毕业设计---端盖零件的数控铣床铣削编程与加工
毕业设计方案数控铣削加工工艺设计方案与编程加工
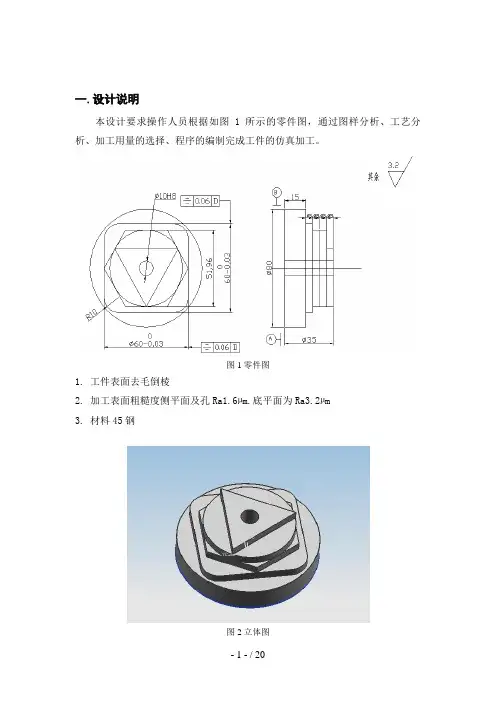
一.设计说明本设计要求操作人员根据如图1所示的零件图,通过图样分析、工艺分析、加工用量的选择、程序的编制完成工件的仿真加工。
图1零件图1.工件表面去毛倒棱2.加工表面粗糙度侧平面及孔Ra1.6µm.底平面为Ra3.2µm3.材料45钢图2立体图二.图样分析在图样分析中,首先要正确分析零件图,确定零件的加工部位与顺序,并根据零件图的技术要求,分析零件的形状、基准面、尺寸公差和粗糙度要求等。
1.图面分析如图1-1所示的零件是典型的方圆结合类零件,通过对此零件图的分析可知道:此零件的外轮廓圆台、正方圆弧凸台、三角凸台,中心有一个通孔。
虽然该零件轨迹曲线不太复杂,但有着严格的几何精度要求,必须保证其尺寸精度和几何精度,所以加工难度较大。
2.精度分析(1>尺寸精度如图1-1所示的零件中精度要求较高的尺寸主要有四方体尺寸加工误差为0.03mm、六边形和整圆尺寸的加工误差为0.04mm、深度尺寸为0.05mm、孔的尺寸为Ф10H8等。
对于尺寸精度要求,主要通过加工过程中的精确对刀,正确选用刀具的磨损量和正确选用合适的加工工艺等措施来保证。
<2)形位精度如图1-1所示的零件中主要的形位精度有四方体、六方体、整圆相对于外形中心线的对称度,加工表面相对于工件底平面的平行度等。
对于形位精度的要求,在对刀精确的情况下,主要通过工件在夹具中的正确安装等措施来保障。
<3)表面粗糙度如图1-1所示的零件中,所加工表面底面的表面粗糙度R3.2µm,所加工表面侧平面和孔的表面粗糙度要求均为R1.6µm。
对于表面粗糙度要求,主要通过选用正确的粗、精加工路线,选用合适的切削用量等措施来保证。
加工完成后需要进行清根操作,同时还要对整个零件进行手动去毛倒棱,自检自查。
三.工艺分析及处理数控铣削加工工艺的实质,就是在分析零件精度和表面粗糙度的基础上,对数控铣削的机床选择、毛坯选择、加工方法、装夹方式、切削加工进给路线、刀具选择以及切削用量等工艺内容进行正确而合理的选择。
毕业设计论文-端盖的数控铣削加工工艺设计及编程word文档
摘要端盖是机械中重要的辅助零部件,属于典型的盘类零件。
结构比较简单,其加工质量的好坏将直接影响到装配质量的好坏和机械运行的稳定性。
本课题设计主要介绍盘类的铣削加工,进行了零件的工艺分析,对零件的作用和主要技术条件有课入的了解。
采用CAD完成图纸的设计。
对零件进行了工艺规程的设计,零件毛坯采用锻件,拟定了工艺路线,确定了工艺加工余量及毛坯尺寸,确定了工序的工艺装备、计算了各工序的切削用量;本次毕业设计共分四个部分,首先对数控做了基本的介绍,使我们能简单的了解数控,其次是本设计的主要内容,端盖的零件分析,编程等。
本设计在编制过程中参考了大量有关机械方面的材料,并对这些材料有了大胆的整合,力求能使本次毕业设计圆满完成。
关键词:端盖,铣削,工艺路线,切削用量目录1.绪论 (1)1.1数控简介 (1)1.2数控机床的基本组成及工作原理 (1)1.3数控加工的特点 (2)2.零件分析 (4)2.1零件的特点 (4)2.2零件的工艺分析 (4)2.3零件的三维造型 (4)3.工艺规程设计 (6)3.1确定毛坯的制造形成 (6)3.2定位基准的选择 (6)3.3制造工艺路线 (7)3.4铣削用量的确定 (9)4.总结 (16)附录 (17)参考文献 (18)致谢 (19)1.绪论1.1数控简介数控(英文名字:Numerical Control 简称:NC)技术是指用数字、文字和符号组成的数字指令来实现一台或多台机械设备动作控制的技术。
数控一般是采用通用或专用计算机实现数字程序控制,因此数控也称为计算机数控(Computerized Numerical Control ),简称CNC,国外一般都称为CNC数控实训室,很少再用NC这个概念了。
它所控制的通常是位置、角度、速度等机械量和与机械能量流向有关的开关量。
现在,数控技术也叫计算机数控技术(CNC,Computerized Numerical Control),目前它是采用计算机实现数字程序控制的技术。
数控铣床零件加工工艺分析与程序设计毕业论文
数控铣床零件加工工艺分析与程序设计毕业论文数控铣床是一种用数控技术控制刀具在工件上进行铣削加工的设备。
