠性,充分体现现代液压技术应用于数控机床的优越性。
关键词:主轴,卡盘,液压装置,液压系统全套设计请加 197216396或401339828IIAbstractThrough the analysis and understanding of the hydraulic system for numerical control lathe, combined with the available hydraulic knowledge analysis of the original system and the improved scheme is put forward; and the hydraulic system and the locking gear lathe, make it meet the rotary accuracy, rigidity, temperature rise, the main performance of shock resistance etc., to improve the performance of the whole machine, and ensure the feasibility and reliability of the hydraulic system for executing the two action, fully reflects the superiority of the application of the modern hydraulic technology in CNC machine tool.Keywords: spindle, chuck, hydraulic equipment, hydraulic systemIII目录摘要 ..................................................................... .. (II)Abstract ............................................................... ...................................................................... III 目录 ..................................................................... ...................................................................IV 第1章概述 ..................................................................... ......................................................... 1 1.1液压传动发展概况 ..................................................................... ................................. 4 1.2液压传动的工作原理及组成部分 ..................................................................... (4)1.2.1液压传动的工作原理 ..................................................................... (4)1.2.2液压传动的组成部分 ..................................................................... .................. 5 1.3液压传动的优缺点 ...................................................................................................... 6 1.4液压系统的设计步骤与设计要求 ..................................................................... (7)1.4.1设计步骤 ..................................................................... .. (7)1.4.2明确设计要求 ..................................................................... (7)1.4.3课题主要参数 ..................................................................... .............................. 8 1.5数控机床定义 ..................................................................... ......................................... 8 1.6 数控机床的优点 ..................................................................... .................................... 8 1.7数控机床的分类 ..................................................................... . (9)1.7.1按加工工艺方法分类 ..................................................................... (9)1.7.2按控制运动轨迹分类 ..................................................................... ................ 10 1.8数控机床发展趋势 ..................................................................... ............................... 10 第2章数控车床主轴卡盘液压系统工作原理图设计 ........................................................ 13 2.1 课题来源 ..................................................................... .............................................. 