在数控铣床零件加工过程中,合理的工艺分析和程序设计对于保证加工精度和提高加工效率至关重要。
本文将以数控铣床零件加工工艺分析与程序设计为研究内容,分析其重要性并提出相应的设计方法。
首先,工艺分析对于数控铣床零件加工至关重要。
工艺分析是指通过对零件特点、材料性能等进行分析,确定合理的加工方法和加工工艺参数。
在数控铣床零件加工过程中,不同的零件要求不同的加工方法和参数,只有通过工艺分析才能确定最佳的加工工艺路线和参数,以保证零件的加工质量和效率。
工艺分析还可以提前预测可能出现的问题,如加工难度较大的区域、切削力较大的位置等,从而采取相应的措施,保证加工的顺利进行。
其次,程序设计是数控铣床零件加工的核心环节。
程序设计是指根据工艺分析的结果,编写数控程序,以实现对数控铣床的控制。
程序设计的质量直接影响加工结果,良好的程序设计可以提高加工精度和效率。
在程序设计过程中,需要根据零件的几何形状、尺寸和加工要求,确定数控刀具的刀补和补偿方案,编写合理的切削路径和切削轨迹,以保证零件的尺寸精度和表面质量。
此外,程序设计还需要考虑加工过程中可能出现的问题,如加工力的控制、材料的选择等,以提高加工的效率和稳定性。
在数控铣床零件加工工艺分析与程序设计过程中,可以采取以下方法:1.对零件进行全面的分析。
包括几何形状、尺寸、材料特性等方面的分析,确定加工目标和要求。
2.根据零件的特点和加工目标,选择合适的加工方法和加工工艺参数。
如铣床的进给速度、主轴转速、切削进给量等。
3.根据工艺分析结果,编写数控程序。
程序要考虑到零件的几何形状、加工道具的特点和刀具的路径。
4.在程序设计过程中,需要进行模拟实验和试加工。
通过试验和实际加工,检验程序的准确性和可行性。
5.对程序进行评估和调整。
根据试加工和实际情况,对程序进行调整和改进,以提高加工效率和质量。
端盖零件的数控铣床铣削编程与加工
由于夹具确定了零件在数控铣床坐标系中的位置,因而根据要求夹具能保证零件在铣床坐标系的正确坐标方向,同时协调零件与铣床坐标系的尺寸。根据零件的结构特点,加工上表面,¢60外圆及其台阶面和孔系时可选用一面两孔定位方式,即以底面、¢4H7和一个¢13孔定位,选择上述装夹方式结构相对简单,能保证加工要求,便于实施。
第二章
第一节
手工编程是指利用一般的计算工具,通过各种数学方法,人工进行道具轨迹的运算,并进行指令编制。这种编程方法不需要计算机、编程器、编程软件等辅助设备,只需要有合格的编程人员即可。其优点是比较简单,对机床操作人员来说比较容易掌握且适应性较强;缺点是编程要花费大量时间。
第二节
自动编程也称为计算机辅助编程,是指用计算机或编程器编制数控加工程序。自动编程的大部分工作都由计算机完成,如坐标值的计算、零件加工程序单的编写等。自动编程方法还可以通过计算机或自动绘图仪进行刀具运动轨迹的图形检查,从而及时验证程序的正确性。自动编程的优点在于大大减轻了编程人员的劳动强度,效率提高几十倍乃至上百倍,同时解决了手工编程无法解决的复杂零件的编程难题。
我的这份毕业设计的主要内容是对我们机械类加工在日常加工中常见的工件取其中的一典型端盖零件进行系统的编程与操作设计,从数控加工前应做的准备开始到数控加工工艺分析、数控刀具及其选择、工件装夹方式与数控加工夹具的选择、程序编制中的数值计算、数控加工程序的编制、数控车削加工、数控铣削加工、数控加工中心编程及自动编程技术等内容以及数控加工时应注意的问题做了一一的说明。由于水平有限,自己对设计的完成还不是很完善,有不足之处,希望老师斧正。
150
3
钻头
¢15
钻孔
T03
400
150
9
-
数控铣削加工工艺设计与及编程加工毕业设计
数控铣削加工工艺设计与及编程加工毕业设计在数控铣削加工工艺设计与编程加工毕业设计中,我们可以从以下几个方面进行讨论。
一、研究背景和意义(200字)数控铣削加工在制造业中具有广泛应用,其高精度、高效率的特点受到了广泛关注。
通过深入研究数控铣削加工的工艺设计和编程加工,可以提高加工效率,降低生产成本,提高产品质量,促进制造业的发展。
因此,本研究对于推动制造业转型升级具有重要意义。
二、研究内容和方法(300字)本研究的主要内容包括数控铣削加工工艺设计和编程加工两个方面。
在数控铣削加工工艺设计中,我们将研究如何选择合适的刀具和工作参数,优化切削参数以提高加工效率和降低加工成本。
在编程加工中,我们将研究如何编写高效、精确的数控程序,以实现复杂零件的加工。
研究方法包括文献研究和实验研究两个方面。
通过对国内外相关文献的梳理,了解数控铣削加工的现状和发展趋势。
同时,通过动手实验,验证设计的可行性和优化方案的有效性。
三、预期目标和创新点(300字)本研究的预期目标是提出一套完整的数控铣削加工工艺设计与编程加工方法,以提高加工效率、降低加工成本和改善产品质量。
具体目标包括:1.提出一种刀具选择和工作参数优化的方法,以减少刀具磨损和加工时间。
2.提出一种数控程序编写方法,能够自动化生成高效、精确的数控程序。
3.提出一种工艺设计优化方法,在保证加工精度的前提下,最大限度地降低材料损耗和加工时间。
创新点主要包括:1.提出了一种基于刀具选择和工作参数优化的加工工艺设计方法,以减少刀具磨损和加工时间。
2.提出了一种基于机器学习的自动化数控程序编写方法,能够生成高效、精确的数控程序。
3.提出了一种基于工艺设计优化的降低材料损耗和加工时间的方法。
四、研究计划(300字)1.第一阶段:对数控铣削加工的相关文献进行深入研究,了解现有的加工工艺设计和编程加工方法,并进行总结和比较。
2.第二阶段:进行数控铣床的实验研究,优化刀具选择和工艺参数,提高加工效率和产品质量。
数控铣床零件的编程与加工 毕业论文【整理版】
毕业设计(论文)发证学校:题目名称:系别:专业:数控加工班级:技师数控姓名:学号:指导教师:交稿时间:2016 年5月18日数控铣床零件的编程与加工摘要数控编程技术是数控技术重要的组成部分。
以数控编程中的加工工艺分析及设计为出发点,着力分析零件图,从数控加工的实际角度出发,以数控加工的实际生产为基础,以掌握数控加工工艺为目标,在了解数控加工铣削基础、数控铣床刀具的选用、数控加工工件的定位与装夹、拟定加工方案、确定加工路线和加工内容以及对一些特殊的工艺问题处理的基础上,控制数控编程过程中的误差,从而大大缩短了加工时间,提高了效率,降低了成本。
关键词数控铣床数控加工数控编程零件1 零件加工工艺的分析1.1零件的技术要求分析如图一所示:该零件为典型的数铣加工件,零件材料为铝,零件基本尺寸:120×120×30, 零件的尺寸公差在0.05—0.1mm之间,且凸件薄壁厚度为2mm,区域面积较大,表面粗糙度也比较高,加工时容易产生变形,处理不好可能会导致其壁厚公差及表面粗糙度难以达到要求。
定位基准是工件在装夹定位时所依据的基准。
该零件首先以一个毛坯件的一个平面为粗基准定位,将毛料的精加工定位面铣削出来,并达到规定的要求和质量,作为夹持面,再以夹持面为精基准装夹来加工零件,最后再将粗基准面加工到尺寸要求。
1.2 零件的结构工艺分析零件形状如图1所示,有轮廓加工、板件凸、凹件加工及打孔等。
由于零件形状比较简单,但是工序复杂,表面质量精度要求高,所以从精度要求上考虑,定位和工序安排比较关键。
为了保证加工精度和表面质量,根据毛胚形状和尺寸,采用两次定位(一次粗定位,一次精定位)装夹加工完成,按照基准面先主后次、先近后远、先里后外、先粗加工后精加工、先面后孔的原则依次划分工序加工。
图12 工艺分析与选择2.1 零件图工艺分析这个零件由正反两面组成,正面中间是一个十字凸台,十字凸正中有通孔,围绕着十字凸台的是一个凹槽,其中凹槽四周是4个小凸台。
端盖零件的数控加工工艺设计与数控程序的编制毕业设计
端盖零件的数控加工工艺设计与数控程序的编制毕业设计毕业设计说明书题目端盖零件的数控加工工艺设计与数控程序的编制专业机械制造及自动化班级机自学生姓名指导教师摘要:大力发展以数控技术为核心的先进制造技术已成为世界各发达国家加速经济发展,提高综合国力和国家地位的重要途径。
数控加工工艺设计的主要任务是制订加工工艺规程,也是数控机床加工前的准备工作。
工艺规程是规定零件、走刀路线、刀具尺寸以及机床的运动过程。
因此,是编程人员对数控机床的性能、制造工艺过程和操作方法具有指导性的工艺文件。
数控机床加工的程序是数控机床的指令性文件。
数控机床加工程序不仅要包括零件的工艺过程,而且还要包括切削用量的选择、运动方式、刀具系统、切削规范以及工件的装夹方法。
工艺规程定得合理与否,对程序编制、机床的加工效率和零件的加工精度都有重要影响。
因此,应遵循一般的工艺原则并结合数控机床的特点认真而详细地制订数控加工工艺。
本设计结合一具体零件进行了零件图分析,加工设备、刀具、工装的选择,切削速度、进给量、背吃刀量等参数的选择,制订了零件的数控加工工艺;根据所选择机床的指令系统编写了零件的加工程序。