13 2.2方案的制定与论证 ..................................................................... . (13)2.2.1方案制定的背景和特点 ..................................................................... (13)2.2.2多方案的比较和论证 ..................................................................... . (13)2.2.3最终方案的制定和说明 ..................................................................... ............ 14 2.3 液压卡盘的运动分析 ..................................................................... .......................... 15 2.3 液压系统原理图 ..................................................................... . (15)IV第3章液压三爪卡盘设计 ..................................................................... . (16)3.1 总体框架 ..................................................................... . (16)3.2 主要参数确定与结构计算 ..................................................................... (17)3.2.1 液压腔的结构设计 ..................................................................... . (17)3.2.2 转子叶片数的设计 ..................................................................... . (17)3.3.3 摆动角的设计 ..................................................................... (17)3.3.4 定子圆柱活塞杠面积的设计 ..................................................................... (18)3.3.5 活塞杠的升程 ..................................................................... ........................... 18 第4章液压站的设计 ..................................................................... (20)4.1液压站简介 ..................................................................... . (20)4.2 油箱设计 ..................................................................... . (20)4.2.1油箱有效容积的确定 ..................................................................... . (20)4.2.2 油箱容积的验算 ..................................................................... .. (21)4.2.3 油箱的结构设计 ..................................................................... .. (22)4.3 液压站的结构设计 ..................................................................... (24)4.3.1 液压泵的安装方式 ..................................................................... . (24)4.4 辅助元件 ..................................................................... .............................................. 26 总结 ..................................................................... . (28)参考文献 ..................................................................... ............................................................. 29 致谢 ..................................................................... (30)V123第1章概述1.1液压传动发展概况液压传动相对于机械传动来说是一门新技术,但如从17世纪中叶巴斯卡提出静压传递原理、18世纪末英国制成世界上第一台水压机算起,也已有二三百年历史了。
数控车床主轴设计

数控车床主轴系统分析报告学院:机械工程学院班级:09创新一班姓名:学号:*******xxxMJ-50数控车床主轴结构下图为MJ-50数控车床主轴结构。
交流主轴电动机通过带轮15把运动传给主轴7 。
主轴前支承由一个双列圆柱滚子轴承1 1和一对角接触球轴承1 0组成,轴承11用来承受径向载荷,两个角接触球轴承分别承受两个方向的轴向载荷,另外还承受径向载荷。
松开螺母8的锁紧螺钉,就可用螺母来调整前支承轴承的间隙。
主轴的后支承为双列圆柱滚子轴承14,轴承间隙由螺母1和螺母6来调整。
主轴的支承形式为前端定位,主轴受热膨胀向后伸长,前后支承所用双列圆柱滚子轴承的支承刚性好,允许的极限转速高。
前支承中的角接触轴承能承受较大的轴向载荷,且允许的极限转速高。
主轴所采用的支承结构适宜高速大载荷的需要。
主轴的运动经过同步带轮16、同步带轮3以及同步带2带动脉冲编码器4,使其与主轴同速运转。
脉冲编码器用螺钉5固定在主轴箱体9上。
1、主传动系统的传动方式:机床主传动系统可分为无极变速传动和有级变速变速传动。
与普通机床相比,数控车床的主传动采用交、直流主轴调速电动机,电动机调速范围大,并可无级调速,使主轴箱结构大为简化。
为了适应不同的加工需要,数控车床的主传动系统有一下三种传动方式:1.1由电机直接驱动:主轴电机与主轴通过联轴器直接连接,或采用内装式主轴电动机直接驱动,如下图a所示。