关键词:数控加工、数控技术、数控程序Pick to: develop with numerical control technology as the core of the advanced manufacturing technology has become the world each developed countries to accelerate economic development, enhance comprehensive national strength and the national status of important ways. Nc machining process design of the main task is to make processing procedure, also be CNC processing preparation before. Procedure is a regulation parts, walk knife route, size and machine tool of the movement process. Therefore, it is of CNC programming personnel of performance, the manufacture process and operation method it is instructive process documents. Nc machining program is of CNC prescriptive document. CNC machining program should not only including part of the process, but also include of cutting parameter selection, movement way, cutting tool system, cutting norms and clamping workpiece method. Technological procedures set reasonable or not, for programming, machine tools machining efficiency and parts of machining accuracy has important influence. Therefore, we should follow the principle of combining general process of CNC characteristics carefully and clearly stated nc machining process. This design combined with a specific parts parts diagram analysis, processing equipment, tool, tooling choice, cutting speed, feed, optimizing the parameters such as the quantity of back choice, formulate the parts CNC processing technology,According to the choice of machine instruction system wrote parts processing program.Keywords: nc machining, CNC technology, nc program目录摘要:- 2 -目录- 4 -第一章绪论- 6 -1.1 课题的提出- 6 -1.2 课题的主要内容- 7 -1.3 课题的构思- 7 -1.4 本人要完成的工作量- 7 -第二章端盖零件的数控加工工艺- 8 -2.1 数控加工零件的工艺性分析- 8 -. 零件外形和特点分析- 8 -. 精度分析- 9 -. 零件的结构工艺性分析- 9 -2.2 数控加工工艺路线设计- 9 -. 选择定位基准- 9 -. 确定数控加工方法- 9 -. 划分加工阶段- 10 -. 划分加工工序- 10 -. 确定加工顺序- 10 -2.3. 确定毛坯类型及工序尺寸及公差- 11 -2.4. 确定总加工余量与毛坯尺寸- 13 -2.5. 确定工件装夹与定位方案- 13 -2.6. 确定各工序的切削用量- 14 -2.7. 制定数控加工工艺卡- 16 -2.8. 刀具的选择和刀具卡的制定- 16 -. 数控铣刀- 16 -. 钻头- 17 -. 中心钻- 17 -.铰刀- 18 -2.9 .数控加工程序说明- 18 -2.10. 数控加工仿真图(见附表三)- 18 -第三章总结- 19 -参考文献- 20 -致谢- 21 -第一章绪论毕业设计是大学教学的最后一个环节,旨在考查学生对理论知识的综合运用的能力,加深学生对专业理论知识的理解,启发学生设计创造思维,提高学生分析、解决问题的能力,增强学生在机械制造方面的实践能力,加强学生对语言的逻辑组织能力。
法兰盘的数控铣削加工工艺设计及编程
毕业(设计)论文大专学生毕业论文法兰盘的数控铣削加工工艺设计及编程学生系别:机电工程系专业班级:07机械制造与自动化指导教师:余娟职称:摘要端盖,是安装在电机等机壳后面的一个后盖,俗称“端盖”。
主要由盖体,轴承,电刷片组成。
结构比较简单,其加工质量的好坏将直接影响到装配质量的好坏和机械运行的稳定性。
本课题设计主要是介绍端盖的铣削加工,对零件进行工艺分析,对零件的用途和主要技术条件进行深入的了解。
采用CAXA软件对零件进行了实体造型,并采用AUTOCAD 完成相关图纸的设计。
我希望通过这次课程设计,能够把理论的事情应用到实际,对零件的结构进行深入的了解,把在课本上没有学习到的东西积累下来带到以后的工作和学习中去,知识面更加全面。
零件的加工选择了数控立式升降台铣床(XK5025),该机床是典型的机电一体化产品,除配制高性能的KND—10¨Ⅱ数控系统外,硬件配置更具有相当的刚性、强度及制造精度;该机床能实现三轴联动控制,适合于加工于各种几何形状复杂、精度要求较高的零件。
本设计的重点是加工工艺和编程两部分关键词:端盖、加工工艺、数控、编程目录1.绪论 (1)1.1数控加工的特点和应用 (1)1.2机械加工工艺规程的作用 (2)1.3本课题的主要研究内容 (3)2.零件分析 (4)2.1零件的特点 (4)2.2工艺分析 (5)2.3确定加工顺序 (5)2.4零件三维造型 (5)3.工艺规程设计 (6)3.1毛坯的选择 (6)3.2基面的选择 (6)3.3制定工艺路线 (6)3.4.确定装夹方案 (7)3.4切削用量的确定 (8)4.零件编程 (17)4.1编程方式的选择 (17)4.2编程步骤 (17)5.总结 (21)附录 (22)参考文献 (32)致谢 (33)1.绪论1.1数控加工的特点和应用数控(英文名字:Numerical Control 简称:NC)技术是指用数字、文字和符号组成的数字指令来实现一台或多台机械设备动作控制的技术。
毕业设计_数控铣削零件加工工艺设计与自动编程
正文一数控加工工艺1 图面分析如图1—1所示,毛坯为110X110x40加工下图零件,要求外形加工深为10mm、开放槽与孔加工深为5mm、U形槽与键槽加工深为4mm。
尺寸无公差要求。
图1—12 零件毛坯的工艺分析零件在进行数控铣削加工时,由于加工过程的自动化,所以要注意各方面的问题,如装夹问题在设计毛坯时就要仔细考虑好。
毛坯应该有足够的余量及加工钢度,这里毛坯选择:45#钢尺寸:102mmx102mmx12mm3 零件加工工艺的分析数控加工工艺文件既是数控加工、产品的依据,也是操作者必须遵守、执行的规程。
它是编程人员在编制加工程序单时必须编制的技术文件。
本零件由于轨迹加工复杂,而且精度要求高,所以选择在数控铣床上加工4 加工方案及加工路线的确定确定加工方案时,首先应该根据主要表面的精度和表面粗糙度的要求,初步确定为达到这些要求所需要的加工方法。
此时要考虑数控机床使用的合理性和经济性,并充分发挥数控机床的功能。
以零件平台左下角作为坐标原点,工件需要加工的地方有U形槽、开放槽、键槽和外形轮廓,按所选刀具进行加工路线的确定:粗、精铣外轮廓——粗、精铣键槽——粗铣开放槽和U形槽——精铣开放槽和U形槽。
1)数控铣削加工的编程任务书,见表1—1表1—1 数控编程任务书2)确定装夹方案:由于夹具确定了零件在数控机床坐标系中的位置,因而根据要求夹具能保证零件在机床坐标系的正确坐标方向,同时协调零件与机床坐标系的尺寸。
工件坐标系在工件的中心位置, Z轴方向在工件的上表面。
根据零件的结构特点,加工外形轮廓、形轮廓,可选用精密压板进行装夹。