采用直接驱动大大简化了主轴箱结构,能有效提高主轴刚度。
这种传动的特点是主轴转速的变化、出去转矩与电机的特性完全一致。
但由于主轴的输出功率和转矩特性直接决定于主轴电动机的性能,因而使这种变速传动的应用受到了一定的限制。
1.2采用定比传动:主轴电动机经定比传动传递给主轴,如下图b所示。
定比传动可采用带传动或齿轮传动,带传动具有传动噪声小、振动小的有点,一般应用在中小型数控车床上。
采用定比传动扩大了直接驱动的应用范围,即在一定程度上能满足主轴功率与转矩的要求,但其变速范围仍与电动机的调速范围相同。
15寸液压卡盘参数
15寸液压卡盘参数
15寸液压卡盘是一种用于数控车床上的夹持装置,它通过液压系统来控制夹紧工件的过程。
以下是一些关于15寸液压卡盘的参数信息:
1. 尺寸规格:15寸指的是卡盘的直径大小,适用于需要夹持较大直径工件的场合。
2. 连接形式:液压卡盘与机床主轴的连接形式可能包括A1、A2、
C、D型等,这取决于机床的设计和标准。
3. 爪数选择:根据加工需求,液压卡盘可以是二爪、三爪或四爪的配置。
爪数的不同影响夹持的稳定性和适用范围。
4. 最高转速:液压卡盘的最高转速是指卡盘在安全运行下的最大允许转速,这个参数关系到加工效率和安全性。
5. 许用压力:指卡盘在正常工作条件下能够承受的最大液压压力,这个参数决定了卡盘的夹持力。
6. 制造商:不同的制造商可能会有不同的设计和性能特点,选择合适的制造商对于确保卡盘质量和售后服务非常重要。
7. 配合尺寸:这指的是卡盘与连接螺母的配合尺寸,如Φ140H6或Φ170H6等,这些尺寸需要与机床主轴的接口相匹配。
在选择15寸液压卡盘时,需要考虑上述参数以及具体的加工需求和机床条件。
建议咨询专业的数控车床供应商或制造商,以获取更
详细的产品信息和技术指导。
三爪液压卡盘h01ma参数

三爪液压卡盘h01ma参数全文共四篇示例,供读者参考第一篇示例:三爪液压卡盘H01Ma是一种常用的机械夹持设备,广泛应用于数控机床、印刷设备、车床等机械加工行业。
三爪液压卡盘H01Ma由三个同心安装的夹爪构成,通过液压系统控制夹紧力,可实现高精度的工件夹持。
本文将详细介绍三爪液压卡盘H01Ma的参数及性能特点。
三爪液压卡盘H01Ma的主要参数如下:1. 夹持力:三爪液压卡盘H01Ma的夹持力是指夹持工件时的最大夹紧力。
在选择三爪液压卡盘H01Ma时,需要根据加工工件的材料和尺寸来确定夹持力的大小,以确保夹持工件的稳定性和安全性。
2. 夹持范围:三爪液压卡盘H01Ma的夹持范围是指可夹持的工件直径范围。
通常情况下,三爪液压卡盘H01Ma的夹持范围为20mm至500mm不等,用户可以根据加工需求选择合适的规格。
3. 最大转速:三爪液压卡盘H01Ma的最大转速是指在正常使用情况下,夹盘能够承受的最大旋转速度。
一般来说,三爪液压卡盘H01Ma的最大转速在3000rpm至6000rpm之间。
1. 高精度:三爪液压卡盘H01Ma采用液压系统控制夹紧力,夹持工件时能够实现高精度的加工,保证加工质量。
2. 多功能:三爪液压卡盘H01Ma可根据加工需求选择不同规格的夹具,实现多种形状和尺寸工件的夹持。
3. 稳定性:三爪液压卡盘H01Ma夹持工件时夹紧力均匀,夹持稳定性高,避免了工件在加工过程中出现位移或变形。
4. 耐磨性:三爪液压卡盘H01Ma采用优质材料制造,具有良好的耐磨性和耐腐蚀性,使用寿命长。
三爪液压卡盘H01Ma是一种性能稳定、操作简便、精度高的机械夹持设备,广泛应用于机械加工领域。
在选择三爪液压卡盘H01Ma时,用户需要根据加工需求和工件特点来确定夹持力、夹持范围等参数,以确保夹持效果和加工质量。
【文章结束】。
第二篇示例:三爪液压卡盘H01MA是一种常用于机械加工领域的夹具设备,它具有高精度、高稳定性和高效能的特点,广泛应用于数控机床、加工中心、车床等设备中。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要在现代的工业生产过程中,数控车床得到了大量的运用,而我国也在这个领域得到了长足的发展。
数控车床主要包括电气系统、液压系统以及机械部分。
本课题则是主要介绍了典型的液压系统主要方向以及办法,应此本课题的研究具有重要的现实意义。
关键词:数控机床;液压系统;AbstractIn the modern industrial production process, the numerical control lathe obtained the massive utilization, but our country also obtained the considerable development in this domain. The numerical control lathe mainly includes the electrical system, the hydraulic system as well as the machine part.This topic introduces the typical direction as well as the way of the hydraulic system, should the study of this topic has important practical significance.Key words: Numerical control engine bed;Hydraulic system;绪论...................................... ................................................................................. .. (4)第一章主轴卡盘工作原理的设计、优势及意义................................... ........... (5)1.1 工作原理.................................................... .............. .. (5)1.2 设计优势.............................................. .......... .......... .......... .......... .......... . (6)1.3 设计意义........................................... .......... .......... .......... .......... .......... . (7)第二章.CK6152数控机床液压系统设计的立题依据及方案论证 (7)2.1液压系统设计的立题依据及课题来源 (7)2.2液压系统方案的制定与论证................................. ............................ ..... (8)第三章.CK6152数控机床液压系统工况分析............ .............. .............. ............... . (10)3.1液压系统的运动分析 (10)3.2液压系统的负载分析 (11)第四章.CK6152数控机床液压系统设计计算 (11)4.1 CK6152数控机床液压系统的设计要求.................... ............................... . (11)4.2CK6152机床液压系统选型 (12)4.3确定液压缸参数计算与结构设计...................... (13)4.4液压元件和装置的选择...................... ........... .............. . (19)第五章.液压控制装置集成块的设计.......................... .. (20)5.1液压控制装置的总体设计............................. ........... .. (20)5.2通道体设计的技术要求 (20)5.3 通道体设计...................................................................... .. (20)5.4叠加阀的选择............................ ................ (21)第六章.液压站的设计 (21)6.1液压油箱的设计............................. ........... ......................... ....... .. (21)6.2泵-电动机装置的选择..................... ............. (23)6.3液压站的结构设计........................................................... .. (25)第七章.液压系统的验算 (26)结论 (26)致谢 (27)参考文献 (27)液压技术广泛用于国民经济各部门,液压技术是实现现代化传动与控制的关键技术之一。
液压传动的各种元件由于重量轻、体积小,可以根据需要方便、灵活地来布置;结合最新技术自动化程度高且操纵控制方便,容易实现直线运动;可实现大范围的无级调速;自动实现过载保护;采用矿物油作为工作介质,相对运动面可自行润滑,使用寿命长。
据统计,世界各主要国家液压工业销售额占机械工业产值的2%~3.5%,而我国只占1%左右,这充分说明我国液压技术使用率较低,努力扩大其应用领域,将有广阔的发展前景。
但是近年来,液压气动技术面临与机械传动和电气传动的竞争,如:数控机床、中小型塑机已采用电控伺服系统取代或部分取代液压传动。
其主要原因是液压技术存在渗漏、维护性差等缺点。
为此,必须努力发挥液压气动技术的优点,克服缺点,注意和电子技术相结合,不断扩大应用领域,同时降低能耗,提高效率,适应环保需求,提高可靠性,这些都是液压气动技术继续努力的永恒目标,也是液压气动产品参与市场竞争是否取胜的关键。
进入21世纪后液压产品技术发展呈现与计算机技术相结合的趋势。
现有的液压伺服和液压比例技术在与计算机结合上不是十分方便,数字液压技术克服了这个缺点,它把整个液压和控制技术都简化了,促进了整个液压技术的进步。
如今国内外液压发展情况简要概括如下表0:表0 国内外液压发展情况本人对于该液压系统的设计经验来至为期两个月的实习,对数控车床的布局结构及工作原理做了仔细的研究,对较为复杂的技术问题和相关液压系统的设计方法,老师给予了热情的指导。
在此和翻阅大量液压类书籍和文献,调查取证的基础上本人也对该车床中变档和卡紧部份进行创新,将工业上应用比较广泛的CK6152数控车床的卡盘卡紧、换档两个动作,由常见的机械装置改装成由液压动力驱动的液压传动装置。
毕业设计是对大学生活中从事机械及液压知识学习的一个总结,也是提高我们大学生综合运用所学知识和技能解决问题能力的一个重要环节,更是对大学阶段所学关于机械及液压知识和实际动手能力的一个考察。
通过这次考察,不但可以提高我们的综合训练设计能力、科研能力,并且使我在以下几个方面得到训练:1、了解液压传动系统设计的基本方法和设计要求,培养学生运用所学理论知识解决具体工程技术问题的能力。
2、掌握液压传动系统的设计步骤,熟悉设计的有关技术文件,规范设计手册及相关元件的国家标准。
3、根据设计任务要求,进行工况分析和确定液压系统的液压元件拟定出液压系统,并对液压系统主要性能作必要的设计计算。
针对大学中所学的机械及液压方面的知识,我选择这个课题来完成我的毕业设计,并进行了大量的实地调研考察,尝试和论证。
本次设计中主要以课本和搜集来的各种资料作为依据,基于所学的知识,从简单入手,循序渐进,逐步掌握设计的一般方法和步骤,基于本次设计,通过在工厂实习加深对CK6152数控车床的液压系统的分析和了解,结合已掌握的液压方面的知识对原有系统进行优劣分析并提出改进方案;最终使液压系统实现CK6152车床的变档及卡紧,使其满足旋转精度,刚度,温升,抗震性等主要性能,以提高整机性能,并保证该液压系统执行上述二个动作时的可行性与可靠性,充分体现现代液压技术应用于数控机床的优越性。
第一章主轴卡盘工作原理的设计、优势及意义1.1、工作原理由油缸卡紧,经吊头连接,通过液压油在油缸上下腔的施压与排放,推动活塞杆在油缸中伸缩,使其对系统实施推力或拉力,完成卡盘卡紧;及推动齿轮箱中的滑移齿轮实现换档。
该数控机床负载变化小,要求低速运动平稳性好速度负载性好,因此采用调速阀的进油节流调速回路,选用差动液压缸实现“快慢快” 的回路。
对普通CK6152数控车床机床卡盘卡紧动作的观察和分析可知,液压卡盘执行元件,即液压缸运动过程可分解为:向前卡紧,保持不动,向后松开。
其运动循环如图1-1。
向前卡紧向后松开 图1-1 卡盘液压缸运动循环图 卡盘向前夹紧原理图如图1-2,卡盘松开原理图如图1-3。
图1-2卡盘夹紧动作原理图 图1-3卡盘松开动作原理图卡盘分系统由一个二位四通换向阀3(带两个电磁阀),一个二位四通电磁换向阀4,两个减压阀8和9及一个液压缸组成。
高压加紧1YA 得电,3YA 失电,换向阀3和4均位于左位,加紧力的大小可通过减压阀8调节,这时液压缸活塞左移使卡盘加紧,减压阀8的调定值高于减压阀9,卡盘处于高压加紧状态。
液压卡盘可以实现自动加紧与松开运动,松夹时,使1YA 失电,2YA 得电,阀3切换至右位。
活塞右移,卡盘松开低压加紧。
这时3YA 得电而使换向阀4切换至右位,压力油经减压阀9进入,通过调节减压阀9便能实现低压加紧状态下的夹紧力。
1.2、设计优势一方面,数控机床的液压油为柔性工作介质,比机械传动时产生的振动要少的多,有利于数控机床的平稳运行。
另一方面,由于液压系统采用的行程检测装置测量准确,可更加真实地反映数控机床在卡紧、变档二个动作完成的具体情况,并通过PLC 可编程控制,实现卡保持不动 原位停止紧,换档二个动作的自动化控制。
1.3、设计意义将液压系统应用于数控车床CK6152,使其与数控NC技术完美结合,从而实现了先进技术的推广,并且完成了机床动作由手动完成向半自动乃至全自动的推进,大大提高了CK6152数控机床的自动化程度,大大提高了劳动生产效率,为解放劳动力发展生产力迈出了重要的一步。