3)数控铣削加工工序:数控铣削加工分粗加工和精加工二次铣削进行,其基本工序如下:外形轮廓粗铣加工使用直径是12mm的硬质合金立铣刀:键槽粗铣加工使用直径是12mm的硬质合金键槽铣刀,精加工分别留0.3mm、0.2mm,精铣加工:使用直径是8mm的硬质合金键槽铣刀。
详细数控加工工序卡和切削用量选择见表1—2表1—2 数控加工工序卡4)数控铣削加工刀具:刀具的选择是数控加工中重要的工艺容之一,他不仅影响机床的加工效率,而且直接影响加工质量。
毕业论文数控铣床零件加工工艺分析与程序设计
毕业论文数控铣床零件加工工艺分析与程序设计1000字本文主要从数控铣床零件加工工艺分析和程序设计两方面进行论述,探讨如何使用数控铣床进行零件加工,提高零件生产的效率和精度。
一、数控铣床零件加工工艺分析数控铣床是一种高精度、高效率的金属加工设备,其加工精度和速度远远高于传统的机械加工设备。
在加工过程中,需要对零件材质、加工要求、工件定位等因素进行分析,选择合适的刀具、切削参数和加工路径。
1.零件材料数控铣床适用于各种金属材料的加工,如钢、铜、铝、铸铁等。
不同的材质有着不同的硬度、韧性和塑性,需要采用不同的切削参数和工艺。
2.加工要求零件的加工要求包括尺寸精度、表面粗糙度、几何形状等。
根据要求,选择不同的刀具和切削参数,控制加工深度和速度,保持加工精度和加工质量。
3.工件定位工件定位是数控铣床加工中重要的一环,其准确度关系到加工的精度和质量。
在定位时需要考虑工件尺寸、形状、材质和加工要求等因素,采用适当的夹具和定位方式,确保工件的固定和稳定。
二、数控铣床零件加工程序设计数控铣床加工程序是指按照设计要求和工艺要求编制的加工指令集,通常由CAD/CAM软件生成。
数控铣床加工程序设计需要根据实际加工情况进行优化和修改,从而实现加工过程的高效和精密。
1.加工路径在数控铣床加工程序中,加工路径是指刀具在工件表面上的轨迹路线。
根据零件的几何形状和加工要求,选择适当的加工路径,控制刀具的进给速度、转速和加工深度,以实现精确的加工。
2.刀具选择数控铣床加工中需要根据不同的工件形状和加工要求,选择合适的刀具。
刀具的选择要考虑切削性能、刀具材料、刀具刃数等因素,在保证加工质量的前提下,尽量提高加工效率。
3.切削参数设定切削参数包括进给速度、转速和加工深度等。
根据零件材质和加工要求,合理设置切削参数,以确保加工效率和加工质量。
同时,需要严格控制切削温度和切削力,避免对工件造成损伤。
综上所述,数控铣床零件加工工艺分析和程序设计是数控加工技术的重要组成部分,需要充分考虑实际加工情况和加工要求,优化加工方案,提高零件加工的效率和质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业设计---端盖零件的数控铣床铣削编程与加工端盖零件的数控铣床铣削编程与加工引言数控加工是目前的一门新的专业,为了方便研究,本文编写了数控铣床铣削编程与操作设计,旨在为读者的工作和研究提供便利。
零件分析本文主要对机械加工中常见的典型零件之一——端盖进行系统的编程与操作设计。
从数控加工前的准备开始,包括数控加工工艺分析、数控刀具及其选择、工件装夹方式与数控加工夹具的选择、程序编制中的数值计算、数控加工程序的编制、数控车削加工、数控铣削加工、数控加工中心编程及自动编程技术等内容,详细说明了数控加工时应注意的问题。
数控编程方法数控编程方法包括手工编程和自动编程两种。
手工编程需要熟练掌握数控加工的基本知识和编程方法,而自动编程则可以通过计算机软件自动生成程序。
本文将详细介绍这两种编程方法。
数控机床数控机床是数控加工的关键设备,本文简要介绍了数控机床的基本概念和分类,同时探讨了数控机床的发展趋势。
数控加工程序编程的内容与步骤数控加工程序编程是数控加工的核心内容,本文详细介绍了数控编程过程的内容和步骤,帮助读者更好地掌握数控加工的编程技术。
设计说明书设计说明书是数控加工的重要文献,本文从工艺分析与选择、确定装夹方案、确定加工顺序、刀具选择、切削用量选择、主要加工步骤、主要操作步骤等方面,对设计说明书进行了详细的说明和解释,帮助读者更好地理解和应用设计说明书。
n:___。
improve their nal knowledge and skills。
___ materials。
manuals。
and nal standards and ___ majors。
___。
establish good design ideas and work style。
and lay a ___ work.With the rapid development of modern industrial technology。
especially in the field of n。
most machine ___ quantities using machine tools。
The rapid development of modern large-scale industrial ___ n machine tools。
and the are support mechanismhas made ___。
the study of ___ significance.___ and manufacturing industries。
the n of ___ machinetools are a type of efficient special machine tool that is based on universal components and is equipped with a small number of special components according to the machining needs of the ___ machine tools are special machine tools composed of ___ and special components designed according to the shape and processing ___ standardized and serialized and can be flexibly configured as needed。
the design and ___。
n machine tools have the advantages of low cost and high efficiency。
and have been widely used in mass n and can be used to form automatic n lines.This article mainly discusses the programming method ofCNC lathe。
programming ns。
machining process analysis。
___。
programming and n。
and ns for CNC programming。
The n of tools。
that is。
the n of the processing technology route。
is also analyzed。
In order to better grasp the programming and processing of CNC parts and be able to independently process and produce in future work。
it is ___ and processing skills.Part Analysis:2D diagram3D diagramThis part is an end cover part with the following machining requirements: 1.There should be no ___ damage to the surface of the machined part。
2.The shape tolerance should meet the requirements___.CNC Programming Method:1) Manual Programming数控编程是一项重要的工作,其主要内容包括零件图的工艺分析、工艺方案的确定、加工轨迹坐标的数学计算、零件加工程序清单的编写以及程序的输入、校验与首件试切。
在编程之前,编程员应该了解所用数控机床的规格、性能、数控系统所具备的功能及编程指令格式等。
接下来,我们将分步骤介绍数控编程的具体流程。
首先,根据零件图的形状精度、尺寸精度、位置精度以及表面粗糙度等要求,进行零件的工艺分析,确定零件的加工方案,如加工方法的选择,加工顺序的安排,装夹方式的确定等。
其次,为使数学计算更加方便,一般根据零件的几何特征建立一个工件坐标系,相对于该坐标系计算加工轨迹上各点的坐标值。
对于形状比较简单的零件的加工来说,需要计算出几何元素的起点、终点、圆弧的圆心、两几何元素的交点或切点的坐标值。
接着,根据数控系统规定的指令代码及程序段格式,编写加工程序单,填写有关的工艺文件,如数控加工工序卡、数控刀具卡、数控加工程序单等。
然后,通过键盘、光盘、磁盘等将程序输入到机床的数控系统。
在数控仿真系统上仿真加工过程,空运行观察进给路线是否正确,为进一步检验被加工零件的加工精度,还要进行零件的首件试切。
最后,设计说明书。
在工艺分析与选择中,需要根据零件图的特点,选择适合的加工方法和装夹方案,并注意各个加工环节的精度要求。
夹具是确保零件在数控机床坐标系中正确位置的关键。
根据零件的结构特点,加工上表面、¢60mm外圆及其台阶面和孔系时,可以采用一面两孔定位方式。
该方式结构简单、易于实施,能够保证加工要求。
确定加工顺序是影响零件加工质量、生产效率和加工成本的重要因素。
按照基面先行、先面后孔、先主后次、先粗后精的原则,可以确定加工顺序。
具体来说,应该先进行粗加工定位基准面(底面),然后进行粗、精加工上表面、外圆及其台阶面、外轮廓铣削和精加工底面,并保证尺寸。
刀具选择是数控加工中的关键工艺之一,直接影响加工效率和质量。
与传统加工方法相比,数控加工对刀具的要求更高。
因此,在选择刀具时,需要考虑机床的加工能力、工序内容和工件材料等因素。
刀具的尺寸应与被加工工件的表面尺寸和形状相适应。
不同的加工方法需要选择不同的刀具,例如,铣削平面时应选用硬质合金刀片铣刀,加工凸台、凹槽时应选用高速钢立铣刀,加工主体型面和斜角轮廓形时应采用球头铣刀、环形铣刀、鼓形刀、锥形刀和盘形刀。
切削用量包括主轴转速、切削深度或宽度和进给速度等。
切削用量的大小对切削力、切削速率、刀具磨损、加工质量和加工成本均有显著影响。
在选择切削用量时,应根据粗加工、半精加工或精加工的不同阶段,兼顾生产率、经济性和加工成本。
具体数值应结合机床说明书、切削用量手册和经验等因素确定。
表2-1是刀具卡片,包括立铣刀、中心转钻、钻头、铰刀等,不同的刀具可以用于不同的加工任务。
孔系加工切削用量见表2.该零件材料切削性能较好,铣削平面、外圆及其台阶面和外轮廓面时,留下0.5mm的精加工余量,其次一刀完成粗铣。
确定主轴转速时,先查切削用量手册。
硬质合金铣刀加工铸铁(190-260HB)时的切削速度为45-90m/min,我们取v=70m/min。
然后根据铣刀直径计算主轴转速,并填入工序卡中。
如果机床有级调速,应选择与计算结果接近的转速。
进一步确定进给率时,根据铣刀齿数、主轴转速和切削用量手册中给出的每齿进给量,计算进给速度并填入工序卡片中。
Vf=Fn=Fn*Zn。
背吃刀量的选择应根据加工余量确定。
粗加工时,一次进给应尽可能切除全部余量。
在中等功率的机床上,背吃刀量可达8-10mm。
半精加工时,背吃刀量取为0.5-2mm。
精加工时,背吃刀量取为0.2-0.4mm。
工艺卡片零件名称:端盖工序:01图号:001夹具名称:机用平口虎钳夹具规格:用途材料:45号钢使用设备:加工中心XH715D刀具编号:T01-T05工步刀具名称:1立铣刀、2粗铣外轮廓、3铣凸台、4铣圆、5中心转钻头、6钻孔、7铰孔刀具规格:¢20mm铣凸台、¢30铣圆、¢3mm钻头、¢15钻头、¢8铰刀、¢10铰刀主轴进给速度/背吃加工速度/刀余量:T01-3000mm/min/0.5mm/0.5mm;T02-800mm/min/1.5mm/0.5mm;T03-400mm/min/1.5mm/8mm;T04-500mm/min/1.5mm/8mm;T05-150mm/min/1mm/1mm;T06-150mm/min/1mm/1mm;T07-150mm/min/1mm/1mm。
主要加工程序:1.确定编程原点铣床上编程坐标原点的位置是任意的,它是根据零件的特点选定的。
为了方便,一般根据工件形状和标注尺寸的基准以及计算最方便的原则来确定。
选择编程坐标原点时,需要注意以下几点:1) 编程坐标原点应选在零件图的尺寸基准上,这样便于坐标值的计算,并减少计算错误。
2) 编程坐标原点应尽量选在精度较高的精度表面,以提高被加工零件的加工精度。
3) 对称的零件,编程坐标原点应设在对称中心上;不对称的零件,编程坐标原点应设在外轮廓的某一角上。
4) Z轴方向的零点一般设在工件表面。